3.1. Rapid Heating and Cooling Effects
An indirect induction heating method was adopted for the uniform heating of the WLF preform [
25].
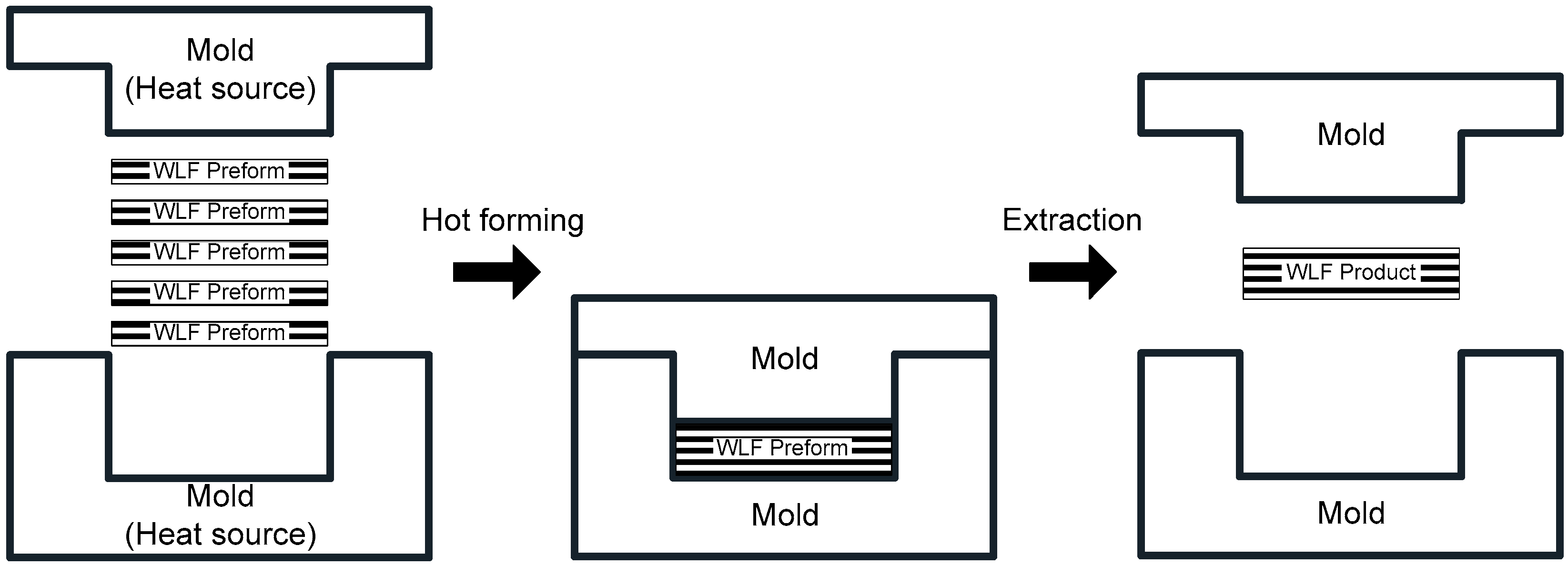
Figure 8 shows the schematic of the system used for the rapid heating and cooling of the mold, wherein the mold was indirectly heated by applying a high-frequency embedded heat source. For rapid cooling, water-cooling channels were installed on the inside of the hot-forming mold. The heat of the induction-heated mold was transferred via conduction to the contact cooling channel mold and forming mold.
In the temperature control system, the temperature detected by the mold temperature sensor was compared with the set value to control the power of the induction coil. Therefore, the target temperature could be maintained.
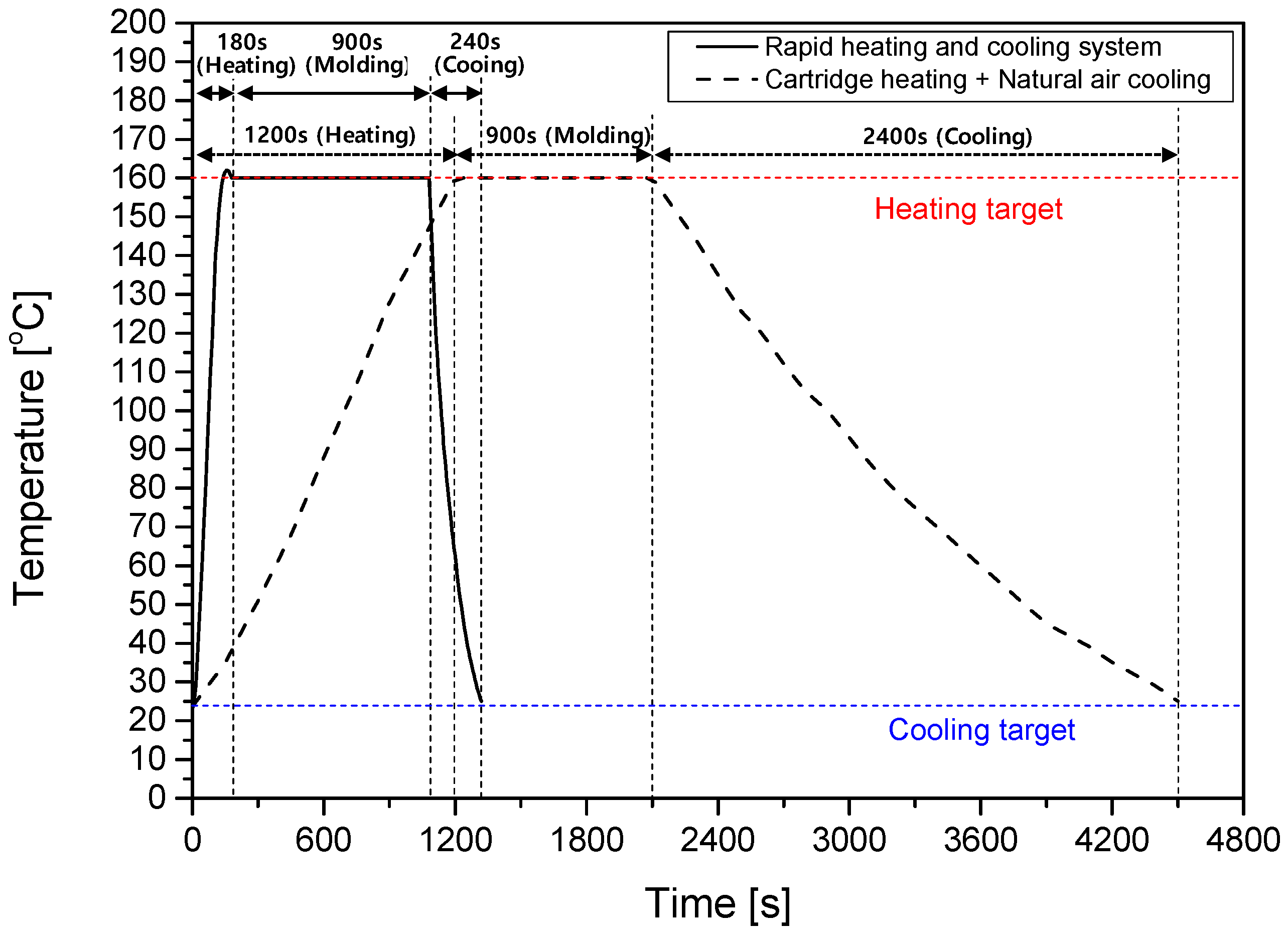
The developed rapid heating and cooling system and the existing cartridge heating system had the same molding time of 15 min. In this study, the material was supplied after the mold temperature converged with the target heating temperature of 160 degrees, and the material was cured during the molding time and then cooled to room temperature.
The specifications of the induction system for rapid heating are listed in
Table 5.
Based on the quantity of the heat law and fluid continuity equation, an analysis was performed to predict the cycle time during the heating and cooling processes.
To simplify the formulation involved in the analysis, the cooling water was assumed to be an incompressible, non-viscous fluid following the continuity equation of fluid.
To increase the mold temperature from room temperature (25 °C) to the target temperature (160 °C), the required amount of heat was obtained using the following formula. The specific heat of steel,
, is 0.4477 J/kg∙K, and the weight of the mold, m, is 49.07 kg.
From Equation (1),
The output power of the induction heating system was set to 40 kW to raise the mold temperature to 160 °C. Considering the stability of the induction heating device, the efficiency of the existing induction heating for steel
was 85%, and the performance ratio
was 75%. Therefore, the actually applied induction output was obtained using Equation (2) [
24].
From Equation (2),
The time S for the mold to reach the target temperature of 160 °C from room temperature can be obtained from Equations (1) and (2).
From Equation (3), .
Therefore, the time required for the induction heating mold to reach 160 °C from room temperature with an output of 25.5 kW was expected to be 116 s.
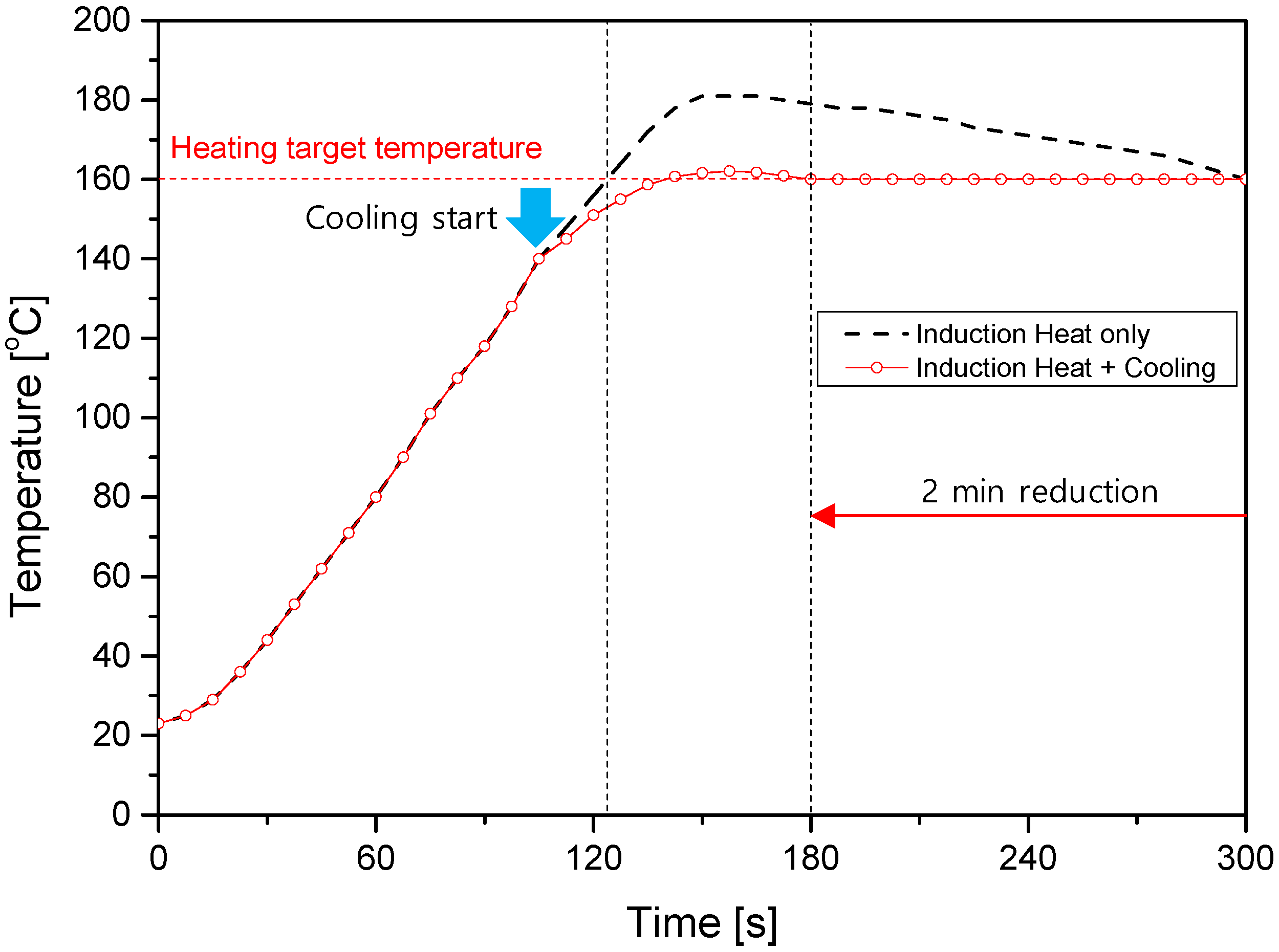
The actual measured time for the induction heating mold to reach 160 °C was 124 s, which was in reasonable agreement with the analytical value. However, the recorded temperature profile shows that the mold temperature did not remain at 160 °C and rose further to 180 °C. Thereafter, the temperature decreased and converged to 160 °C. To obtain WLF material via the hot-forming process, the target temperature of 160 °C needed to be maintained during the processing time for achieving desirable WLF quality. Therefore, the time required to reach the target temperature was important when considering the cycle time.
To shorten the time to converge to a temperature of 160 °C, the mold was cooled with the amount of heat corresponding to the increased temperature.
The heat of the mold when its temperature rose from 160 to 180 °C can be obtained from Equation (1).
From Equation (1),
The mass flow rate of the cooling water in the cooling mold is as follows:
The specific heat of water
is 4200
; the density of water
is 1000
; LPM is 50; the cooling water temperature is 5 °C; and the mold temperature at the start of cooling is 140 °C. The amount of heat per unit time of the cooling mold,
, is as follows:
From Equations (5) and (6),
For the water cooling of the mold, a hose with an inner diameter of 8ф and a length of 7 m was connected to the inlet and outlet. The inside of the mold had a cross section of 10 mm × 10 mm and a waterway with a length of 959.82 mm. The cooling of the mold was assumed to start after the cooling water was filled from the start of the inlet hose to the end of the outlet hose.
The time
for the cooling water to reach the mold inlet from the inlet hose of the cooling system is as follows:
From Equation (7),
The time
for the cooling water to reach from the inlet to the outlet of the mold is as follows:
The time for the cooling water to reach the exit end of the cooling system from the mold exit was the same as .
Therefore, the time S required for the cooling water to be filled from the start of the inlet hose to the end of the outlet hose of the water-cooling system is as follows:
The output standby time
, of the water-cooling system is 2 s, and the total time can be obtained using Equation (10).
When using 5 °C cooling water, water cooling at 140 °C for 4.84 s with a flow rate of 50 LPM can suppress the temperature overshooting above 160 °C.
Therefore, the time for the temperature of the mold to converge to 160 °C was expected to be significantly shortened. As mentioned previously, the induction heating system without cooling required 300 s to converge to the FRP molding temperature (160 °C). By linking the rapid heating system and water channel cooling system, the time to converge to the FRP molding temperature (160 °C) was shortened to 3 min, as shown in
Figure 9.
The rapid cooling system pumps water from the cooling tank into the cooling channel of the cooling mold to lower the temperature of the forming mold.
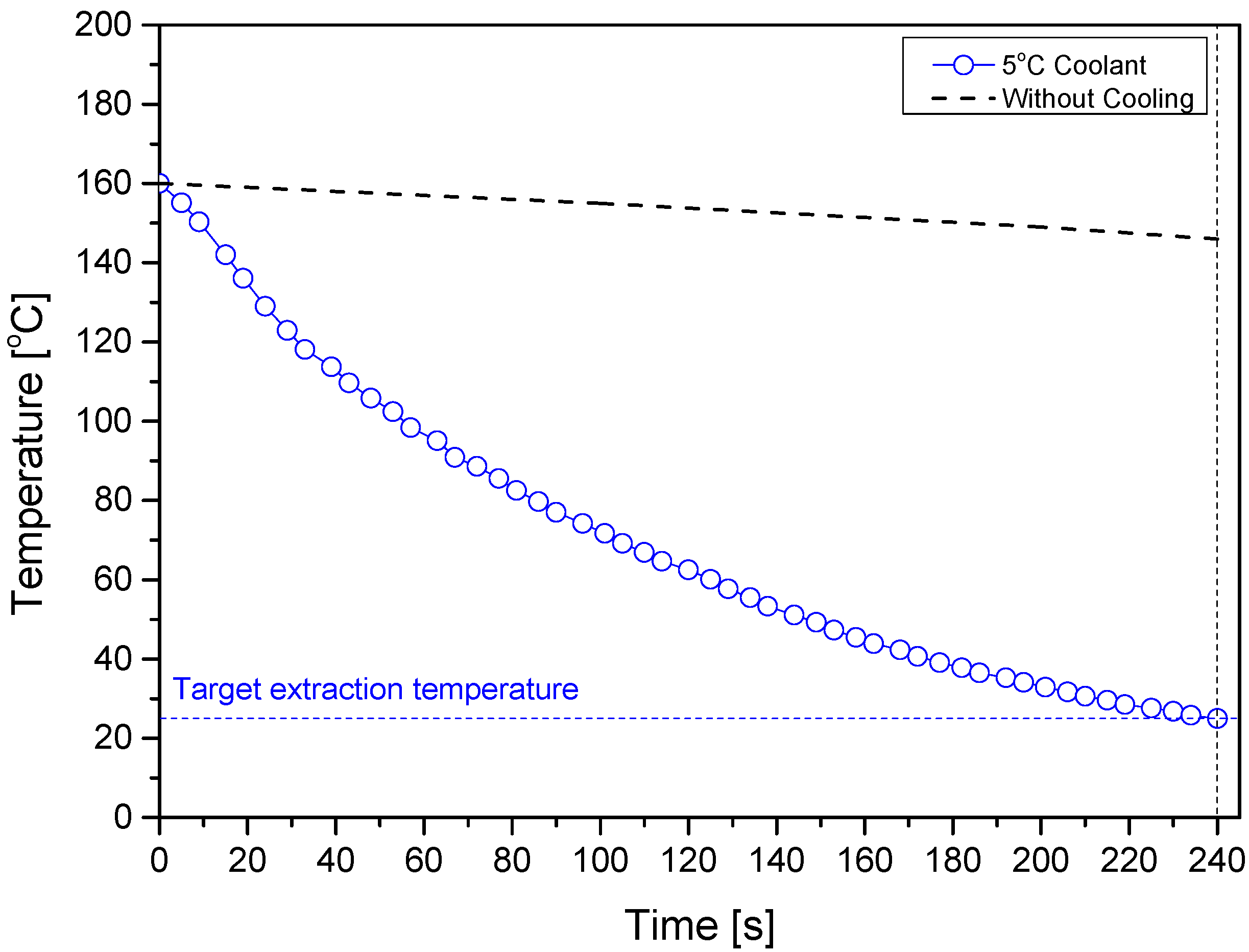
The cooling rate required to cool the mold from 160 to 25 °C using 50 LPM of cooling water at 5 °C can be obtained as follows. The lower the cooling water temperature, the shorter the time required to cool the mold temperature.
From Equation (11),
From Equation (1), the amount of heat to reach the target temperature of 160 °C at room temperature is Q = 2,965,687 J. The cooling amount per unit time required to cool the mold from 160 to 25 °C at a flow speed of 50 LPM with 5 °C cooling water was 11,812 J.
From Equation (12),
Therefore, the cooling of the mold from 160 to 25 °C at a flow rate of 50 LPM with 5 °C cooling water required 251 s. In the experiments shown in
Figure 10, the time required to alter the temperature from the FRP molding temperature (160 °C) to the FRP take-out temperature (25 °C) was shortened to approximately 240 s when using 5 °C cooling water. This confirms the effectiveness and reliability of rapid heating and cooling systems.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}