
Microstructural and Mechanical Properties of Longitudinal Welds in Porthole Die Extrudates of a 0.5 wt.% GNP/Al Composite
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of the Composites
2.2. Porthole Die Extrusion
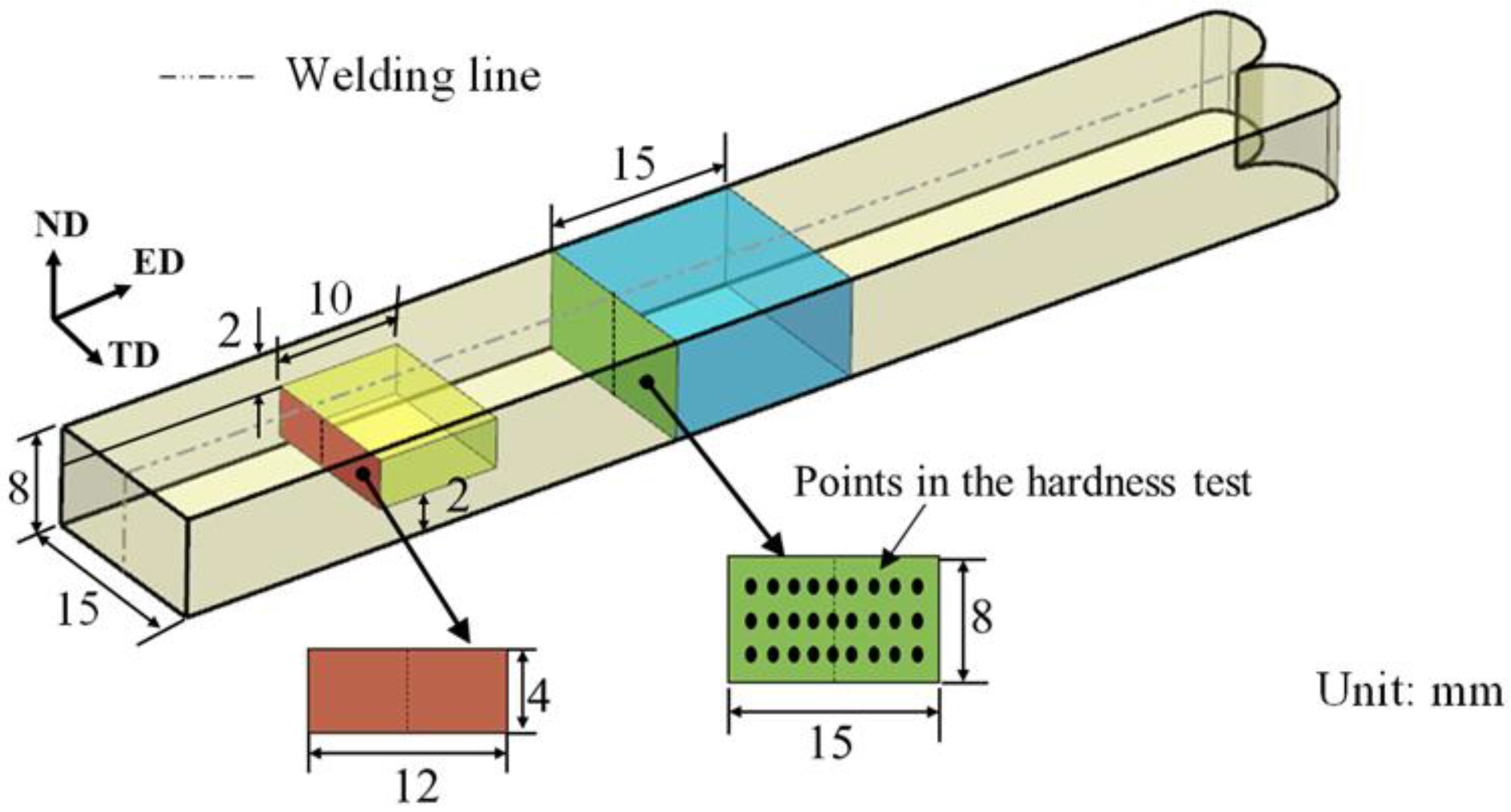
2.3. Microstructural Characterization
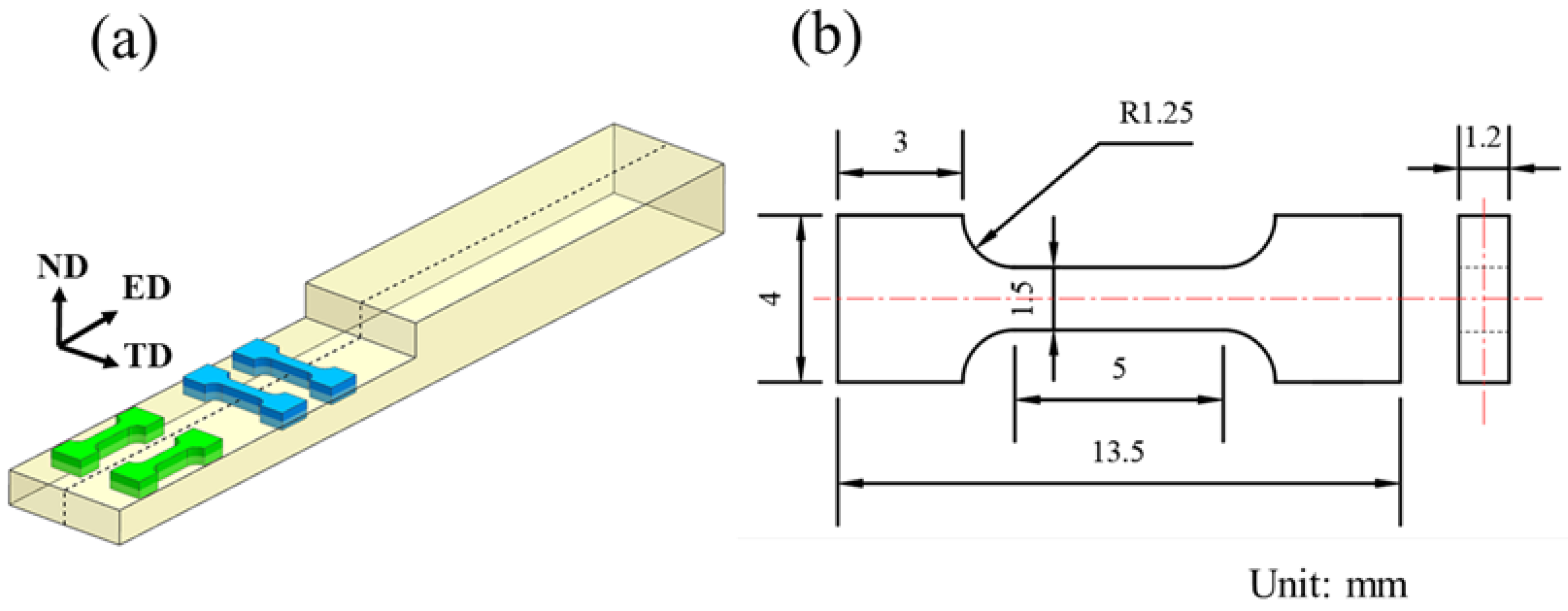
2.4. Mechanical Performance
3. Results and Discussion
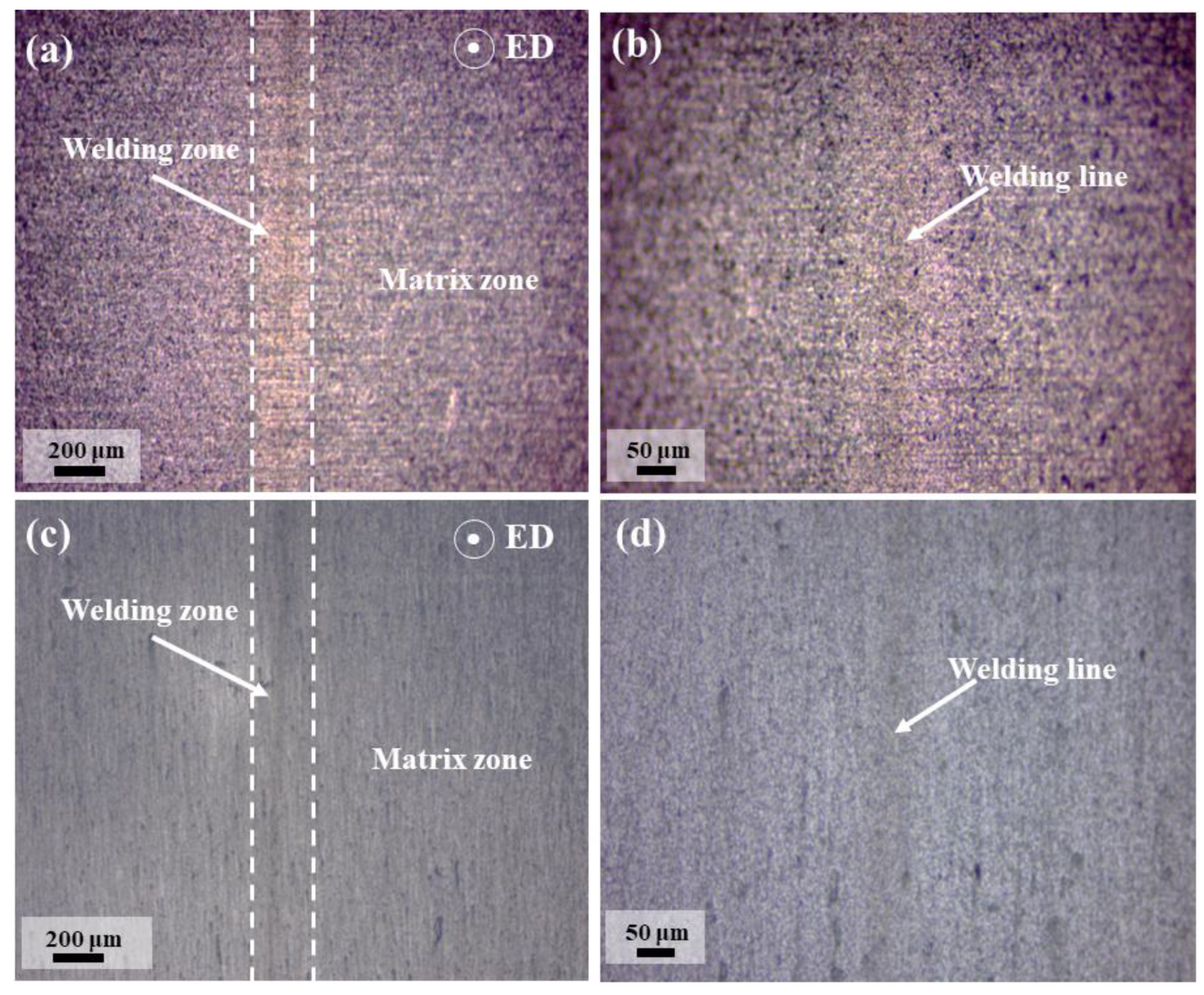
3.1. Microstructure
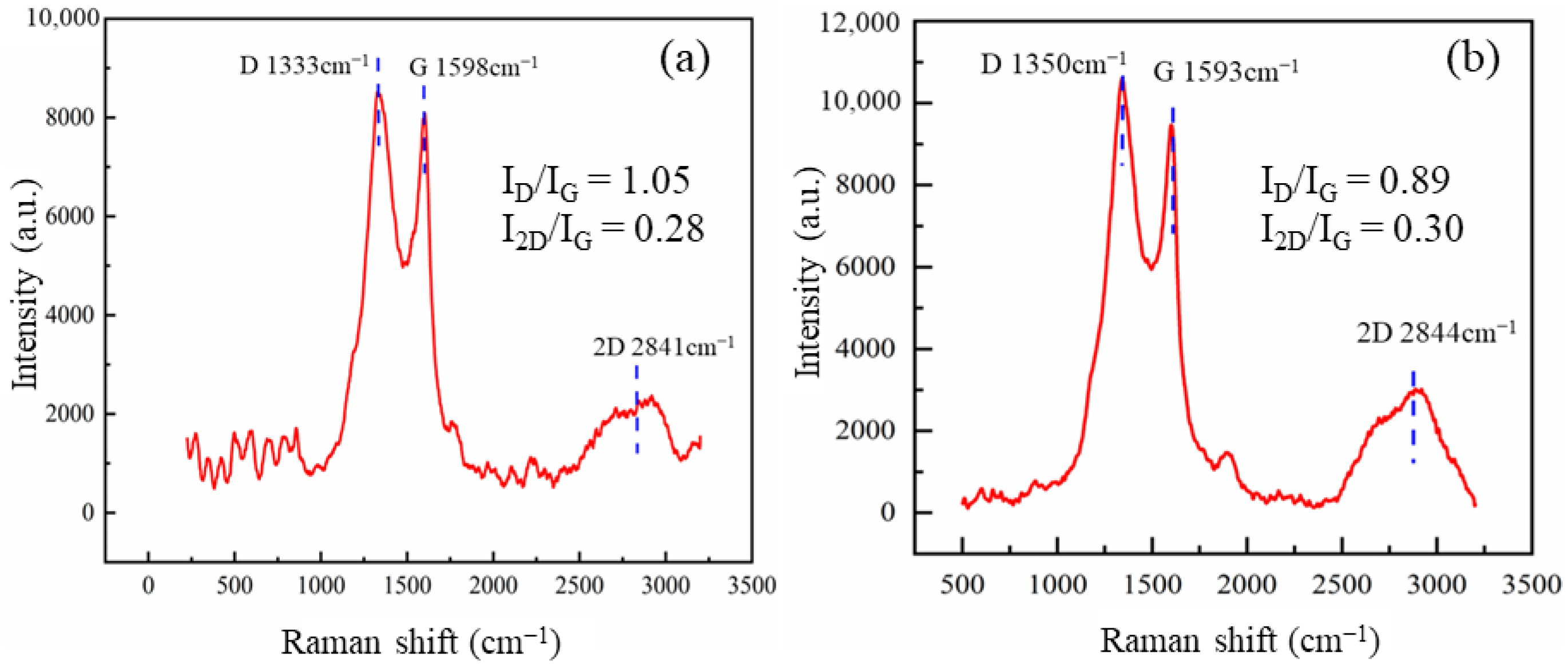
3.2. Raman Spectroscopy
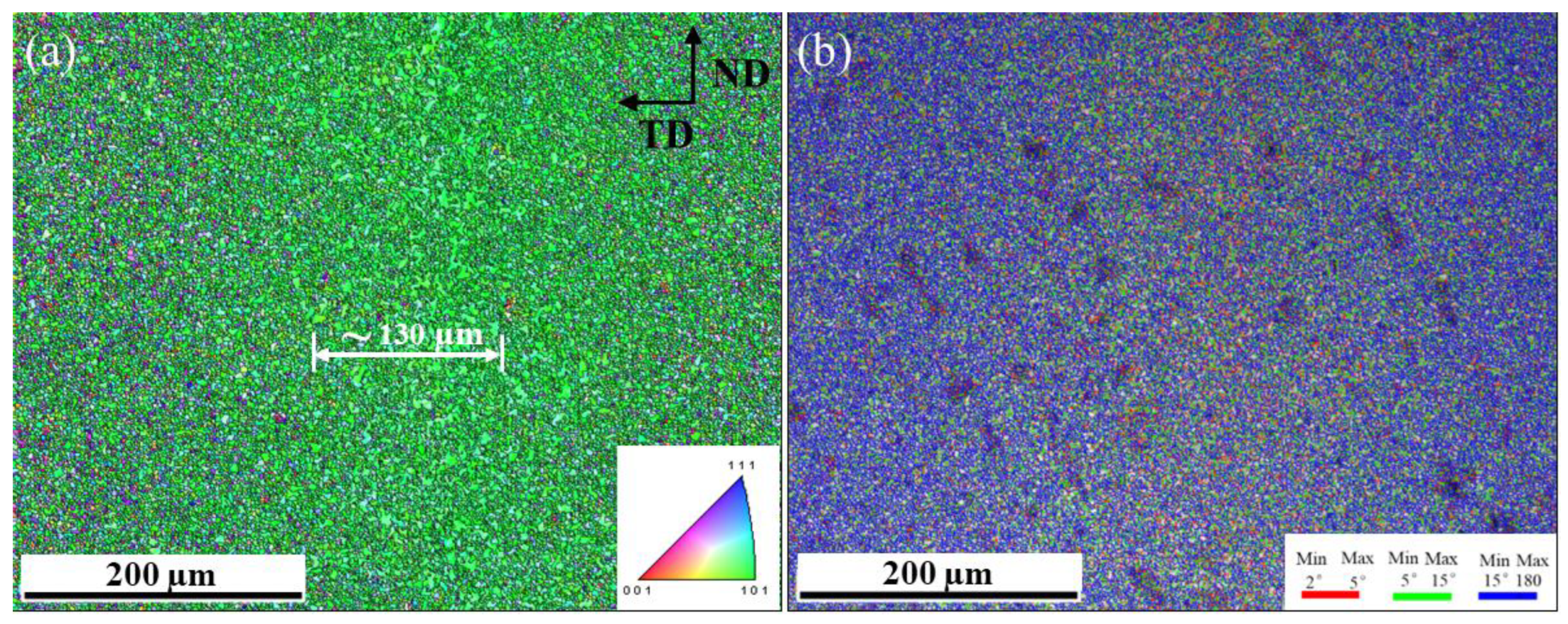
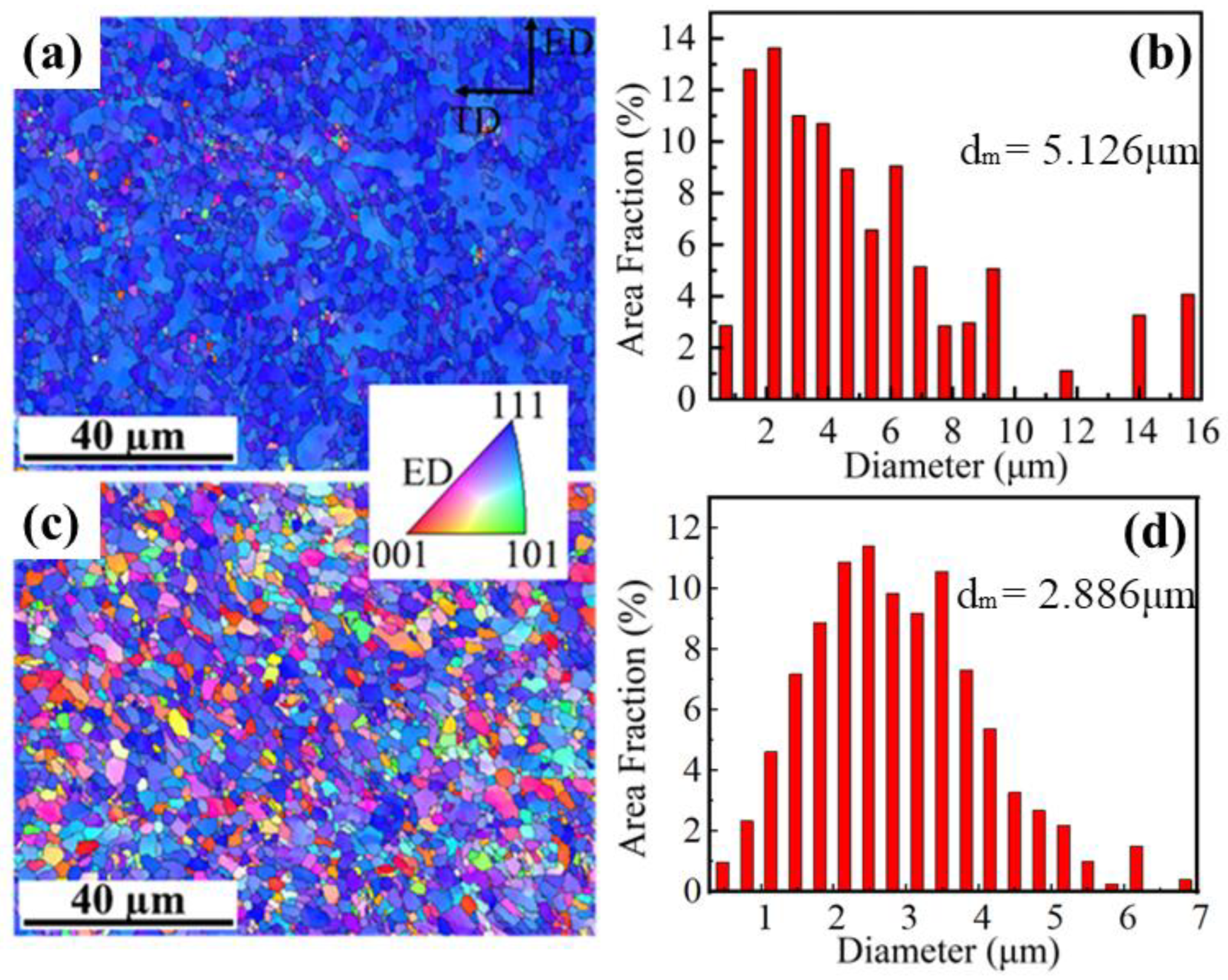
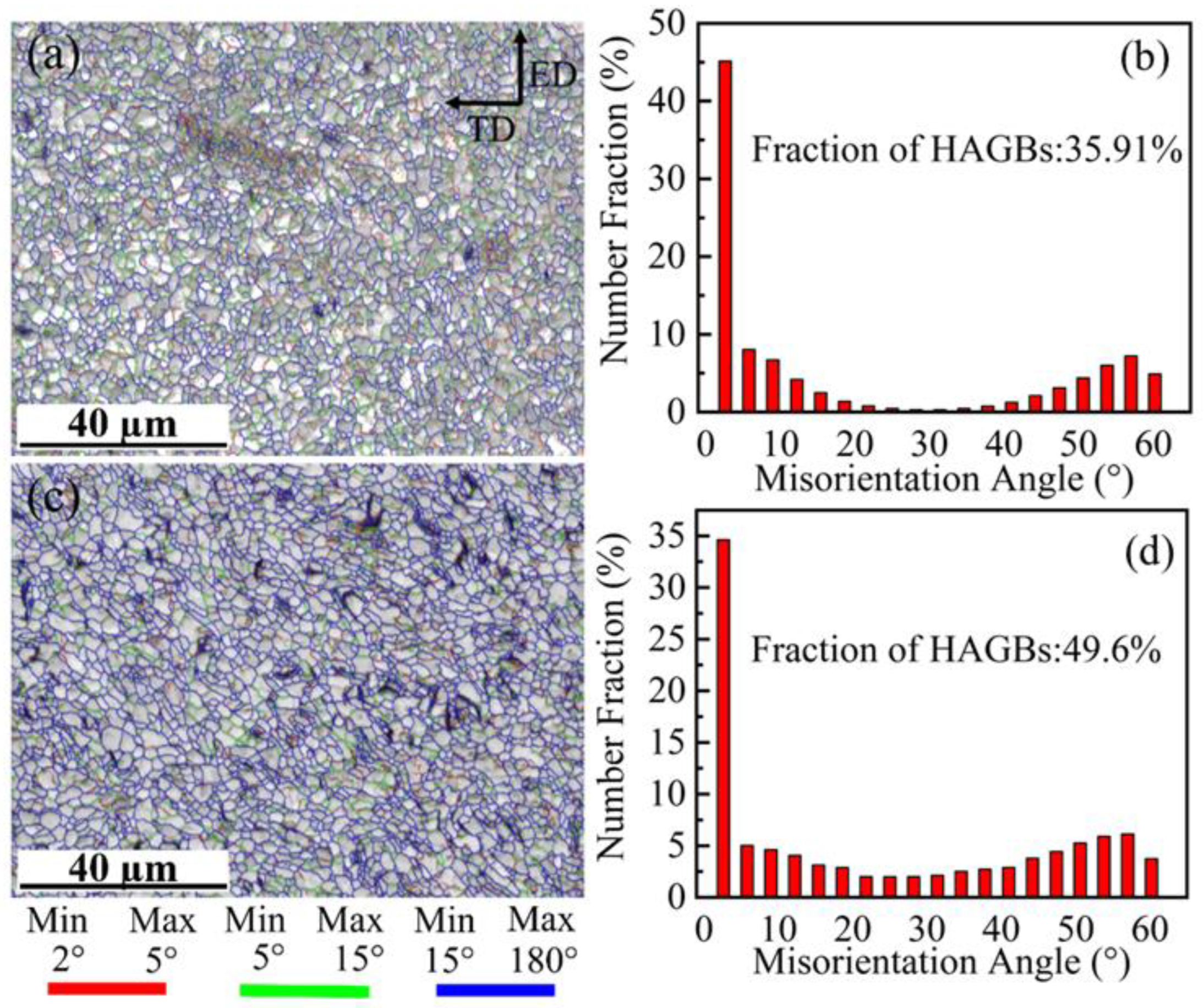
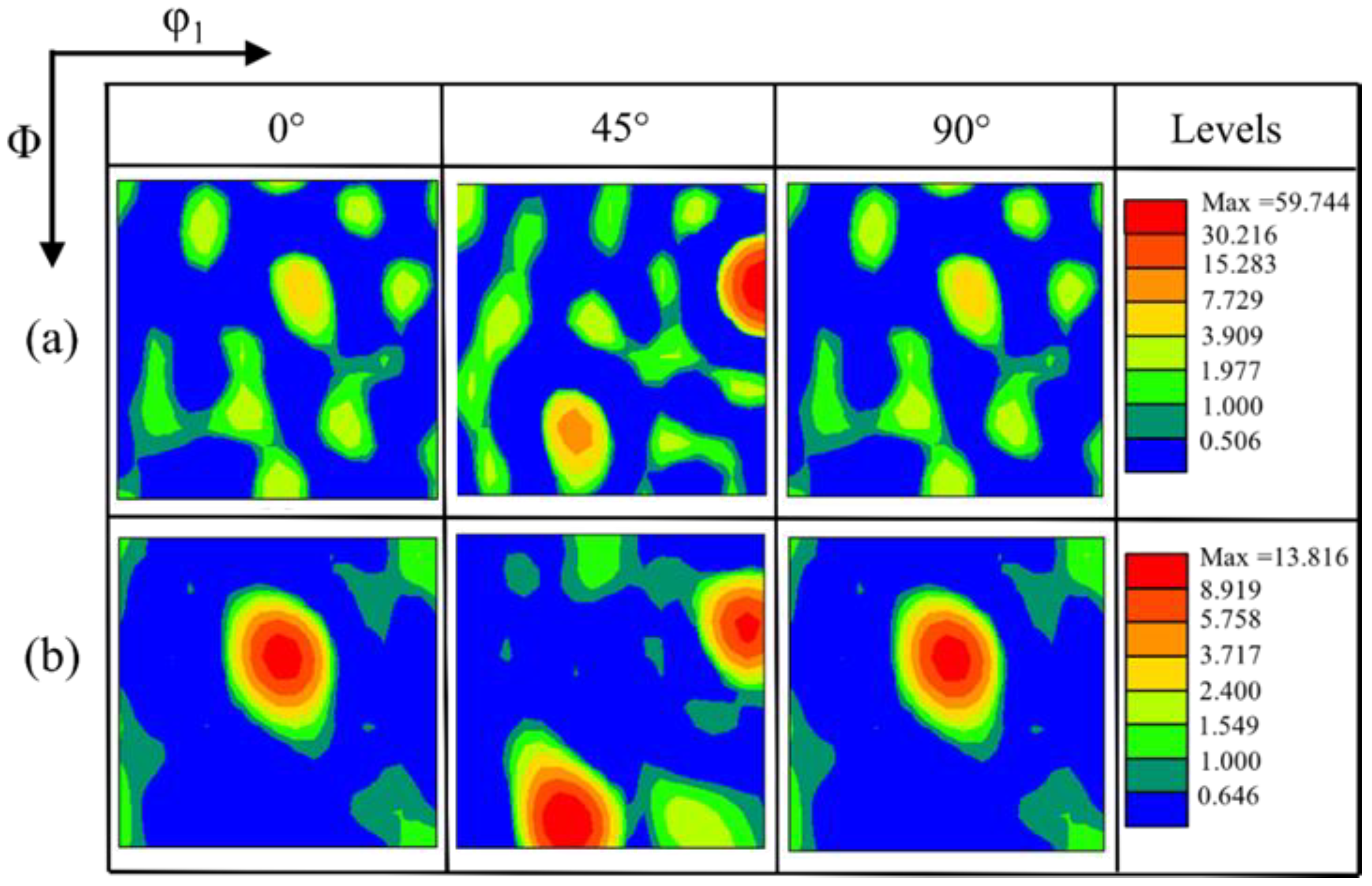
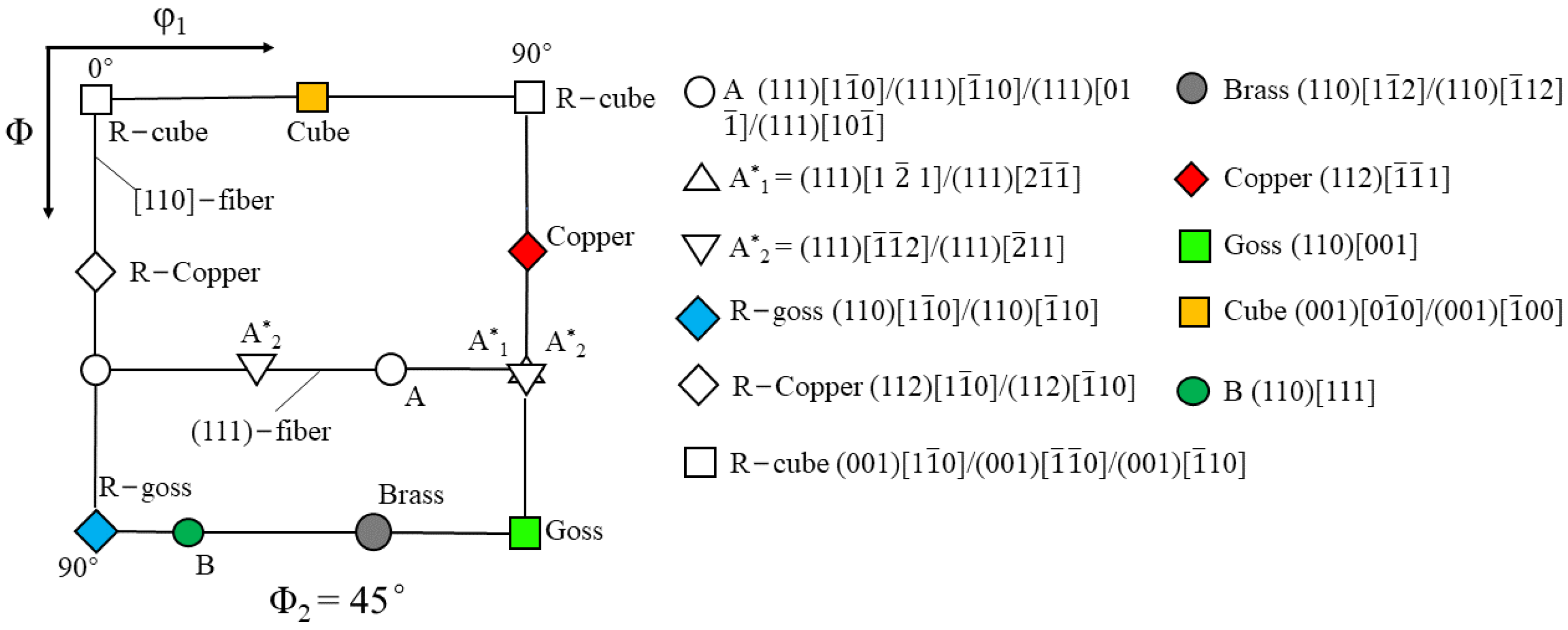
3.3. Grain Orientation
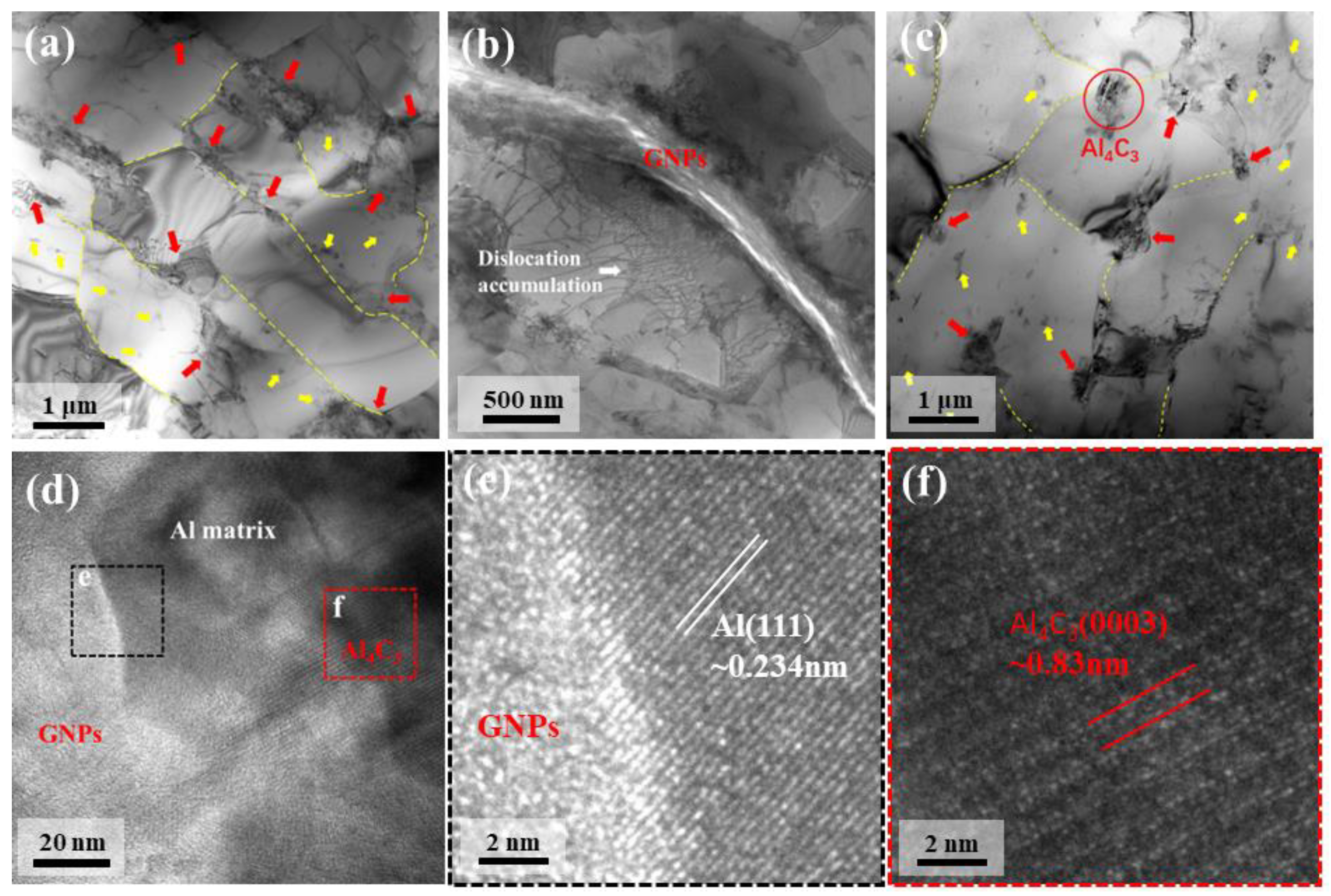
3.4. TEM Morphology
3.5. Mechanical Properties
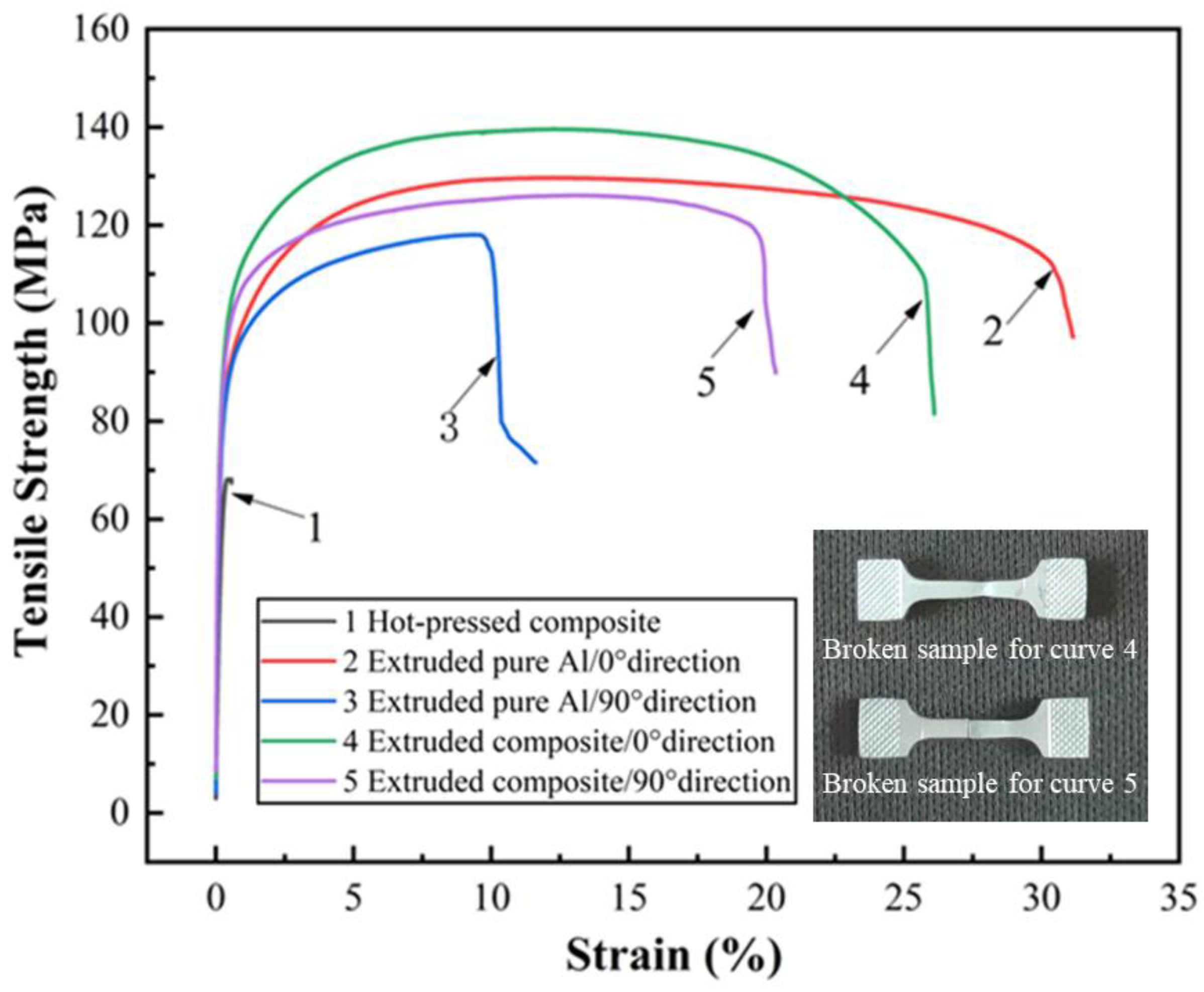
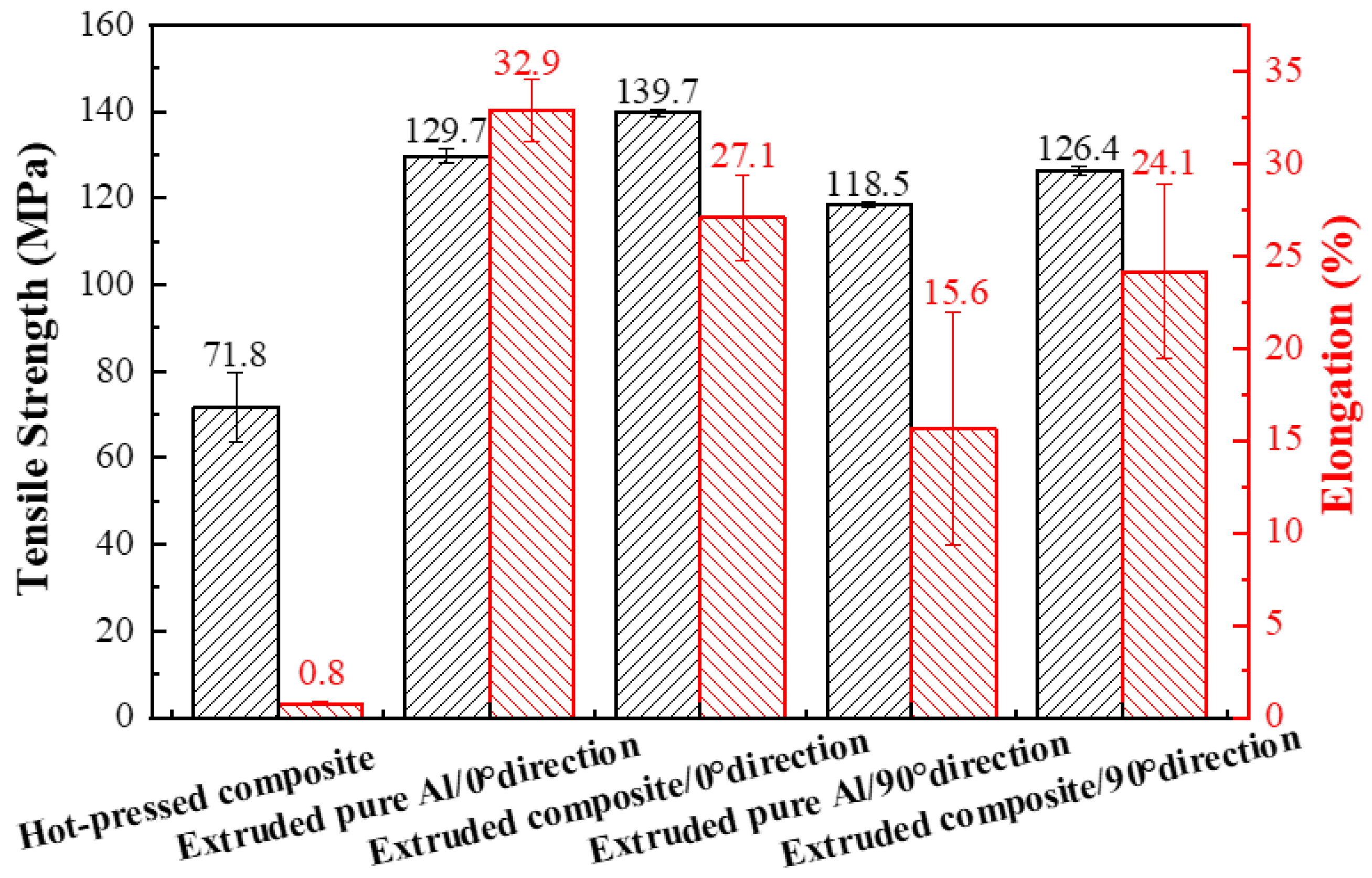
3.5.1. Tensile Properties
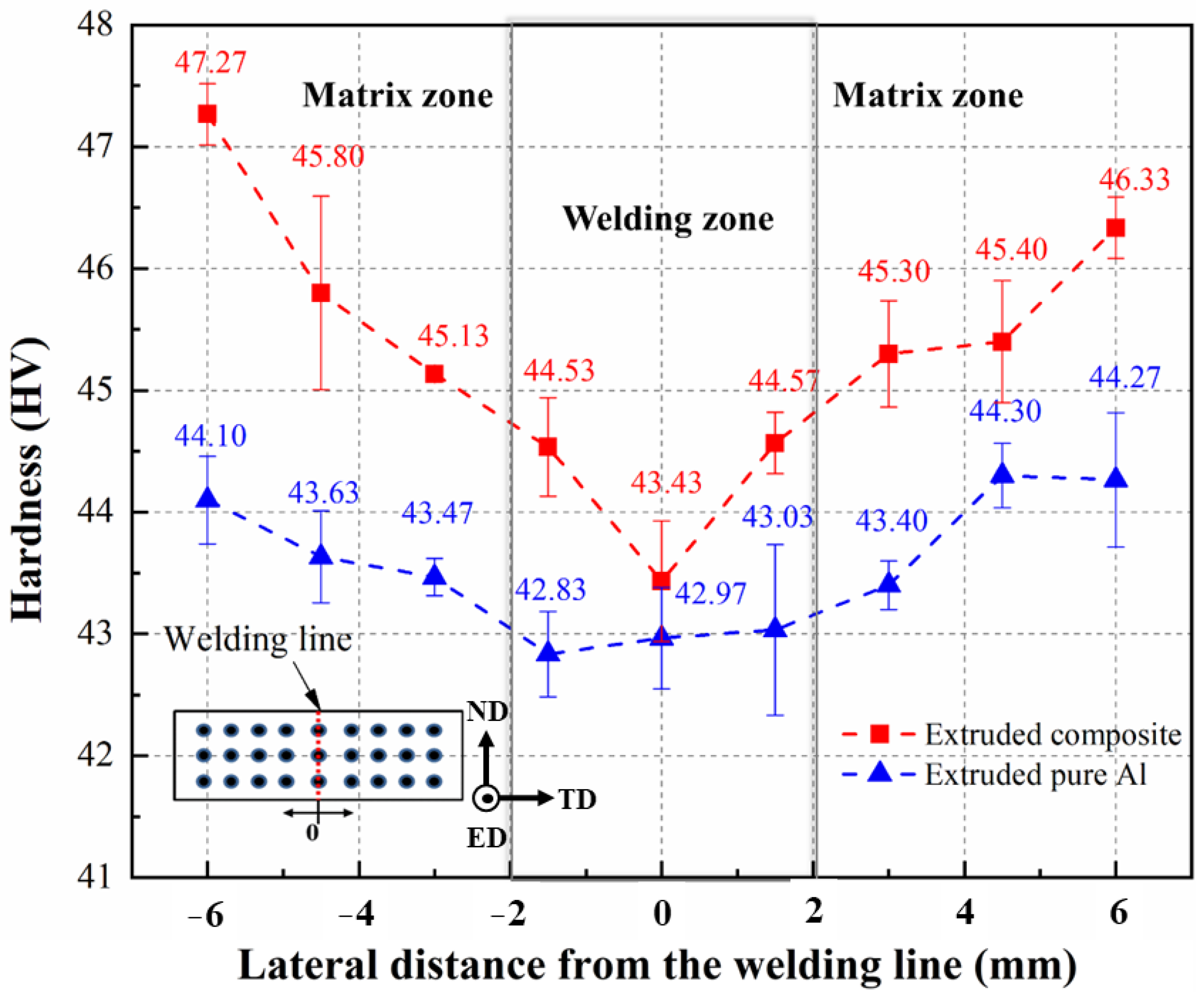
3.5.2. Microhardness
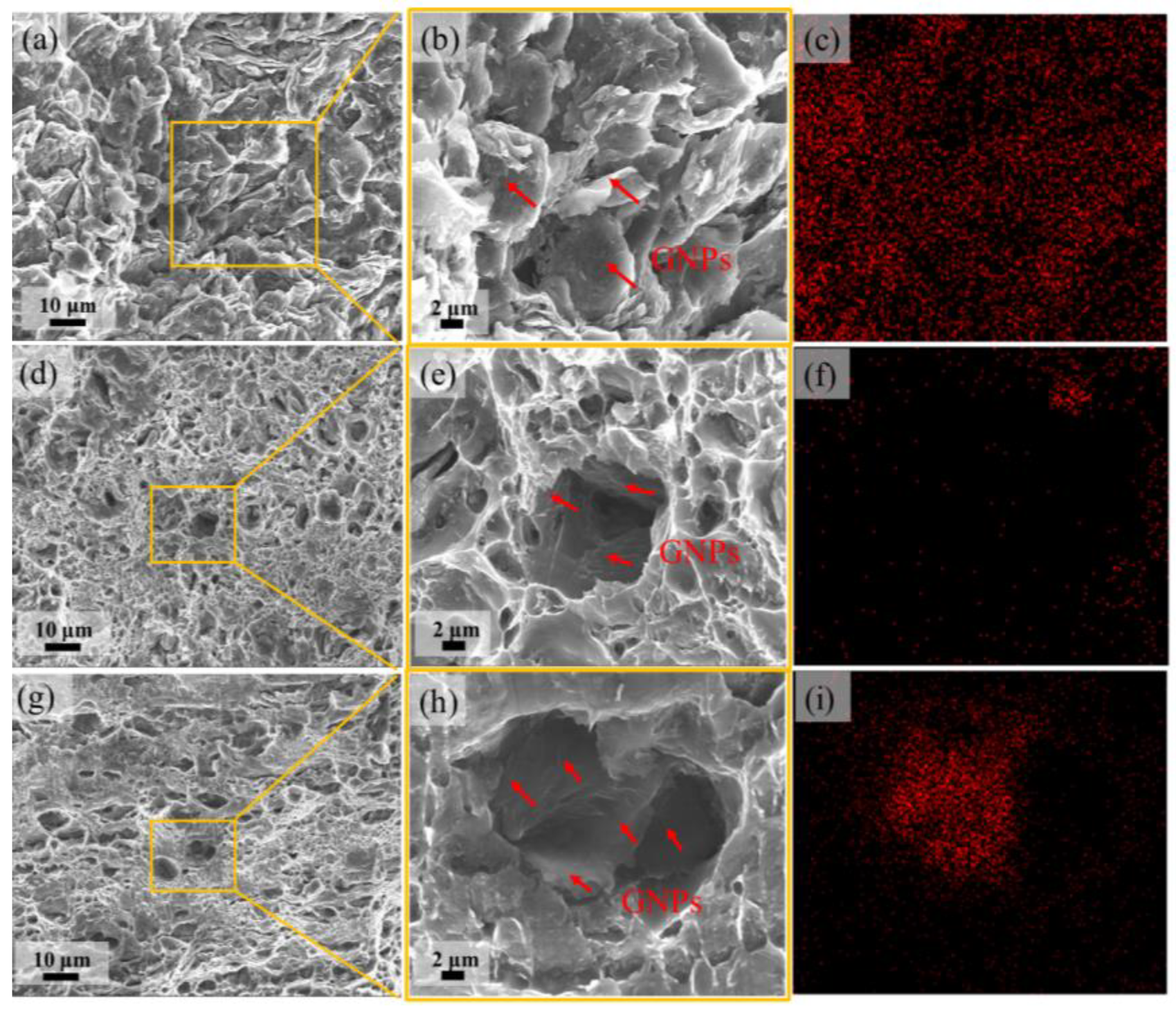
3.6. Fractography
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Awad, M.; Hassan, N.M.; Kannan, S. Mechanical properties of melt infiltration and powder metallurgy fabricated aluminum metal matrix composite. Proc. Inst. Mech. Eng. Part B 2021, 235, 2093–2107. [Google Scholar] [CrossRef]
- Ali, R.; Ali, F.; Zahoor, A.; Shahid, R.N.; He, T.; Shahzad, M.; Asghar, Z.; Shah, A.; Mahmood, A.; Awais, H.B. Effect of sintering path on the microstructural and mechanical behavior of aluminum matrix composite reinforced with pre-synthesized Al/Cu core-shell particles. J. Alloys Compd. 2021, 889, 161531. [Google Scholar] [CrossRef]
- Rathore, S.; Singh, R.K.R.; Khan, K.L.A. Effect of Process Parameters on Mechanical Properties of Aluminum Composite Foam Developed by Friction Stir processing. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 1892–1903. [Google Scholar] [CrossRef]
- Mao, Y.; Li, J.; Vivek, A.; Daehn, G.S. High strength impact welding of 7075 Al to a SiC-reinforced aluminum metal matrix composite. Mater. Lett. 2021, 303, 130549. [Google Scholar] [CrossRef]
- Turan, M.E.; Rashad, M.; Zengin, H.; Topcu, I.; Sun, Y.; Asif, M. Effect of Multiwalled Carbon Nanotubes on Elevated Temperature Tensile and Wear Behavior of Al2024 Matrix Composites Fabricated by Stir Casting and Hot Extrusion. J. Mater. Eng. Perform. 2020, 29, 5227–5237. [Google Scholar] [CrossRef]
- Yi, L.-F.; Yoshida, N.; Onda, T.; Chen, Z.-C. Effect of Processing Conditions on Microstructure and Thermal Conductivity of Hot-Extruded Aluminum/Graphite Composites. Mater. Trans. 2019, 60, 136–143. [Google Scholar] [CrossRef] [Green Version]
- Ogawa, F.; Yamamoto, S.; Masuda, C. Strong, ductile, and thermally conductive carbon nanotube-reinforced aluminum matrix composites fabricated by ball-milling and hot extrusion of powders encapsulated in aluminum containers. Mater. Sci. Eng. A 2018, 711, 460–469. [Google Scholar] [CrossRef]
- Khademian, M.; Alizadeh, A.; Abdollahi, A. Fabrication and Characterization of Hot Rolled and Hot Extruded Boron Carbide (B 4 C) Reinforced A356 Aluminum Alloy Matrix Composites Produced by Stir Casting Method. Trans. Indian Inst. Met. 2017, 70, 1635–1646. [Google Scholar] [CrossRef]
- Dong, C.-G.; Cui, R.; Wang, R.-C.; Peng, C.-Q.; Cai, Z.-Y. Microstructures and mechanical properties of Al 2519 matrix composites reinforced with Ti-coated SiC particles. Trans. Nonferrous Met. Soc. China 2020, 30, 863–871. [Google Scholar] [CrossRef]
- Singh, A.P.; Yang, F.; Torrens, R.; Gabbitas, B. The effect of heat treatment on the mechanical properties of Ti–6Al–4V alloy produced by consolidating a high impurity blended powder mixture using a combination of powder compact hot pressing and extrusion. J. Mater. Res. 2019, 34, 1426–1438. [Google Scholar] [CrossRef]
- Xu, Z.G.; Jiang, L.T.; Zhang, Q.; Qiao, J.; Wu, G.H. The microstructure and influence of hot extrusion on tensile properties of (Gd+B 4 C)/Al composite. J. Alloys Compd. 2017, 729, 1234–1243. [Google Scholar] [CrossRef]
- Alizadeh, A.; Abdollahi, A.; Radfar, M.J. Processing, characterization, room temperature mechanical properties and fracture behavior of hot extruded multi-scale B4C reinforced 5083 aluminum alloy based composites. Trans. Nonferrous Met. Soc. China 2017, 27, 1233–1247. [Google Scholar] [CrossRef]
- Li, T.; Wang, Y.; Yang, M.; Hou, H.; Wu, S. High strength and conductivity copper/graphene composites prepared by severe plastic deformation of graphene coated copper powder. Mater. Sci. Eng. A 2021, 826, 141983. [Google Scholar] [CrossRef]
- Li, W.; Liu, Y.; Wu, G. Preparation of graphite flakes/Al with preferred orientation and high thermal conductivity by squeeze casting. Carbon 2015, 95, 545–551. [Google Scholar] [CrossRef]
- Lou, S.; Wang, A.; Lu, S.; Guo, G.; Qu, C.; Su, C. Tensile property and micro-texture evolution of the charge weld in a billet-to-billet extrusion of AA6061 aluminum profile. Int. J. Adv. Manuf. Technol. 2019, 103, 1309–1323. [Google Scholar] [CrossRef]
- Yu, J.; Zhao, G.; Chen, L. Analysis of longitudinal weld seam defects and investigation of solid-state bonding criteria in porthole die extrusion process of aluminum alloy profiles. J. Mater. Process. Technol. 2016, 237, 31–47. [Google Scholar] [CrossRef]
- Xu, X.; Zhao, G.; Wang, Y.; Chen, X.; Zhang, C. Microstructural evolution and its effect on mechanical properties of spray deposited 2195 alloy during porthole die extrusion process. Vacuum 2019, 167, 28–39. [Google Scholar] [CrossRef]
- Bai, S.-W.; Fang, G.; Zhou, J. Analysis of the bonding strength and microstructure of AA6082 extrusion weld seams formed during physical simulation. J. Mater. Process. Technol. 2017, 250, 109–120. [Google Scholar] [CrossRef] [Green Version]
- Yu, J.; Zhao, G.; Cui, W.; Zhang, C.; Chen, L. Microstructural evolution and mechanical properties of welding seams in aluminum alloy profiles extruded by a porthole die under different billet heating temperatures and extrusion speeds. J. Mater. Process. Technol. 2017, 247, 214–222. [Google Scholar] [CrossRef]
- Chen, G.; Chen, L.; Zhao, G.; Lu, B. Investigation on longitudinal weld seams during porthole die extrusion process of high strength 7075 aluminum alloy. Int. J. Adv. Manuf. Technol. 2017, 91, 1897–1907. [Google Scholar] [CrossRef]
- Fan, X.; Chen, L.; Chen, G.; Zhao, G.; Zhang, C. Joining of 1060/6063 aluminum alloys based on porthole die extrusion process. J. Mater. Process. Technol. 2017, 250, 65–72. [Google Scholar] [CrossRef]
- Yu, J.; Zhao, G.; Zhao, X.; Chen, L.; Chen, M. Microstructures of longitudinal/transverse welds and back-end defects and their influences on the corrosion resistance and mechanical properties of aluminum alloy extrusion profiles. J. Mater. Process. Technol. 2019, 267, 1–16. [Google Scholar] [CrossRef]
- Lou, S.M.; Qu, C.D.; Guo, G.X.; Ran, L.W.; Liu, Y.Q.; Zhang, P.P.; Su, C.J.; Wang, Q.B. Effect of Fabrication Parameters on the Performance of 0.5 wt.% Graphene Nanoplatelets-Reinforced Aluminum Composites. Materials 2020, 13, 3483. [Google Scholar] [CrossRef] [PubMed]
- Gao, X.; Yue, H.; Guo, E.; Zhang, H.; Lin, X.; Yao, L.; Wang, B. Preparation and tensile properties of homogeneously dispersed graphene reinforced aluminum matrix composites. Mater. Des. 2016, 94, 54–60. [Google Scholar] [CrossRef]
- Xiang, S.L. Microstructure and Mechanical Properties of Graphene Nanosheets Reinforced Magnesium Matrix Composites. Ph.D. Thesis, Harbin Institute of Technology, Harbin, China, 2018. [Google Scholar] [CrossRef]
- Dresselhaus, M.S.; Jorio, A.; Hofmann, M.; Dresselhaus, G.; Saito, R. Perspectives on Carbon Nanotubes and Graphene Raman Spectroscopy. Nano Lett. 2010, 10, 751–758. [Google Scholar] [CrossRef] [PubMed]
- Lou, S.; Liu, Y.; Qu, C.; Guo, G.; Ran, L.; Zhang, P.; Su, C. Influence of a Hot Extrusion with Rectangular-Section on Mechanical Properties and Microstructure of 0.5wt% Graphene Nanoplatelet-Reinforced Aluminum Composites. Adv. Eng. Mater. 2021, 23, 2001127. [Google Scholar] [CrossRef]
- Sharma, A.; Sharma, V.M.; Mewar, S.; Pal, S.K.; Paul, J. Friction stir processing of Al6061-SiC-graphite hybrid surface composites. Mater. Manuf. Process. 2018, 33, 795–804. [Google Scholar] [CrossRef]
- Berbenni, S.; Favier, V.; Berveiller, M. Impact of the grain size distribution on the yield stress of heterogeneous materials. Int. J. Plast. 2006, 23, 114–142. [Google Scholar] [CrossRef]
- Li, C.J.; Sun, H.F.; Li, X.W.; Zhang, J.L.; Fang, W.B.; Tan, Z.Y. Microstructure, texture and mechanical properties of Mg-3.0Zn-0.2Ca alloys fabricated by extrusion at various temperatures. J. Alloys Compd. 2015, 652, 122–131. [Google Scholar] [CrossRef]
- Xu, X. Investigation on Solid-StateWelding Behavior, Microstructure and Properties of Longitudinal Weld in Al-Li Alloy Porthole Die Extrusion Profiles. Ph.D. Thesis, Shandong University, Jinan, China, 2021. [Google Scholar] [CrossRef]
- Fan, X.; Tang, D.; Fang, W.; Li, D.; Peng, Y. Microstructure development and texture evolution of aluminum multi-port extrusion tube during the porthole die extrusion. Mater. Charact. 2016, 118, 468–480. [Google Scholar] [CrossRef]
- Knieke, C.; Berger, A.; Voigt, M.; Taylor, R.N.K. Scalable production of graphene sheets by mechanical delamination. Carbon 2010, 48, 3196–3204. [Google Scholar] [CrossRef]
- Sharma, A.; Morisada, Y.; Fujii, H. Bending induced mechanical exfoliation of graphene interlayers in a through thickness Al-GNP functionally graded composite fabricated via novel single-step FSP approach. Carbon 2022, 186, 475–491. [Google Scholar] [CrossRef]
- Yu, Y.H.; Yang, W.S.; Zhou, C.; Zhang, N.B.; Chao, Z.L. Effect of ball milling time on graphene nanosheets reinforced Al6063 composite fabricated by pressure infiltration method—ScienceDirect. Carbon 2019, 141, 25–39. [Google Scholar] [CrossRef]
- Zhang, F.; Su, X.; Chen, Z.; Nie, Z. Effect of welding parameters on microstructure and mechanical properties of friction stir welded joints of a super high strength Al–Zn–Mg–Cu aluminum alloy. Mater. Des. 2015, 67, 483–491. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element (wt.%) | ||||
|---|---|---|---|---|
| Al | Cu | Fe | Si | Water |
| 99.95 | 0.0041 | 0.0046 | 0.0052 | 0.03 |
| Performance | Parameter |
|---|---|
| PH | 3.5–6.0 |
| Density (g/cm3) | <0.08 |
| Specific surface area (m2/g) | ≥230 |
| Layers | <10 |
| Mass fraction of carbon (%) | 70 ± 5 |
| Mass fraction of oxygen (%) | 20 ± 5 |
| Mass fraction of sulfur (%) | <0.3 |
| Mass fraction of water (%) | <2.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lou, S.; Li, Y.; Cheng, B.; Ran, L.; Bai, X.; Chen, P.; Wang, Q. Microstructural and Mechanical Properties of Longitudinal Welds in Porthole Die Extrudates of a 0.5 wt.% GNP/Al Composite. Metals 2023, 13, 522. https://doi.org/10.3390/met13030522
Lou S, Li Y, Cheng B, Ran L, Bai X, Chen P, Wang Q. Microstructural and Mechanical Properties of Longitudinal Welds in Porthole Die Extrudates of a 0.5 wt.% GNP/Al Composite. Metals. 2023; 13(3):522. https://doi.org/10.3390/met13030522
Chicago/Turabian StyleLou, Shumei, Yiming Li, Baojia Cheng, Lingwei Ran, Xuefeng Bai, Peng Chen, and Qingbiao Wang. 2023. "Microstructural and Mechanical Properties of Longitudinal Welds in Porthole Die Extrudates of a 0.5 wt.% GNP/Al Composite" Metals 13, no. 3: 522. https://doi.org/10.3390/met13030522