
Weld Quality Analysis of High-Hardness Armored Steel in Pulsed Gas Metal Arc Welding

 ,
,
Abstract
:1. Introduction
2. Experimental Methods
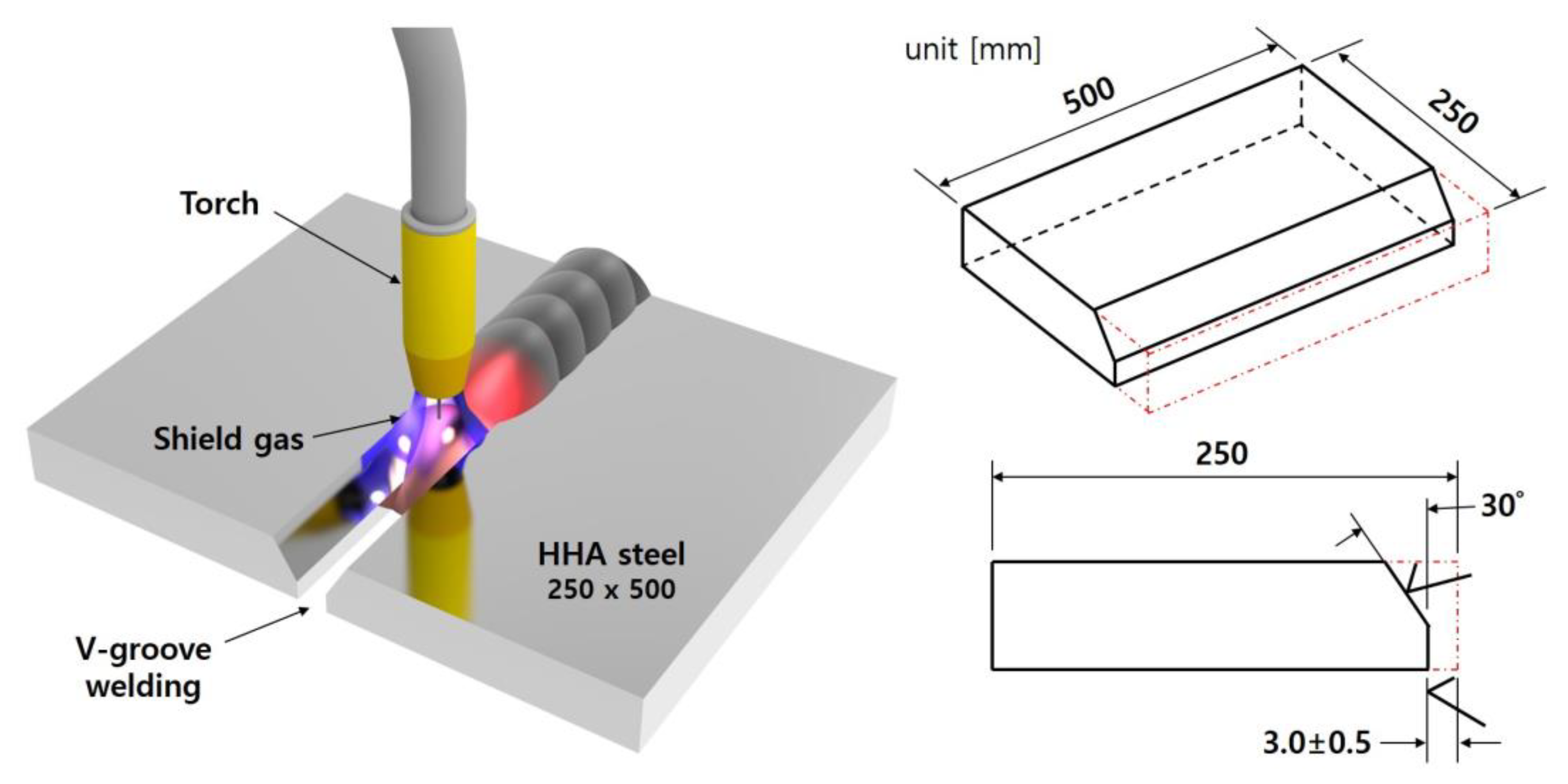
2.1. Experimental Equipment and Materials
2.2. Experimental Method
2.3. Test and Evaluation Standards
2.4. Welding Conditions
3. Mechanical Characterization
3.1. Evaluation of Mechanical Properties for Application to O2 and CO2 Shielding Gases
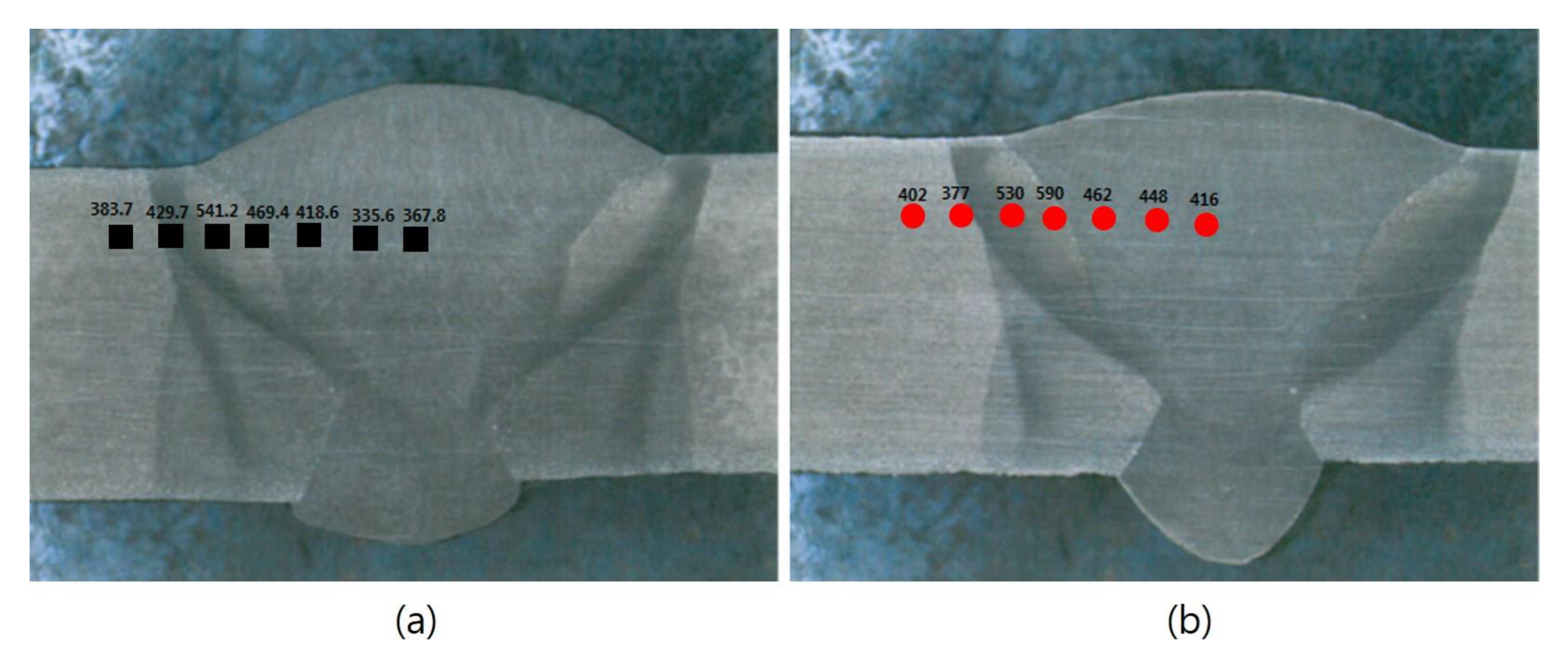
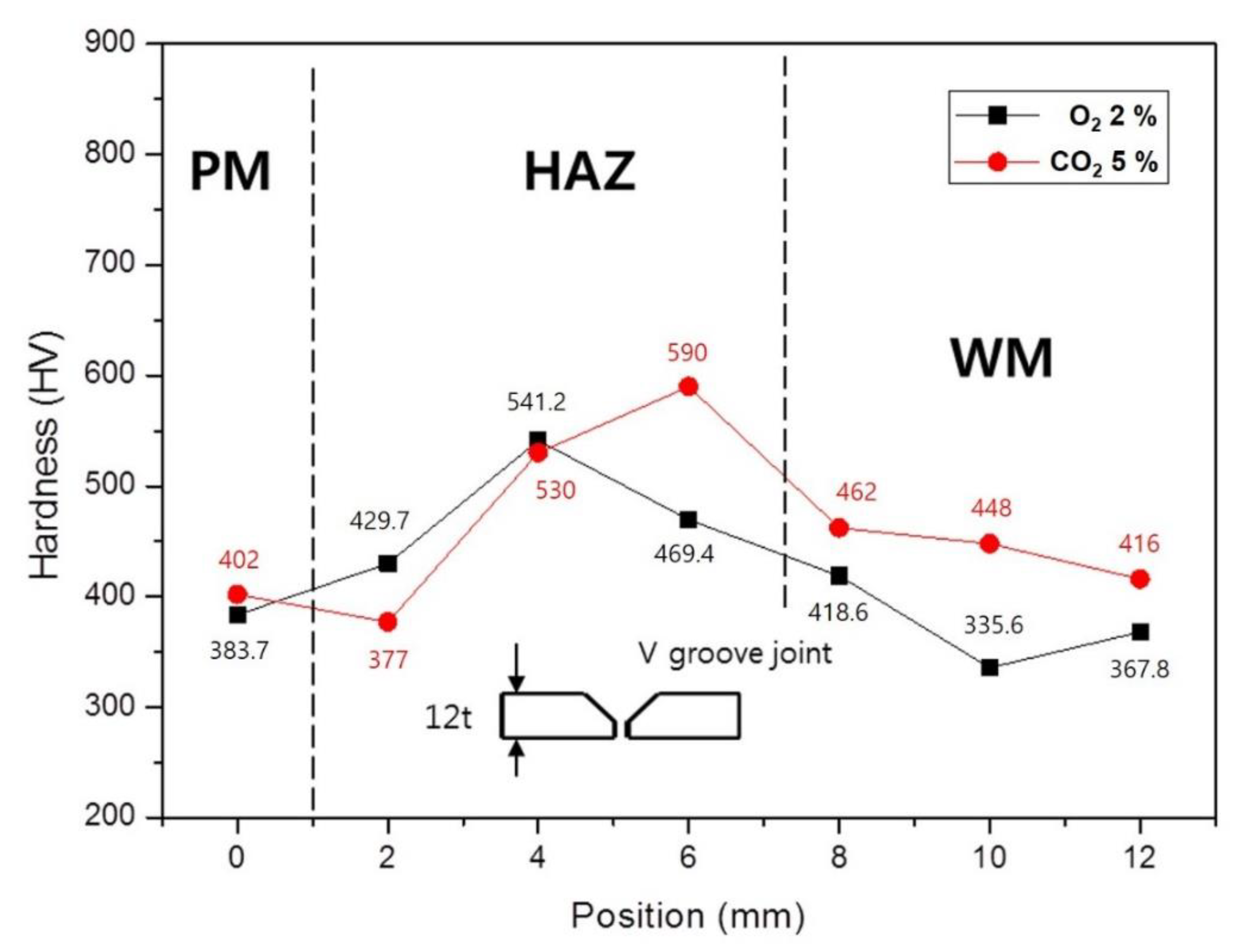
3.1.1. Cross-Section Analyses and Hardness Distribution Confirmation Result
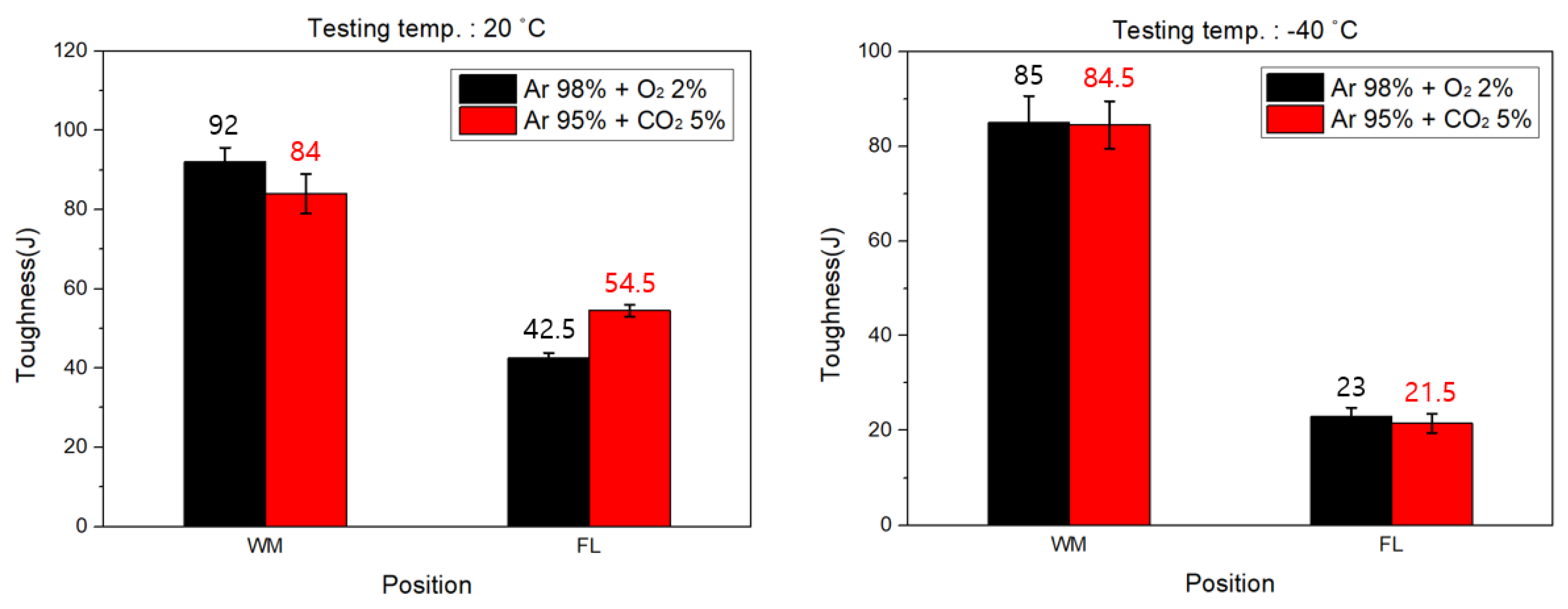
3.1.2. Impact Test Results
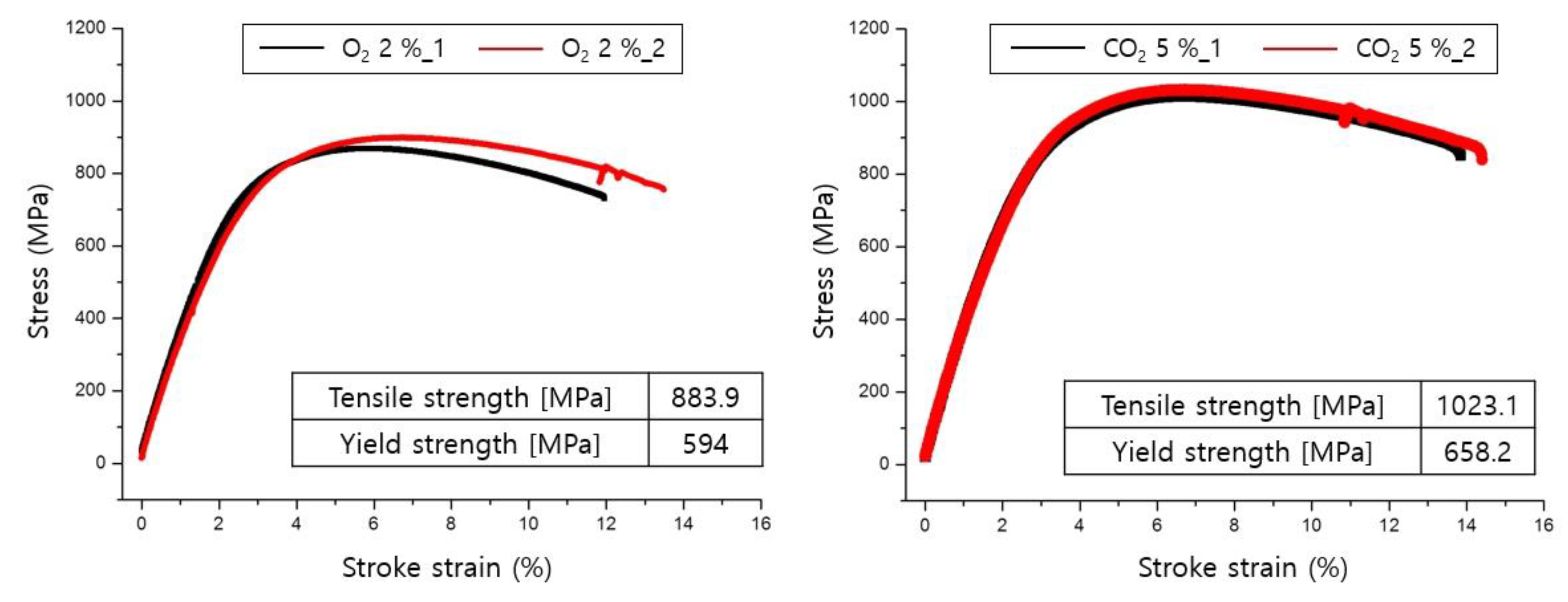
3.1.3. Tensile Test Results
3.2. Evaluation of Mechanical Properties According to CO2 Shielding Gas Ratio and Heat Input in GMAW and FCAW
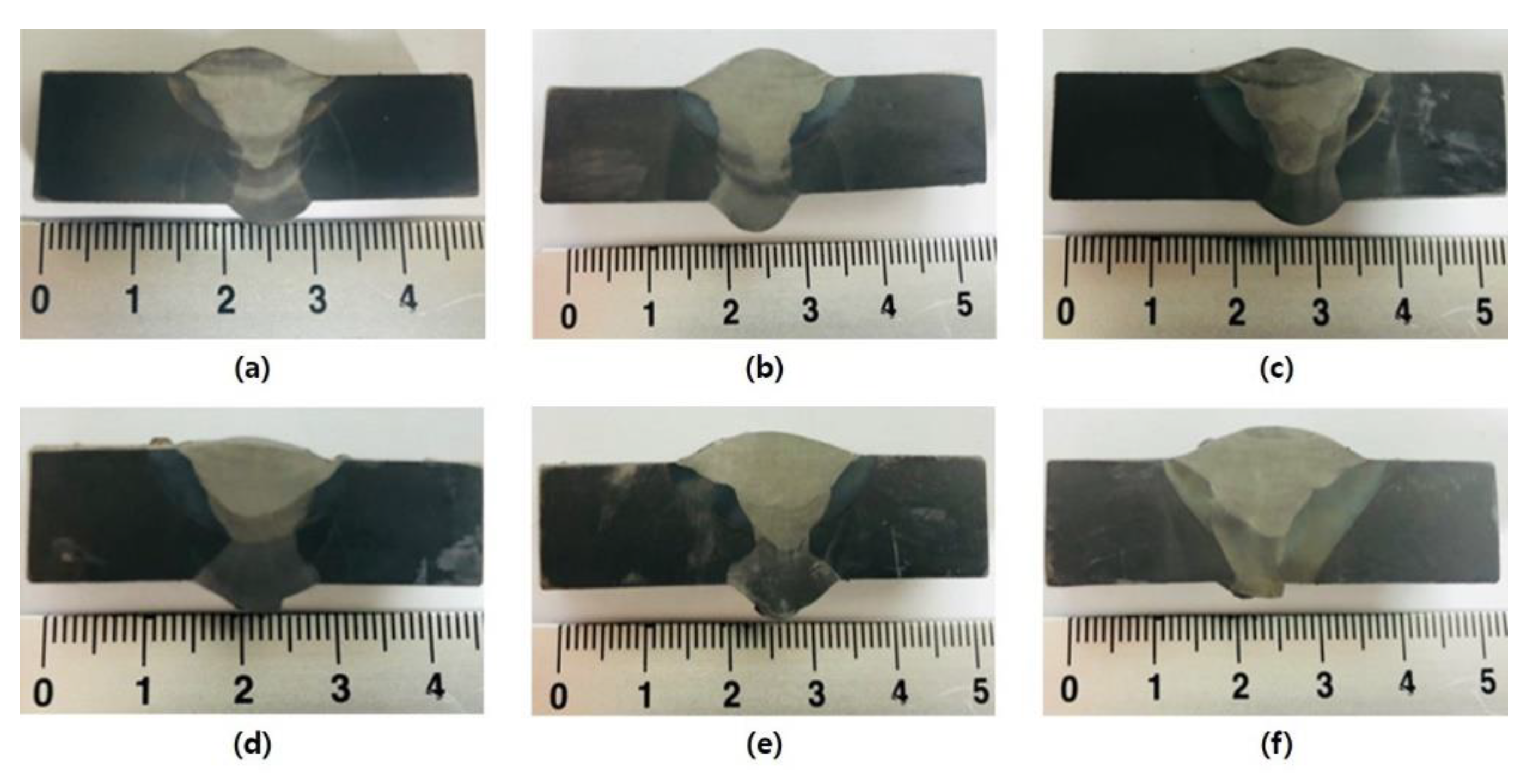
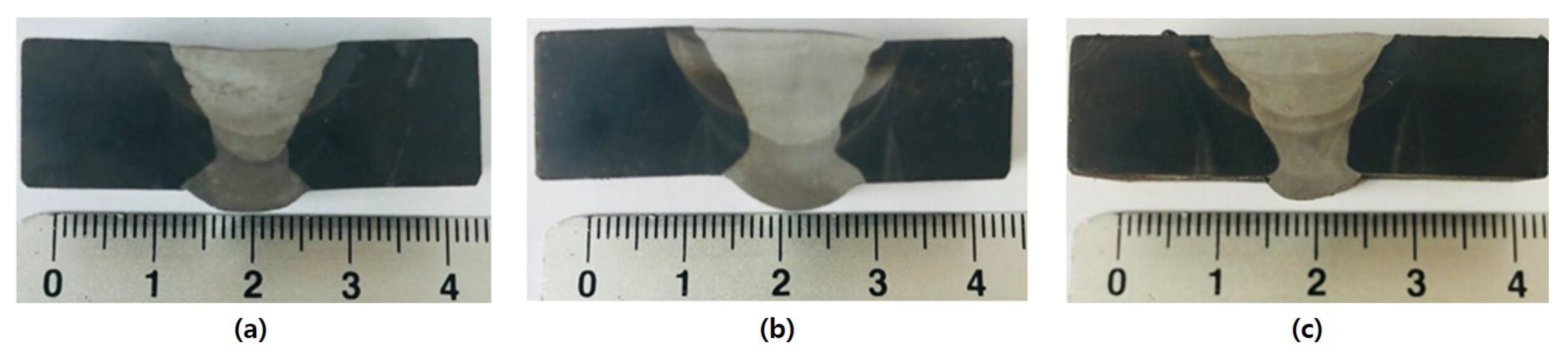
3.2.1. Cross-Section Analyses Results
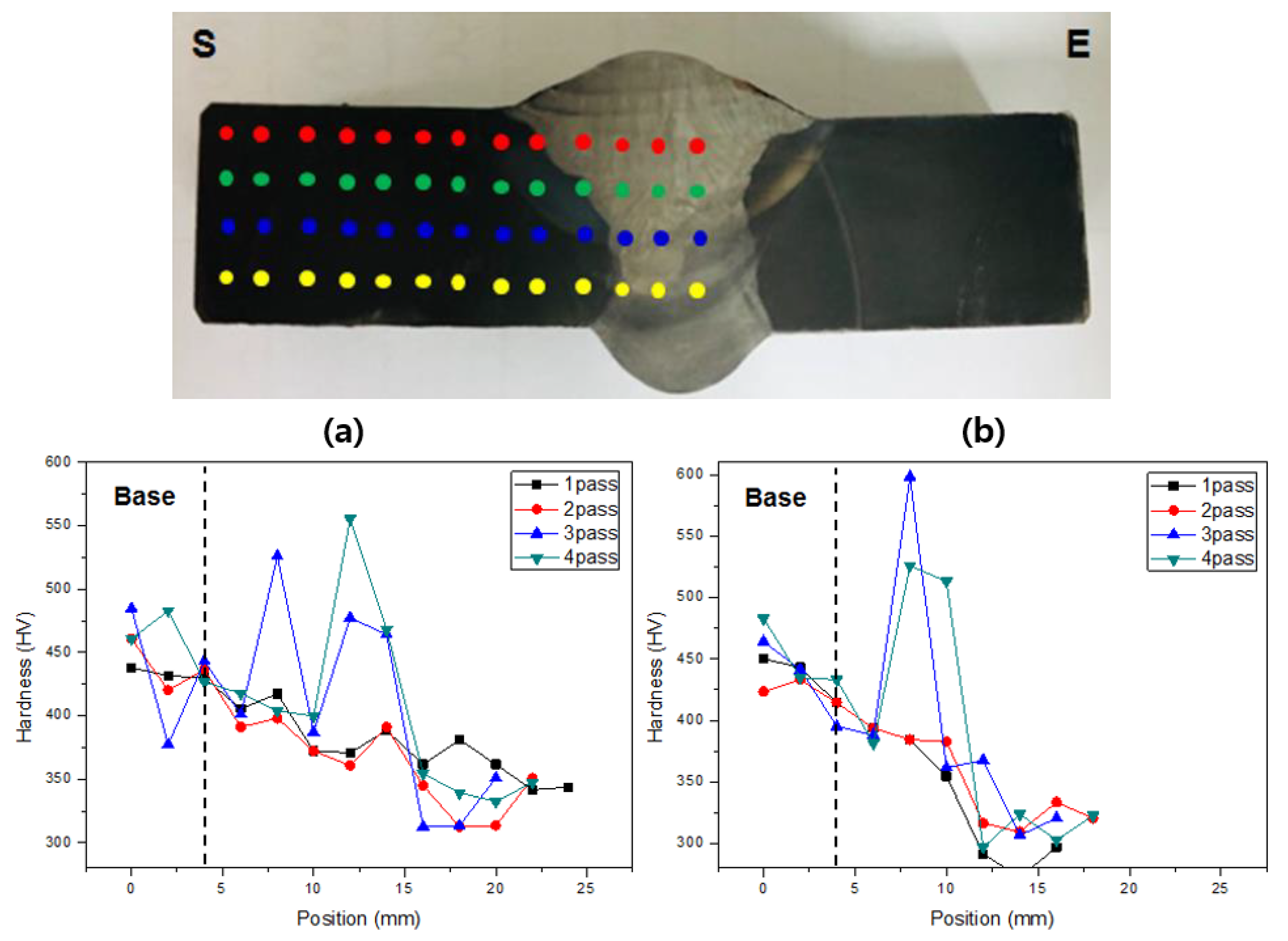
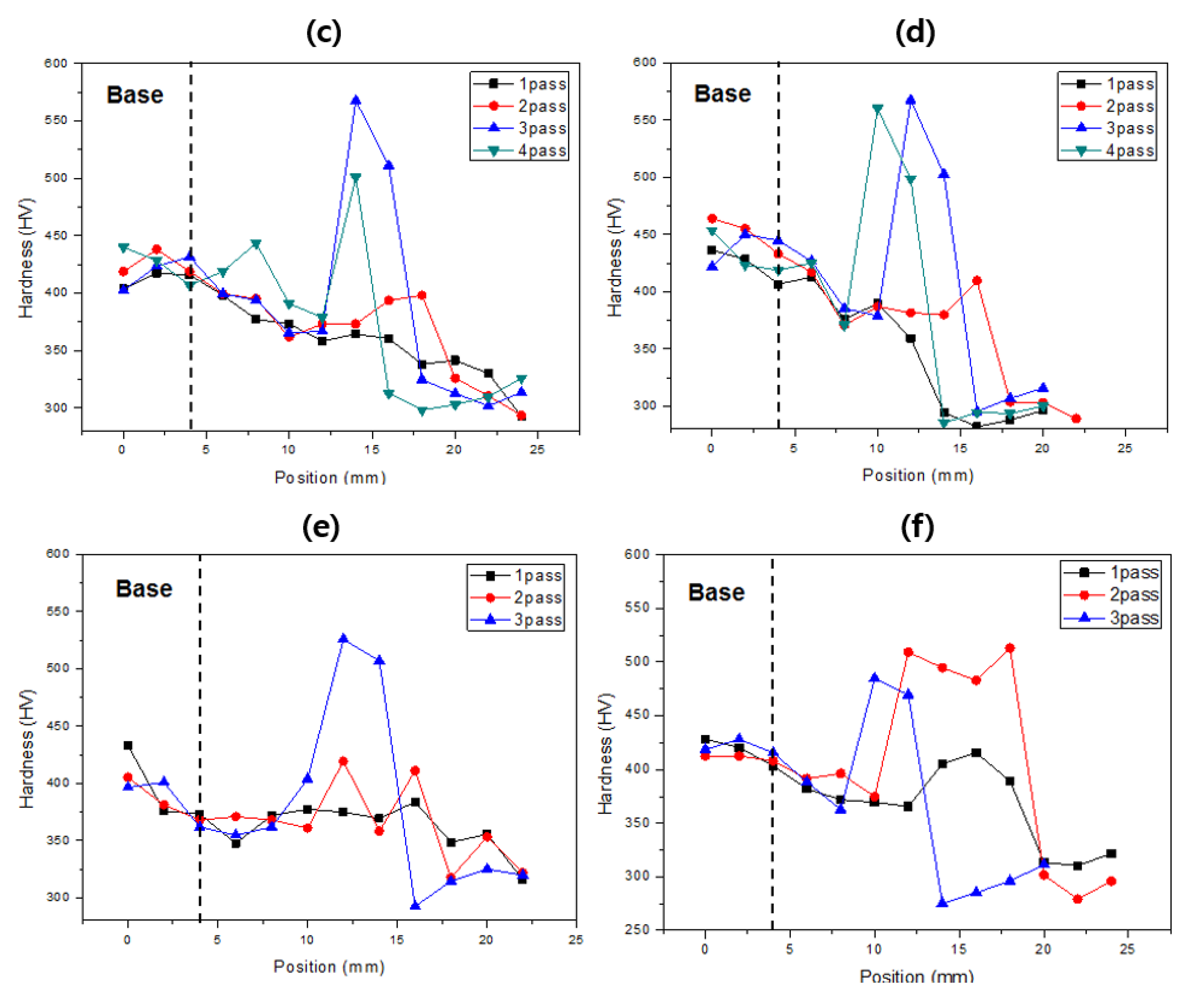
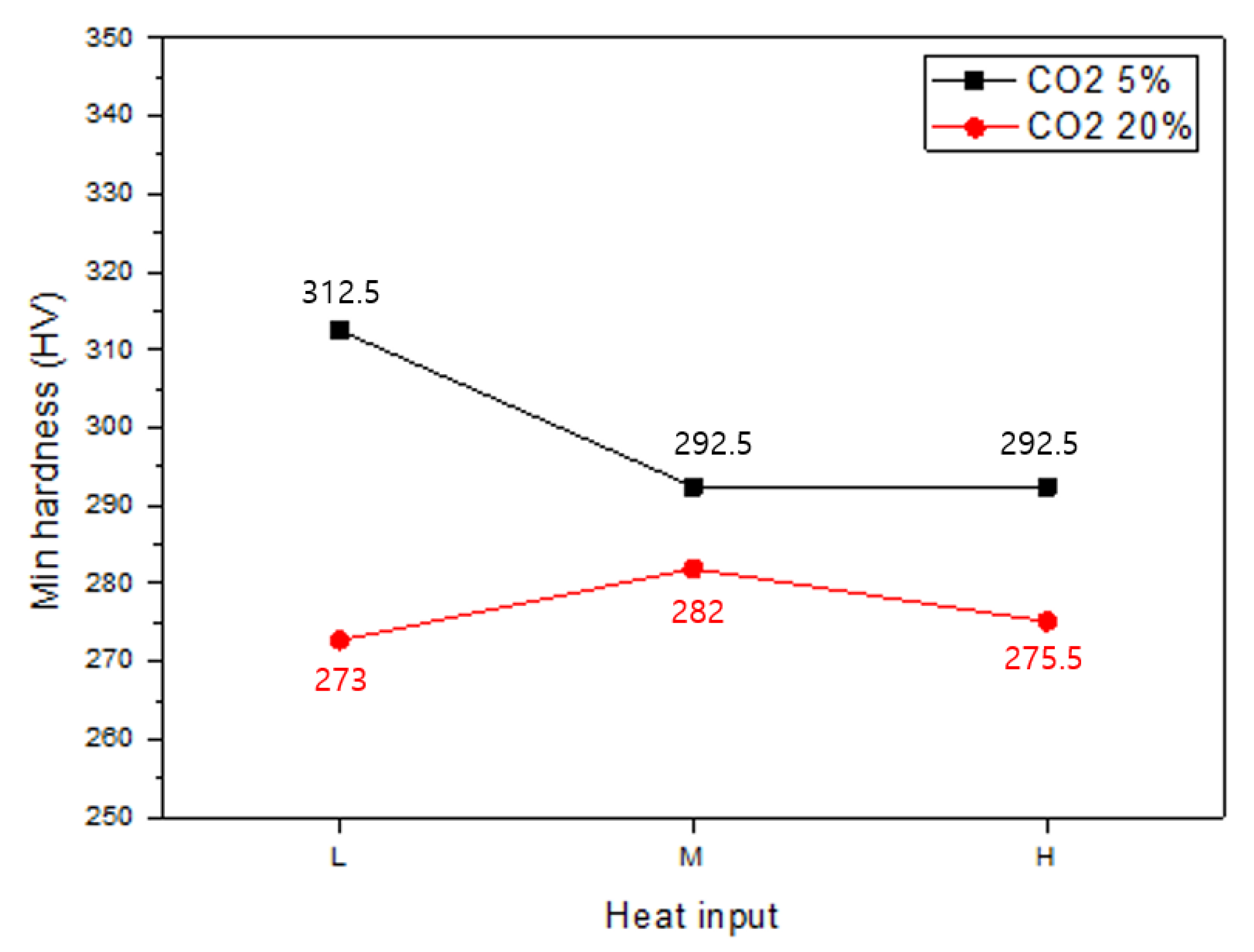
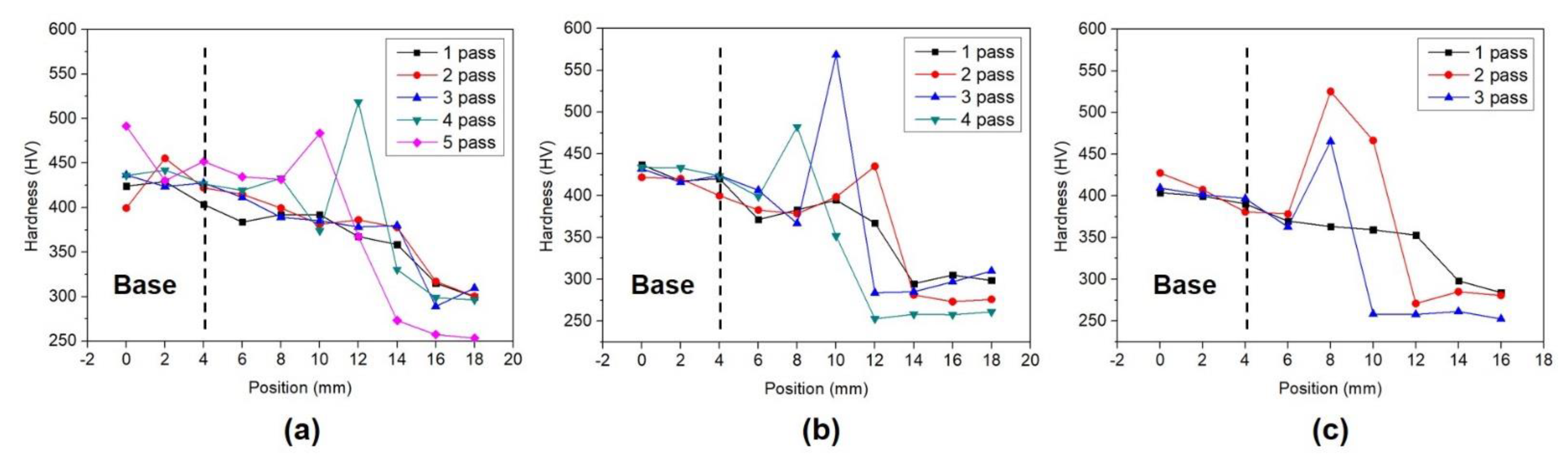
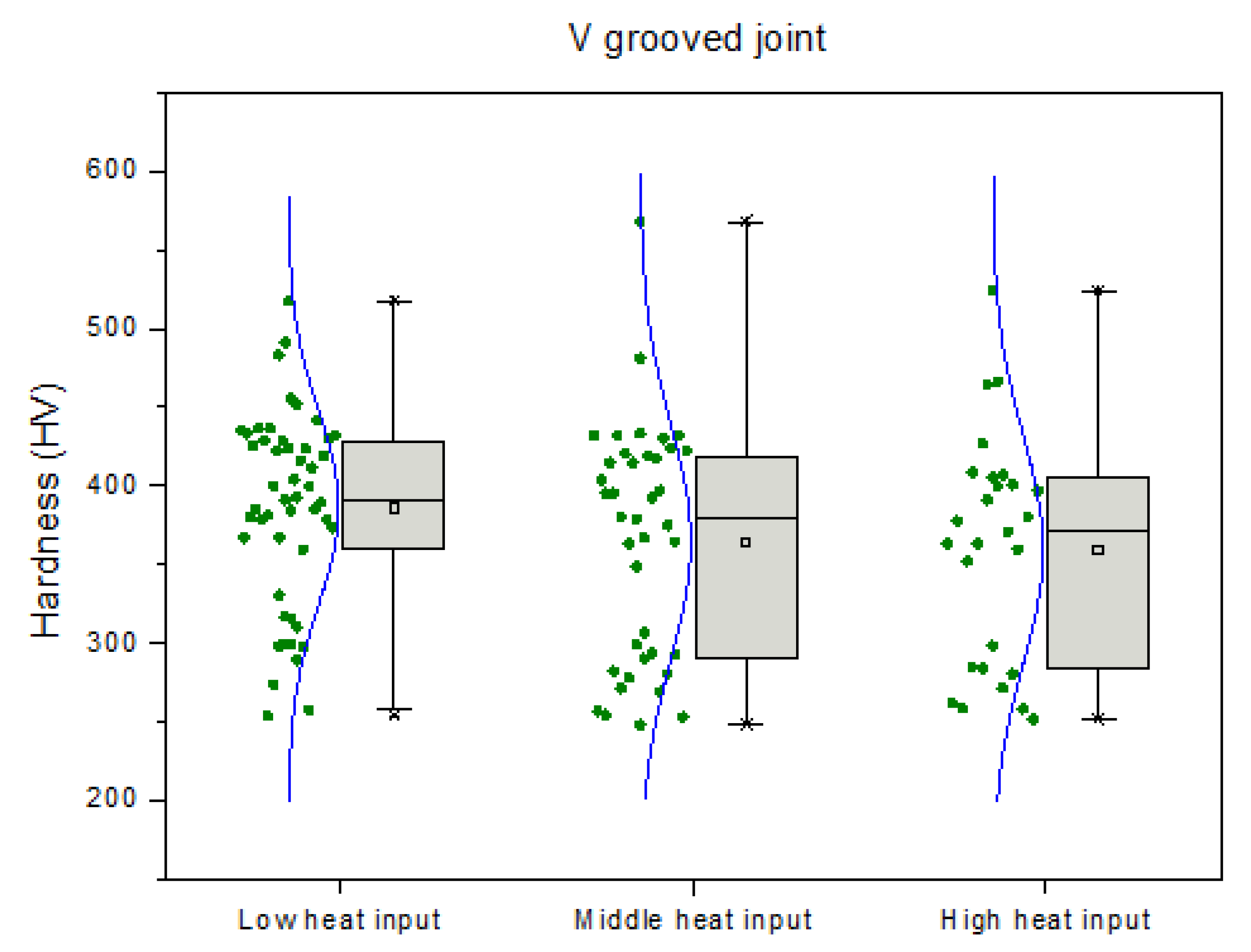
3.2.2. Hardness Analyses Results
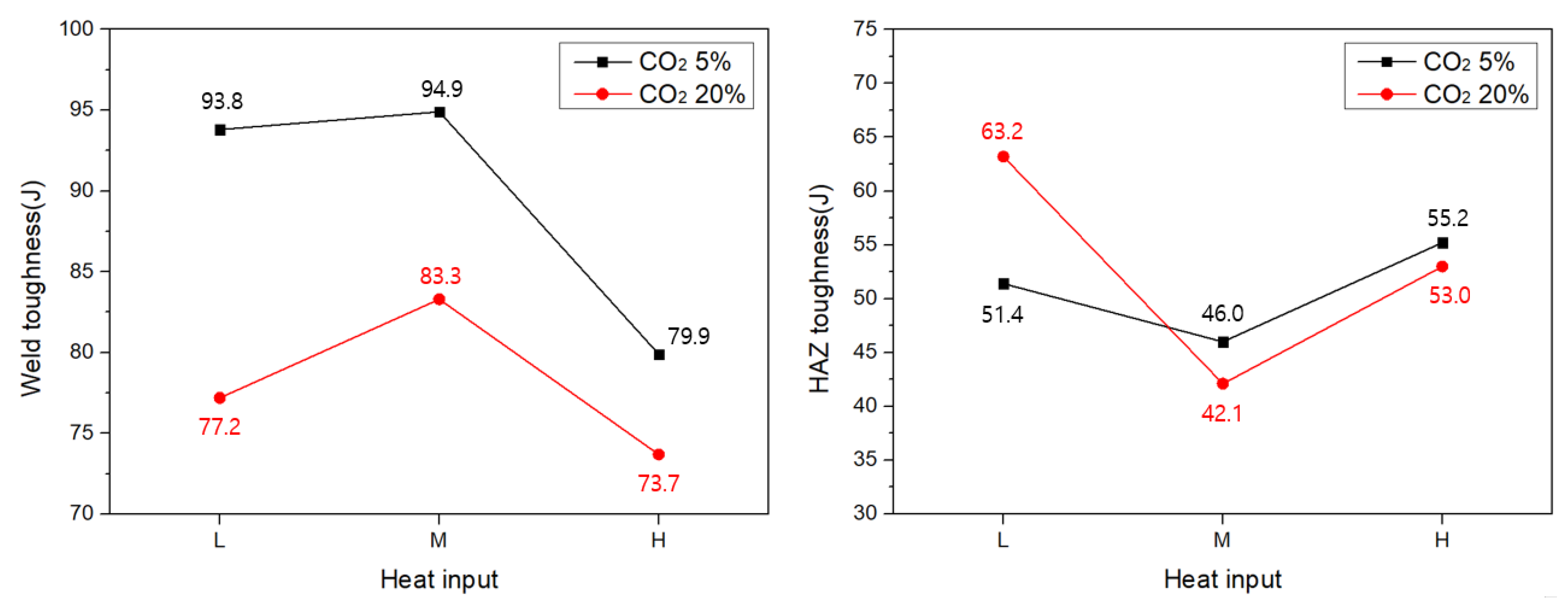
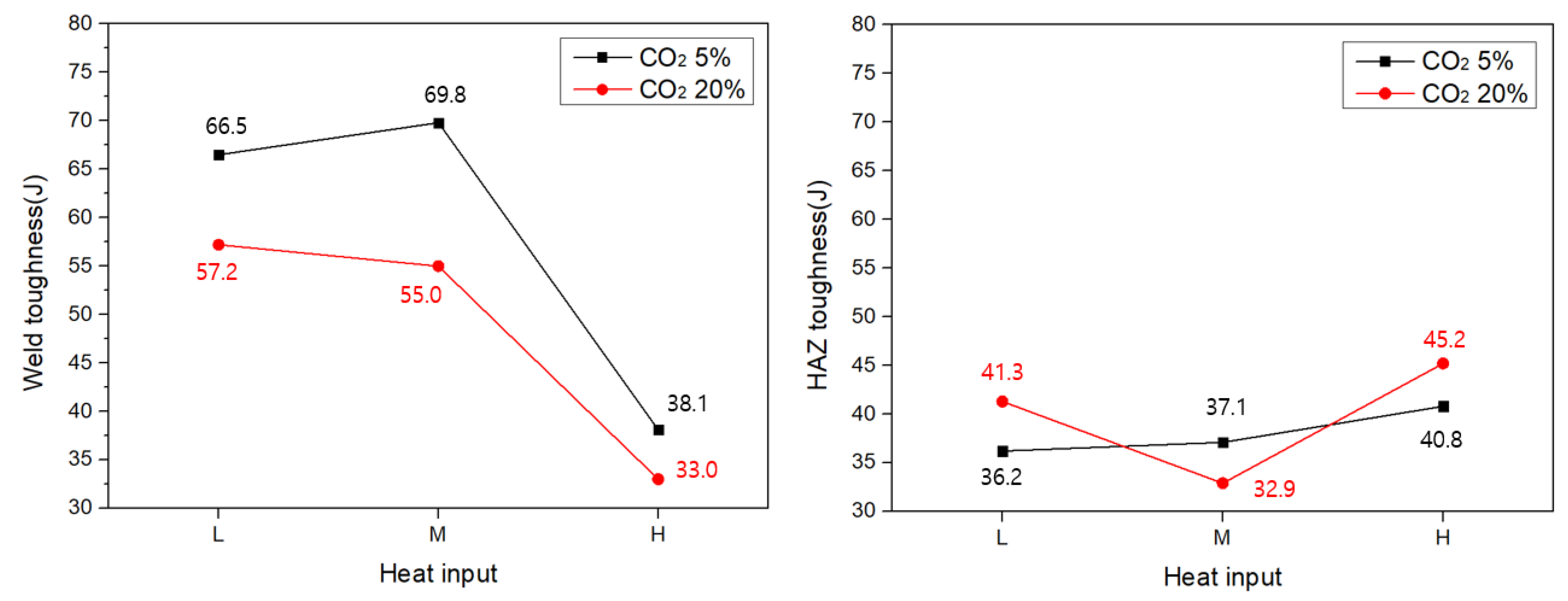
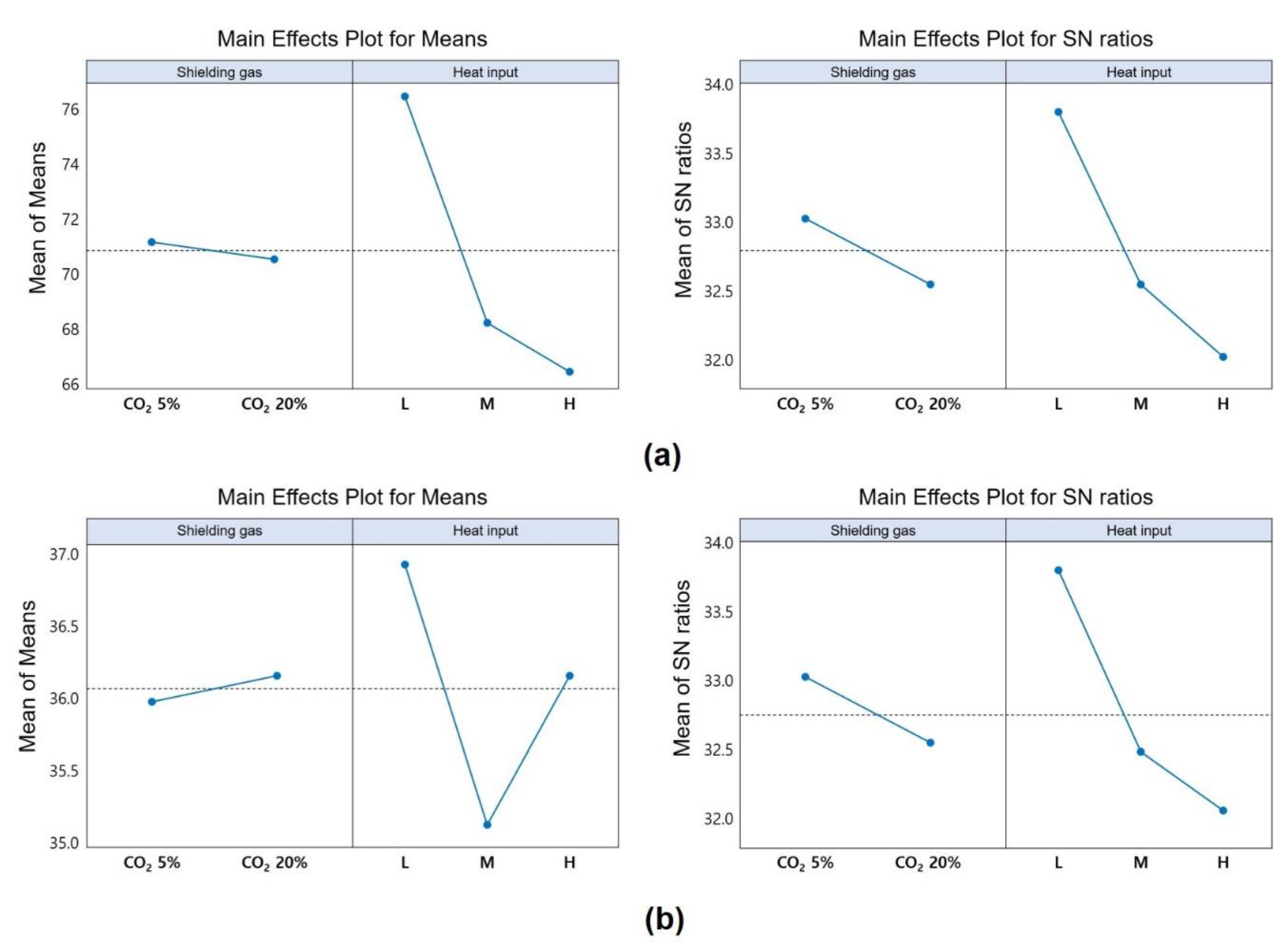
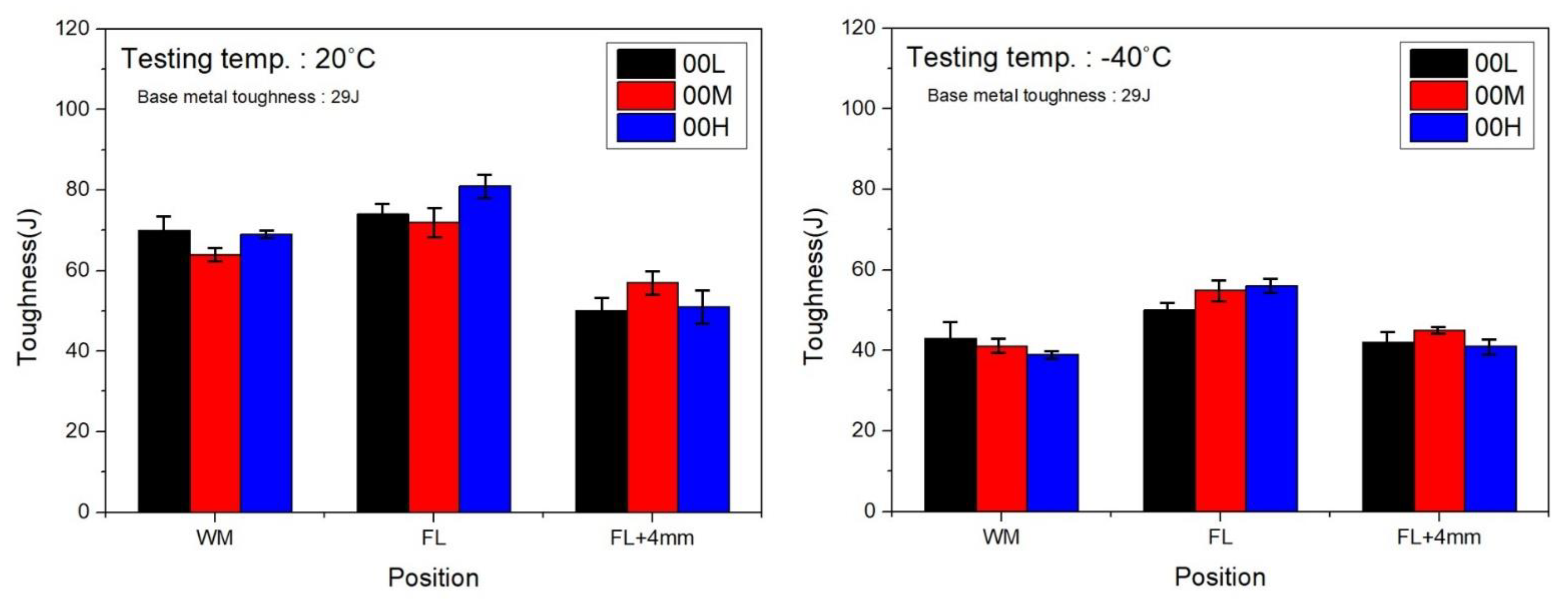
3.2.3. Impact Test Results
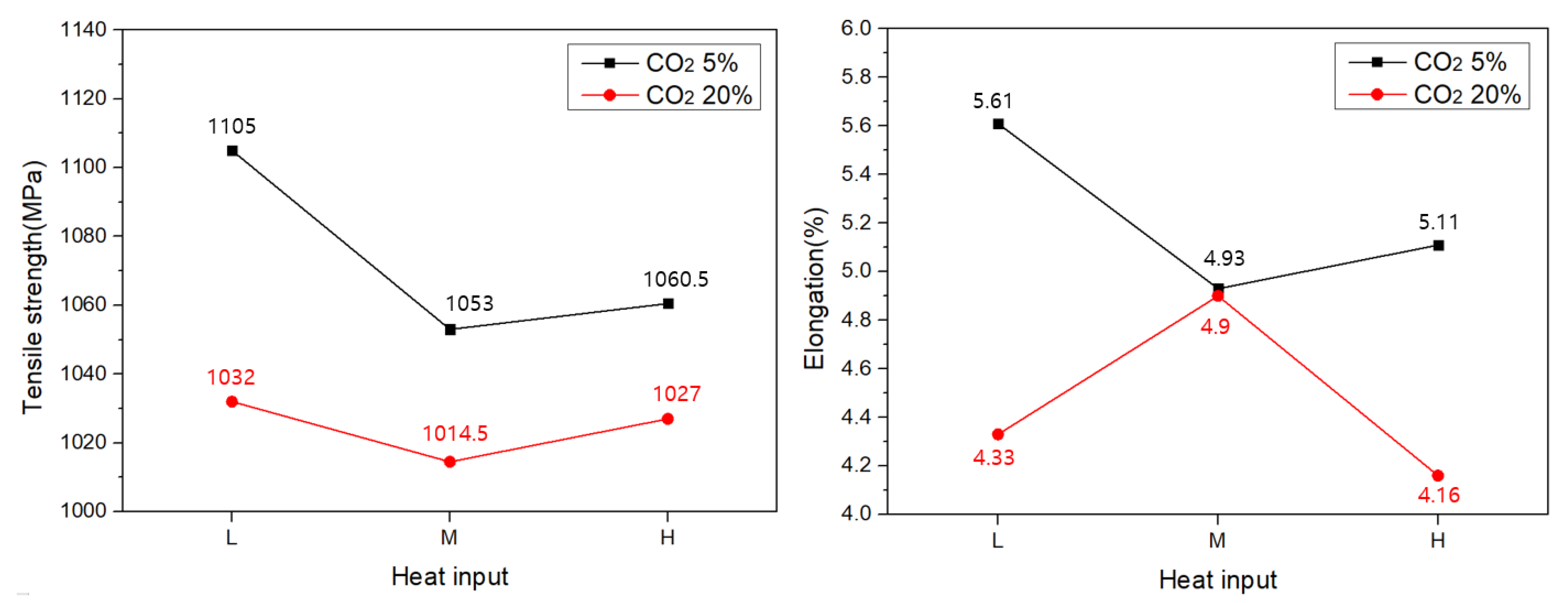
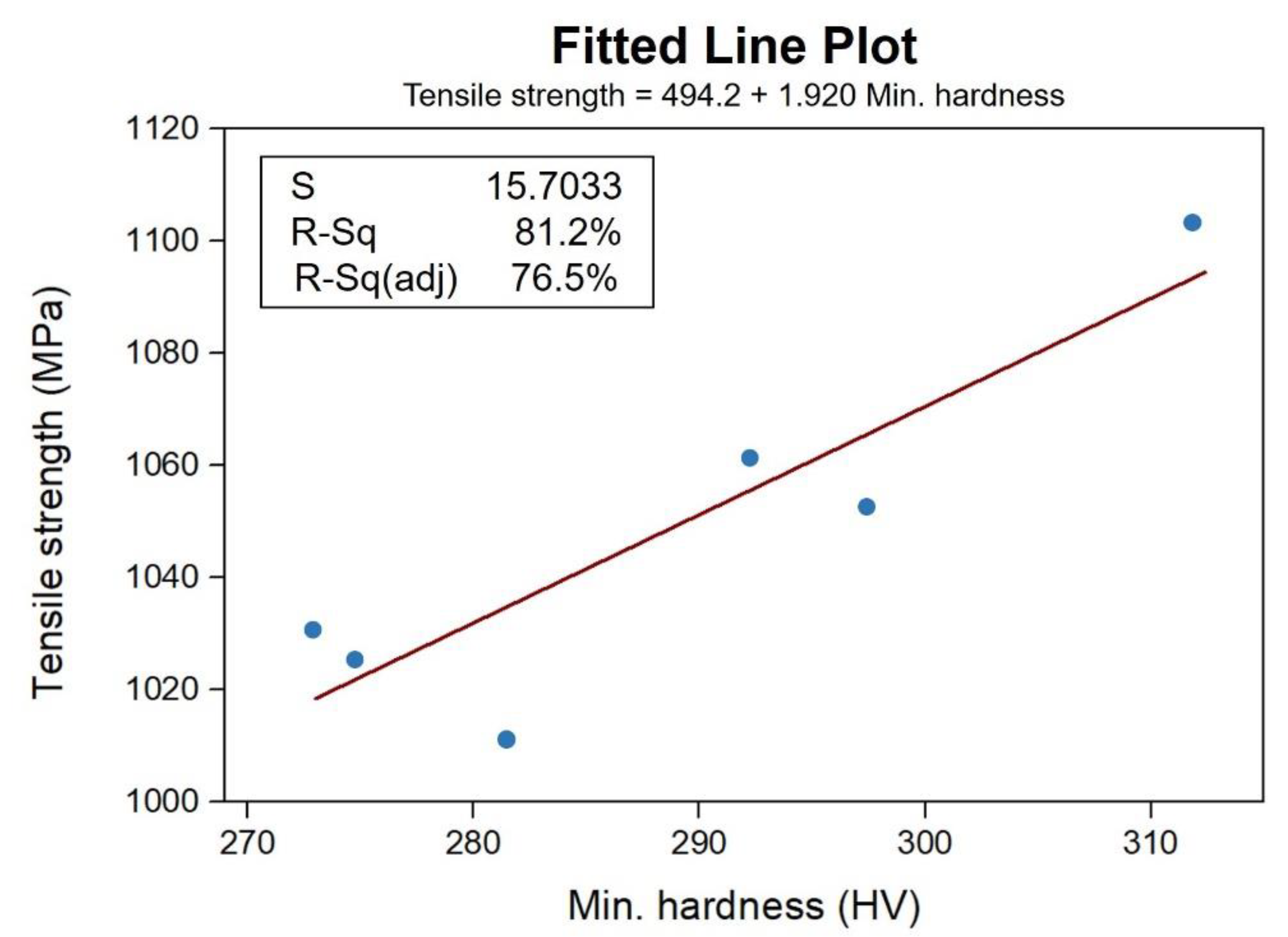
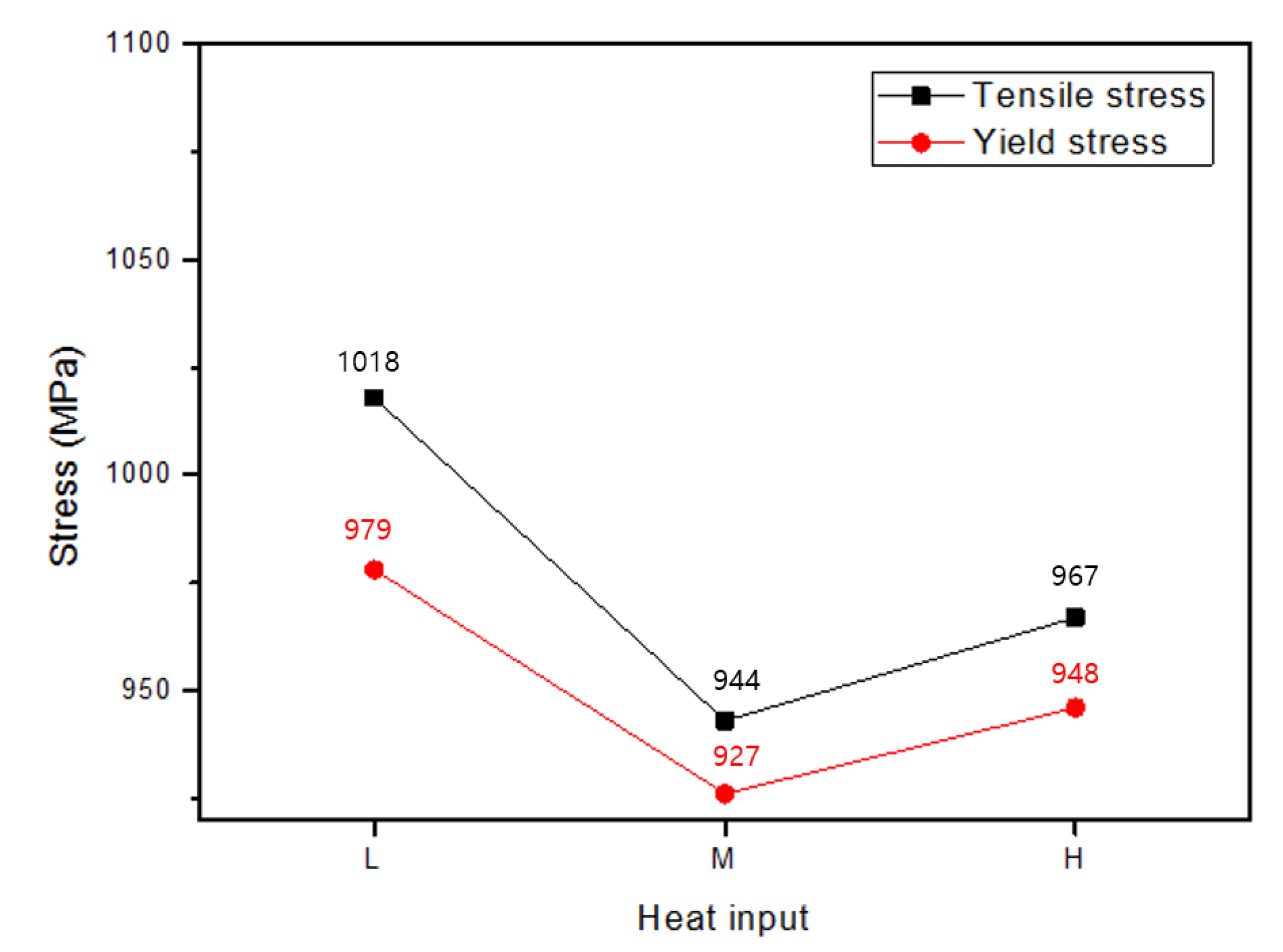
3.2.4. Tensile Test Results
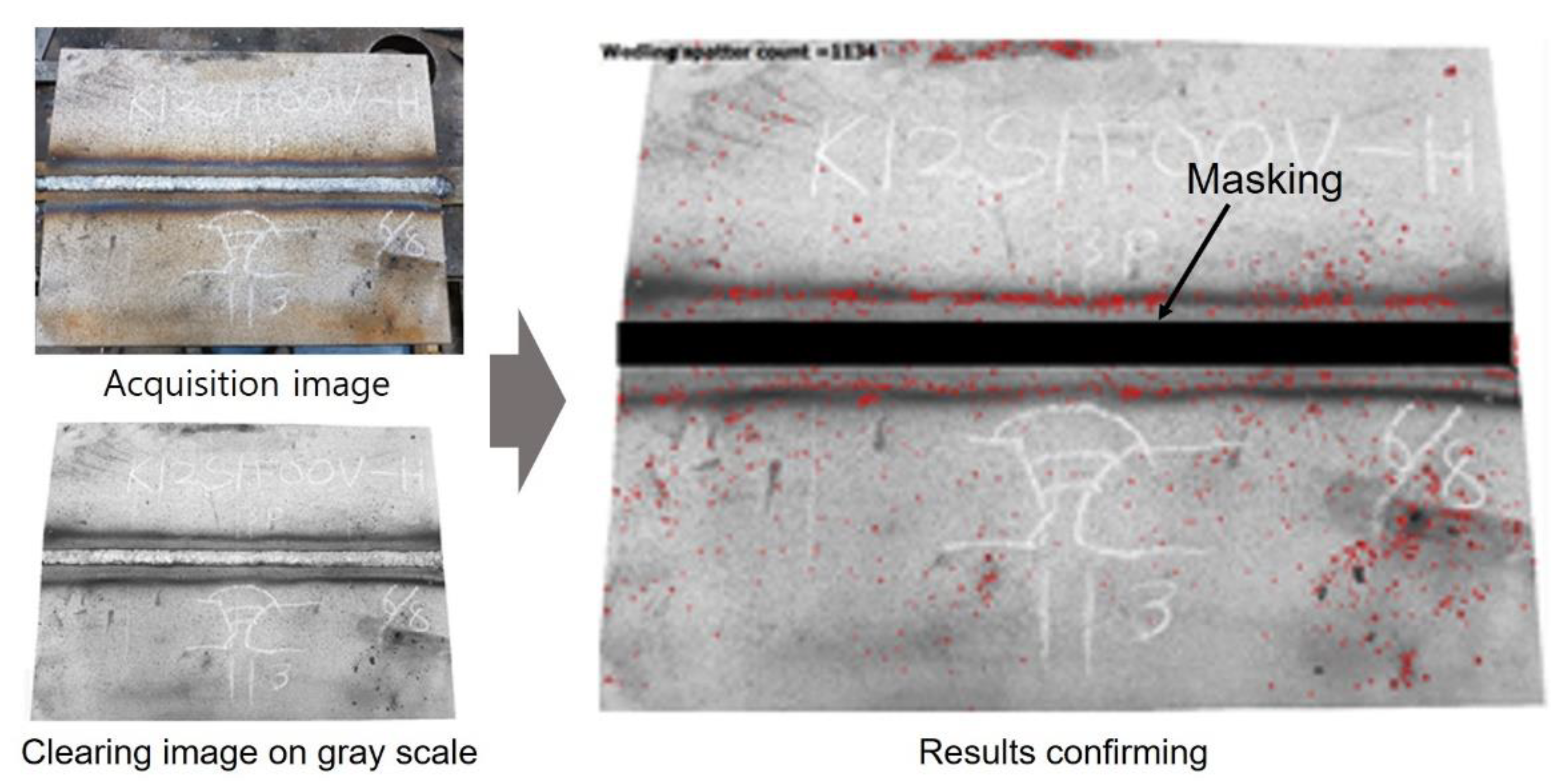
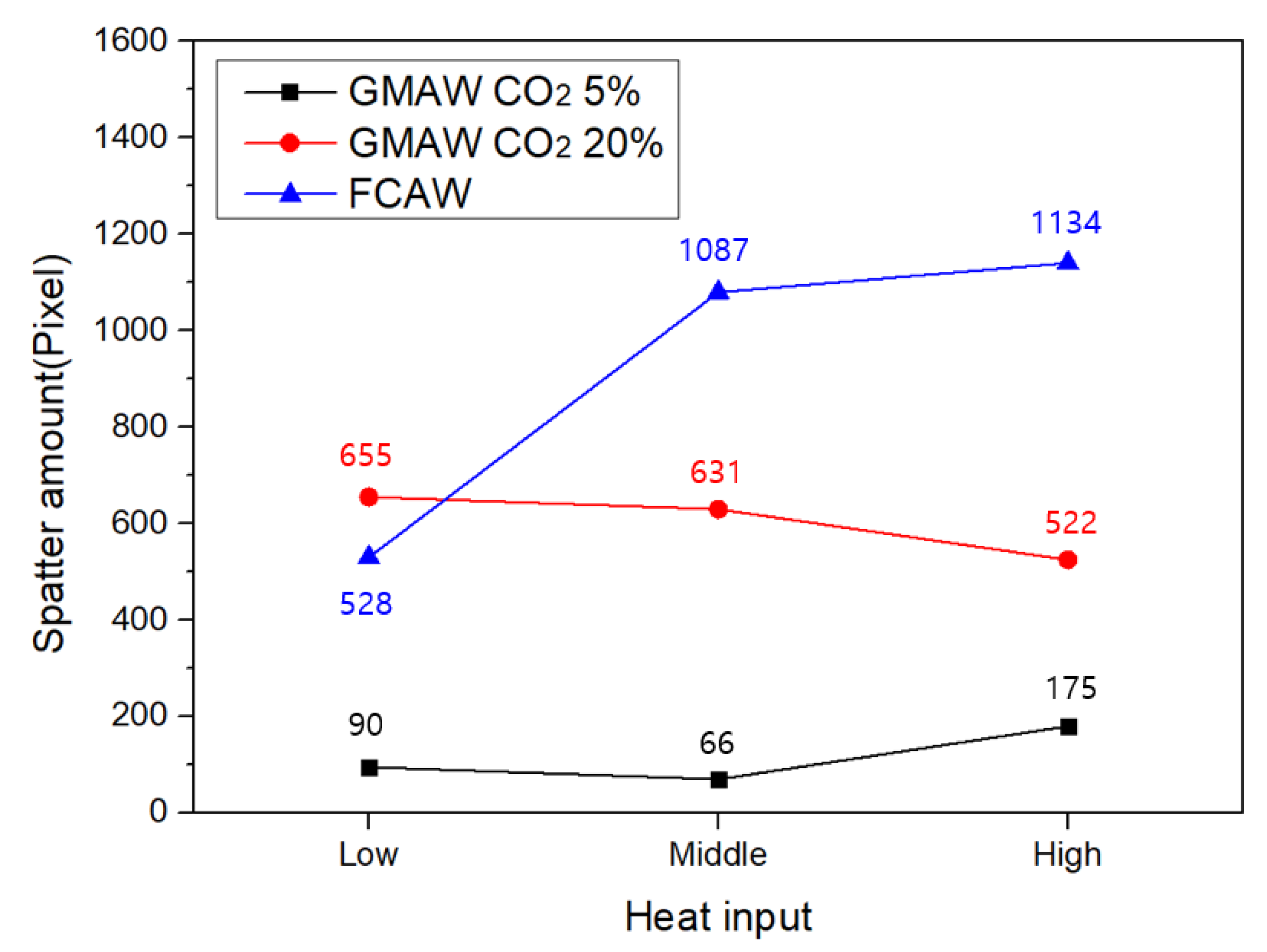
3.3. Weld Spatter Image Analyses
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhou, W.; Cleaver, C.J.; Dunant, C.F.; Allwood, J.M.; Lin, J. Cost, range anxiety and future electricity supply: A review of how today’s technology trends may influence the future uptake of BEVs. Renew. Sustain. Energy Rev. 2022, 173, 113074. [Google Scholar] [CrossRef]
- Joost, W.J. Reducing Vehicle Weight and Improving, U.S. Energy Efficiency Using Integrated Computational Materials Engineering. JOM 2012, 64, 1032–1038. [Google Scholar] [CrossRef]
- Prifti, J.J.; Squillacioti, R.; Cellitti, R. Improved Rolled Homogeneous Armor (IRHA) Steel Through Higher Hardness; United States Army Research Laboratory: Adelphi, MD, USA, 1997. [Google Scholar]
- Jeong, Y.; Kim, C.; Lee, S.; Jung, Y.; Park, C.; Lee, B.; Park, T.; Kim, H.; Cho, Y.T. Welding technical trend of high hardness armour steel for combat vehicle. J. Korea Inst. Mil. Sci. Technol. 2019, 22, 299–310. [Google Scholar] [CrossRef]
- Balakrishnan, M.; Balasubramanian, V.; Madhusuhan Reddy, G.M.; Sivakumar, K. Effect of buttering and hardfacing on ballistic performance of shielded metal arc welded armour steel joints. Mater. Des. 2011, 32, 469–479. [Google Scholar] [CrossRef]
- Cho, H.H.; Shin, Y.C.; Yi, H.J. STUD welding on high hardness armor steel of KWV. J. Korea Inst. Mil. Sci. Technol. 2016, 19, 567–573. [Google Scholar] [CrossRef]
- Lim, H.S.; Lee, J.M.; Song, Y.B.; Kim, H.K.; Hwang, B.C. Effect of tempering temperature on the microstructure and mechanical properties of ARMOX 500T armor plate. Korean J. Mater. Res. 2017, 27, 357–361. [Google Scholar]
- Robledo, D.M.; Gomez, J.A.S.; Barrada, J.E.G. Development of a welding procedure for MIL A 46100 armor steel joints using gas metal arc welding. Dyna 2011, 78, 65–71. [Google Scholar]
- Kuzemikova, L. An Investigation of the Weldability of High Hardness Armour Steels. Ph.D. Thesis, University of Wollongong, Wollongong, Australia, 2013. [Google Scholar]
- Gedeon, S.A.; Catalano, J.E. Reduction of M1 Weld Fabrication Costs: The Effect of Weld Shielding Gas Composition; US Army Material Technology Lab: Watertown, MA, USA, 1998.
- Madhusudhan Reddy, G.M.; Mohandas, T.; Papukutty, K.K. Effect of welding process on the ballistic performance of high-strength low-alloy steel weldments. J. Mater. Process. Technol. 1998, 74, 27–35. [Google Scholar] [CrossRef]
- Alkemade, S.J. The Weld Cracking Susceptibility of High Hardness Armour Steel; Defence Science and Technology Organization: Sydney, Australia, 1996; p. 24.
- Arif, N.; Chung, H. Alternating current-gas metal arc welding for application to thick plates. J. Mater. Process. Technol. 2015, 222, 75–83. [Google Scholar] [CrossRef]
- Bai, X.; Zhang, H.; Wang, G. Modeling of the moving induction heating used as secondary heat source in weld-based additive manufacturing. Int. J. Adv. Manuf. Technol. 2015, 77, 717–727. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balasubramanian, V.; Madhusudhanreddy, G.M. Hydrogen induced cold cracking studies on armour grade high strength, quenched and tempered steel weldments. Int. J. Hydrog. Energy. 2008, 33, 1897–1908. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balasubramanian, V.; Reddy, G.M.; Balasubramanian, T.S. Effect of welding processes and consumables on tensile and impact properties of high strength quenched and tempered steel joints. J. Iron Steel Res. Int. 2008, 15, 87–94. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balasubramanian, V.; Madhusudhan Reddy, G.M. Effect of welding processes and consumables on high cycle fatigue life of high strength, quenched and tempered steel joints. Mater. Des. 2008, 29, 1821–1827. [Google Scholar] [CrossRef]
- Kwak, Y.; Lee, S.H.; Kang, M. Effects of Shielding Gases on the Weldability of Laser Welded Austenitic Stainless Steel. J. Weld. Join. 2022, 40, 525–532. [Google Scholar] [CrossRef]
- Cui, S.; Pang, S.; Pang, D.; Tian, F.; Yu, Y. The Microstructure and Pitting Corrosion Behavior of K-TIG Welded Joints of the UNS S32101 Duplex Stainless Steel. Materials 2023, 16, 250. [Google Scholar] [CrossRef]
- Veiga, F.; Suarez, A.; Aldalur, E.; Artaza, T. Wire arc additive manufacturing of invar parts: Bead geometry and melt pool monitoring. J. Meas. 2022, 189, 110452. [Google Scholar] [CrossRef]
- Dinovitzer, M.; Chen, X.; Laliberte, J.; Huang, X.; Frei, H. Effect of wire and arc additive manufacturing (WAAM) process parameters on bead geometry and microstructure. Addit. Manuf. 2019, 26, 138–146. [Google Scholar] [CrossRef]
- Srivastavva, S.; Garg, R.K.; Sachdeva, A.; Sharma, V.S. Distribution of Residual Stress in Wire-Arc Additively Manufactured Small-Scale Component: Single- Versus Multi-Level Heat Input. J. Manuf. Sci. Eng. 2022, 145, 021008. [Google Scholar] [CrossRef]
- Seo, B.W.; Kim, D.-Y.; Kim, C.; Kim, S.; Cho, Y.T. Development of seam tracking device in asynchronous tandem welding with arc sensing. Sci. Rep. 2022, 12, 18637. [Google Scholar] [CrossRef]
- Garzon, C.M.; Giraldo, J.E. Numerical and experimental analysis of microstructure evolution during arc welding in armor plate steels. J. Mater. Process. Technol. 2009, 209, 1688–1700. [Google Scholar] [CrossRef]
- Cabrilo, A.; Geric, K.; Jovanovic, M.; Vukic, L. Weldability and impact energy properties of high-hardness armor steel. J. Mater. Eng. Perform. 2018, 27, 1281–1295. [Google Scholar] [CrossRef]
- Bassett, J. Laser welding of high hardness armour steel. Sci. Technol. Weld. Join. 1998, 3, 244–248. [Google Scholar] [CrossRef]
- Naveen Kumar, S.; Balasubramanian, V.; Malarvizhi, S.; Hafeezur Rahman, A.; Balaguru, V. Influence of microstructural characteristics on ballistic performance and its mode of failure in shielded metal arc welded ultra-high hard armor steel joints. Trans. Indian Inst. Met. 2021, 74, 909–921. [Google Scholar] [CrossRef]
- US Department of Defense. MIL-A-12560H—Armor Plate, Steel, Wrought, Homogeneous; US Department of Defense: Washington, DC, USA, 1990.
- US Department of Defense. MIL-A-46100D—Armor Plate, Steel, Wrought, High Hardness; US Department of Defense: Washington, DC, USA, 1988.
- Australian Department of Defence Australian Defence Standard: Discovery Eye Foundation: Australia 8030, Rolled Armour Plate, Steel (3–35 mm); Australian Department of Defence: Canberra, Australia, 2005.
- UK Ministry of Defence. UK Defence Standard, DEF STAN 95–24, Armour Plate, Steel (3–160 mm); UK Ministry of Defence: London, UK, 2004.
- US Army Tank-Automotive and Armaments Command. Tacom Drawing 12479550, Ground Combat Vehicle Welding Code-Steel; US Army Tank-Automotive and Armaments Command: Warren, MI, USA, 2006. [Google Scholar]
- Pickin, C.G.; Williams, S.W.; Lunt, M. Characterisation of the cold metal transfer (CMT) process and its application for low dilution cladding. J. Mater. Process. Technol. 2011, 211, 496–502. [Google Scholar] [CrossRef]
- Schieril, A. The CMT process a revolution in welding technology. Weld. Word. 2005, 49, 38. [Google Scholar]
- Azar, A.S. A heat source model for cold metal transfer (CMT) welding. J. Therm. Anal. Calorim. 2015, 122, 741–746. [Google Scholar] [CrossRef]
- Schweier, M.; Heins, J.F.; Haubold, M.W.; Zaeh, M.F. Spatter formation in laser welding with beam oscillation. Phys. Procedia 2013, 41, 20–30. [Google Scholar] [CrossRef]
- Ersoy, U.; Hu, S.J.; Kannatey-Asibu, E. Observation of arc start instability and spatter generation in GMAW. Weld. Res. 2008, 4, 51–56. [Google Scholar]
- Era, T.; Ueyama, T. Spatter reduction in GMAW by current waveform control. Weld Int. 2007, 21, 496–501. [Google Scholar] [CrossRef]
- Tan, Z.; Fang, Q.; Li, H.; Liu, S.; Zhu, W.; Yang, D. Neural network based image segmentation for spatter extraction during laser-based powder bed fusion processing. Opt. Laser Technol. 2020, 130, 106347. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solid Wire | Flux Cored Wire | |
|---|---|---|
| Tensile strength (MPa) | 830 | 864 |
| Elongation (%) | 12 | 19 |
| C | Mn | Si | Ni | Mo | S | P | |
|---|---|---|---|---|---|---|---|
| Solid wire | 0.06 | 1.48 | 0.003 | 3.42 | 0.57 | 0.003 | 0.002 |
| Flux cored wire | 0.03 | 1.69 | 0.39 | 2.66 | 0.67 | 0.006 | 0.010 |
| Welding Mode | Shielding Gas | Joint | Heat Input (kJ/cm) |
|---|---|---|---|
| GMAW (3pass) | Ar 98% + O2 2% | Butt | 14.0~15.5 |
| Ar 95% + CO2 5% | Butt | 12.8~17.7 |
| Welding Mode | Shielding Gas | Joint | Heat Input (kJ/cm) | Specimen Name | Pass | |
|---|---|---|---|---|---|---|
| GMAW | Ar 95% + CO2 5% | Butt | L | 11.1~12.6 | 05L | 4 |
| M | 13.3~16.9 | 05M | 4 | |||
| H | 19.2~20.6 | 05H | 3 | |||
| Ar 80% + CO2 20% | Butt | L | 10.6~13.6 | 20L | 4 | |
| M | 14.2~16.8 | 20M | 4 | |||
| H | 17.6~20.6 | 20H | 3 | |||
| FCAW | CO2 100% | Butt | L | 10.0~13.0 | 00L | 5 |
| M | 15.1~16.7 | 00M | 4 | |||
| H | 17.4~19.3 | 00H | 3 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Son, H.J.; Jeong, Y.C.; Seo, B.W.; Hong, S.-T.; Kim, Y.-C.; Cho, Y.T. Weld Quality Analysis of High-Hardness Armored Steel in Pulsed Gas Metal Arc Welding. Metals 2023, 13, 303. https://doi.org/10.3390/met13020303
Son HJ, Jeong YC, Seo BW, Hong S-T, Kim Y-C, Cho YT. Weld Quality Analysis of High-Hardness Armored Steel in Pulsed Gas Metal Arc Welding. Metals. 2023; 13(2):303. https://doi.org/10.3390/met13020303
Chicago/Turabian StyleSon, Hwi Jun, Young Cheol Jeong, Bo Wook Seo, Sung-Tae Hong, Yu-Chan Kim, and Young Tae Cho. 2023. "Weld Quality Analysis of High-Hardness Armored Steel in Pulsed Gas Metal Arc Welding" Metals 13, no. 2: 303. https://doi.org/10.3390/met13020303