
Microstructure and Mechanical Performance of Tin-Based Babbitt Alloy Containing Iron Oxide and Silica Nanoparticles

 , ,
, ,  , , and
, , and
Abstract
:1. Introduction
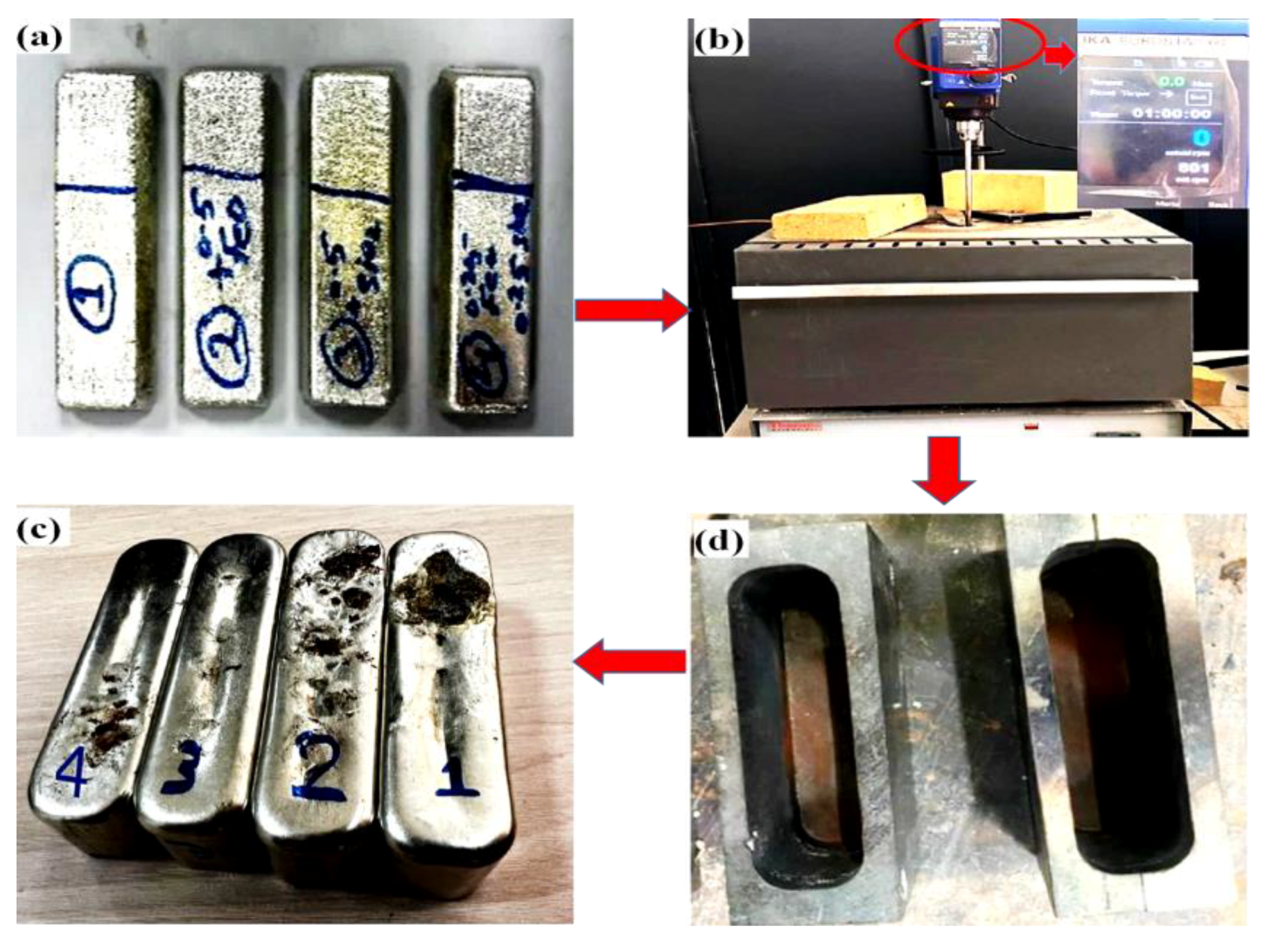
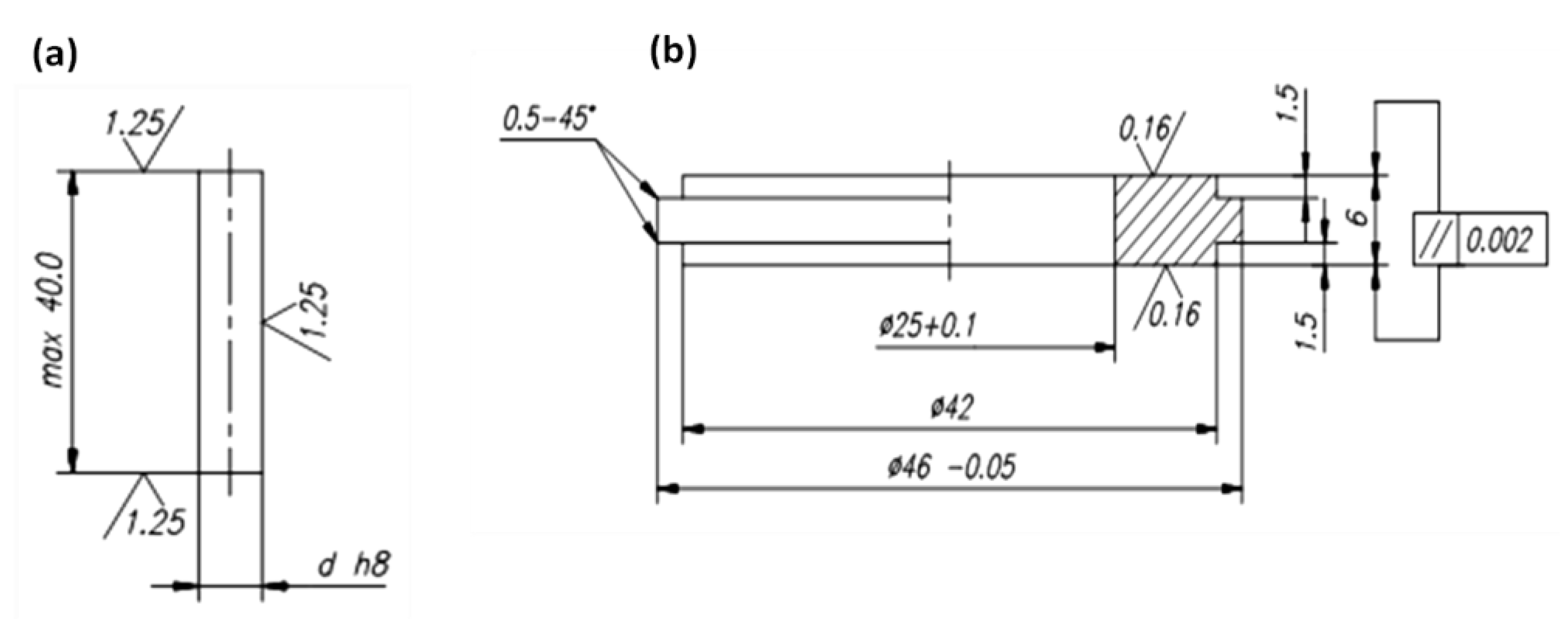
2. Materials and Methods
3. Results and Discussion
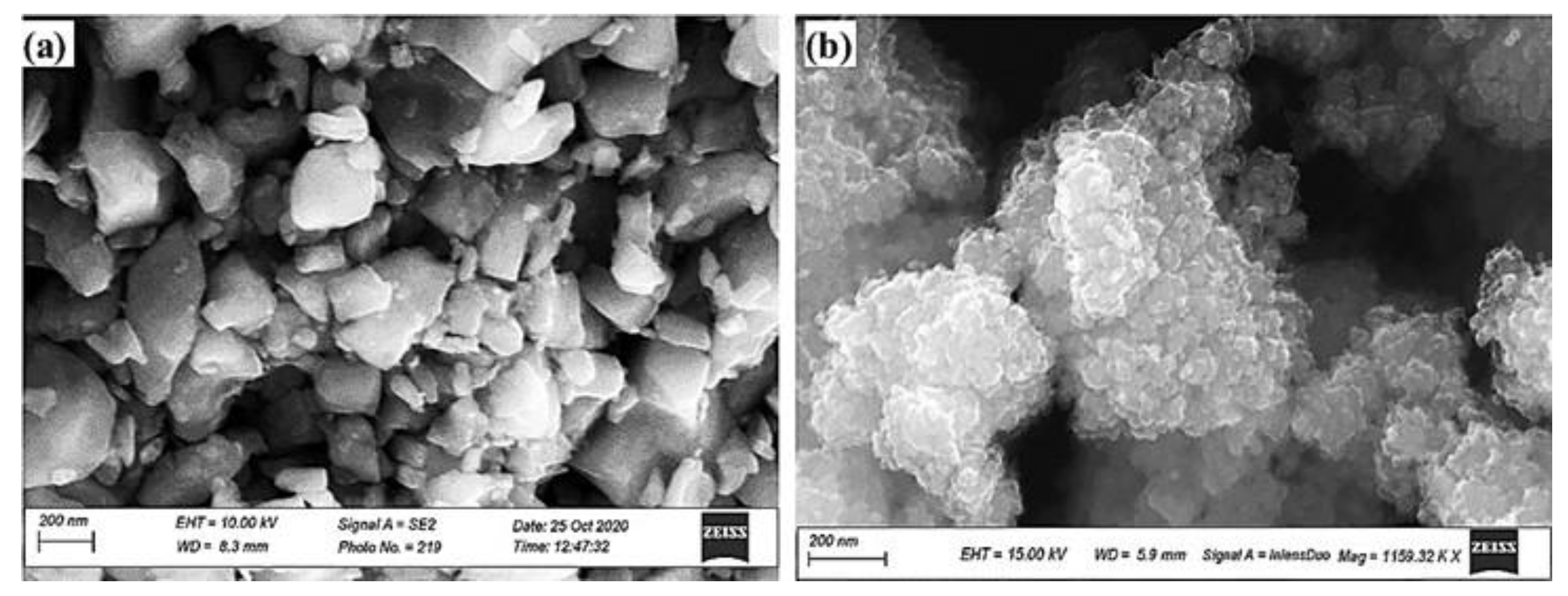
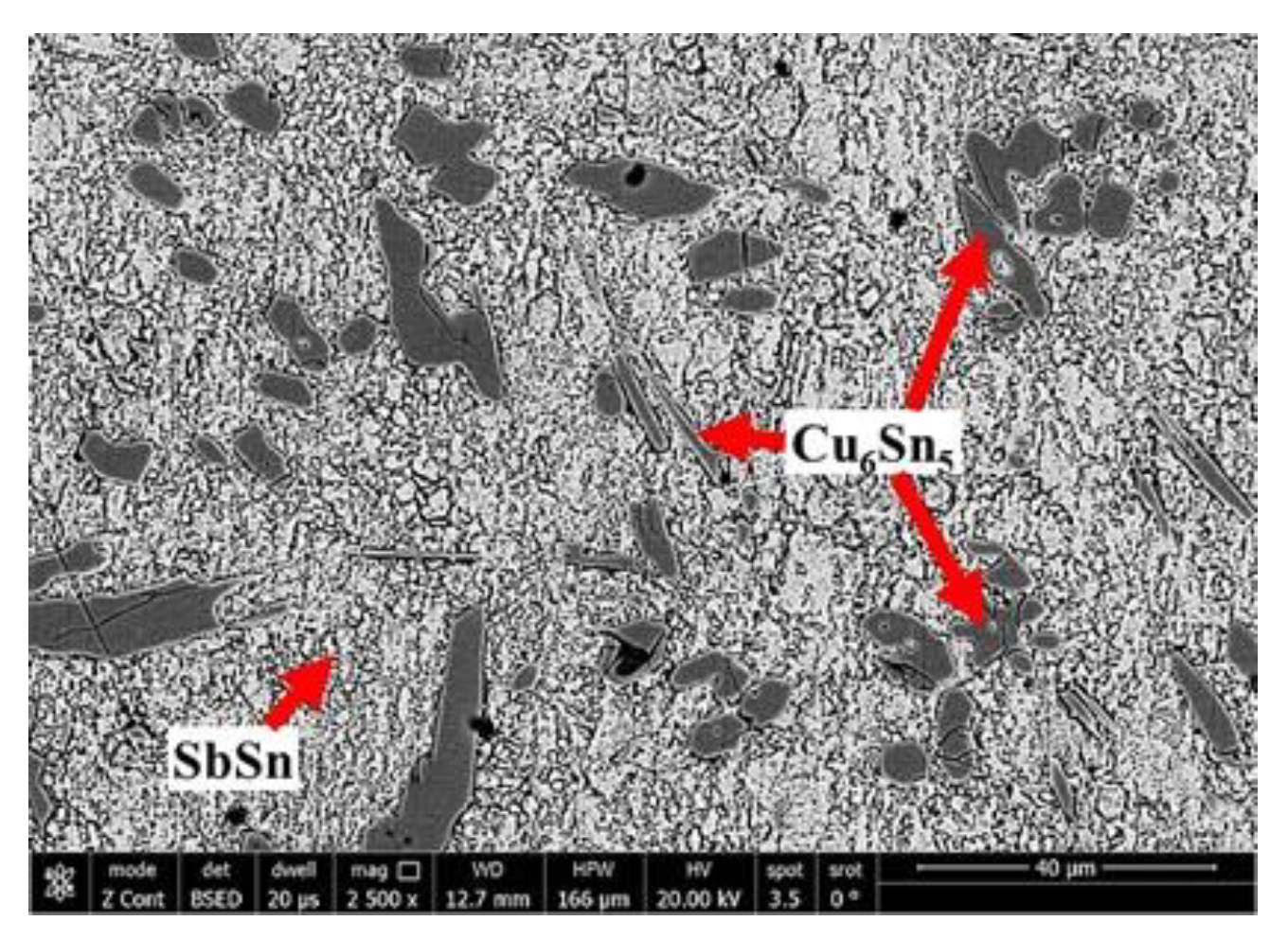
3.1. Microstructural Evolution
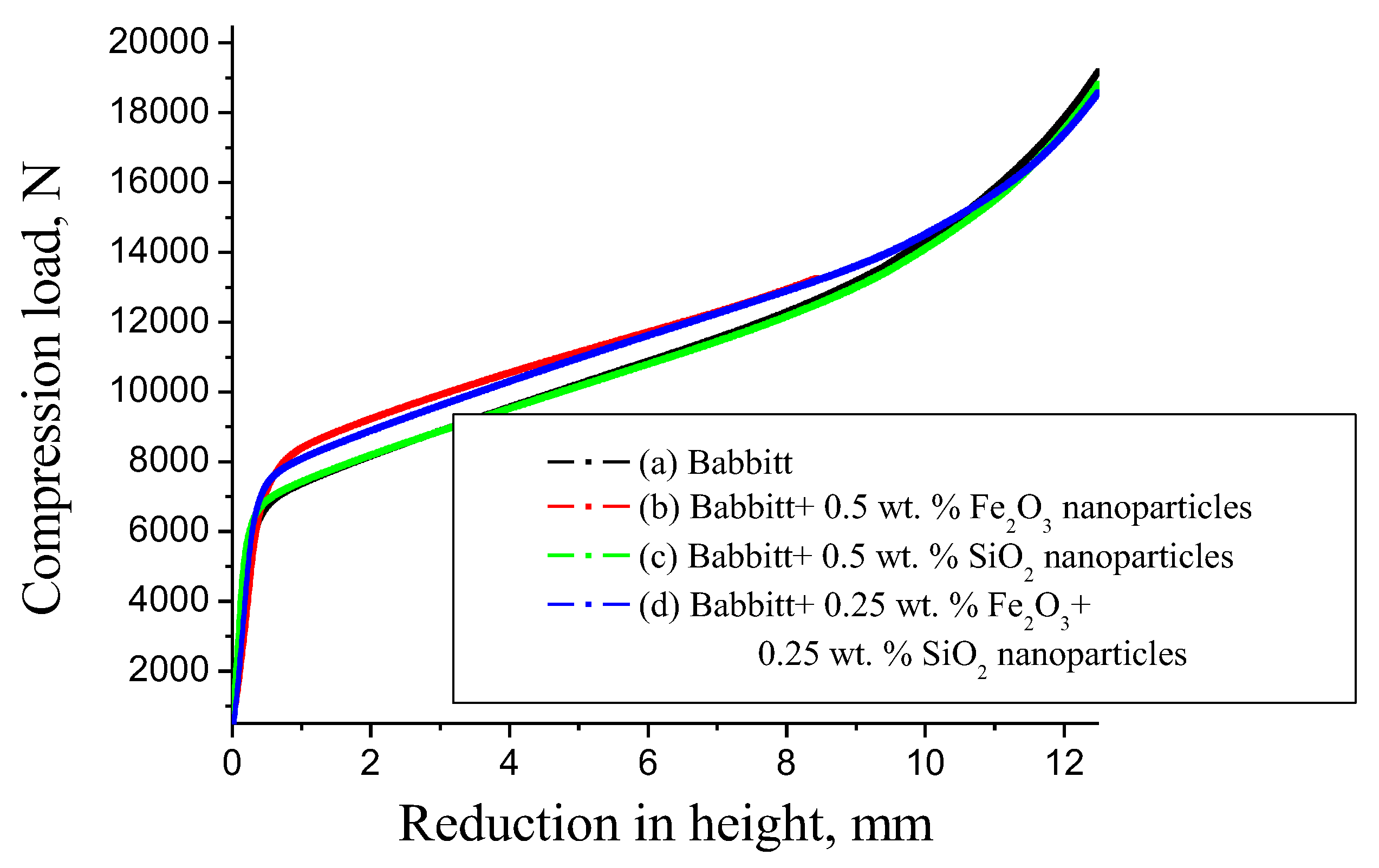
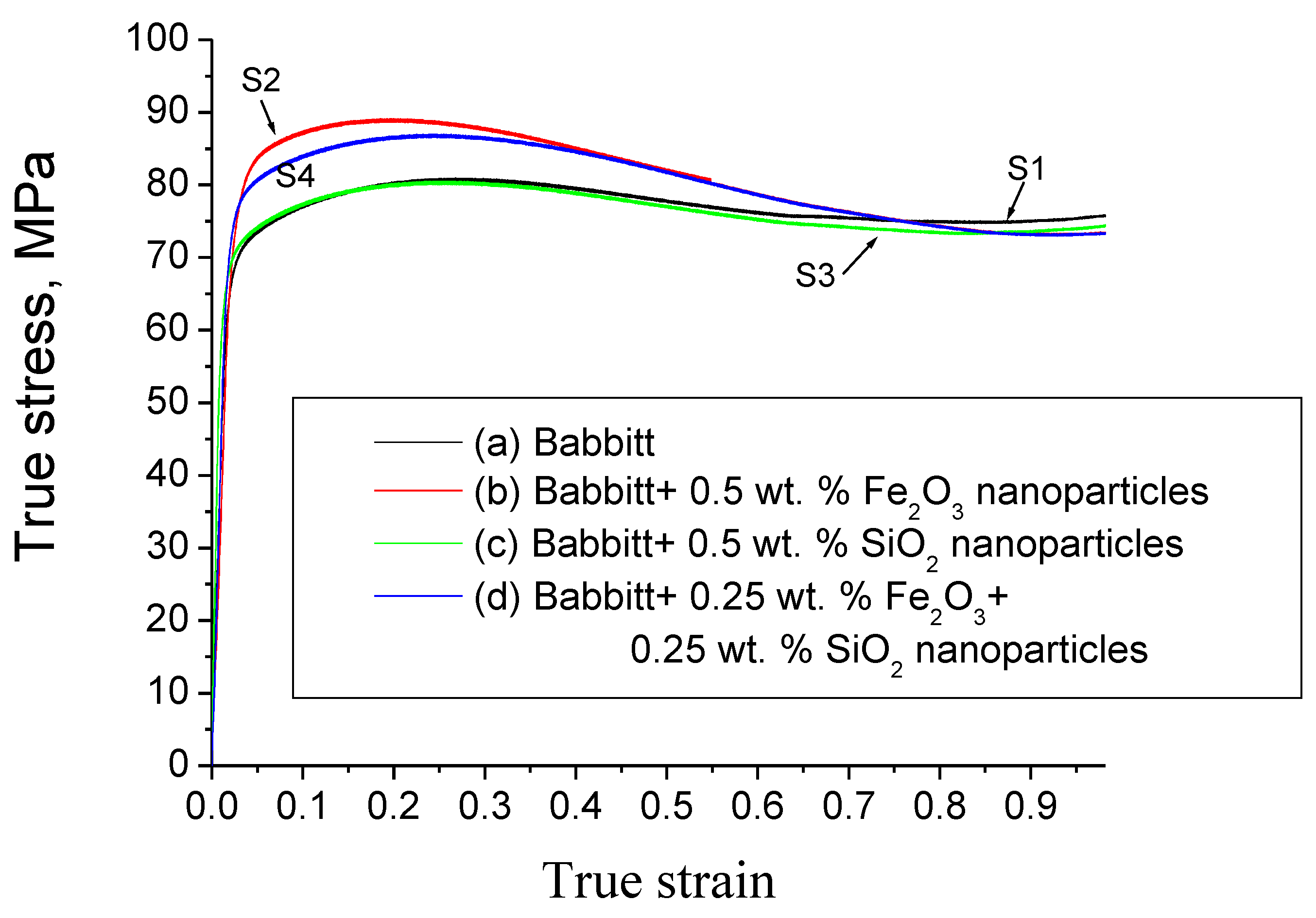
3.2. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kamal, M.; Mazen, S.; El-Bediwi, A.B.; El-Naggar, M. Structure, mechanical and electrical transport properties of low-melting half bearing metal alloys rapidly solidified from melt. Radiat. Eff. Defects Solids 2002, 157, 467–474. [Google Scholar] [CrossRef]
- Tasgin, Y. The Effects of Boron Minerals on the Microstructure and Abrasion Resistance of Babbitt Metal (Sn–Sb–Cu) Used as Coating Materials in Hydroelectric Power Plants. Int. Metalcast. 2022, 14, 257–265. [Google Scholar] [CrossRef]
- Kamal, M.; Bakr El-Bediwi, A.; El-Shobaki, M.R. Influence of alloying elements on structure and some physical properties of quenched Sn–Sb alloy. Radiat. Eff. Defects Solids 2006, 161, 549–557. [Google Scholar] [CrossRef]
- Thomson, J.; Zavadil, R.; Sahoo, M.; Dadouche, A.; Dmochowski, W.; Conlon, M. Development of a Lead-Free Bearing Material for Aerospace Applications. Int. Metalcast. 2010, 4, 19–30. [Google Scholar] [CrossRef]
- Zhang, Y.; Tudela, I.; Pal, M.; Kerr, I. High strength tin-based overlay for medium and high-speed diesel engine bearing tribological applications. Tribol. Int. 2016, 93, 687–695. [Google Scholar] [CrossRef]
- Aleshin, N.P.; Kobernik, N.V.; Mikheev, R.S.; Vaganov, V.E.; Reshetnyak, V.; Aborkin, A.V. Plasma–powder application of antifrictional babbitt coatings modified by carbon nanotubes. Russ. Eng. 2016, 36, 46–52. [Google Scholar] [CrossRef]
- Fathy, N.; Ramadan, M. Influence of volume ratio of liquid to solid and low pouring temperature on interface structure of cast Babbitt-steel bimetal composite. AIP Conf. Proc. 2018, 1966, 020028. [Google Scholar] [CrossRef]
- Belov, N.A.; Akopyan, T.K.; Gershman, I.S.; Stolyarova, O.O.; Yakovleva, A.O. Effect of Si and Cu additions on the phase composition, microstructure and properties of Al-Sn alloys. J. Alloys Compd. 2017, 695, 2730–2739. [Google Scholar] [CrossRef]
- Diouf, P.; Jones, A. Investigation of Bond Strength in Centrifugal Lining of Babbitt on Cast Iron. Metall. Mater. Trans. A 2010, 41, 603–609. [Google Scholar] [CrossRef]
- Ramadan, M.; Ayadi, B.; Rajhi, W.; Alghamdi, A.S. Influence of Tinning Material on Interfacial Microstructures and Mechanical Properties of Al12Sn4Si1Cu /Carbon Steel Bimetallic Castings for Bearing Applications. Key Eng. Mater. 2020, 835, 108–114. [Google Scholar] [CrossRef]
- Zeren, A.; Feyzullahoglu, E.; Zeren, M. A study on tribological behaviour of tin-based bearing material in dry sliding. Mater. Des. 2007, 28, 318–323. [Google Scholar] [CrossRef]
- Potekhin, B.A.; Il’yushin, V.V.; Khristolyubov, A.S. Effect of casting methods on the structure and properties of tin babbit. Met. Sci. Heat Treat 2009, 51, 378–382. [Google Scholar] [CrossRef]
- Gajmal, S.S.; Raut, D.N. An Investigation on Wear Behaviour of ASTM B23 tin-Based Babbitt Alloy Developed Through Microwave-Assisted Casting. Int. Metalcast. 2022, 16, 1995–2013. [Google Scholar] [CrossRef]
- Dong, Q.; Yin, Z.; Li, H.; Zhang, X.; Jiang, D.; Zhong, N. Effects of Ag micro-addition on structure and mechanical properties of Sn-11Sb-6Cu Babbitt. Mater. Sci. Eng. A 2018, 722, 225–230. [Google Scholar] [CrossRef]
- Tasgın, Y. Effect of MgO, Al2O3 and FeCr2O4 on microstructure and wear resistance of Babbitt metal (Sn–Sb–Cu). Mater. Res. Express 2019, 6, 046548. [Google Scholar] [CrossRef]
- Ramadan, M.; Alghamdi, A.S.; Subhani, T.; Abdel Halim, K.S. Fabrication and Characterization of Sn-Based Babbitt Alloy Nanocomposite Reinforced with Al2O3 Nanoparticles/Carbon Steel Bimetallic Material. Materials 2020, 13, 2759. [Google Scholar] [CrossRef] [PubMed]
- Buchanan, V.E.; Molian, P.A.; Sudarshan, T.S.; Akers, A. Frictional behaviour of non-equilibrium Cu-Pb alloys. Wear 1991, 146, 241–256. [Google Scholar] [CrossRef]
- Glaeser, W.A. Wear properties of heavy loaded Cu based bearing alloys. J. Met. 1983, 35, 50–55. [Google Scholar]
- Ramadan, M.; Hafez, K.M. Interfacial microstructure and hardness of Sn-Based Babbitt/C93700 Cu-Pb-Sn bimetallic materials. Mater. Today Proc. 2021, 45, 5074–5080. [Google Scholar] [CrossRef]
- Babu, M.; Krishna, A.R.; Suman, K. Review of Journal Bearing Materials and Current Trends. Am. J. Mater. Sci. Technol. 2015, 4, 72–83. [Google Scholar] [CrossRef]
- Sturk, R.K.; Whitney, W.J. Fluid Film Bearing Materials. In Encyclopedia of Tribology; Wang, Q.J., Chung, Y.W., Eds.; Springer: Boston, MA, USA, 2013; pp. 1200–1216. [Google Scholar] [CrossRef]
- Ramadan, M.; Hafez, K.M.; Alghamdi, A.S.; Ayadi, B.; Halim, K.S.A. Novel Approach for Using Ductile Iron as Substrate in Bimetallic Materials for Higher Interfacial Bonding Bearings. Int. J. Met. 2021, 16, 987–1000. [Google Scholar] [CrossRef]
- Valeeva, A.K.; Valeev, I.S.; Fazlyakhmetov, R.F. Effect of structure of B83 babbit on its wear. J. Frict. Wear 2014, 35, 311–315. [Google Scholar] [CrossRef]
- Ji, X.; Chen, Y. Tribological Behavior of Babbitt Alloy Rubbing Against Si3N4 and Steel Under Dry Friction Condition. J. Mater. Eng. Perform. 2016, 25, 750–755. [Google Scholar] [CrossRef]
- Fathy, N. Interfacial Microstructure and Bonding Area of Sn based Alloy-GG25 Gray Iron Bimetallic Material Using Flux, Sn, and Sn-Zn Interlayer Compound Casting, Engineering. Technol. Appl. Sci. Res. 2022, 12, 8416–8420. [Google Scholar] [CrossRef]
- Mıćıć, M.; Đorđevıć, M.; Đajıć, G. Characteristics of white metal slide layer bearings produced by cast cladding and weld cladding. Metalurgija 2006, 12, 225–236. [Google Scholar]
- Ayadi, B.; Ramadan, M. Novel and simple technique for interfacial shear strength of liquid-solid compound casting specimen. Mater. Today Proc. 2021, 47, 2299–2304. [Google Scholar] [CrossRef]
- Ramadan, M.; Fathy, N.; Abdel Halim, K.S.; Alghamdi, A.S. New trends and advances in bimetal casting technologies. Int. J. Adv. Appl. Sci. 2019, 6, 75–80. [Google Scholar] [CrossRef]
- Altuner, S.; Kelesoglu, E. Productıon of Y2O3 coated Al2O3 reinforced aluminium matrix composites and the coating of interface effects over wettability properties. J. Eng. Nat. Sci. 2012, 30, 252–258. [Google Scholar]
- Barykin, N.P.; Sadykov, F.A.; Aslanyan, I.R. Wear and failure of Babbitt bushes in steam turbine sliding bearings. J. Mater. Eng. Perform. 2000, 9, 110–115. [Google Scholar] [CrossRef]
- Fathy, F. Interfacial Microstructure and Shear Strength Improvements of Babbitt–Steel Bimetal Composites Using Sn–Bi Interlayer via Liquid–Solid Casting. Sustainability 2023, 15, 804. [Google Scholar] [CrossRef]
- Townsend, T.; Sabio, E.; Browning, N.; Osterloh, F. The oxygen evolution reaction: Water oxidation photocatalysis—Photocatalytic water oxidation with suspended alpha-Fe2O3 particles—Effects of nanoscaling. In Inorganic Metal Oxide Nanocrystal Photocatalysts for Solar Fuel Generation from Water; Springer International Publishing: Berlin/Heidelberg, Germany, 2014; pp. 27–37. [Google Scholar]
- Shivakumara, S.; Penki, T.; Munichandraiah, N. Preparation and electrochemical performance of porous hematite (a-Fe2O3) nanostructures as supercapacitor electrode material. J. Solid State Electrochem. 2014, 18, 1057–1066. [Google Scholar] [CrossRef]
- Gu, Y.; Zhao, X.C.; Li, Y.; Liu, Y.; Wang, Y.; Li, Z. Effect of nano-Fe2O3 additions on wettability and interfacial intermetallic growth of low-Ag content Sn-Ag-Cu solders on Cusubstrates. J. Alloys Compd. 2015, 627, 39–47. [Google Scholar] [CrossRef]
- Moille, G.; Chang, L.; Xie, W.; Rao, A.; Lu, X.; Davanço, M.; Bowers, J.E.; Srinivasan, K. Dissipative ksdks-V m, (laser photonics rev. 14(8)/2020). Laser Photonics Rev. 2020, 14, 2070043. [Google Scholar] [CrossRef]
- Kong, L.; Zhang, L.; Bao, Y.; Liu, D.; Liu, S. Effect of Surface Roughness and Particle Size on Lubrication Mechanisms of SiO2 Nanoparticles. Adv. Mater. Sci. Eng. 2022, 2022, 7051650. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, X.; Xie, X.; Gu, Y.; Liu, Y. Effects of nano-SiO2 particles addition on the microstructure, wettability, joint shear force and the interfacial IMC growth of Sn3.0Ag0.5Cu solder. J. Mater. Sci. Mater. Electron. 2015, 26, 9387–9395. [Google Scholar] [CrossRef]
- Iqbal, A.A.; Ismail, N.B. Mechanical Properties and Corrosion Behavior of Silica Nanoparticle Reinforced Magnesium Nanocomposite for Bio-Implant Application. Materials 2022, 15, 8164. [Google Scholar] [CrossRef]
- Wu, H.; Bi, Q.; Zhu, S.; Yang, J.; Liu, W. Friction and wear properties of Babbitt alloy 16-16-2 under sea water environment. Tribol. Int. 2011, 44, 161–1167. [Google Scholar] [CrossRef]
- Wu, H.R.; Bi, Q.L.; Yang, J.; Liu, W.M. Tribological performance of tin-based white metal ZChSnSb 8-8 under simulated sea water environment. Mocaxue Xuebao/Tribology 2011, 31, 271–277. [Google Scholar]
- Zhao, X.; Wen, Y.; Li, Y.; Liu, Y.; Wang, Y. Effect of g-Fe2O3 nanoparticles size on the properties of Sn-1.0Age0.5Cu nano-composite solders and joints. J. Alloys Compd. 2016, 662, 272–282. [Google Scholar] [CrossRef]
- Babu, M.V.S.; Krishna, A.R.; Suman, K.N.S. Improvement of Tensile Behaviour of Tin Babbitt by Reinforcing with Nano Ilmenite and its Optimisation by using Response Surface Methodology. Int. J. Manuf. Mater. Mech. Eng. 2017, 7, 37–51. [Google Scholar]
- Zhao, X.; Hai, X. Microstructure and tribological behaviour of the nickel-coated-graphite-reinforced Babbitt metal composite fabricated via selective laser melting. Int. J. Min. Metall. Mater. 2022, 29, 320. [Google Scholar] [CrossRef]
- Kolev, M.; Drenchev, L.; Petkov, V. Wear analysis of an advanced Al-Al2O3 composite infiltrated with a tin-based alloy. Metals 2021, 11, 1692. [Google Scholar] [CrossRef]
- Madej, M.; Madej, B.L.; Wisnios, J.H.; Weglowska, A. Effect of FSP on Tribological Properties of Grade B89 Tin Babbitt. Materials 2021, 14, 2627. [Google Scholar] [CrossRef]
- Saboori, A.; Dadkhah, M.; Fino, P.; Pavese, M. An Overview of Metal Matrix Nanocomposites Reinforced with Graphene Nanoplatelets; Mechanical, Electrical and Thermophysical Properties. Metals 2018, 8, 423. [Google Scholar] [CrossRef] [Green Version]
- Malaki, M.; Xu, W.; Kasar, A.K.; Menezes, P.L.; Dieringa Varma, H.; Gupta, M. Advanced Metal Matrix Nanocomposites. Metals 2019, 9, 330. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
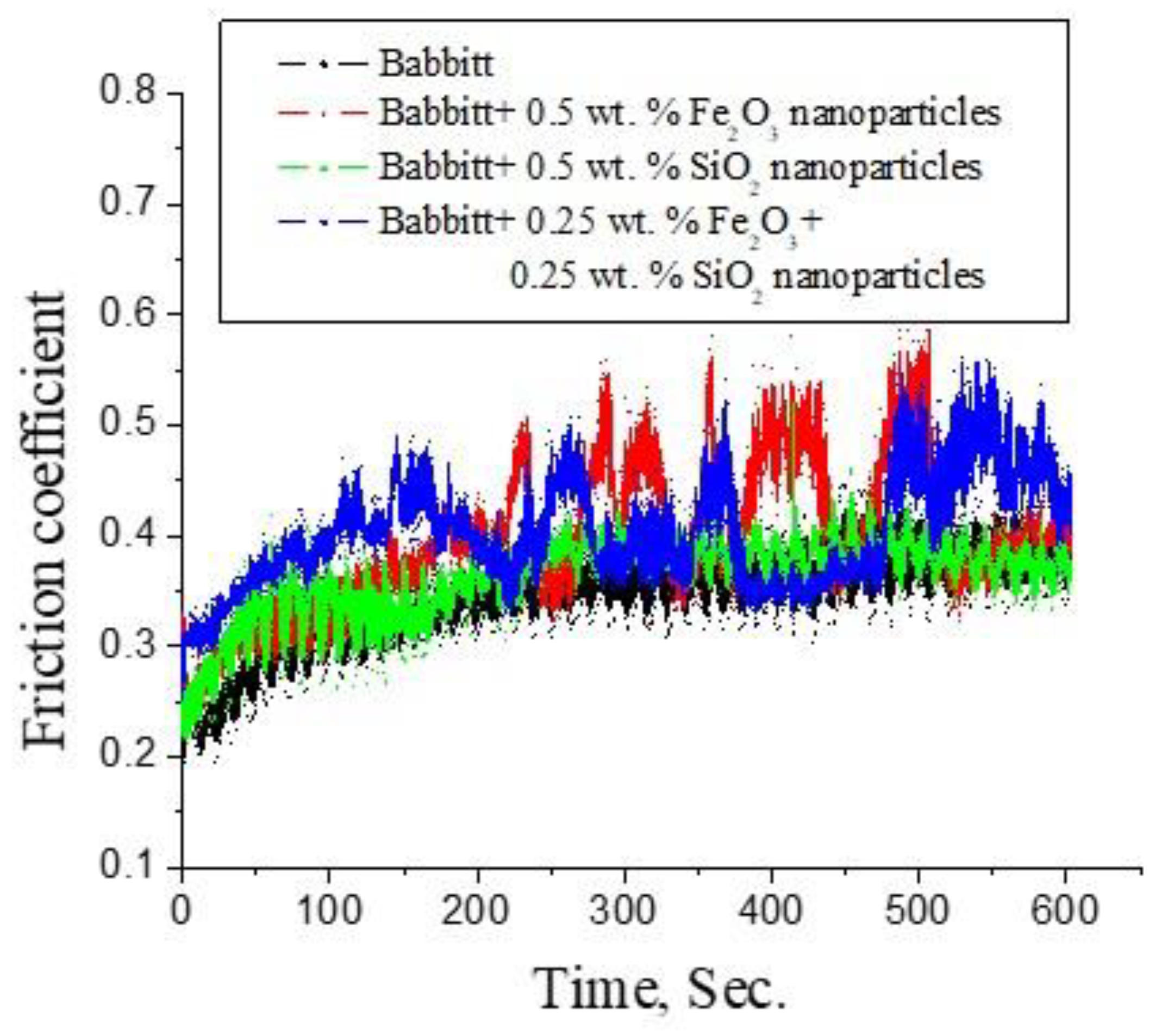
| No. | Additions | Weight Loss (g) | Friction Coefficient |
|---|---|---|---|
| S1 | Babbitt alloy | 0.00819 ± 000024 | 0.352 |
| S2 | Babbitt + 0.50% Fe2O3 nanoparticles | 0.00830 ± 000015 | 0.396 |
| S3 | Babbitt + 0.50% SiO2 nanoparticles | 0.00810 ± 000005 | 0.364 |
| S4 | Babbitt + 0.25% Fe2O3 + 0.25% SiO2 nanoparticles | 0.00800 ± 000008 | 0.399 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ramadan, M.; Subhani, T.; Hafez, K.M.; Fathy, N.; Ayadi, B.; Abdel Halim, K.S.; Alghamdi, A.S.; Ibrahim, K.M. Microstructure and Mechanical Performance of Tin-Based Babbitt Alloy Containing Iron Oxide and Silica Nanoparticles. Metals 2023, 13, 324. https://doi.org/10.3390/met13020324
Ramadan M, Subhani T, Hafez KM, Fathy N, Ayadi B, Abdel Halim KS, Alghamdi AS, Ibrahim KM. Microstructure and Mechanical Performance of Tin-Based Babbitt Alloy Containing Iron Oxide and Silica Nanoparticles. Metals. 2023; 13(2):324. https://doi.org/10.3390/met13020324
Chicago/Turabian StyleRamadan, Mohamed, Tayyab Subhani, Khalid M. Hafez, Naglaa Fathy, Badreddine Ayadi, K. S. Abdel Halim, Abdulaziz S. Alghamdi, and Khaled M. Ibrahim. 2023. "Microstructure and Mechanical Performance of Tin-Based Babbitt Alloy Containing Iron Oxide and Silica Nanoparticles" Metals 13, no. 2: 324. https://doi.org/10.3390/met13020324