

Combined Effect of Substrate Temperature and Sputtering Power on Phase Evolution and Mechanical Properties of Ta Hard Coatings


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Preparation
2.1.1. Substrate Pretreatment
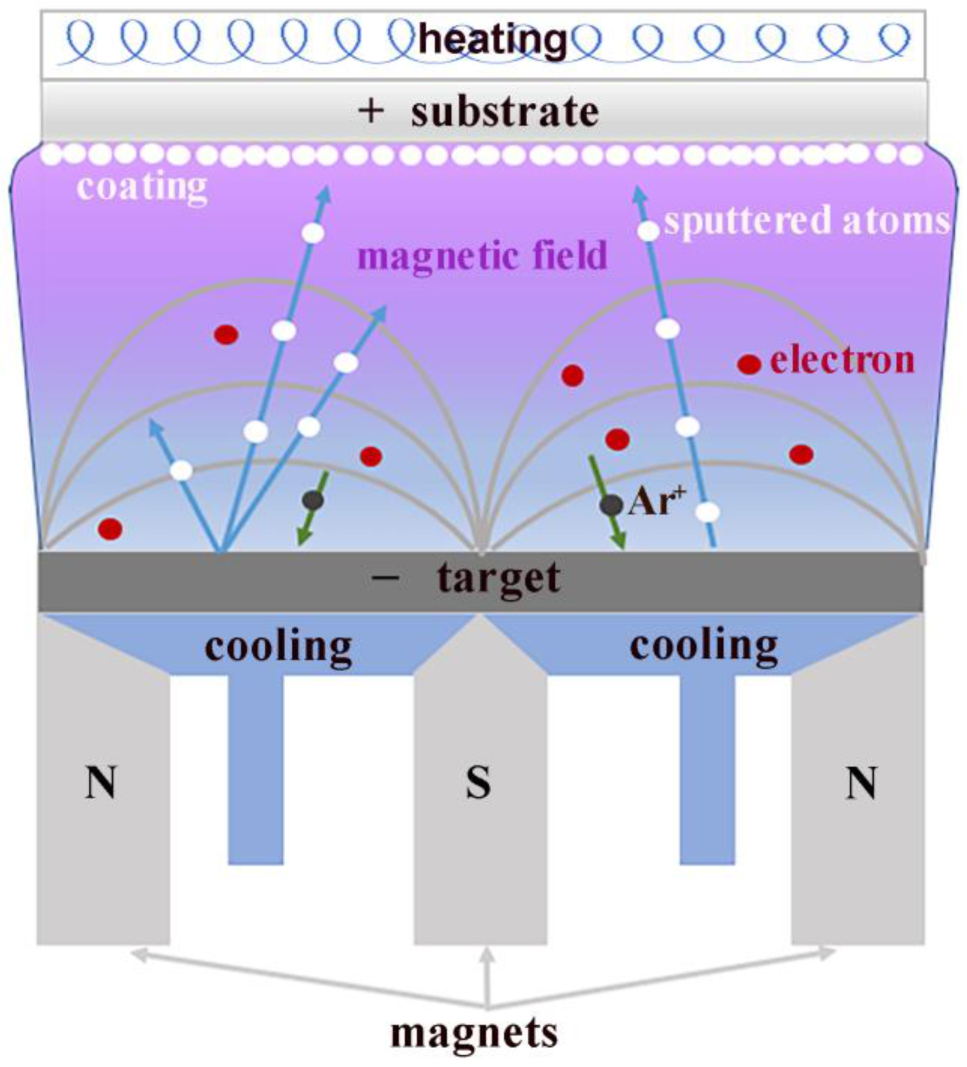
2.1.2. Deposition Device
2.1.3. Deposition Conditions
2.2. Characterization
3. Results and Discussion
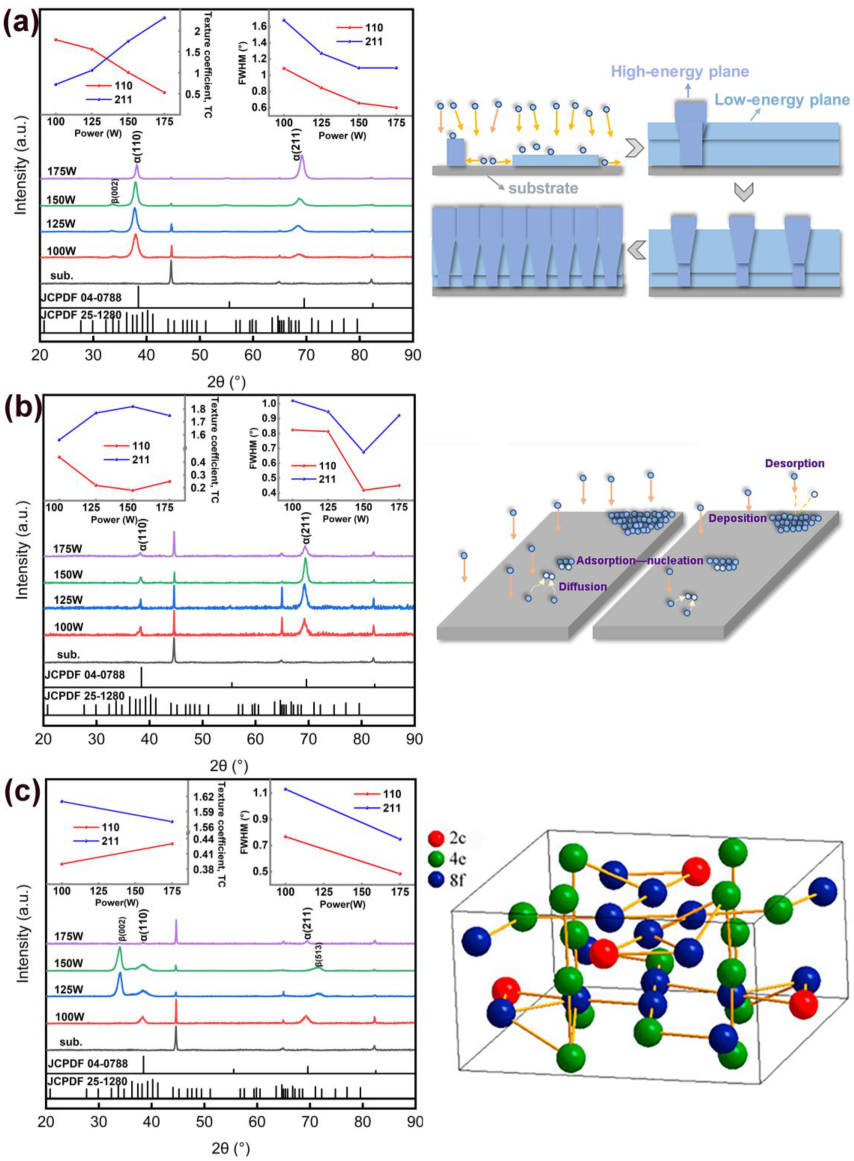
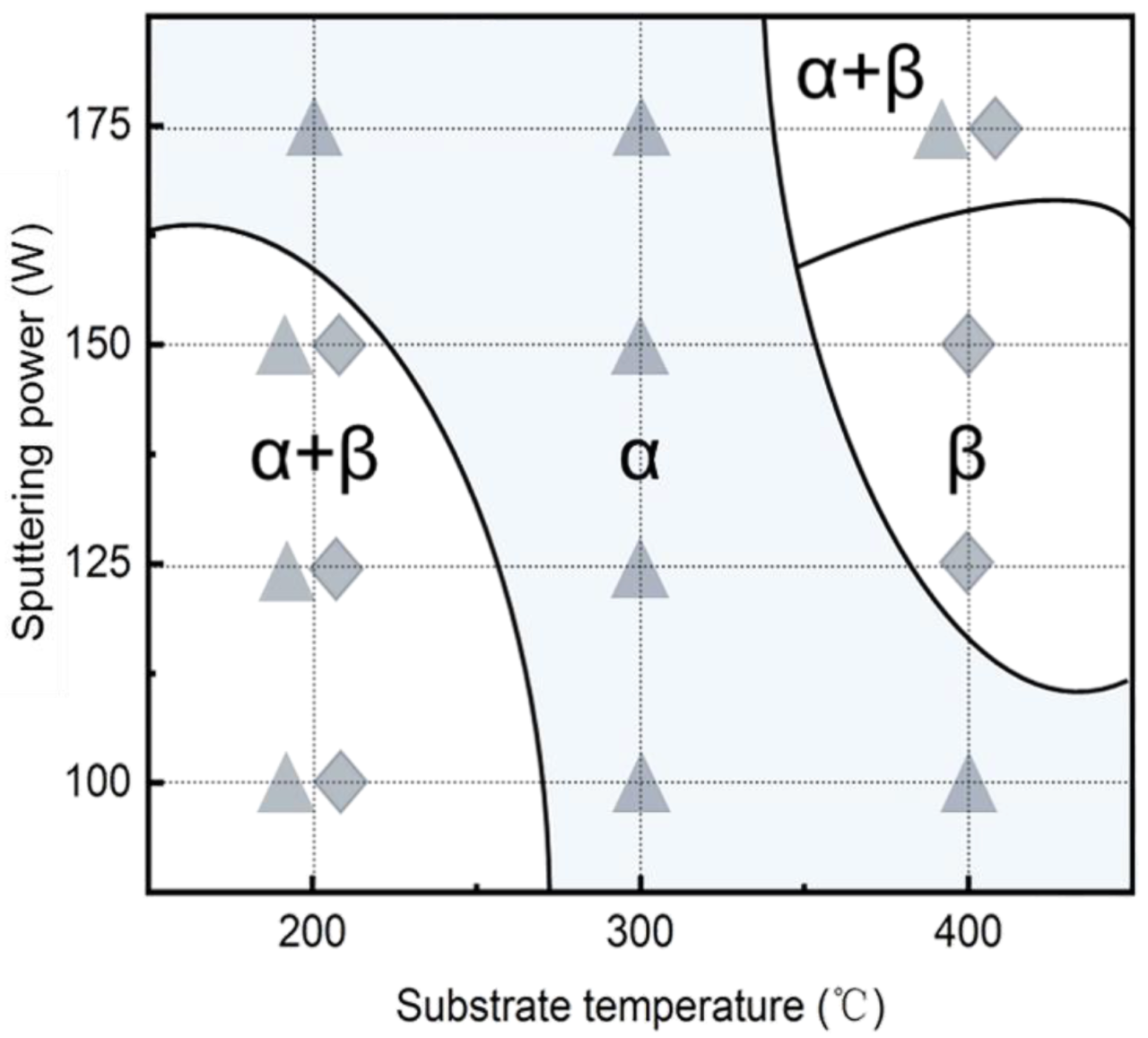
3.1. Crystalline Phase
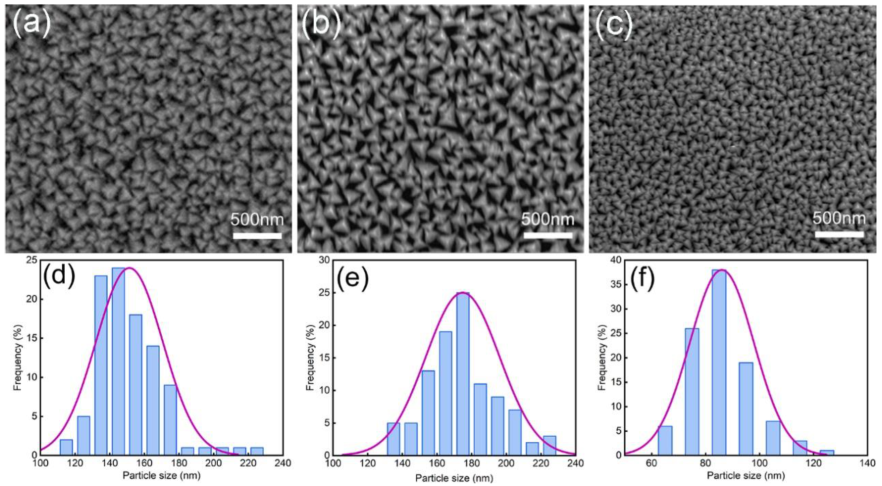
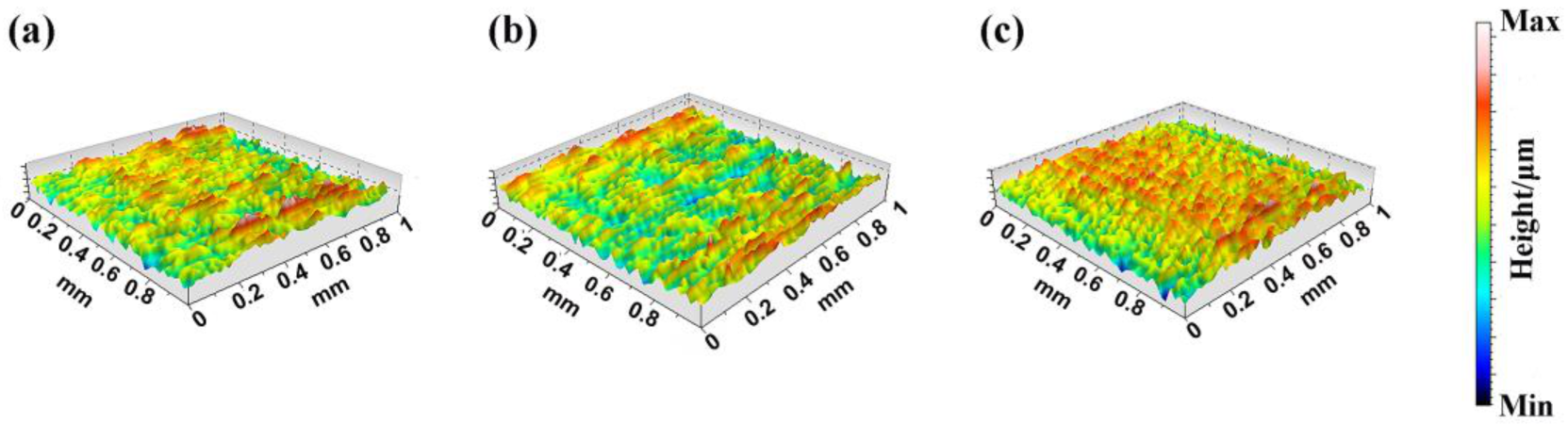
3.2. Surface Morphology
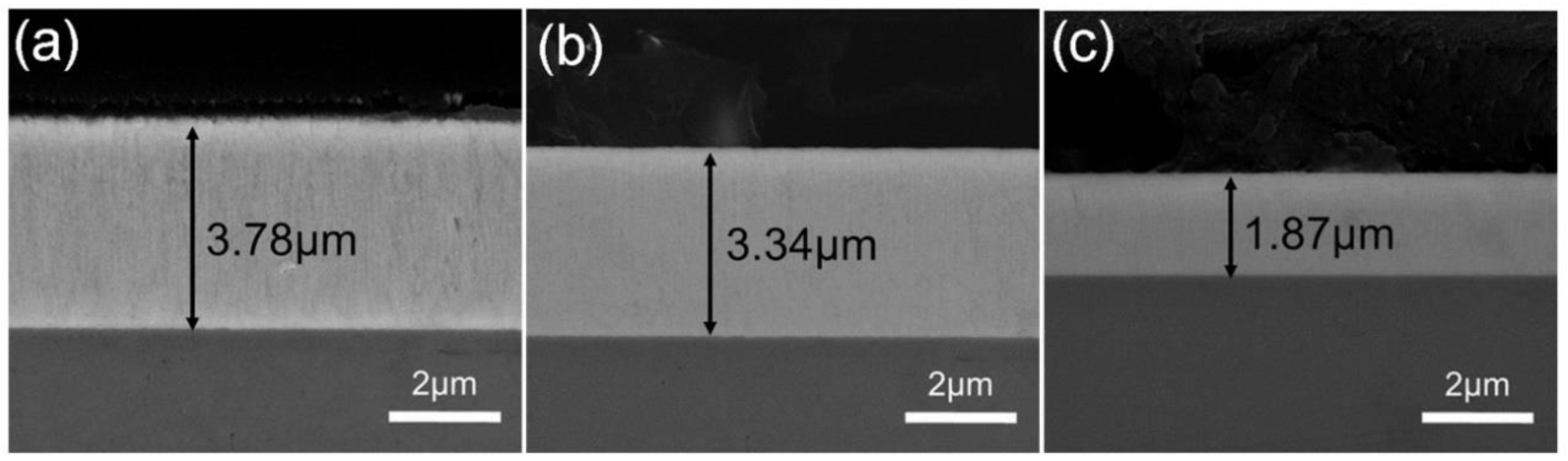
3.3. Cross-Sectional Morphology
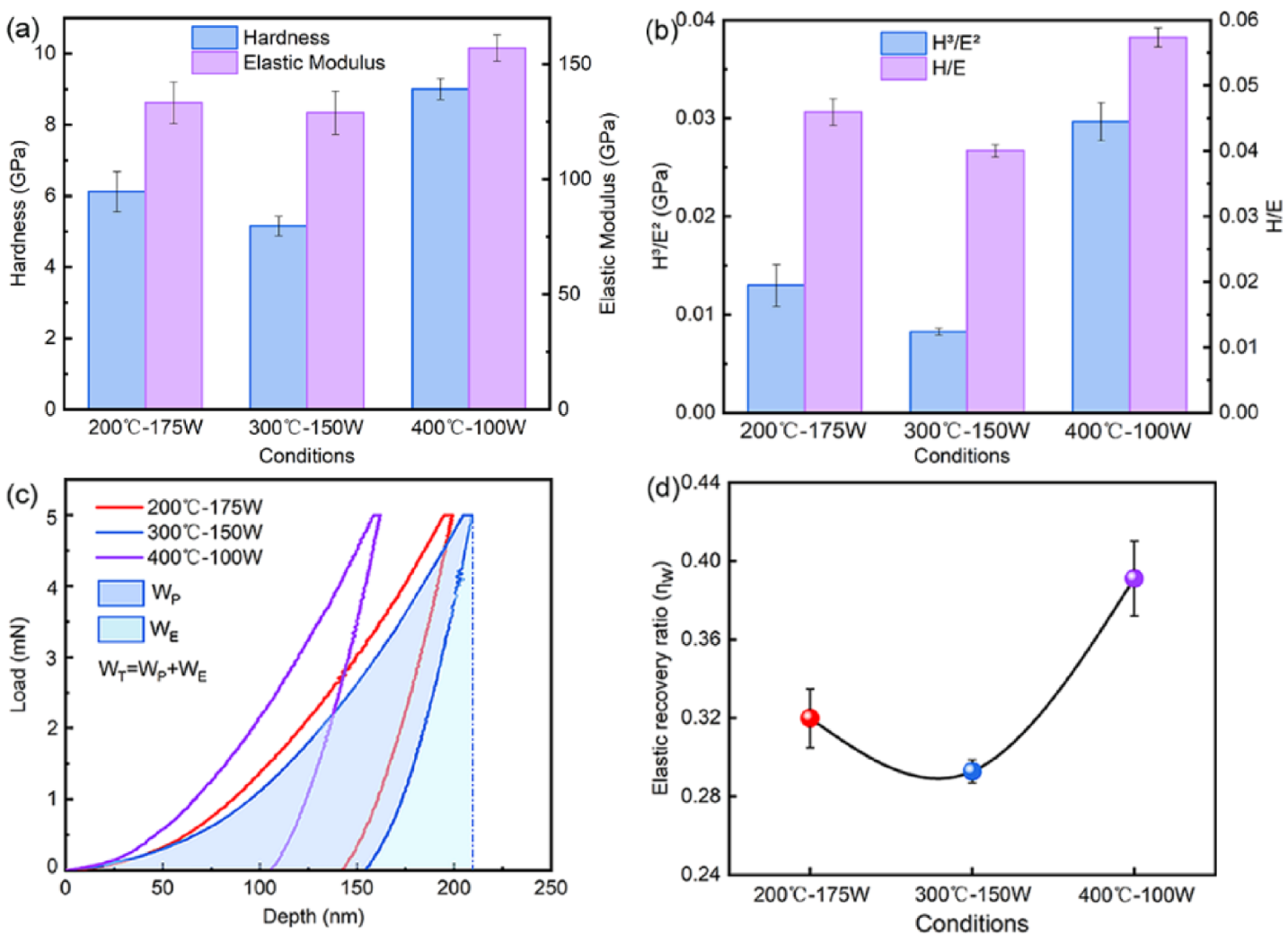
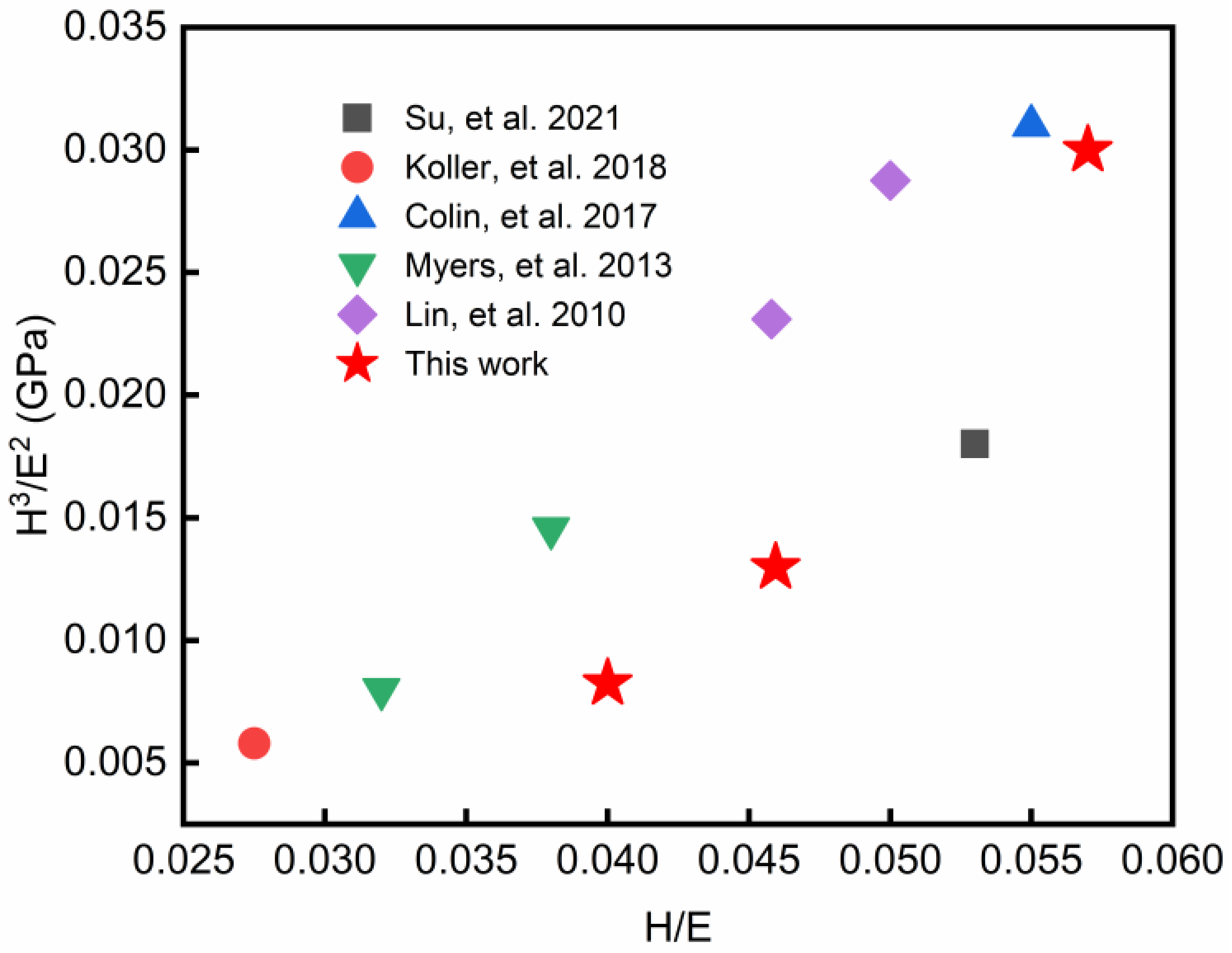
3.4. Hardness and Modulus
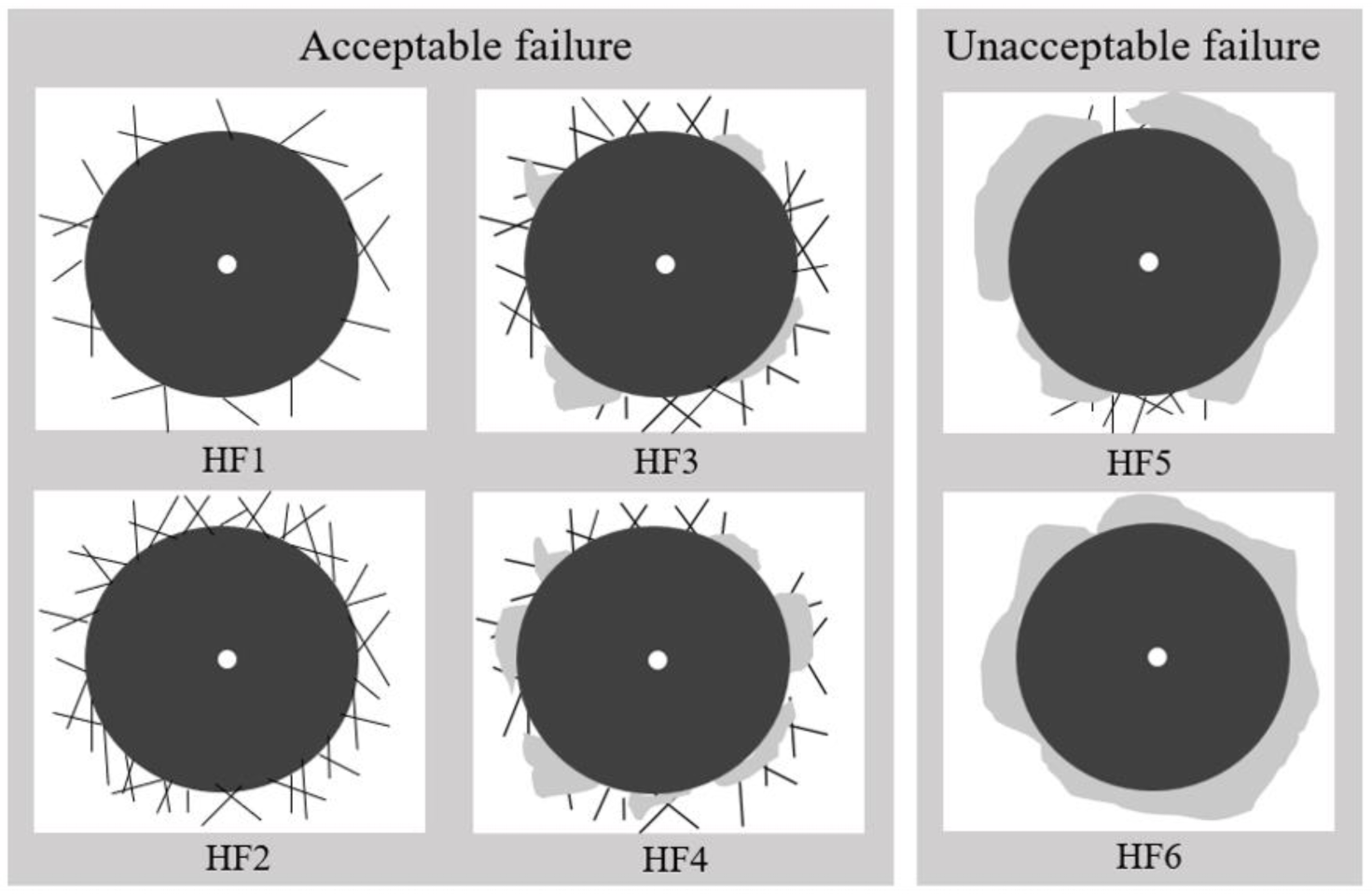
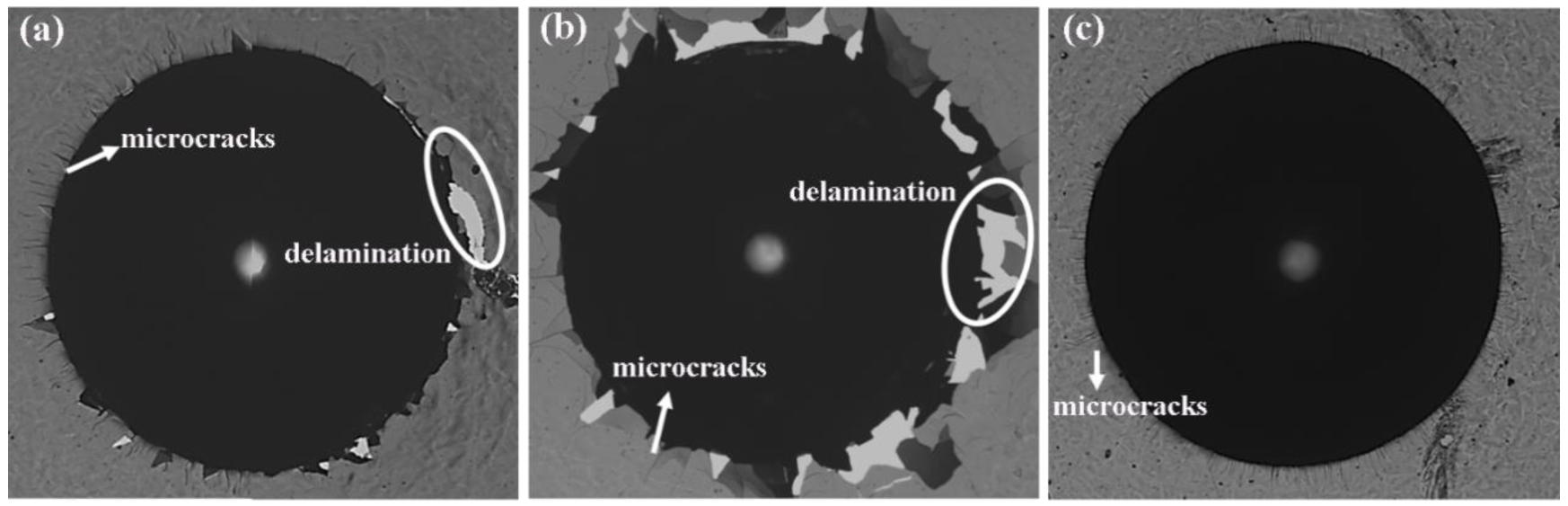
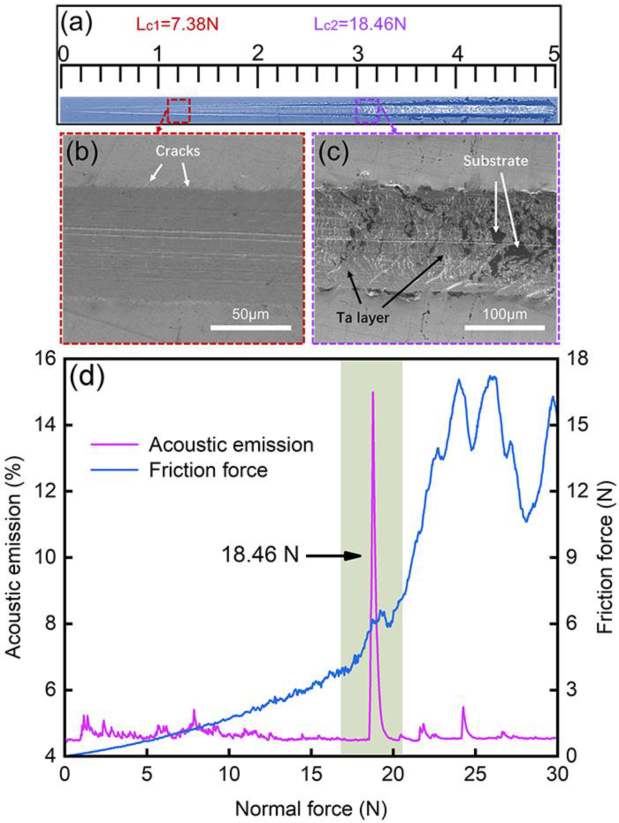
3.5. Adhesion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, X.; Yan, Q.; Ma, Q. Influence of the laser pre-quenched substrate on an electroplated chromium coating/steel substrate. Appl. Surf. Sci. 2017, 405, 273–279. [Google Scholar] [CrossRef]
- Sarraf, S.H.; Soltanieh, M.; Aghajani, A. Repairing the cracks network of hard chromium electroplated layers using plasma nitriding technique. Vacuum 2016, 127, 1–9. [Google Scholar] [CrossRef]
- Podgornik, B.; Massler, O.; Kafexhiu, F.; Sedlacek, M. Crack density and tribological performance of hard-chrome coatings. Tribol. Int. 2018, 121, 333–340. [Google Scholar] [CrossRef]
- Peng, X.; Xia, C.; Dai, X.; Wu, A.; Dong, L.; Li, D.; Tao, Y. Ablation behavior of NiCrAlY coating on titanium alloy muzzle brake. Surf. Coat. Technol. 2013, 232, 690–694. [Google Scholar] [CrossRef]
- Wang, D.; Lin, S.S.; Liu, L.Y.; Xue, Y.N.; Yang, H.Z.; Bai, J.L.; Zhou, K.S. Effect of Bias Voltage on Microstructure and Erosion Resistance of CrAlN Coatings Deposited by Arc Ion Plating. Rare Met. Mater. Eng. 2020, 49, 2583–2590. [Google Scholar]
- Matson, D.W.; McClanahan, E.D.; Lee, S.L.; Windover, D. Properties of thick sputtered Ta used for protective gun tube coatings. Surf. Coat. Technol. 2001, 146, 344–350. [Google Scholar] [CrossRef]
- Liu, L.L.; Xu, J.; Lu, X.; Munroe, P.; Xie, Z.H. Electrochemical Corrosion Behavior of Nanocrystalline beta-Ta Coating for Biomedical Applications. ACS Biomater Sci. Eng. 2016, 2, 579–594. [Google Scholar] [CrossRef]
- Niu, Y.; Chen, M.; Wang, J.; Yang, L.; Guo, C.; Zhu, S.; Wang, F. Preparation and thermal shock performance of thick α-Ta coatings by direct current magnetron sputtering (DCMS). Surf. Coat. Technol. 2017, 321, 19–25. [Google Scholar] [CrossRef]
- Traving, M.; Zienert, I.; Zschech, E.; Schindler, G.; Steinhögl, W.; Engelhardt, M. Phase analysis of TaN/Ta barrier layers in sub-micrometer trench structures for Cu interconnects. Appl. Surf. Sci. 2005, 252, 11–17. [Google Scholar] [CrossRef]
- Zhou, Y.M.; Xie, Z.; Xiao, H.N.; Hu, P.F.; He, J. Effects of deposition parameters on tantalum films deposited by direct current magnetron sputtering. J. Vac. Sci. Technol. A Vac. Surf. Film. 2009, 27, 109–113. [Google Scholar] [CrossRef]
- Gladczuk, L.; Patel, A.; Singh Paur, C.; Sosnowski, M. Tantalum films for protective coatings of steel. Thin Solid Film. 2004, 467, 150–157. [Google Scholar] [CrossRef]
- Al-masha’al, A.; Bunting, A.; Cheung, R. Evaluation of residual stress in sputtered tantalum thin-film. Appl. Surf. Sci. 2016, 371, 571–575. [Google Scholar] [CrossRef] [Green Version]
- Latif, R.; Jaafar, M.F.; Aziz, M.F.; Zain, A.R.M.; Yunas, J.; Majlis, B.Y. Influence of tantalum’s crystal phase growth on the microstructural, electrical and mechanical properties of sputter-deposited tantalum thin film layer. Int. J. Refract. Met. Hard Mater. 2020, 92, 105314. [Google Scholar] [CrossRef]
- Navid, A.A.; Hodge, A.M. Controllable residual stresses in sputtered nanostructured alpha-tantalum. Scr. Mater. 2010, 63, 867–870. [Google Scholar] [CrossRef]
- Myers, S.; Lin, J.; Souza, R.M.; Sproul, W.D.; Moore, J.J. The β to α phase transition of tantalum coatings deposited by modulated pulsed power magnetron sputtering. Surf. Coat. Technol. 2013, 214, 38–45. [Google Scholar] [CrossRef]
- Alami, J.; Eklund, P.; Andersson, J.; Lattemann, M.; Wallin, E.; Bohlmark, J.; Persson, P.; Helmersson, U. Phase tailoring of Ta thin films by highly ionized pulsed magnetron sputtering. Thin Solid Film. 2007, 515, 3434–3438. [Google Scholar] [CrossRef] [Green Version]
- Elmkhah, H.; Zhang, T.F.; Abdollah-zadeh, A.; Kim, K.H.; Mahboubi, F. Surface characteristics for the TiAlN coatings deposited by high power impulse magnetron sputtering technique at the different bias voltages. J. Alloys Compd. 2016, 688, 820–827. [Google Scholar] [CrossRef]
- Peng, B.; Xu, Y.X.; Du, J.W.; Chen, L.; Kim, K.H.; Wang, Q. Influence of preliminary metal-ion etching on the topography and mechanical behavior of TiAlN coatings on cemented carbides. Surf. Coat. Technol. 2022, 432, 128040. [Google Scholar] [CrossRef]
- Ferreira, F.; Sousa, C.; Cavaleiro, A.; Anders, A.; Oliveira, J. Phase tailoring of tantalum thin films deposited in deep oscillation magnetron sputtering mode. Surf. Coat. Technol. 2017, 314, 97–104. [Google Scholar] [CrossRef] [Green Version]
- Augustin, A.; Udupa, K.R.; Udaya, B.K. Crystallite size measurement and micro-strain analysis of electrodeposited copper thin film using Williamson-Hall method. AIP Conf. Proc. 2016, 1728, 020492. [Google Scholar]
- Colin, J.J.; Abadias, G.; Michel, A.; Jaouen, C. On the origin of the metastable β-Ta phase stabilization in tantalum sputtered thin films. Acta Mater. 2017, 126, 481–493. [Google Scholar] [CrossRef]
- Abadias, G.; Colin, J.J.; Tingaud, D.; Djemia; Belliard, L.; Tromas, C. Elastic properties of α- and β-tantalum thin films. Thin Solid Film. Vol. 2019, 688, 137403. [Google Scholar] [CrossRef]
- Ren, H.; Sosnowski, M. Tantalum thin films deposited by ion assisted magnetron sputtering. Thin Solid Film. 2008, 516, 1898–1905. [Google Scholar] [CrossRef]
- Ino, K.; Shinohara, T.; Ushiki, T.; Ohmi, T. Ion energy, ion flux, and ion species effects on crystallographic and electrical properties of sputter-deposited Ta thin films. J. Vac. Sci. Technol. A Vac. Surf. Film. 1997, 15, 2627–2635. [Google Scholar] [CrossRef]
- Grosser, M.; Schmid, U. The impact of sputter conditions on the microstructure and on the resistivity of tantalum thin films. Thin Solid Film. 2009, 517, 4493–4496. [Google Scholar] [CrossRef]
- Kim, J.H.; Holloway, P.H. Textured growth of cubic gallium nitride thin films on Si (100) substrates by sputter deposition. J. Vac. Sci. Technol. A Vac. Surf. Film. 2004, 22, 1591–1595. [Google Scholar] [CrossRef]
- Jimenez, M.J.M.; Antunes, V.; Cucatti, S.; Riul, A.; Zagonel, L.F.; Figueroa, C.A.; Wisnivesky, D.; Alvarez, F. Physical and micro-nano-structure properties of chromium nitride coating deposited by RF sputtering using dynamic glancing angle deposition. Surf. Coat. Technol. 2019, 372, 268–277. [Google Scholar] [CrossRef]
- Huang, B.; Liu, L.-T.; Du, H.-M.; Chen, Q.; Liang, D.-D.; Zhang, E.-G.; Zhou, Q. Effect of nitrogen flow rate on the microstructure, mechanical and tribological properties of CrAlTiN coatings prepared by arc ion plating. Vacuum 2022, 204, 111336. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. Design criteria for wear-resistant nanostructured and glassy-metal coatings. Surf. Coat. Technol. 2004, 177–178, 317–324. [Google Scholar] [CrossRef]
- Jha, K.K.; Suksawang, N.; Lahiri, D.; Agarwal, A. Evaluating initial unloading stiffness from elastic work-of-indentation measured in a nanoindentation experiment. J. Mater. Res. 2013, 28, 789–797. [Google Scholar] [CrossRef]
- Xia, Y.; Xu, Z.; Peng, J.; Shen, Q.; Wang, C. In-situ formation, structural transformation and mechanical properties Cr—N coatings prepared by MPCVD. Surf. Coat. Technol. 2022, 44, 128522. [Google Scholar] [CrossRef]
- Su, Y.; Huang, W.; Zhang, T.; Shi, C.; Hu, R.; Wang, Z.; Cai, L. Tribological properties and microstructure of monolayer and multilayer Ta coatings prepared by magnetron sputtering. Vacuum 2021, 189, 110250. [Google Scholar] [CrossRef]
- Koller, C.M.; Marihart, H.; Bolvardi, H.; Kolozsvári, S.; Mayrhofer, P.H. Structure, phase evolution, and mechanical properties of DC, pulsed DC, and high power impulse magnetron sputtered Ta–N films. Surf. Coat. Technol. 2018, 347, 304–312. [Google Scholar] [CrossRef]
- Lin, J.; Moore, J.J.; Sproul, W.D.; Lee, S.L.; Wang, J. Effect of Negative Substrate Bias on the Structure and Properties of Ta Coatings Deposited Using Modulated Pulse Power Magnetron Sputtering. IEEE Trans. Plasma Sci. 2010, 38, 3071–3078. [Google Scholar] [CrossRef]
- Shi, X.W.; Li, X.R.; Yao, N.; Wang, X.C.; Song, K.L.; Zhang, S. A Study on Magnetic Filter Controlling TiN Films Prepared by Arc Ion Plating. Appl. Mech. Mater. 2011, 117–119, 1071–1075. [Google Scholar] [CrossRef]
- Zhang, S.; Sun, D.; Fu, Y.; Du, H. Toughening of hard nanostructural thin films: A critical review. Surf. Coat. Technol. 2005, 198, 2–8. [Google Scholar] [CrossRef]
- Hee, A.C.; Jamali, S.S.; Bendavid, A.; Martin, P.J.; Kong, C.; Zhao, Y. Corrosion behaviour and adhesion properties of sputtered tantalum coating on Ti6Al4V substrate. Surf. Coat. Technol. 2016, 307, 666–675. [Google Scholar] [CrossRef]


 and
and  , respectively.
and , respectively.
, respectively.
and , respectively.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr |
|---|---|---|---|---|---|---|
| wt.% | 0.361 | 0.252 | 0.413 | 0.011 | 0.001 | 1.516 |
| Element | Ni | V | Cu | Mo | Fe | |
| wt.% | 1.507 | 0.092 | 0.071 | 0.304 | Bal |
| Deposition Conditions | Parameters |
|---|---|
| Target | 99.95% Ta (Φ50 mm × H4 mm) |
| Substrate | PCrNi1MoA steel (10 mm × 10 mm × 1 mm) |
| Distance between target and substrate | 70 mm |
| Ar pressure | 0.5 Pa |
| Deposition time | 1 h |
| Substrate temperature (Tsub) | 200–400 °C |
| Sputtering power (Pspu) | 100–175 W |
| Height Parameters | 200 °C-175 W | 300 °C-150 W | 400 °C-100 W | Header Unabbreviated Form |
|---|---|---|---|---|
| Sq/μm | 0.0402 | 0.0184 | 0.0132 | Root mean square height |
| Sp/μm | 0.141 | 0.0677 | 0.0482 | Maximum peak height |
| Sv/μm | 0.143 | 0.071 | 0.0678 | Maximum pit height |
| Sz/μm | 0.284 | 0.139 | 0.116 | Maximum height |
| Sa/μm | 0.0319 | 0.0145 | 0.0103 | Arithmetic mean height |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Peng, J.; Xu, Z.; Shen, Q.; Wang, C. Combined Effect of Substrate Temperature and Sputtering Power on Phase Evolution and Mechanical Properties of Ta Hard Coatings. Metals 2023, 13, 583. https://doi.org/10.3390/met13030583
Liu C, Peng J, Xu Z, Shen Q, Wang C. Combined Effect of Substrate Temperature and Sputtering Power on Phase Evolution and Mechanical Properties of Ta Hard Coatings. Metals. 2023; 13(3):583. https://doi.org/10.3390/met13030583
Chicago/Turabian StyleLiu, Cuicui, Jian Peng, Zhigang Xu, Qiang Shen, and Chuanbin Wang. 2023. "Combined Effect of Substrate Temperature and Sputtering Power on Phase Evolution and Mechanical Properties of Ta Hard Coatings" Metals 13, no. 3: 583. https://doi.org/10.3390/met13030583