
Influencing Factors of the Specific Total Loss of Non-Oriented Electrical Steels Processed by Laser Cutting
Abstract
:1. Introduction
2. Experiment
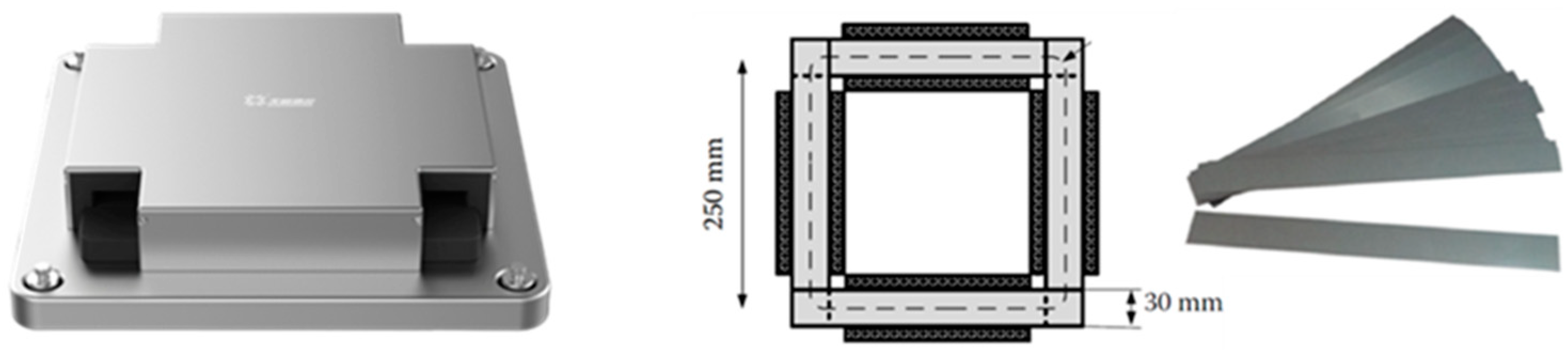
2.1. Experimental Methods and Data Collection
2.2. Machine Leaning Algorithm
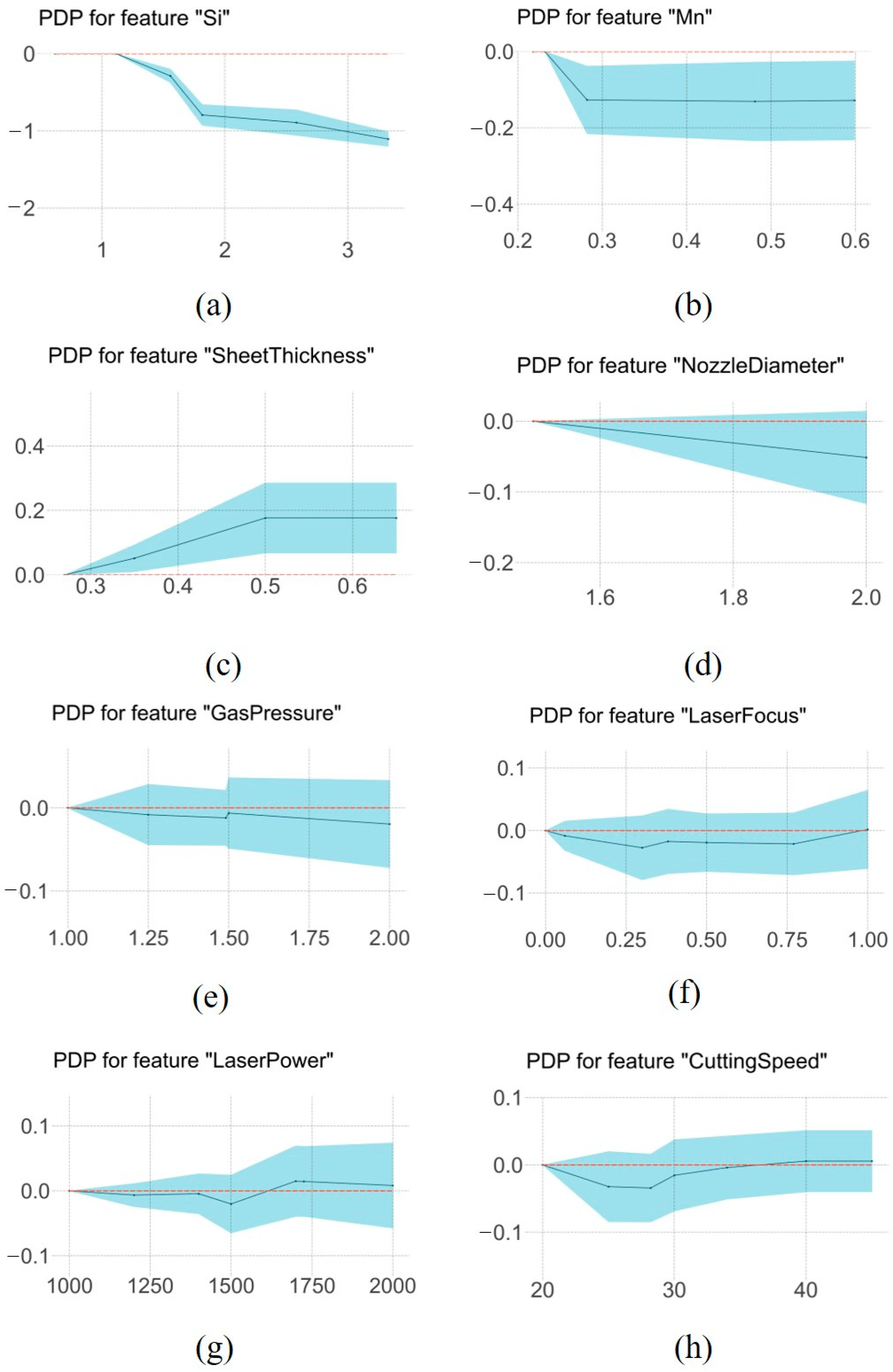
2.3. Partial Dependence Plot (PDP)
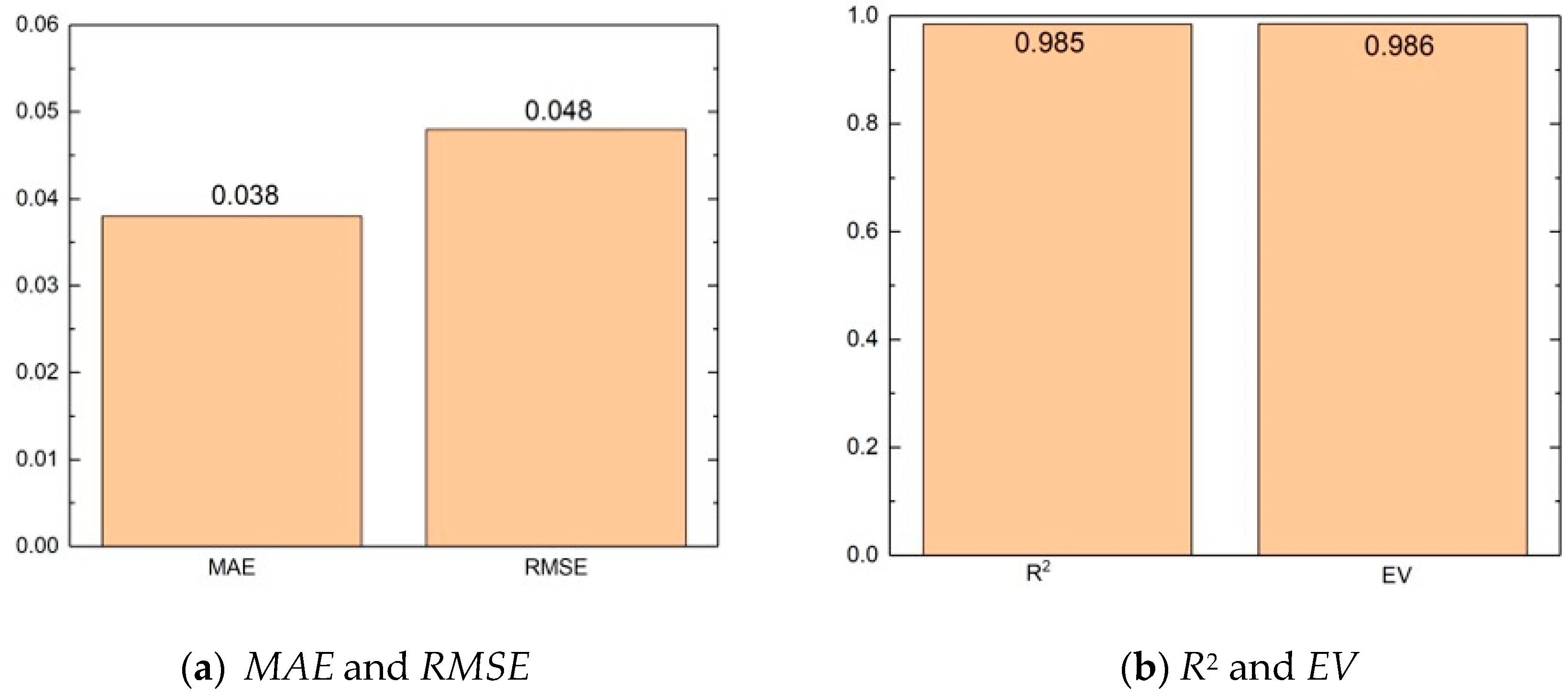
2.4. Statistical Evaluation Metrics (RMSE, MAE, EV, R2)
3. Results and Discussion
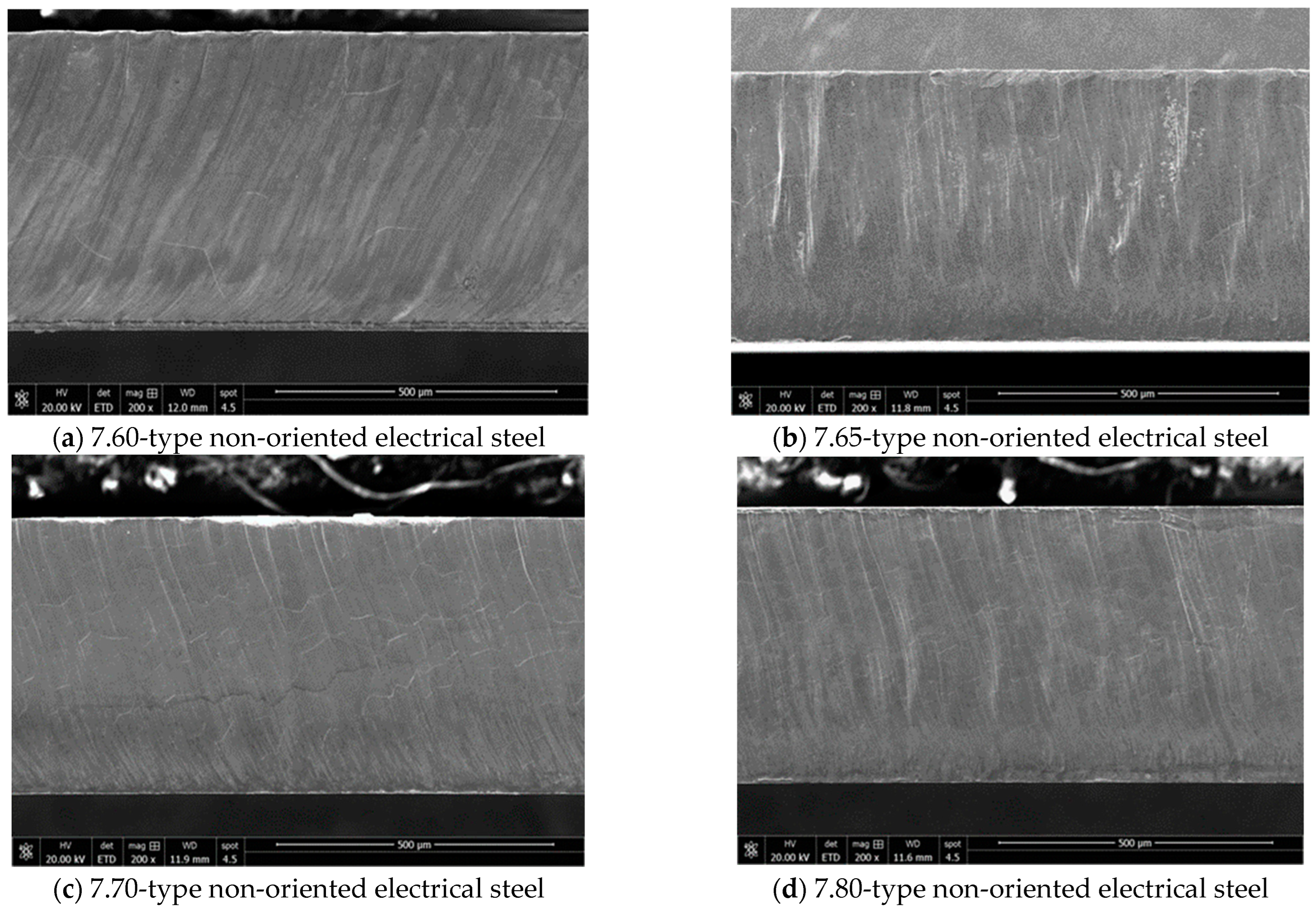
3.1. Data Analysis
3.2. Performance of the Trained Model
3.3. Effects of the Sample Characteristics on the Specific Total Loss
3.4. Effects of the Laser Cutting Parameters on the Specific Total Loss
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- An, L.Z.; Wang, Y.P.; Wang, G.D.; Liu, H.T. CoMParative study on microstructure and texture evolution of low silicon non-oriented electrical steels along one-stage and two-stage cold rolling processes. J. Magn. Magn. Mater. 2023, 567, 170358. [Google Scholar] [CrossRef]
- He, Q.; Zhu, C.; Liu, Y.; Yan, W.; Wan, X.; Li, G. Effect of annealing temperature on the properties of phosphorus micro-alloyed non-oriented electrical steels. J. Mater. Res. Technol. 2023, 23, 4454–4465. [Google Scholar] [CrossRef]
- Chen, D.M.; Wang, G.D.; Liu, H.T. Effects of slab reheating temperature and hot rolling process on microstructure, texture and magnetic properties of 0.4% Si non-oriented electrical steel. Mater. Chem. Phy. 2023, 298, 127419. [Google Scholar] [CrossRef]
- Leuning, N.; Schauerte, B.; Hameyer, K. Interrelation of mechanical properties and magneto-mechanical coupling of non-oriented electrical steel. J. Magn. Magn. Mater. 2023, 567, 170322. [Google Scholar] [CrossRef]
- Loisos, G.; Moses, A.J. Effect of mechanical and Nd: YAG laser cutting on magnetic flux distribution near the cut edge of non-oriented steels. J. Mater. Process. Technol. 2005, 161, 151–155. [Google Scholar] [CrossRef]
- Siebert, R.; Schneider, J.; Beyer, E. Laser cutting and mechanical cutting of electrical steels and its effect on the magnetic properties. IEEE Trans. Magn. 2014, 50, 2001904. [Google Scholar] [CrossRef]
- Rygal, R.; Moses, A.; Derebasi, N.; Schneider, J.; Schoppa, A. Influence of cutting stress on magnetic field and flux density distribution in non-oriented electrical steels. J. Magn. Magn. Mater. 2000, 215, 687–689. [Google Scholar] [CrossRef]
- Schoppa, A.; Schneider, J.; Wuppermann, C.D. Influence of the manufacturing process on the magnetic properties of non-oriented electrical steels. J. Magn. Magn. Mater. 2000, 215, 74–78. [Google Scholar] [CrossRef]
- Senda, K.; Ishida, M.; Nakasu, Y.; Yagi, M. Influence of shearing process on domain structure and magnetic properties of non-oriented electrical steel. J. Magn. Magn. Mater. 2006, 304, e513–e515. [Google Scholar] [CrossRef]
- Fujisaki, K.; Hirayama, R.; Kawachi, T.; Satou, S.; Kaidou, C.; Yabumoto, M.; Kubota, T. Motor core iron loss analysis evaluating shrink fitting and stamping by finite-element method. IEEE Trans. Magn. 2007, 43, 1950–1954. [Google Scholar] [CrossRef]
- Yilbas, B.S. Laser cutting quality assessment and thermal efficiency analysis. J. Mater. Process. Technol. 2004, 155, 2106–2115. [Google Scholar] [CrossRef]
- Nguyen, D.T.; Ho, J.R.; Tung, P.C.; Lin, C.K. Prediction of Kerf Width in Laser Cutting of Thin Non-Oriented Electrical Steel Sheets Using Convolutional Neural Network. Mathematics 2021, 9, 2261. [Google Scholar] [CrossRef]
- Shi, W.M.; Liu, J.; Li, C.Y. Effect of Cutting Techniques on the Structure and Magnetic Properties of a High-grade Non--oriented Electrical Steel. J. Wuhan Univ. Technol. Mater. Sci. 2014, 29, 12. [Google Scholar] [CrossRef]
- Naumoski, H.; Riedmüller, B.; Minkow, A.; Herr, U. Investigation of the influence of different cutting procedures on the global and local magnetic properties of non-oriented electrical steel. J. Magn. Magn. Mater. 2015, 392, 126–133. [Google Scholar] [CrossRef]
- Bali, M.; Muetze, A. Modeling the Effect of Cutting on the Magnetic Properties of Electrical Steel Sheets. IEEE Trans. Ind. Electron. 2017, 64, 2547–2556. [Google Scholar] [CrossRef]
- Saleem, A.; Alatawneh, N.; Rahman, T.; Lowther, D.A.; Chromik, R.R. Effects of laser cutting on microstructure and magnetic properties of non-orientation electrical steel laminations. IEEE Trans. Magn. 2020, 56, 3029256. [Google Scholar] [CrossRef]
- Belhadj, A.; Baudouin, P.; Breaban, F.; Deffontaine, A.; Dewulf, M.; Houbaert, Y. Effect of laser cutting on microstructure and on magnetic properties of grain non-oriented electrical steels. J. Magn. Magn. Mater. 2003, 256, 20–31. [Google Scholar] [CrossRef]
- Hofmann, M.; Naumoski, H.; Herr, U.; Herzog, H.G. Magnetic properties of electrical steel sheets in respect of cutting: Micromagnetic analysis and macromagnetic modeling. IEEE Trans. Magn. 2016, 52, 2000114. [Google Scholar] [CrossRef]
- Bali, M.; Muetze, A. The Degradation Depth of Non-grain Oriented Electrical Steel Sheets of Electric Machines Due to Mechanical and Laser Cutting: A State-of-the-Art Review. IEEE Trans. Ind. Appl. 2019, 55, 366–375. [Google Scholar] [CrossRef]
- Puch, V.; Ková, F.; Falat, L.; Petryshynets, I.; Vytykáová., S. The effects of CO2 laser and thulium-doped fiber laser scribing on magnetic domains structure coercivity and nanohardness of Fe-3.2 Si grain-oriented electrical steel sheets. Kov. Mater. 2018, 56, 389–395. [Google Scholar]
- Paltanea, G.; Manescu Paltanea, V.; Gavrila, H.; Nemoianu, I.V.; Andrei, P.C.; Ciuceanu, R.M. Application of orientation distribution functions’ theory in the case of grain-oriented steels cut through classical and non-conventional technologies. Int. J. Appl. Electromagn. Mech. 2019, 61 (Suppl. S1), S131–S139. [Google Scholar] [CrossRef]
- Araujo, E.; Schneider, J.; Verbeken, K.; Pasquarella, G.; Houbaert, Y. Dimensional effects on magnetic properties of Fe-Si steels due to laser and mechanical cutting. IEEE Trans. Magn. 2010, 46, 213–216. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, T.H.; Lin, C.K.; Tung, P.C.; Van, C.N.; Ho, J.R. An extreme learning machine for predicting kerf waviness and heat affected zone in pulsed laser cutting of thin non-oriented silicon steel. Opt. Lasers Eng. 2020, 134, 106244. [Google Scholar] [CrossRef]
- Rohman, M.N.; Ho, J.R.; Tung, P.C.; Tsui, H.P.; Lin, C.K. Prediction and optimization of geometrical quality for pulsed laser cutting of non-oriented electrical steel sheet. Opt. Laser Technol. 2022, 149, 107847. [Google Scholar] [CrossRef]
- Chaki, S.; Bose, D.; Bathe, R.N. Multi-objective optimization of pulsed Nd: YAG laser cutting process using entropy-based ANN-PSO model. Lasers. Manuf. Mater. Process. 2020, 7, 88–110. [Google Scholar] [CrossRef]
- Hossain, A.; Hossain, A.; Nukman, Y.; Hassan, M.A.; Harizam, M.Z.; Sifullah, A.M.; Parandoush, P. A fuzzy logic-based prediction model for kerf width in laser beam machining. Mater. Manuf. Process. 2016, 31, 679–684. [Google Scholar] [CrossRef]
- Pandey, A.K.; Dubey, A.K. Fuzzy expert system for prediction of kerf qualities in pulsed laser cutting of titanium alloy sheet. Mach. Sci. Technol. 2013, 17, 545–574. [Google Scholar] [CrossRef]
- Klancnik, S.; Begic-Hajdarevic, D.; Paulic, M.; Ficko, M.; Cekic, A.; Husic, M.C. Prediction of laser cut quality for Tungsten alloy using the neural network method. Stroj. Vestn. J. Mech. Eng. 2015, 61, 714–720. [Google Scholar] [CrossRef]
- Levichev, N.; García, A.T.; Kardan, M.; Cattrysse, D.; Duflou, J.R. Experimental validation of a machine learning algorithm for roughness quantification in laser cutting. Procedia CIRP 2022, 113, 564–569. [Google Scholar] [CrossRef]
- Anicic, O.; Jović, S.; Skrijelj, H.; Nedić, B. Prediction of laser cutting heat affected zone by extreme learning machine. Opt. Lasers Eng. 2017, 88, 1–4. [Google Scholar] [CrossRef]
- Vagheesan, S.; Govindarajalu, J. Hybrid neural network particle swarm optimization algorithm and neural network genetic algorithm for the optimization of quality characteristics during CO2 laser cutting of aluminium alloy. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 328. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Shehabeldeen, T.A.; Zhou, J.; Showaib, E.; Abd Elaziz, M. Prediction of laser cutting parameters for polymethylmethacrylate sheets using random vector functional link network integrated with equilibrium optimizer. J. Intell. Manuf. 2021, 32, 1377–1388. [Google Scholar] [CrossRef]
- Lazov, L.; Nikolic, V.; Jovic, S.; Milovancevic, M.; Deneva, H.; Teirumenieka, E. Evaluation of laser cutting process with auxiliary gas pressure by soft computing approach. Infrared. Phys. Technol. 2018, 91, 137–141. [Google Scholar] [CrossRef]
- Rohman, M.N.; Ho, J.R.; Tung, P.C.; Lin, C.T.; Lin, C.K. Prediction and optimization of dross formation in laser cutting of electrical steel sheet in different environments. J. Mater. Res. Technol. 2022, 18, 1977–1990. [Google Scholar] [CrossRef]
- IEC-60404-2-2010; Magnetic Materials-Part 2: Methods of Measurement of the Magnetic Properties of Electrical Steel Strip and Sheet by Means of an Epstein Frame. International Electro Technical Commission: Geneva, Switzerland, 1998.
- Ke, G.L.; Meng, Q.; Finley, T.; Wang, T.F.; Chen, W.; Ma, W.D.; Ye, Q.W.; Liu, T.Y. LightGBM: A highly efficient gradient boosting decision tree. Neural Inf. Process. Syst. 2017, 31, 3149–3157. [Google Scholar]
- Rahaman, M.; Mu, W.Z.; Odqvist, J.; Hedstrom, P. Machine Learning to Predict the Martensite Start Temperature in Steels. Metall. Mater. Trans. A 2019, 50, 2081–2091. [Google Scholar] [CrossRef] [Green Version]
- Yan, F.; Song, K.; Liu, Y.; Chen, S.W.; Chen, J.Y. Predictions and mechanism analyses of the fatigue strength of steel based on machine learning. J. Mater. Sci. 2020, 55, 15334–15349. [Google Scholar] [CrossRef]
- Hao, X.C.; Zhang, Z.P.; Xu, Q.Q.; Huan, G.L.; Wang, K. Prediction of f-CaO content in cement clinker: A novel prediction method based on LightGBM and Bayesian optimization. Chemom. Intell. Lab. Syst. 2022, 220, 104461. [Google Scholar] [CrossRef]
- Liu, Y.N.; Yu, Z.M.; Chen, C.; Han, Y.; Yu, B. Prediction of protein crotonylation sites through LightGBM classifier based on SMOTE and elastic net. Anal. Biochem. 2020, 609, 113903. [Google Scholar] [CrossRef]
- Chen, C.; Zhang, Q.M.; Ma, Q.; Yu, B. LightGBM-PPI: Predicting protein-protein interactions through LightGBM with multi-information fusion. Chemom. Intell. Lab. Syst. 2019, 191, 54–64. [Google Scholar] [CrossRef]
- Szczyglowski, J. Use of quasi-static loops of magnetic hysteresis in loss prediction in non-oriented electrical steels. Phys. B Condens. Matter 2020, 580, 411812. [Google Scholar] [CrossRef]
- Hong, J.W.; Choi, H.S.; Lee, S.; Kim, J.K.; Koo, Y.M. Effect of Al content on magnetic properties of Fe-Al Non-oriented electrical steel. J. Magn. Magn. Mater. 2017, 439, 343–348. [Google Scholar] [CrossRef]
- Tumansk, S. Handbook of Magnetic Measurements; China Machine Press: Beijing, China, 2013. [Google Scholar]
- Weimin, M.; Ping, Y. Material Science Principles on Electrical Steels; Higher Education Press: Beijing, China, 2012. [Google Scholar]
- Hou, C.K. Effect of silicon on the loss separation and permeability of laminated steels. J. Magn. Magn. Mater. 1996, 162, 280–290. [Google Scholar] [CrossRef]
- Radovanovic, M.; Madic, M. Experimental investigations of CO2 laser cut quality: A review. Nonconvent. Technol. Rev. 2011, 4, 8. [Google Scholar]
- Rajaram, N.; Sheikh-Ahmad, J.; Cheraghi, S.H. CO2 laser cut quality of 4130 steel. Int. J. Mach. Tools. Manuf. 2003, 43, 351–358. [Google Scholar] [CrossRef]
- Muhammad, N.; Whitehead, D.; Boor, A.; Li, L. CoMParison of dry and wet fiber laser profile cutting of thin 316L stainless steel tubes for medical device applications. J. Mater. Process Technol. 2010, 210, 2261–2267. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Density, g/cm3 | w (Si), % | w (Al), % | w (Mn), % | Resistivity, μΩ·cm |
|---|---|---|---|---|---|
| 1 | 7.60 | 3.328 | 0.971 | 0.218 | 64.19 |
| 2 | 7.65 | 2.582 | 0.493 | 0.481 | 49.35 |
| 3 | 7.70 | 1.815 | 0.353 | 0.282 | 38.87 |
| 4 | 7.75 | 1.556 | 0.321 | 0.599 | 35.54 |
| 5 | 7.80 | 1.114 | 0.135 | 0.410 | 28.07 |
| 6 | 7.85 | 0.617 | 0.059 | 0.232 | 21.48 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiang, Q.; Cheng, L.; Wu, K. Influencing Factors of the Specific Total Loss of Non-Oriented Electrical Steels Processed by Laser Cutting. Metals 2023, 13, 595. https://doi.org/10.3390/met13030595
Xiang Q, Cheng L, Wu K. Influencing Factors of the Specific Total Loss of Non-Oriented Electrical Steels Processed by Laser Cutting. Metals. 2023; 13(3):595. https://doi.org/10.3390/met13030595
Chicago/Turabian StyleXiang, Qian, Lin Cheng, and Kaiming Wu. 2023. "Influencing Factors of the Specific Total Loss of Non-Oriented Electrical Steels Processed by Laser Cutting" Metals 13, no. 3: 595. https://doi.org/10.3390/met13030595