
Development of the Al12SiCuFe Alloy Foam Composites with ZrSiO4 Reinforcements at Different Foaming Temperatures
 , , ,
, , ,
Abstract
:1. Introduction
2. Experimental
Materials and Method
3. Results and Discussions
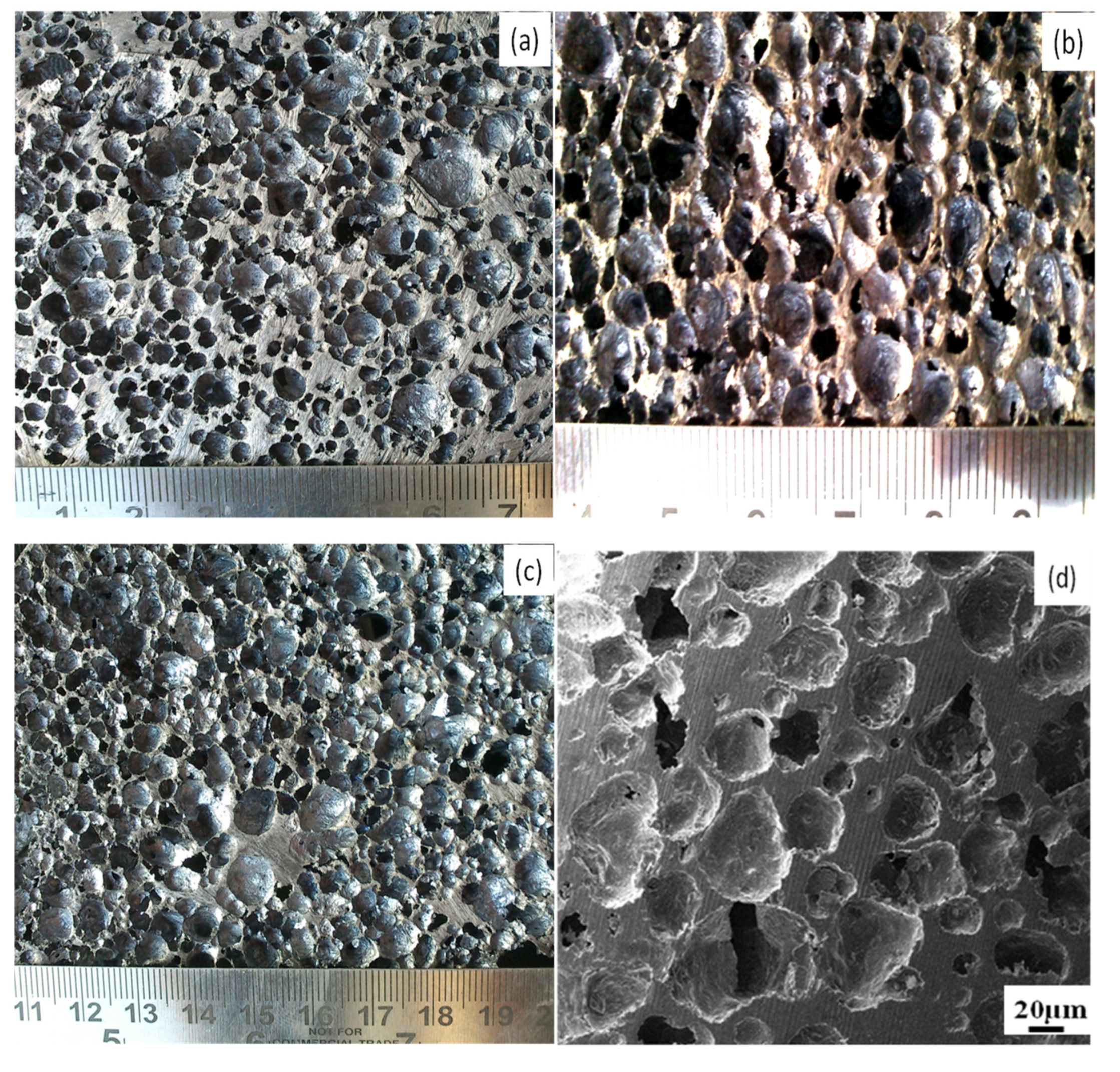
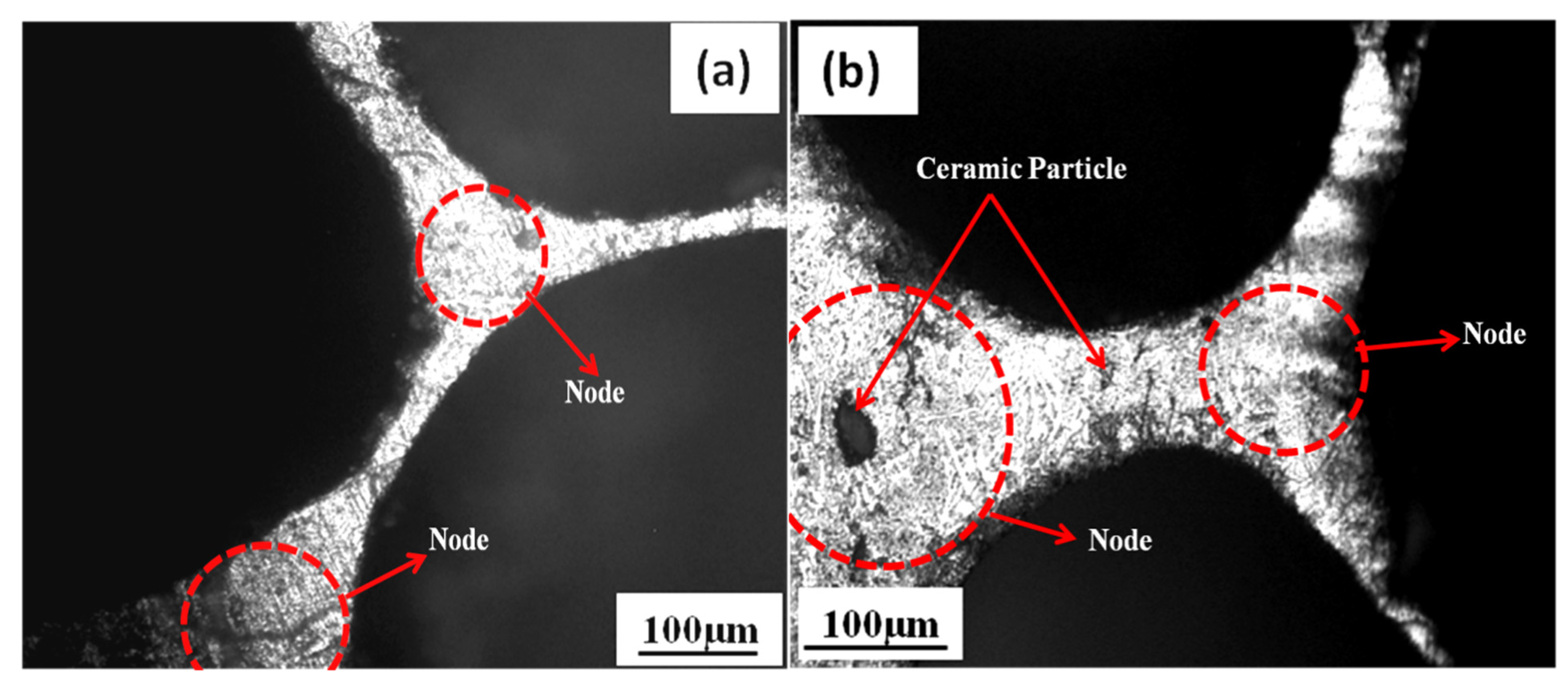
3.1. Influence of Foaming Temperature on the Cell Morphology of Al-Si12CuFe Alloy Foam
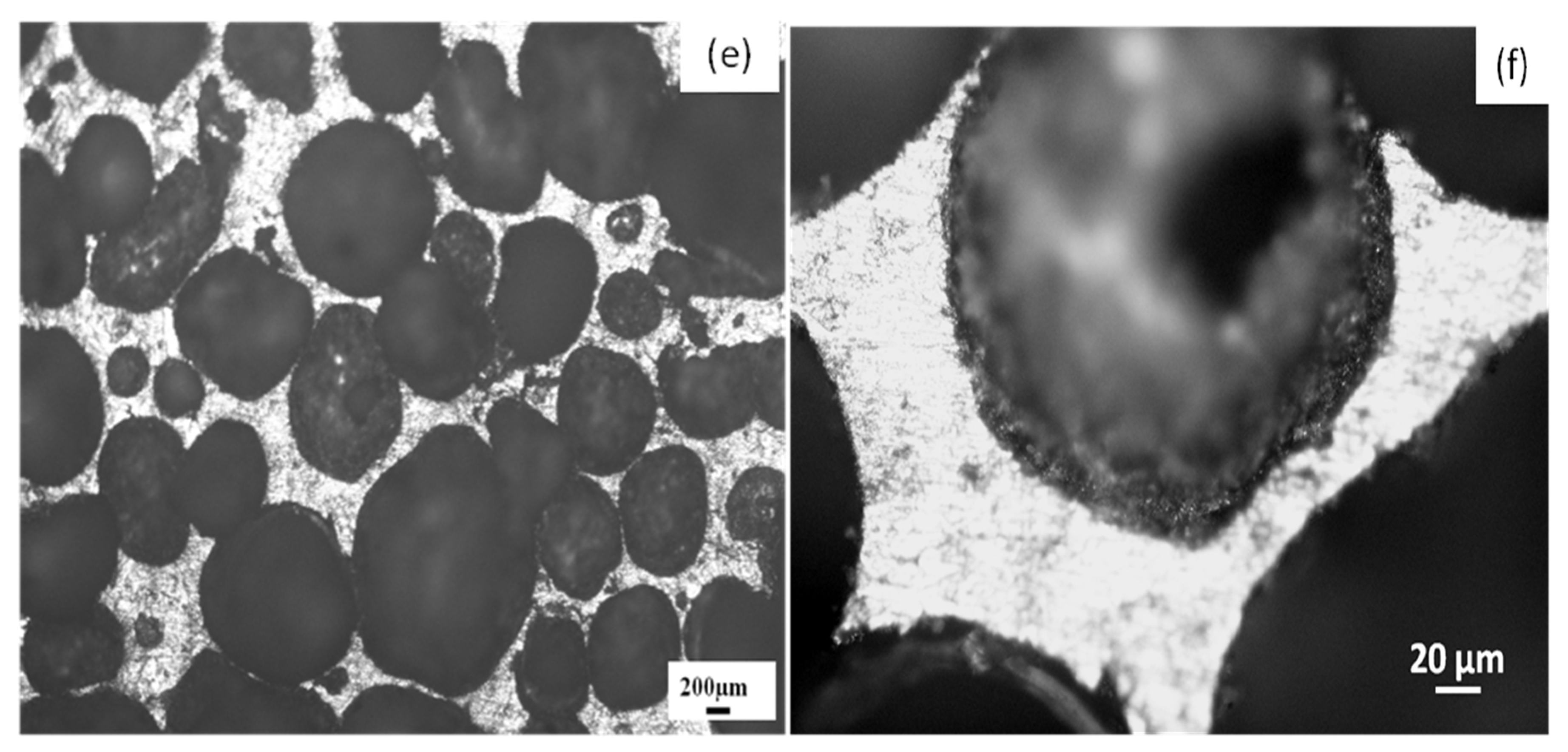
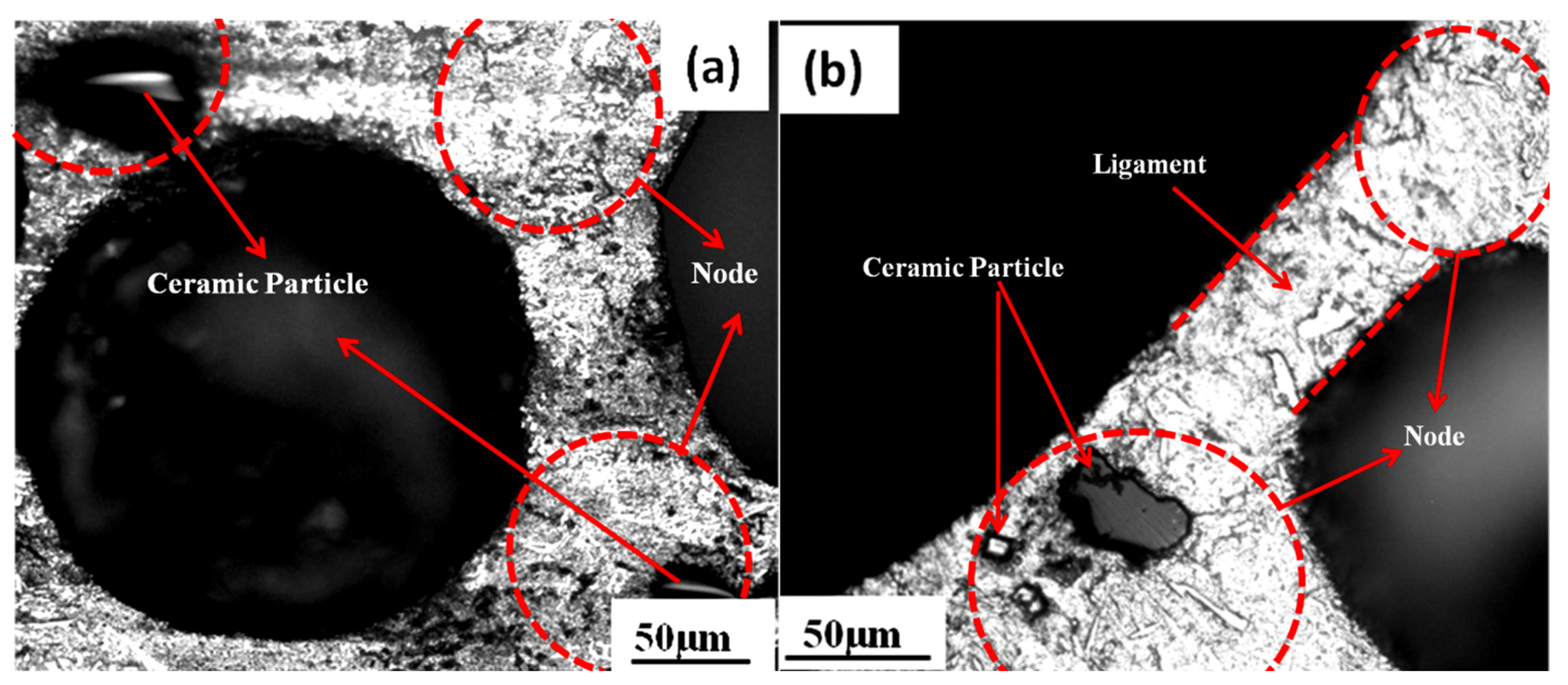
3.2. Influence of Ceramic Particles and Foaming Temperature on the Cell Geometry of Composite Foam
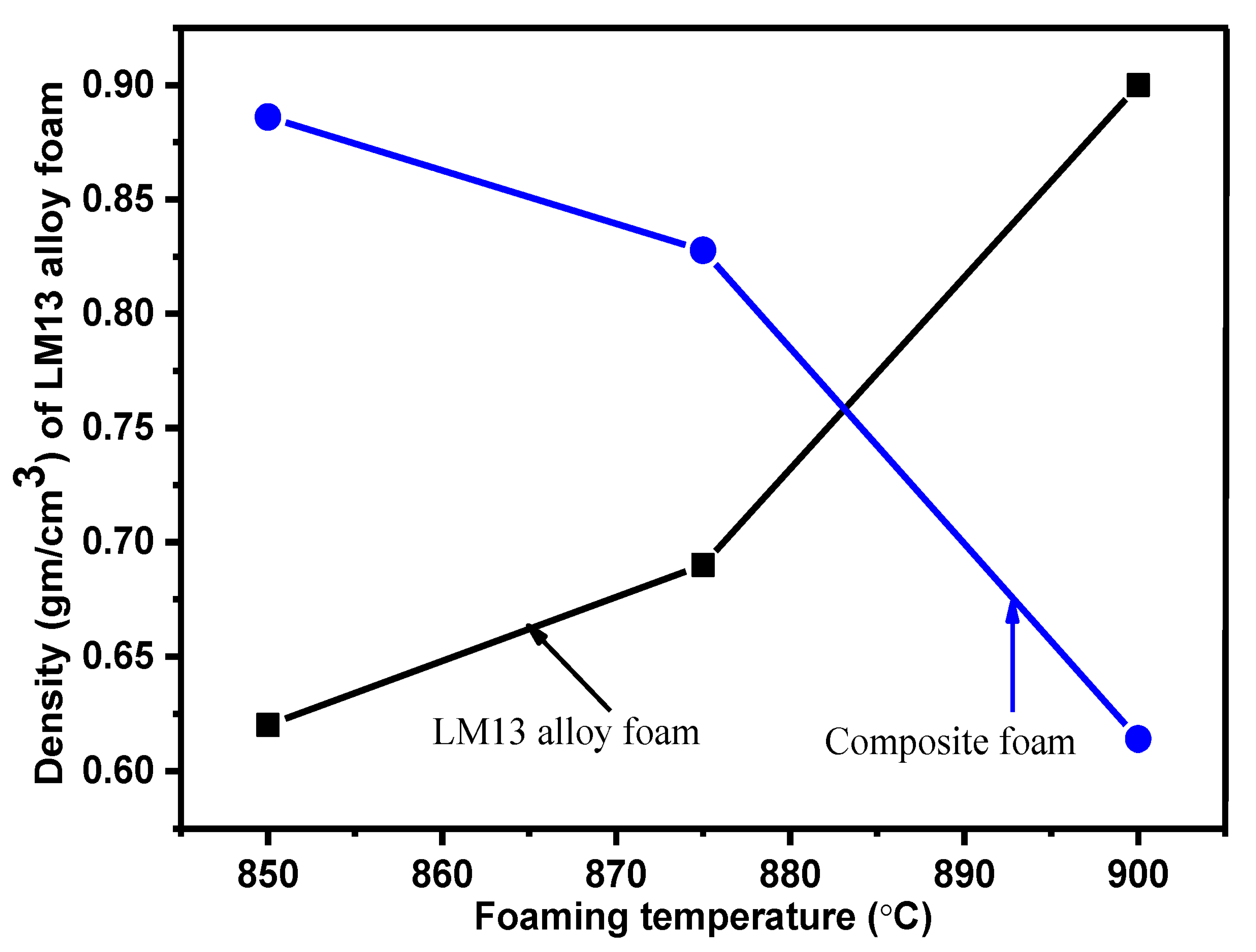
3.3. Influence of Foaming Temperature on the Density of Al-Si12CuFe Alloy and Composite Foamed Structures
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gupta, N.; Rohatgi, P.K. Metal Matrix Syntactic Foams: Processing, Microstructure, Properties and Applications; DEStech Publications: Lancaster, PA, USA, 2014. [Google Scholar]
- Hernández-Nava, E.; Smith, C.J.; Derguti, F.; Tammas-Williams, S.; Leonard, F.; Withers, P.J.; Todd, I.; Goodall, R. The effect of density and feature size on mechanical properties of iso-structural porous metals produced by additive manufacturing. Acta Mater. 2015, 85, 387–395. [Google Scholar] [CrossRef] [Green Version]
- Raj, R.E.; Daniel, B.S.S. Aluminum Melt Foam Processing for Light-Weight Structures. Mater. Manuf. Process. 2007, 22, 525–530. [Google Scholar] [CrossRef]
- Gibson, L.J. Mechanical Behavior of Metallic Foams. Annu. Rev. Mater. Sci. 2000, 30, 191–227. [Google Scholar] [CrossRef]
- Deqing, W.; Weiwei, X.; Xiangjun, M.; Ziyuan, S. Cell structure and compressive behavior of an aluminum foam. J. Mater. Sci. 2005, 40, 3475–3480. [Google Scholar] [CrossRef]
- Rivera, N.M.T.; Torres, J.T.; Valdés, A.F. A-242 Aluminium Alloy Foams Manufacture from the Recycling of Beverage Cans. Metals 2019, 9, 92. [Google Scholar] [CrossRef] [Green Version]
- Byakova, A.; Kartuzov, I.; Gnyloskurenko, S.; Nakamura, T. The Role of Foaming Agent and Processing Route in Mechanical Performance of Fabricated Aluminum Foams. Adv. Mater. Sci. Eng. 2014, 4, 109–114. [Google Scholar] [CrossRef] [Green Version]
- Harders, H.; Hupfer, K.; Rösler, J. Influence of cell wall shape and density on the mechanical behaviour of 2D foam structures. Acta Mater. 2005, 53, 1335–1345. [Google Scholar] [CrossRef]
- Malekjafarian, M.; Sadrnezhaad, S. Closed-cell Al alloy composite foams: Production and characterization. Mater. Des. 2012, 42, 8–12. [Google Scholar] [CrossRef]
- Han, F.; Wei, J.; Cheng, H.; Gao, J. Effects of process parameters and alloy compositions on the pore structure of foamed aluminum. J. Mater. Process. Technol. 2003, 138, 505–507. [Google Scholar]
- Wen-Yea, J.; Wen-Yen, H.; Ching-Chien, M.; Yu-Chang, Y. Microstructure and mechanical properties of ALPORAS closed-cell aluminium foam. Mater. Charact. 2015, 107, 228–238. [Google Scholar]
- Vendra, L.J.; Brown, J.A.; Rabiei, A. Effect of processing parameters on the microstructure and mechanical properties of Al–steel composite foam. J. Mater. Sci. 2011, 46, 4574–4581. [Google Scholar] [CrossRef]
- Orbulov, I.N.; Szlancsik, A.; Kemény, A.; Kincses, D. Low-Cost Light-Weight Composite Metal Foams for Transportation Applications. J. Mater. Eng. Perform. 2022, 31, 6954–6961. [Google Scholar] [CrossRef]
- Vesenjak, M.; Borovinšek, M.; Ren, Z.; Irie, S.; Itoh, S. Behavior of Metallic Foam under Shock Wave Loading. Metals 2012, 2, 258–264. [Google Scholar] [CrossRef] [Green Version]
- Byakova, A.; Gnyloskurenko, S.; Nakamura, T. The Role of Foaming Agent and Processing Route in the Mechanical Performance of Fabricated Aluminum Foams. Metals 2012, 2, 95–112. [Google Scholar] [CrossRef] [Green Version]
- Marx, J.; Portanova, M.; Rabiei, A. Performance of Composite Metal Foam Armors against Various Threat Sizes. J. Compos. Sci. 2020, 4, 176. [Google Scholar] [CrossRef]
- Kubelka, P.; Kádár, C.; Jost, N. Effect of the interface on the compressive properties of magnesium syntactic foams. Mater. Lett. 2021, 287, 129293. [Google Scholar] [CrossRef]
- Kumar, S.; Panwar, R.S.; Pandey, O. Effect of dual reinforced ceramic particles on high temperature tribological properties of aluminum composites. Ceram. Int. 2013, 39, 6333–6342. [Google Scholar] [CrossRef]
- Kubo, K.; Pehlke, R.D. Mathematical modeling of porosity formation in solidification. Met. Mater. Trans. B 1985, 16, 359–366. [Google Scholar] [CrossRef]
- Keith, J.L. The Development of the Arrhenius equation. J. Chem. Educ. 1984, 61, 494–498. [Google Scholar]
- Babcsán, N.; Leitlmeier, D.; Degischer, H.P. Foamability of Particle Reinforced Aluminum Melt. Mater. Sci. Eng. Technol. 2003, 34, 22–29. [Google Scholar] [CrossRef]
- Kulkarni, A.A.; Joshi, J.B. Bubble Formation and Bubble Rise Velocity in Gas−Liquid Systems: A Review. Ind. Eng. Chem. Res. 2005, 44, 5873–5931. [Google Scholar] [CrossRef]
- Mohseni, E.; Kalayathine, J.J.; Reinecke, S.F.; Hampel, U. Dynamics of bubble formation at micro-orifices under constant gas flow conditions. Int. J. Multiph. Flow 2020, 132, 103407. [Google Scholar] [CrossRef]
- Anson, J.P.; Drew, R.A.L.; Gruzleski, J.E. The surface tension of molten aluminum and Al-Si-Mg alloy under vacuum and hydrogen atmospheres. Met. Mater. Trans. B 1999, 30, 1027–1032. [Google Scholar] [CrossRef]
- Mukherjee, M. Evolution of Metal Foams during Solidification. Master’s Thesis, Technische Universität Berlin, Berlin, Germany, 2009. [Google Scholar]
- Singh, M.P.; Singh, R.K. Correlation between ultrasonic velocity, surface tension, density and viscosity of ionic liquids. Fluid Phase Equilibria 2011, 304, 1–6. [Google Scholar] [CrossRef]
- Jaroslav, K.; Alexandr, F. Modeling of particle settling in high viscosity liquid. Ceram. Silik. 2001, 45, 70–75. [Google Scholar]
- Pelofsky, A.H. Surface Tension-Viscosity Relation for Liquids. J. Chem. Eng. Data 1966, 11, 394–397. [Google Scholar] [CrossRef]
- Gergely, V.; Curran, D.C.; Clyne, T.W. The FOAMCARP Process: Foaming of aluminum MMCs by the chalk-aluminum reaction in precursors. Compos. Sci. Technol. 2003, 63, 2301–2310. [Google Scholar] [CrossRef]
- Bo-Youn, H.; Soo-Han, P.; Arai, H. Viscosity and surface tension of al and effects of additional element. Mater. Sci. Forum. 2003, 439, 51–56. [Google Scholar]
- Matijasevic, L.B.; Banhart, J. Improvement of aluminium foam technology by tailoring of blowing agent. Scr. Mater. 2006, 54, 503–508. [Google Scholar] [CrossRef]
- Banhart, J. Metal Foams: Production and Stability. Adv. Eng. Mater. 2006, 8, 781–794. [Google Scholar] [CrossRef]
- Simone, A.; Gibson, L. Aluminum foams produced by liquid-state processes. Acta Mater. 1998, 46, 3109–3123. [Google Scholar] [CrossRef]
- Yang, C.; Nakae, H. Foaming characteristics control during production of aluminum alloy foam. J. Alloys Compd. 2000, 313, 188–191. [Google Scholar] [CrossRef]
- Zohair, S.; Mehdi, S. Influences of titanium hydride (TiH2) content and holding temperature in foamed pure aluminum. Mater. Manuf. Process. 2009, 24, 590–593. [Google Scholar]
- Kumar, S.; Pandey, O. Role of fine size zircon sand ceramic particle on controlling the cell morphology of aluminum composite foams. J. Manuf. Process. 2015, 20, 172–180. [Google Scholar] [CrossRef]
- Bayani, H.; Mirbagheri, S. Strain-hardening during compression of closed-cell Al/Si/SiC + (TiB2 & Mg) foam. Mater. Charact. 2016, 113, 168–179. [Google Scholar] [CrossRef]
- Hajduchova, Z.; Pach, L.; Kozankova, J.; Lokaj, J. Polyhedral alumina foam. J. Porous Mater. 2013, 20, 595–600. [Google Scholar] [CrossRef]
- Reba, I. Applications of the Coanda Effect; Scientific American Inc.: New York, NY, USA, 1966; Volume 214, pp. 84–92. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| LM13 Alloy | Si | Fe | Cu | Mn | Mg | Zn | Ti | Ni | Pb | Sn | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 11.8 | 0.3 | 1.2 | 0.4 | 0.9 | 0.2 | 0.02 | 0.9 | 0.02 | 0.005 | Balance |
| Elements | ZrO2 | SiO2 | TiO2 | Fe2O3 |
|---|---|---|---|---|
| % in Bulk | 65.30 | 32.80 | 0.27 | 0.12 |
| List of Processing Parameters for Foaming | |
|---|---|
| Temperature at the time of addition of zircon sand | 750 °C |
| Temperature at the time of addition of blowing agent | 750 °C |
| Foaming temperature | 900 °C |
| Particle size of zircon sand | 1–25 µm |
| Particle size of blowing agent | 1–25 µm |
| No. of blades in stirrer | 3 |
| Blade angles of stirrer | 45° |
| RPM of stirrer | 630 |
| Height of the stirrer in the melt | 2/3 inside the melt |
| LM13 Alloy/Composite Foam | Amount of Zircon Sand Particles | Density (gm/cm3) | Average Cell Size (mm) | Average Cell Wall Thickness (µm) | Average Ligament Length (mm) |
|---|---|---|---|---|---|
| LM13 alloy foam | 0.0 | 0.90 | 2.50 | 300 | 1.15 |
| LM13/2.5fZrSiO4 | 2.5 wt.% Fine | 0.84 | 2.6 | 310 | 1.85 |
| LM13/5fZrSiO4 | 5 wt.% Fine | 0.78 | 4.0 | 170 | 2.30 |
| LM13/7.5fZrSiO4 | 7.5 wt.% Fine | 1.21 | 3.5 | 320 | 1.40 |
| LM13/10fZrSiO4 | 10 wt.% Fine | 1.32 | 3.1 | 370 | 1.65 |
| LM13/12.5fZrSiO4 | 12.5 wt.% Fine | 1.42 | 2.7 | 450 | 1.80 |
| LM13/15fZrSiO4 | 15 wt.% Fine | 1.53 | 2.4 | 740 | 1.55 |
| Microhardness (Hv) | ||||
|---|---|---|---|---|
| LM13 Alloy/Composite Foam | At Particle | At Matrix | At Interface | At Node |
| LM13 alloy foam | - | 69.49 | - | 69.60 |
| LM13/2.5fZrSiO4 | 652.45 | 78.54 | 118.72 | 78.91 |
| LM13/5fZrSiO4 | 667.22 | 85.60 | 130.92 | 86.40 |
| LM13/7.5fZrSiO4 | 670.51 | 86.56 | 132.12 | 88.79 |
| LM13/10fZrSiO4 | 666.74 | 88.12 | 133.67 | 90.78 |
| LM13/12.5fZrSiO4 | 671.34 | 89.34 | 136.67 | 91.55 |
| LM13/15fZrSiO4 | 672.22 | 90.56 | 139.12 | 93.54 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, S.; Kumar, S.; Nagpal, P.K.; Gawade, S.R.; Salunkhe, S.; Chandrasekhar, U.; Davim, J.P. Development of the Al12SiCuFe Alloy Foam Composites with ZrSiO4 Reinforcements at Different Foaming Temperatures. Metals 2023, 13, 685. https://doi.org/10.3390/met13040685
Kumar S, Kumar S, Nagpal PK, Gawade SR, Salunkhe S, Chandrasekhar U, Davim JP. Development of the Al12SiCuFe Alloy Foam Composites with ZrSiO4 Reinforcements at Different Foaming Temperatures. Metals. 2023; 13(4):685. https://doi.org/10.3390/met13040685
Chicago/Turabian StyleKumar, Suresh, Sanjeev Kumar, Pardeep Kumar Nagpal, Sharad Ramdas Gawade, Sachin Salunkhe, Udayagiri Chandrasekhar, and João Paulo Davim. 2023. "Development of the Al12SiCuFe Alloy Foam Composites with ZrSiO4 Reinforcements at Different Foaming Temperatures" Metals 13, no. 4: 685. https://doi.org/10.3390/met13040685