
Effect of Heat Treatment on the Electrochemical Behavior of AA2055 and AA2024 Alloys for Aeronautical Applications

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Heat Treatments
2.2. Metallographic Preparation of Samples
2.3. Optical Microscopy (OM) and Scanning Electron Microscopy (SEM) Characterization
2.4. Vickers Microhardness Measurements
2.5. Electrochemical Techniques
3. Results and Discussion
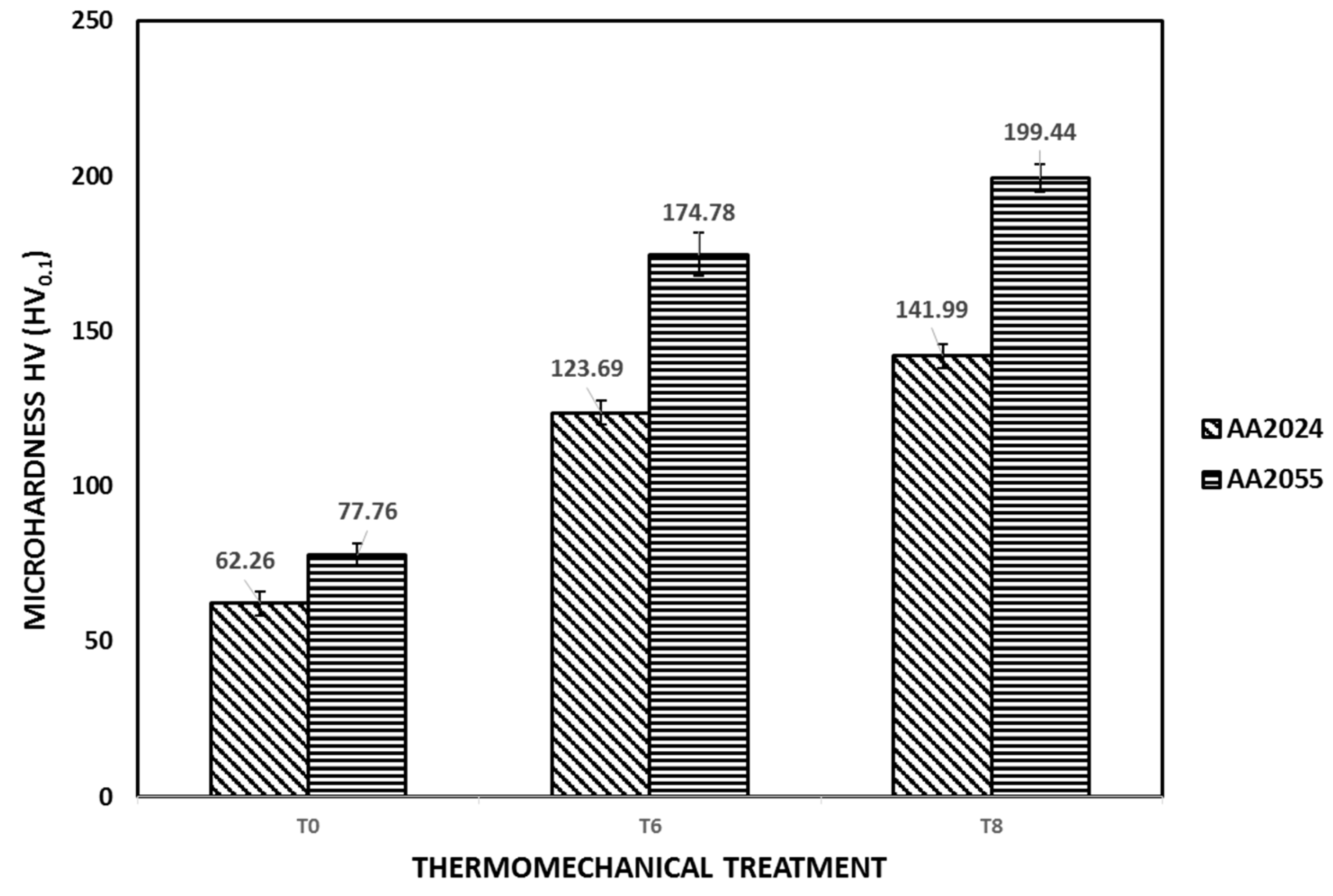
3.1. Vickers Microhardness Measurements
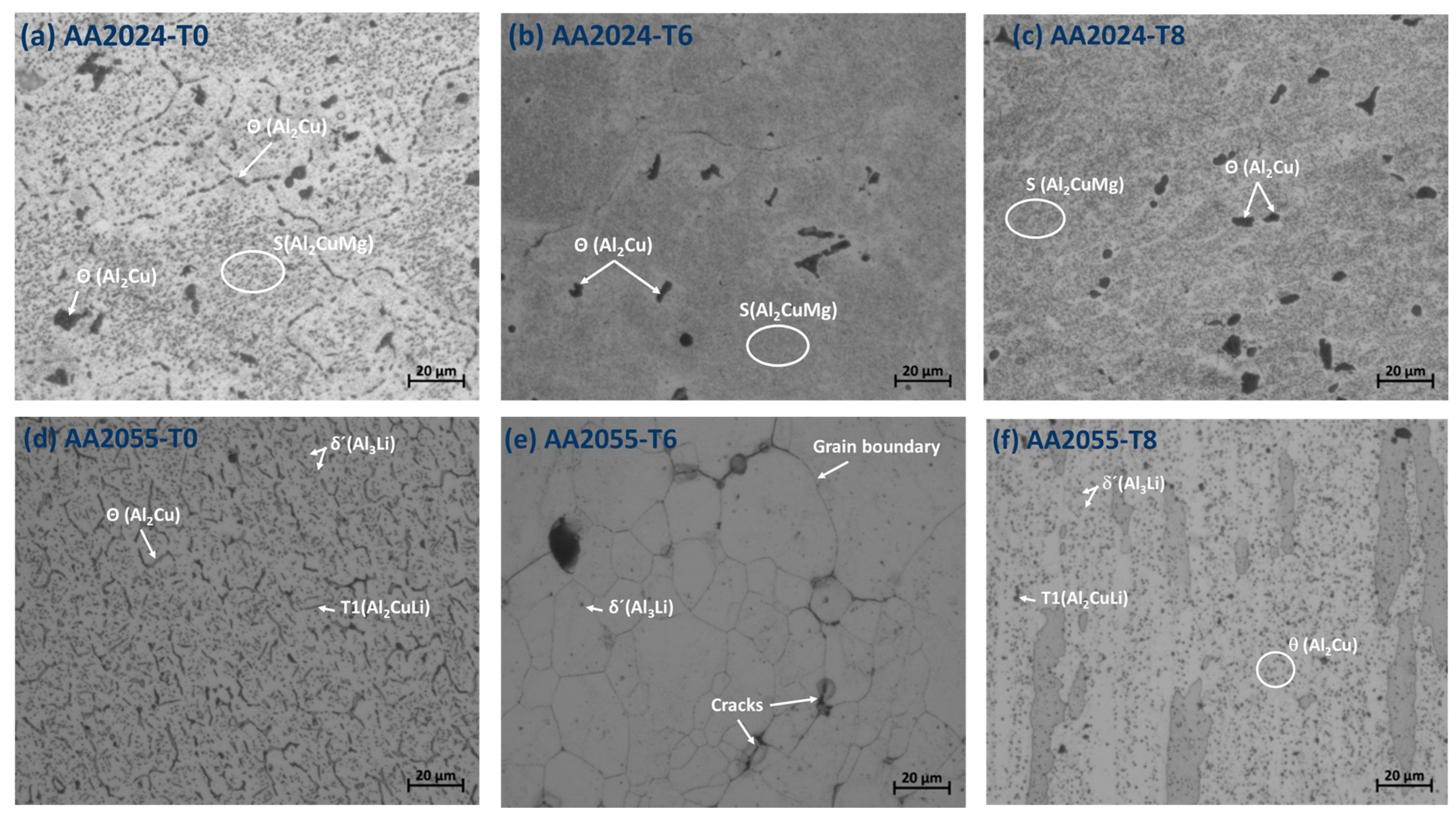
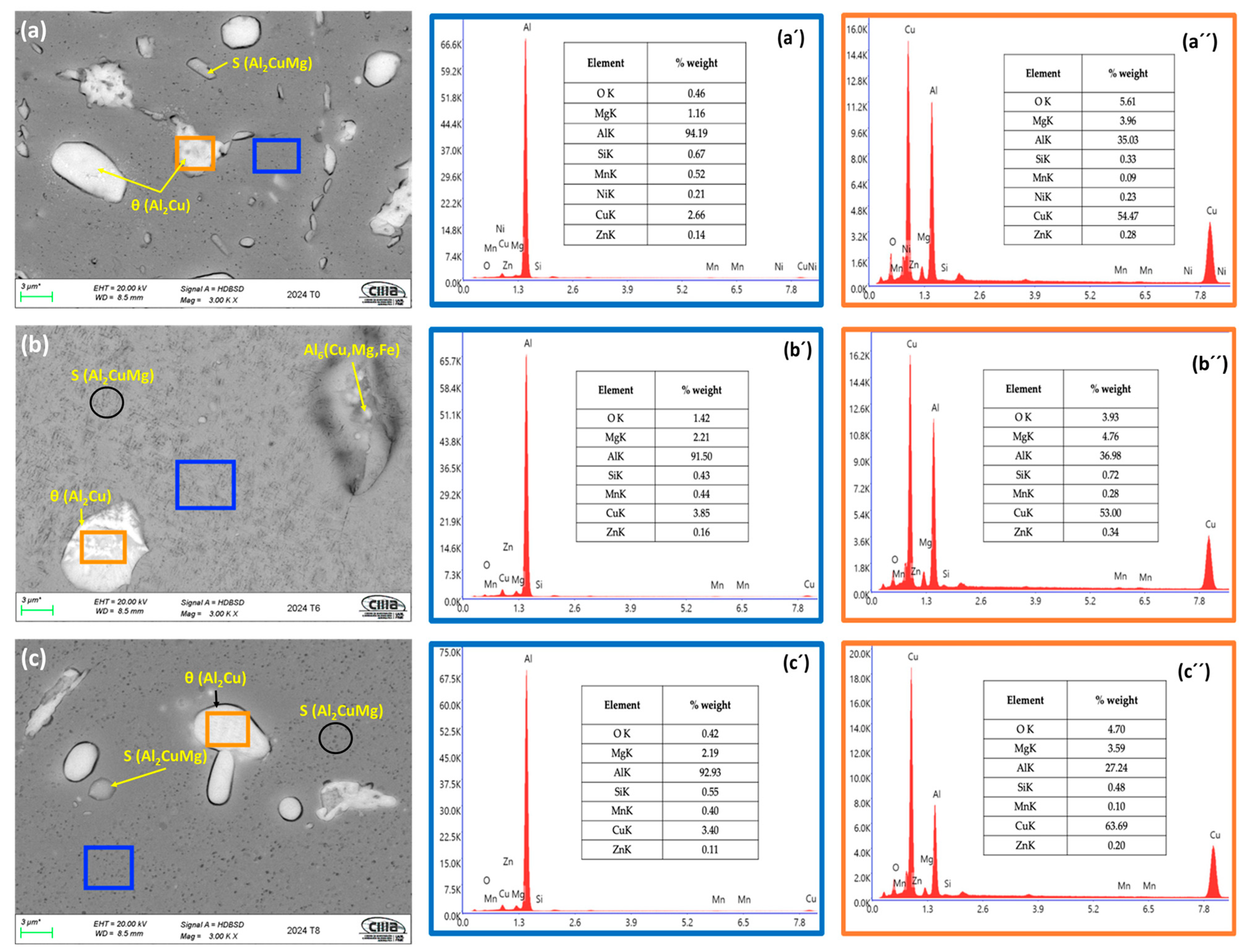
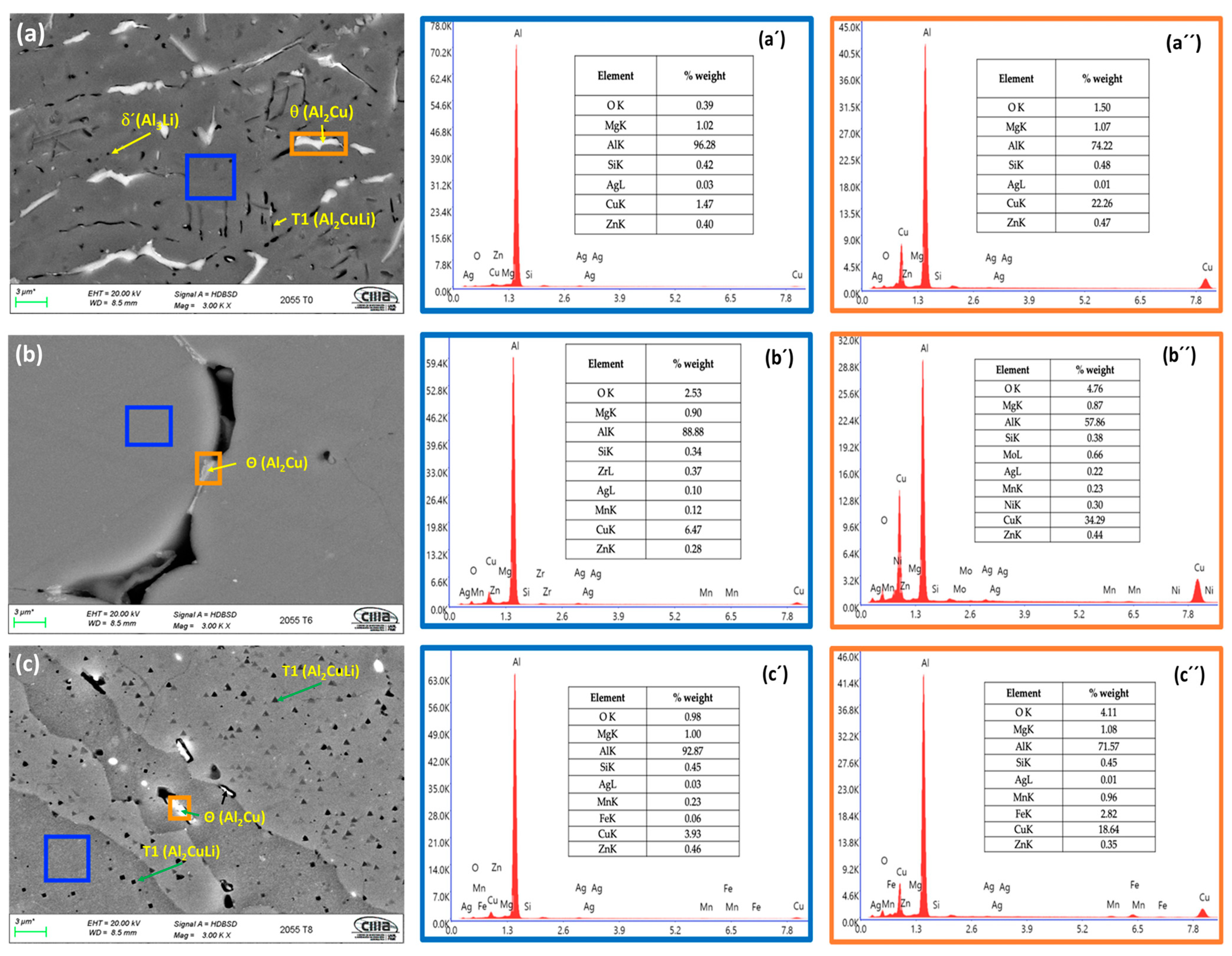
3.2. OM and SEM Microstructural Analysis



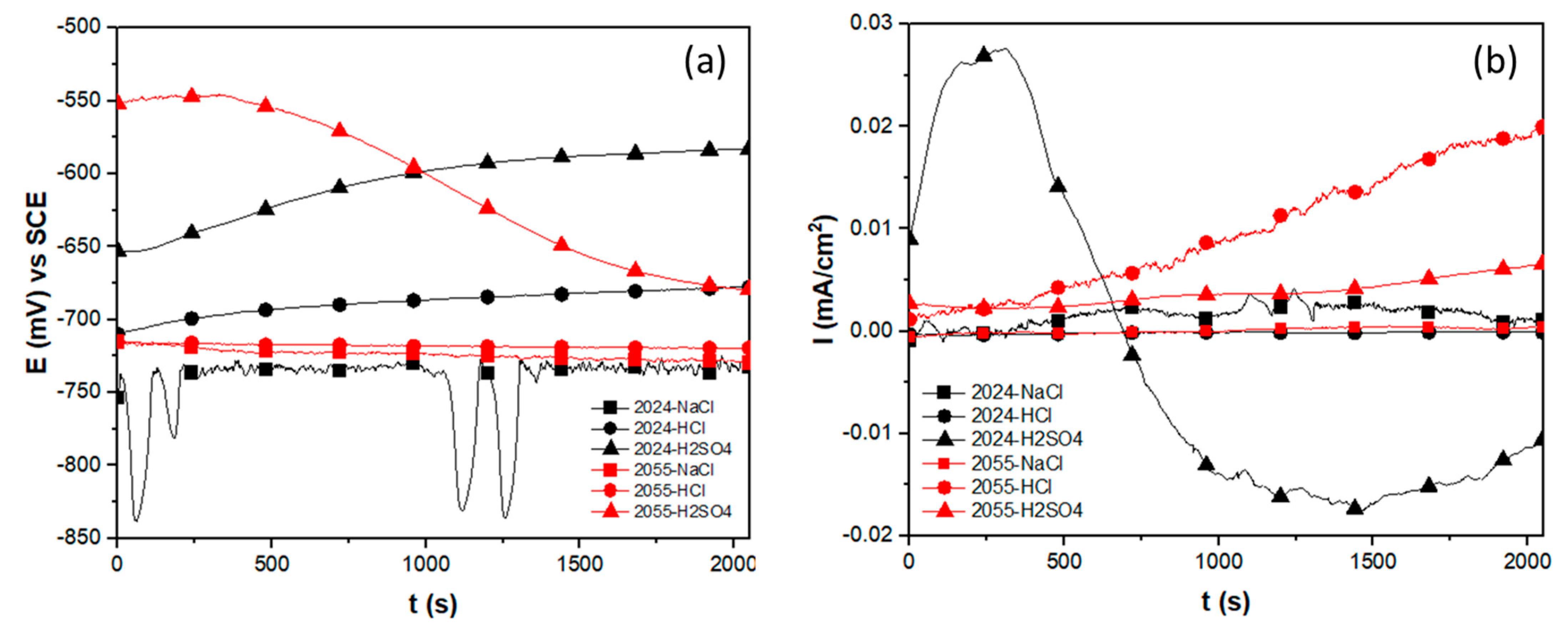
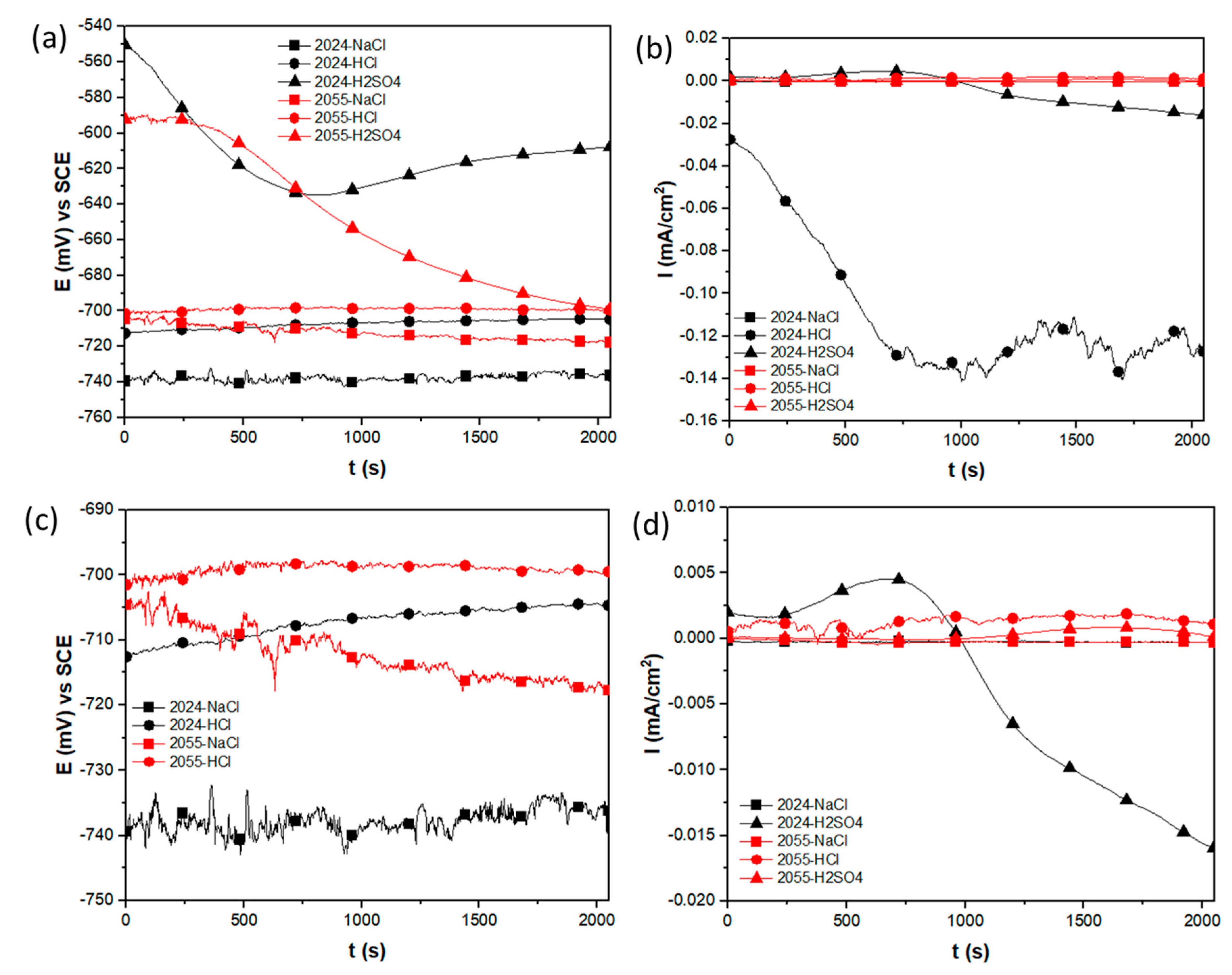
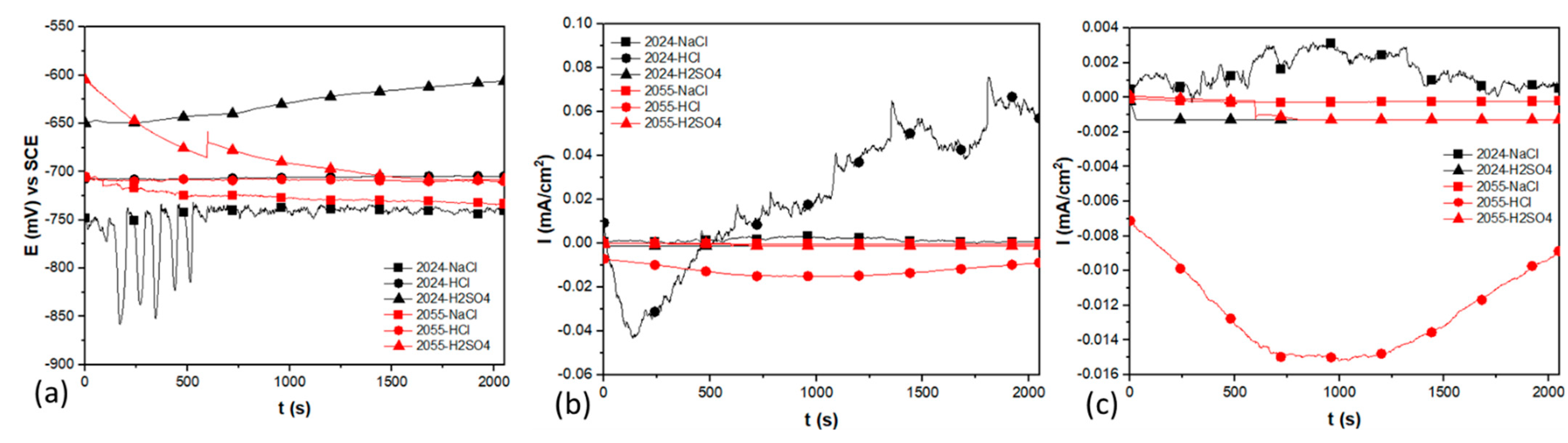
3.3. Analysis of Electrochemical Noise (Time Domain)



Analysis Utilizing Statistical Parameters
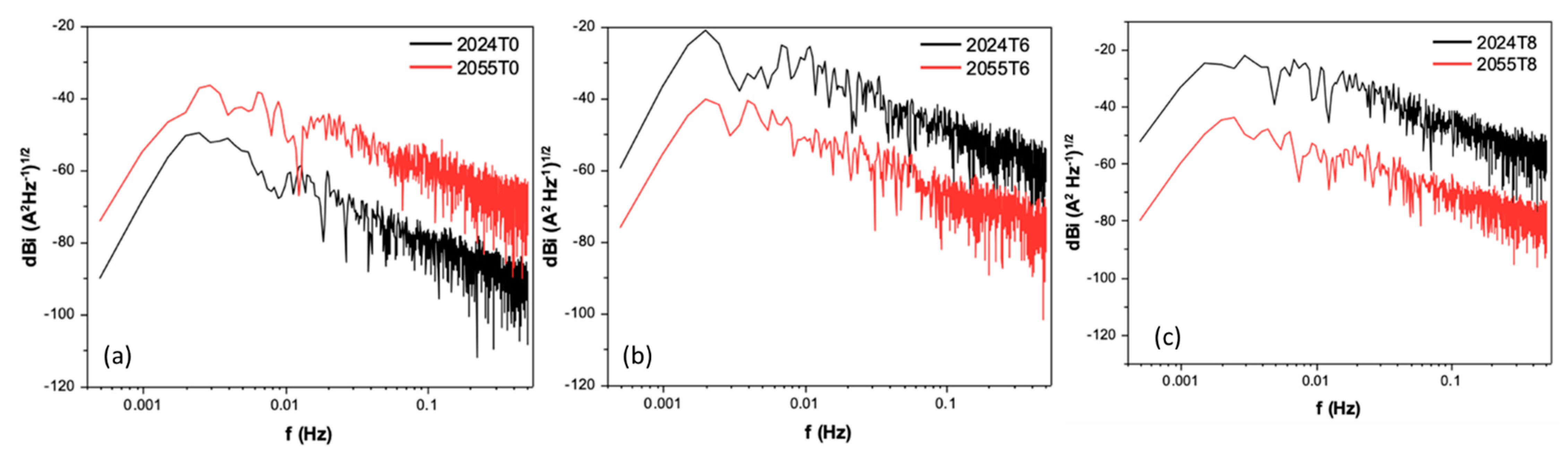
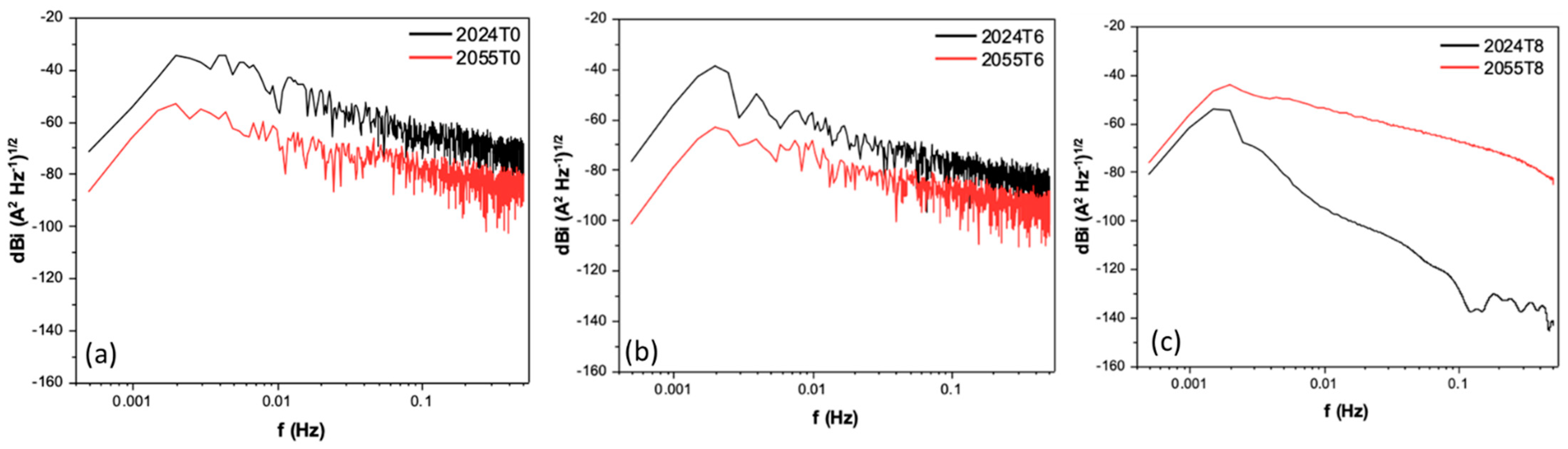
3.4. Power Spectral Density (Frequency Domain)
4. Conclusions
- Results indicated that the high Cu content in the AA2024 alloy was reflected in the composition of the precipitates on its surface. This composition, obtained by EDS, showed a higher content of Cu than Al. The high content of Cu reduces corrosion resistance;
- Solution heat treatment, followed by rapid quenching and subsequent artificial aging, caused many cracks in the AA2055 alloy. These cracks developed at the grain boundaries, probably because of rapid cooling. However, this alloy did not present a great susceptibility to corrosion, as in the case of AA2024;
- A higher susceptibility to corrosion was observed for the AA2024-T0 and AA2024-T8 alloys, which could have been due to the higher number of particles precipitated on the surface of these alloys;
- Vickers microhardness values of 77, 174, and 199 were obtained in the AA2055 alloy with the heat treatments T0, T6, and T8 respectively. These are higher values than those obtained in the AA2024 alloy in the same heat treatments;
- Higher corrosion kinetics were also observed in the presence of 3.5 wt. % NaCl and 1 wt. % HCl solutions. This may be explained by the presence of the Cl− ion, which has the characteristics of strong penetration or adsorption and subsequently reduces the protection of the passive layer, leading to the evolution of hydrogen during anodic dissolution;
- The highest electrochemical noise resistance occurred in the AA2055 alloy under the T8 conditions evaluated in NaCl and HCl. In the case of H2SO4, T6 was shown to be the best treatment, reaching Rn values of 2.72 × 105 ohm·cm2 in NaCl, 4.16 × 103 ohm·cm2 in HCl, and 5.81 × 104 ohm·cm2 in H2SO4;
- The alloys that showed a better balance between corrosion performance and microhardness were the AA2024-T6 and AA2055-T8 alloys;
- The statistical analysis of the electrochemical noise signals in the time domain (LI, kurtosis, skewness) presented different types of corrosion in the alloys AA2024 and AA2055. Pitting corrosion was predominant, which is due to the precipitates present in both materials as a consequence of the heat treatments applied;
- The analysis by power spectral density (frequency domain) resulted in a type of pitting corrosion for the alloys AA2024 and AA2055 in the three evaluation solutions;
- The AA2055-T6 alloy also presented high microhardness values, however, a microstructure with cracks propagated over the grain boundaries was revealed. This behavior was likely present due to the temperature gradient generated during tempering, giving rise to corrosion processes in the alloy;
- The T6 and T8 heat treatments improved the corrosion resistance of the AA2055 aluminum alloy in NaCl, HCl and H2SO4 solutions compared to conventional AA2024 alloys.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminum alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Mouritz, P.A. Introduction to Aerospace Materials, 1st ed.; Woodhead Publishing: Cambridge, UK, 2012; pp. 202–223. [Google Scholar]
- Zhang, X.; Chen, Y.; Hu, J. Recent advances in the development of aerospace materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- Gloria, A.; Montanari, R.; Richeta, M.; Varone, A. Alloys for Aeronautic Application: State of the Art and Perspectives. Metals 2019, 9, 662. [Google Scholar] [CrossRef] [Green Version]
- Cabral-Miramontes, J.; Gaona-Tiburcio, C.; Estupinán-López, F.; Lara-Banda, M.; Zambrano-Robledo, P.; Nieves-Mendoza, D.; Maldonado-Bandala, E.; Chacón-Nava, J.; Almeraya-Calderón, F. Corrosion Resistance of Hard Coat Anodized AA 6061 in Citric–Sulfuric Solutions. Coatings 2020, 10, 601. [Google Scholar] [CrossRef]
- Prassad, N.E.; Gokhale, A.A.; Wanhil, R.J.H. Aluminum Lithium Alloys: Progressing, Properties and Applications, 1st ed.; Elsevier: Edinburgh, UK, 2013; pp. 461–462. [Google Scholar]
- Moreto, J.A.; Gamboni, O.C.; Marino, C.E.B. Corrosion behaviour of Al-Li alloys used as aircraft materials. Koroze Ochr. Mater. 2012, 31, 60–74. [Google Scholar]
- Gianni, L.; Cavallini, M.; Natali, S.; Adriaens, S. Wet and dry accelerated aging tests in a spray chamber to understand the effects of acid rain frequencies on bronze corrosion. Int. J. Electrochem. Sci. 2013, 8, 1822–1838. [Google Scholar]
- Zhu, L.; Li, N.; Childs, P.R.N. Light-weightin in aerospace component and system design. Propul. Power Res. 2018, 7, 103–119. [Google Scholar] [CrossRef]
- Aamir, M.; Giasin, K.; Tolouei-Rad, M.; Vafadar, A. A review: Drilling performance and hole quality of aluminum alloys for aerospace applications. J. Mater. Res. Technol. 2020, 9, 12484–12500. [Google Scholar] [CrossRef]
- Donatus, U.; Thompson, G.E.; Omotoyinbo, J.A.; Alaneme, K.K.; Aribo, S.; Agbabiaka, O. Corrosion pathways in aluminum alloys. Trans. Nonferrous Met. Soc. China 2017, 27, 55–62. [Google Scholar] [CrossRef]
- Estupiñán-López, H.F.; Almeraya-Calderón, F.; Bautista Margulis, G.R.; Baltazar Zamora, M.A.; Martínez-Villafañe, A.; Uruchurtu, C.J.; Gaona-Tiburcio, C. Transient analysis of electrochemical noise for 316 and duplex 2205 stainless steels under pitting corrosion. Int. J. Electrochem. Sci. 2011, 6, 1785–1796. [Google Scholar]
- Mousavi, S.H.; Sadeghi, D.; Lee, H.; Shin, W.; Park, N. TEM study S’ hardening precipitates in the cold rolled and aged AA2024 aluminum alloy: Influence on microstructural evolution, tensile properties & electrical conductivity. J. Mater. Res. Technol. 2021, 13, 798–807. [Google Scholar]
- Siskou, N.; Charalampidou, C.; Alexopoulos, N.D.; Kourkoulis, S.K. Effect of corrosion exposure on aluminum alloy 2024 for different artificial ageing conditions. Procedia Struct. Integr. 2018, 10, 79–84. [Google Scholar] [CrossRef]
- Merisalu, M.; Aarik, L.; Kozlova, J. Effective corrosion protection of aluminum AA2024-T3 with novel thin nanostructured oxide coating. Sur. Coat. Tech. 2021, 411, 126993. [Google Scholar] [CrossRef]
- Martínez-Villafañe, A.; Almeraya-Calderón, M.F.; Gaona-Tiburcio, C.; Gonzalez-Rodriguez, J.G.; Porcayo-Calderón, J. High-Temperature Degradation and Protection of Ferritic and Austenitic Steels in Steam Generators. J. Mater. Eng. Perform. 1997, 7, 108–113. [Google Scholar] [CrossRef]
- García, J.L.; Garay, C.G.; Gómez, I.K.; Ruiz, M.A. Influence of plastic deformation and Cu/Mg ratio on the strengthening mechanisms and precipitation behavior of AA2024 aluminum alloys. J Mater. Res. Technol. 2019, 8, 5471–5475. [Google Scholar] [CrossRef]
- El-Aty, A.A.; Xu, Y.; Guo, X. Strengthening mechanism, deformation behavior, and anisotropic mechanical properties of Al-Li alloys: A review. J. Adv. Res. 2018, 10, 49–67. [Google Scholar] [CrossRef]
- Ma, Y.; Zhou, X.; Huang, W.; Liao, Y. Chrystallographic defects induced localized corrosion in AA2099-T8 aluminum alloy. Corros. Eng. Sci. Technol. 2015, 50, 420–424. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, X.; Hashimoto, T.; Lindsay, J.; Ciuca, O.; Luo, C.; Sun, Z.; Zhang, X.; Tang, Z. The influence of grain structure on the corrosion behavior of 2A97-T3 Al-Cu-Li alloy. Corros. Sci. 2017, 116, 14–21. [Google Scholar] [CrossRef]
- Gialanella, S.; Malandruccolo, A. Aerospace Alloys, 1st ed.; Springer: Cham, Switzerland, 2020; pp. 129–189. [Google Scholar]
- Ma, Y.; Zhou, X.; Meng, X.; Huang, W.; Liao, Y. Influence of thermomechanical treatments on localized corrosion susceptibility and propagation mechanism of AA2099 Al-Li alloy. Trans. Nonferrous Met. Soc. China 2016, 26, 1472–1481. [Google Scholar] [CrossRef]
- Araullo-Peters, G.V.; Geuser, B.; Deschamps, F. Microstructural evolution during ageing of Al-Cu-Li-x alloys. Acta Mater. 2014, 66, 199–208. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; He, C.; Fu, J.; Xu, J.; Xu, G. Evolution of microstructure and properties of novel aluminum-lithium alloy with different roll casting process parameters during twin-roll casting. Mater. Charact. 2020, 161, 110–145. [Google Scholar] [CrossRef]
- Liu, Q.; Zhu, R.H.; Liu, D.Y.; Xu, Y. Correlation between artificial aging and intergranular corrosion sensitivity of a new Al-Cu-Li alloy sheet. Mater. Corros. 2017, 68, 65–76. [Google Scholar] [CrossRef]
- Zhang, S.F.; Zeng, W.D.; Yang, W.H.; Shi, C.L. Ageing response of an Al-Cu-Li 2198 alloy. Mater. Des. 2014, 63, 368–374. [Google Scholar] [CrossRef]
- Eskin, D.G. Aluminum–Lithium Alloys. Process Metallurgy, Physical Metallurgy, and Welding, 1st ed.; CRC Press: Boca Ratón, FL, USA ; Taylor & Francis Group: Boca Ratón, FL, USA, 2017; Volume 8. [Google Scholar]
- Jambora, M.; Novýa, F.; Bokůvkaa, O.; Trško, L. The natural aging behavior of the AA 2055 Al-Cu-Li alloy. Transp. Res. Proc. 2019, 40, 42–45. [Google Scholar] [CrossRef]
- Alloy Data Sheet and Properties. Available online: https://unitedaluminum.com/2024-aluminum-alloy/ (accessed on 7 December 2022).
- Harry, C. Heat Treater´s Guide. Practices and Procedures for Nonferrous Alloys, 3rd ed.; ASTM International: West Conshohocken, OH, USA, 2006. [Google Scholar]
- Campbell, F.C. Manufacturing Technology for Aerospace Structural Materials, 1st ed.; Elsevier: New York, NY, USA, 2006. [Google Scholar]
- ASTM E3-95; Standard Practice for Preparation of Metallographic Specimens. ASTM International: West Conshohocken, PA, USA, 1995.
- ASM Handbook. Metallography and Microstructure; ASTM International: West Conshohocken, PA, USA, 2004; Volume 9.
- ASTM E112-96; Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 1996.
- ASTM E384-22; Standard Test Methods for Micro indentation Hardness of Materials. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM G199-09; Standard Guide for Electrochemical Noise Measurement. ASTM International: West Conshohocken, PA, USA, 2009.
- Samaniego-Gámez, P.; Almeraya-Calderón, F.; Martin, U.; Ress, J.; Gaona-Tiburcio, C.; Silva-Vidaurri, L.; Cabral-Miramontes, J.; Bastidas, J.M.; Chacón-Nava, J.G.; Bastidas, D.M. Efecto del tratamiento de sellado en el comportamiento frente a corrosión de la aleación anodizada de aluminio-litio AA2099. Rev. Met. 2020, 56, e180. [Google Scholar] [CrossRef]
- Lara, M.; Gaona, C.; Zambrano, P.; Delgado, M.; Cabral, J.; Nieves, D.; Maldonado, E.; Estupiñan, F.; Chacón, J.; Almeraya, F. Alternative to Nitric Acid Passivation of 15-5 and 17-4PH Stainless Steel Using. Materials 2020, 12, 2836. [Google Scholar] [CrossRef] [PubMed]
- Lumley, R. Fundamentals of Aluminum Metallurgy. Production, Processing, and Applications; Woodhead Publishing: Sawston, UK, 2011. [Google Scholar]
- Cabral-Miramontes, J.A.; Bastidas, D.M.; Baltazar, M.A.; Zambrano-Robledo, P.; Bastidas, J.M.; Almeraya-Calderón, F.M.; Gaona-Tiburcio, C. Corrosion Behavior of Zn-TiO2 and Zn-ZnO Electrodeposited Coatings in 3.5% NaCl Solution. Int. J. Electrochem. Sci. 2019, 14, 4226–4239. [Google Scholar] [CrossRef]
- Polmear, I.J. Light Alloys-From Traditional Alloys to Nanocrystal, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2005. [Google Scholar]
- Dorin, T.; Vahid, A.; Lamb, J. Fundamentals of Aluminum Metallurgy; Elsevier: Amsterdam, The Netherlands, 2018; Chapter 11. [Google Scholar]
- Li, H.G.; Ling, J.; Xu, Y.W.; Sun, Z.G.; Liu, H.B.; Zheng, X.W.; Tao, J. Effect of aging treatment on precipitation behavior and mechanical properties of a novel aluminum-lithium alloy. Acta Metall. Sin. Engl. Lett. 2015, 28, 671–677. [Google Scholar] [CrossRef]
- Sainfort, P.; Dubost, B. Coprecipitation hardening in Al-Li-Cu-Mg alloys. J. Phys. Colloq. 1987, 48, C3-407–C3-413. [Google Scholar] [CrossRef]
- Martins, F.; Terada, M.; Santos, A. Comparison of corrosion resistance of the AA2524-T3 and AA2024-T3. Metals 2021, 11, 980. [Google Scholar]
- Zhou, Y.; Liu, Z.; Bai, S.; Ying, P.; Lin, L. Effect of Ag additions on the lengthening rate of W plates and formation of s phase in Al-Cu-Mg alloys during thermal exposure. Mater. Charact. 2017, 123, 1–8. [Google Scholar] [CrossRef]
- Bai, S.; Ying, P.; Liu, Z.; Wang, J.; Li, J. Quantitative transmission electron microscopy and atom probe tomography study of Ag-dependent precipitation Ω phase in Al-Cu-Mg alloys. Mater. Sci. Eng. A 2017, 687, 8–16. [Google Scholar] [CrossRef]
- Chen, Z.; Zhao, K.; Fan, L.; Li, H.G. Combinative hardening effects of precipitation in a commercial aged Al–Cu–Li–X alloy. Mater. Sci. Eng. A 2013, 588, 59–64. [Google Scholar] [CrossRef]
- Maldonado-Bandala, E.; Jiménez-Quero, V.; Olguin-Coca, J.; Lizarraga, L.G.; Baltazar-Zamora, M.A.; Ortiz, A.; Almeraya, C.F.; Zambrano, R.P.; Gaona-Tiburcio, C. Electrochemical Characterization of Modified Concretes with Sugar Cane Bagasse Ash. Int. J. Electrochem. Sci. 2011, 6, 4915–4926. [Google Scholar]
- Itoh, G.; Cui, Q.; Kanno, M. Effects of a small additions of magnesium and silver on the precipitation of T1 phase in an Al-4%Cu-1.1%Li-0.2%Zr alloy. Mater. Sci. Eng. A 1996, 211, 128–137. [Google Scholar] [CrossRef]
- Zhu, R.; Liu, Q.; Li, J.; Xiang, S.; Chen, Y.; Zhang, X. Dynamic restoration mechanism and physical based constitutive model of 2050 Al-Li alloy during hot compression. J. Alloys Compd. 2015, 650, 75–78. [Google Scholar] [CrossRef]
- Samaniego-Gámez, P.O.; Almeraya-Calderon, F.; Maldonado-Bandala, E.; Cabral-Miramontes, J.; Nieves-Mendoza, D.; Olguin-Coca, J.; Lopez-Leon, L.D.; Silva Vidaurri, L.G.; Zambrano-Robledo, P.; Gaona-Tiburcio, C. Corrosion Behavior of AA2055 Aluminum-Lithium Alloys Anodized in the Presence of Sulfuric Acid Solution. Coatings 2021, 11, 1278. [Google Scholar] [CrossRef]
- Queiroz, F.M. Estudo Do Comportamento de Corrosao Dos Intermetálicos Presentes Na Liga AA2024-T3, Por meio De Técnicas De Microscopia Associadas A Técnicas Electroquímicas. Ph.D. Thesis, Universidade de Sao Paulo, Sao Paulo, Brazil, 2008. [Google Scholar]
- The Aluminum Association International. International Alloy. Designation and Chemical Compositions Limits for Wrought Aluminum and Wrought Aluminum Alloys with Support for On-Line Access From: Aluminum Extruders Council Use for the Information; The Aluminum Association: Arlington County, VA, USA, 2015. [Google Scholar]
- Boag, A.; Hughes, A.E.; Wilson, N.C.; Torpy, A.; MacRae, C.M.; Glenn, A.M.; Muster, T.H. How complex is the microstructure of AA2024-T3? Corr. Sci. 2009, 51, 1565–1568. [Google Scholar] [CrossRef]
- Gaona-Tiburcio, C.; Montoya, R.M.; Cabral, M.J.A.; Estupiñan, L.F.; Zambrano, R.P.; Orozco, C.R.; Chacon-Nava, J.G.; Baltazar, Z.M.A.; Almeraya-Calderon, F. Corrosion resistance of multilayer coatings deposited by PVD on inconel 718 using electrochemical impedance spectroscopy technique. Coatings 2020, 10, 521. [Google Scholar] [CrossRef]
- Jiang, B.; Yi, D.; Yi, X.; Zheng, F.; Wang, H. Effect of trace of added Sc on microstructure and mechanical properties of 2055 aluminum alloy. Mater. Charact. 2018, 141, 248–259. [Google Scholar] [CrossRef]
- Nokhrin, A.; Shadrina, I.; Chuvil’deev, V.; Kopylov, V. Study of Structure and Mechanical Properties of Fine-Grained Aluminum Alloys Al-0.6wt.%Mg-Zr-Sc with Ratio Zr:Sc = 1.5 Obtained by Cold Drawing. Materials 2019, 12, 316. [Google Scholar] [CrossRef] [Green Version]
- Kus, E.; Lee, Z.; Nutt, S.; Mansfeld, F. A Comparison of the Corrosion Behavior of Nanocrystalline and Conventional Al 5083 Samples. Corrosion 2006, 62, 152–161. [Google Scholar] [CrossRef]
- Chung, M.K.; Choi, Y.S.; Kim, J.G.; Kim, Y.M.; Lee, J.C. Effect of the number of ECAP pass time on the electrochemical properties of 1050 Al alloys. Mat. Sci. Eng. 2004, 366, 282–291. [Google Scholar] [CrossRef]
- Deng, Y.; Bai, J.; Wu, X. Investigation on formation mechanism of T1 precipitate in an Al-Cu-Li alloy. J. Alloys Compd. 2017, 723, 661–666. [Google Scholar] [CrossRef]
- Queiroz, F.M.; Magnani, M.; Costa, I.; de Melo, H.G. Investigation of the corrosion behavior of AA2024-T3 in low concentrated chloride media. Corros. Sci. 2008, 50, 2646–2657. [Google Scholar] [CrossRef]
- Jáquez-Muñoz, J.M.; Gaona-Tiburcio, C.; Chacón-Nava, J.; Cabral-Miramontes, J.; Nieves-Mendoza, D.; Maldonado-Bandala, E.M.; Delgado, A.D.; Flores-De Los Rios, J.P.; Bocchetta, P.; Almeraya-Calderón, F. Electrochemical Corrosion of Titanium and Titanium Alloys Anodized in H2SO4 and H3PO4 Solutions. Coatings 2022, 12. [Google Scholar] [CrossRef]
- Xia, D.H.; Song, S.Z.; Behnamian, Y. Detection of corrosion degradation using electrochemical noise (EN): Review of signal processing methods for identifying corrosion forms. Corros. Eng. Sci. Technol. 2016, 51, 527–544. [Google Scholar] [CrossRef]
- Baltazar-Zamora, M.A.; Maldonado-Bandala, E.; Loya Tello, M.; Santiago-Hurtado, G.; Olguín Coca, F.J.; Ortiz-Cedano, A.; Barrios D, C.P.; Núñez J., R.; Zambrano R., P.; Gaona-Tiburcio, C.; et al. Efficiency of Galvanized Steel Embedded in Concrete Previously Contaminated with 2, 3 and 4% of NaCl. Int. J. Electrochem. Sci. 2012, 7, 2997–3007. [Google Scholar]
- Buchheit, R.G.; Grant, R.P.; Hlava, P.F.; Mckenzie, B. Local dissolution phenomena associated with s phase (Al2CuMg) particles in aluminum alloy 2024-T3. J. Electrochemical. Soc. 1997, 144, 2621–2628. [Google Scholar] [CrossRef]
- Buchheit, R.; Boger, R.; Carroll, M.; Leard, R.; Paglia, C.; Searles, J. The electrochemistry of intermetallic particles and localized corrosion in Al alloys. JOM 2001, 53, 29–33. [Google Scholar] [CrossRef]
- Blanc, C.; Lavelle, B.; Mankowski, G. The role of precipitates enriched with copper on the susceptibility to pitting corrosion of the 2024 aluminum alloy. Corros. Sci. 1997, 39, 495–510. [Google Scholar] [CrossRef]
- Blanc, C.; Gastaud, S.; Mankowski, G. Mechanistic studies of the corrosion of 2024 aluminum alloy in nitrate solutions. J. Electrochem. Soc. 2003, 150, B396. [Google Scholar] [CrossRef]
- Campestrini, P.; Terryn, H.; Hovestad, A.; de Wit, J.H.W. Formation of a cerium-based conversion coating on AA2024: Relationship with the microstructure. Surf. Coat. Technol. 2004, 176, 365–381. [Google Scholar] [CrossRef]
- Zhu, D.; van Ooij, W.J. Corrosion protection of AA 2024-T3 by bis-[3-(triethoxysilyl) propyl] tetrasulfide in sodium chloride solution. Part 2: Mechanism for corrosion protection. Corros. Sci. 2003, 45, 2177–2197. [Google Scholar] [CrossRef]
- Sanchez, J.M.; Cottis, R.A.; Botana, F.J. Shot noise and statistical parameters for the estimation of corrosion mechanisms. Corros. Sci. 2005, 47, 3280–3299. [Google Scholar] [CrossRef]
- Botana, P.J.; Bárcena, M.M.; Villero, Á.A. Ruido Electroquímico: Métodos de Análisis; Septem Ediciones: Cadiz, Spain, 2002; pp. 50–70. [Google Scholar]
- Mansfeld, F.; Sun, Z.; Hsu, C.H.; Nagiub, A. Concerning trend removal in electrochemical noise measurements. Corros. Sci. 2001, 43, 341–352. [Google Scholar] [CrossRef]
- Bertocci, U.; Huet, F.; Nogueria, R.P.; Rousseau, P. Drift removal procedures in the analysis of electrochemical noise. Corrosion 2022, 58, 337–347. [Google Scholar] [CrossRef]
- Gusmano, G.; Montespereli, G.; Pacetti, S.; Petitti, A.; D’Amico, A. Electrochemical noise resistance as a tool for corrosion rate prediction. Corrosion 1997, 53, 860. [Google Scholar] [CrossRef]
- Legat, A.; Dolecek, V. Corrosion monitoring system based on measurement and analysis of electrochemical noise. Corrosion 1995, 51, 295–300. [Google Scholar] [CrossRef]
- Dawson, D.L. Electrochemical noise measurement: The definitive in-situ technique for corrosion applications? In Electrochemical Noise Measurement for Corrosion Applications STP 1277; Kearns, J.R., Scully, J.R., Roberge, P.R., Reirchert, D.L., Dawson, L., Eds.; ASTM International: West Conshohocken, PA, USA, 1996; pp. 3–39. [Google Scholar]
- Cottis, R.; Turgoose, S.; Mendoza, J. The Effects of Solutions Resistance on Electrochemical Noise Resistance Measurements: A Theorical Analysis. Electrochemical Noise Measurements for Corrosion Applications. STP 1277; Kearns, J.R., Scully, J.R., Roberge, P.R., Reirchert, D.L., Dawson, L., Eds.; ASTM International: Russell, OH, USA, 1996; pp. 93–100. [Google Scholar]
- Cottis, R.A.; Turgoose, S.; Neuman, R. Corrosion Testing Made Easy: Impedance and Noise Analysis; Syrett, B.C., Ed.; NACE International: Houston, TX, USA, 1999. [Google Scholar]
- Stern, M.; Geary, A.L. Electrochemical polarization. I. A theoretical analysis of the shape of the polarization curves. J. Electrochem. Soc. 1957, 104, 56–63. [Google Scholar] [CrossRef]
- Jáquez-Muñoz, J.M.; Gaona-Tiburcio, C.; Cabral-Miramontes, J.; Nieves-Mendoza, D.; Maldonado-Bandala, E.; Olguín-Coca, J.; López-Léon, L.D.; Flores-De los Rios, J.P.; Almeraya-Calderón, F. Electrochemical Noise Analysis of the Corrosion of Titanium Alloys in NaCl and H2SO4 Solutions. Metals 2021, 11, 105. [Google Scholar] [CrossRef]
- Santiago, G.; Baltazar, M.A.; Galván, R.; López, L.; Zapata, F.; Zambrano, P.; Gaona, C.; Almeraya, F. Electrochemical Evalu-ation of Reinforcement Concrete Exposed to Soil Type SP Contaminated with Sulphates. Int. J. Electrochem. Sci. 2016, 11, 4850–4864. [Google Scholar] [CrossRef]
- Mansfeld, F.; Sun, Z. Localization index obtained from electrochemical noise analysis. Corrosion 1999, 55, 915–918. [Google Scholar] [CrossRef]
- Reid, S.A.; Eden, D.A. Assessment of Corrosion. U.S. Patent 6,264,824 B1, 24 July 2001. [Google Scholar]
- Cottis, R. Interpretation of electrochemical noise data. Corrosion 2001, 57, 265–285. [Google Scholar] [CrossRef]
- Bertocci, U.; Huet, F. Noise analysis applied to electrochemical systems. Corrosion 1995, 51, 131–144. [Google Scholar] [CrossRef]
- Bertucci, U.; Gabrielli, C.; Huet, F.; Keddam, M.; Rousseau, P. Noise resistance applied to corrosion measurements: II. Experimental tests. J. Electroche. Soc. 1997, 144, 37. [Google Scholar] [CrossRef]
- Homborg, A.M.; Tinga, T.; Zhang, X.; Van Westing, E.P.M.; Ferrari, G.M.; Wit, J.H.W.; Mol, J.M.W. A critical appraisal of the interpretation of electrochemical noise for corrosion studies. Corrosion 2017, 70, 971–987. [Google Scholar] [CrossRef]
- Lee, C.C.; Mansfeld, F. Analysis of electrochemical noise data for a passive system in the frequency domain. Corr. Sci. 1998, 40, 959–962. [Google Scholar] [CrossRef]
- Coakley, J.; Vorontsov, V.A.; Littlell, K.C.; Heenan, R.K.; Ohnuma, G.; Jones, N.G.; Dye, D. Nanoprecipitation in a beta-titanium alloy. J. Alloy. Compd. 2015, 623, 146–156. [Google Scholar] [CrossRef] [Green Version]
- Froes, F.; Quian, M.; Niinomi, M. Titanium for Consumer Applications. Real World Use of Titanium; Elsevier: Amsterdam, The Netherlands, 2019; pp. 27–65. [Google Scholar]
- Hong, J.; Shufa, L.; Wei, Z. Investigation of pitting corrosion and hydrogen evolution of aluminum and AA2024 alloy by simultaneous electrochemical measurements and imaging. Electrochem. Commun. 2021, 132, 107135. [Google Scholar]
- Mansfeld, F.; Sun, Z.; Hsu, C.H. Electrochemical noise analysis (ENA) for active and passive systems in chloride media. Electrochim. Acta 2001, 46, 3651–3664. [Google Scholar] [CrossRef]
- Chen, G.S.; Gao, M.; Wei, R.P. Microconstituent-Induced Pitting Corrosion in Aluminum Alloy 2024-T3. Corrosion 1996, 52, 8–15. [Google Scholar] [CrossRef]
- Diaz, E.F.; Gonzalez-Rodriguez, J.G.; Martinez-Villafañe, A.; Gaona-Tiburcio, C. H2S Corrosion Inhibition of an Ultra High Strength Pipeline by Carboxyethyl-Imidazoline. J. Appl. Electrochem. 2010, 40, 1633–1640. [Google Scholar] [CrossRef]
- Montoya-Rangel, M.; de Oca, N.G.M.; Gaona-Tiburcio, C.; Colás, R.; Cabral-Miramontes, J.; Nieves-Mendoza, D.; Maldonado-Bandala, E.; Chacón-Nava, J.; Almeraya-Calderón, F. Electrochemical Noise Measurements of Advanced High-Strength Steels in Different Solutions. Metals 2020, 10, 1232. [Google Scholar] [CrossRef]
- Ramirez, A.; Gonzalez, J.; Campillo, B.; Gaona, T.; Dominguez, P.; Lezama, L.; Chacón, N.; Neri, F.; Martinez, V. An Electrochemical Study of the Corrosion Behavior of a Dual Phase Steel in 0.5m H2SO4. Int. J. Electrochem. Sci. 2010, 5, 1786–1798. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Elements | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Cu | Li | Zn | Ag | Mg | Mn | Zr | Fe | Si | Al | |
| 2055 | 3.2–4.2 | 1.0–1.3 | 0.30–0.70 | 0.20–0.70 | 0.20–0.60 | 0.10–0.50 | 0.05–0.15 | 0.1 max | 0.07 max | Balance |
| 2024 | 3.8–4.9 | - | 0.25 max | - | 1.2–1.8 | 0.30–0.9 | 0.05 | 0.50 max | 0.50 max | Balance |
| Material | Heat Treatment Condition | Grain Size Number | Grain Size (µm) |
|---|---|---|---|
| AA2024 | T0 | 4 | 7.5 |
| T6 | 4 | 7.55 | |
| T8 | 7 | 17 | |
| AA2055 | T0 | 8 | 19 |
| T6 | 5 | 9 | |
| T8 | 5 | 9 |
| Corrosion Type | LI |
|---|---|
| Localized | 1.0–0.1 |
| Mixed | 0.1−0.01 |
| Uniform | 0.01−0.001 |
| Corrosion Type | Potential | Current | ||
|---|---|---|---|---|
| Skewness | Kurtosis | Skewness | Kurtosis | |
| Uniform | <3 | <3 | ||
| Pitting | <−2 | >>3 | >>3 | |
| Transgranular (SCC) | 4 | 20 | −4 | 20 |
| Intergranular (SCC 1) | −6.6 | 18 to 114 | 1.5 to 3.2 | 6.4 to 15.6 |
| Intergranular (SCC 2) | –2 to –6 | 5 to 45 | 3 to 6 | 10 to 60 |
| Solutions | Materials | Heat Treatment Condition | Rn (ohm·cm2) | Icorr (mA/cm2) | LI | Corrosion Type | Kurtosis (I) | Corrosion Type | Skew (I) | Corrosion Type |
|---|---|---|---|---|---|---|---|---|---|---|
| NaCl | AA2024 | T0 | 0.199 | localized | 6.4 | Pitting | 0.2 | Uniform | ||
| T6 | 0.086 | mix | 3.6 | Pitting | 0.6 | Uniform | ||||
| T8 | 0.206 | localized | 3.5 | Pitting | −0.3 | Uniform | ||||
| AA2055 | T0 | 0.167 | localized | 3.1 | Pitting | 0.2 | Uniform | |||
| T6 | 0.065 | mix | 8.1 | Pitting | −0.8 | Uniform | ||||
| T8 | 0.013 | mix | 8.1 | Pitting | 0.9 | Uniform | ||||
| HCl | AA2024 | T0 | 0.142 | localized | 4.9 | Pitting | 1 | Pitting | ||
| T6 | 0.026 | mix | 4 | Pitting | −0.6 | Uniform | ||||
| T8 | 0.108 | localized | 7.5 | Pitting | 1.5 | Pitting | ||||
| AA2055 | T0 | 0.027 | mix | 3.8 | Pitting | −0.3 | Uniform | |||
| T6 | 0.151 | localized | 7.3 | Pitting | 0.3 | Uniform | ||||
| T8 | 0.006 | uniform | 2.8 | Uniform | −0.3 | Uniform | ||||
| H2SO4 | AA2024 | T0 | 0.038 | mix | 3.9 | Pitting | −0.3 | Uniform | ||
| T6 | 0.015 | mix | 1.9 | Uniform | −0.1 | Uniform | ||||
| T8 | 0.033 | mix | 38 | Pitting | 1.1 | Pitting | ||||
| AA2055 | T0 | 0.006 | uniform | 3.6 | Pitting | 0.1 | Uniform | |||
| T6 | 0.017 | mix | 4.9 | Pitting | −0.3 | Uniform | ||||
| T8 | 0.087 | mix | 11 | Pitting | 0.07 | Uniform |
| Corrosion type | βV (dB (V)/Decade) | βI (dB (A)/Decade) | ||
|---|---|---|---|---|
| Minimum | Maximum | Minimum | Maximum | |
| Uniform | 0 | −7 | 0 | −7 |
| Pitting | −20 | −25 | −7 | −14 |
| Passive | −15 | −25 | −1 | 1 |
| Solutions | Materials | Heat Treatment Condition | βV (dB(V)/Decade) | βI (dB(A)/Decade) | Corrosion Type | |
|---|---|---|---|---|---|---|
| NaCl | AA2024 | T0 | −116.2 | −21.5 | −13.8 | Pitting |
| T6 | −125.7 | −11.7 | −9.1 | Pitting | ||
| T8 | −118.7 | −17.6 | −13.2 | Pitting | ||
| AA2055 | T0 | −130.5 | −10.2 | −8.2 | Pitting | |
| T6 | −146.7 | −12.0 | −8.0 | Pitting | ||
| T8 | −141.4 | −11.7 | −3.5 | Uniform | ||
| HCl | AA2024 | T0 | −130.2 | −12.7 | −14.6 | Pitting |
| T6 | −104.8 | −11.9 | −12.8 | Pitting | ||
| T8 | −90.9 | −12.0 | −14.1 | Pitting | ||
| AA2055 | T0 | −112.5 | −9.7 | −12.0 | Pitting | |
| T6 | −115.1 | −11.3 | −12.6 | Pitting | ||
| T8 | −118.7 | −11.8 | −12.9 | Pitting | ||
| H2SO4 | AA2024 | T0 | −108.9 | −12.3 | −12.2 | Pitting |
| T6 | −121.4 | −11.5 | −12.2 | Pitting | ||
| T8 | −119.1 | −13.8 | −25.5 | Pitting | ||
| AA2055 | T0 | −126.14 | −9.8 | −9.6 | Pitting | |
| T6 | −146.95 | −10.0 | −9.1 | Pitting | ||
| T8 | −114.9 | −8.4 | −15.0 | Pitting |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rivera-Cerezo, H.; Gaona-Tiburcio, C.; Cabral-Miramontes, J.; Bautista-Margulis, R.G.; Nieves-Mendoza, D.; Maldonado-Bandala, E.; Estupiñán-López, F.; Almeraya-Calderón, F. Effect of Heat Treatment on the Electrochemical Behavior of AA2055 and AA2024 Alloys for Aeronautical Applications. Metals 2023, 13, 429. https://doi.org/10.3390/met13020429
Rivera-Cerezo H, Gaona-Tiburcio C, Cabral-Miramontes J, Bautista-Margulis RG, Nieves-Mendoza D, Maldonado-Bandala E, Estupiñán-López F, Almeraya-Calderón F. Effect of Heat Treatment on the Electrochemical Behavior of AA2055 and AA2024 Alloys for Aeronautical Applications. Metals. 2023; 13(2):429. https://doi.org/10.3390/met13020429
Chicago/Turabian StyleRivera-Cerezo, Heriberto, Citlalli Gaona-Tiburcio, Jose Cabral-Miramontes, Raúl Germán Bautista-Margulis, Demetrio Nieves-Mendoza, Erick Maldonado-Bandala, Francisco Estupiñán-López, and Facundo Almeraya-Calderón. 2023. "Effect of Heat Treatment on the Electrochemical Behavior of AA2055 and AA2024 Alloys for Aeronautical Applications" Metals 13, no. 2: 429. https://doi.org/10.3390/met13020429