
Effect of Laser Surface Texturing on Schmid Factor and Plastic Deformation Mechanisms on AISI 301LN Steel


Abstract
:1. Introduction
2. Experimental Details
3. Results and Discussion
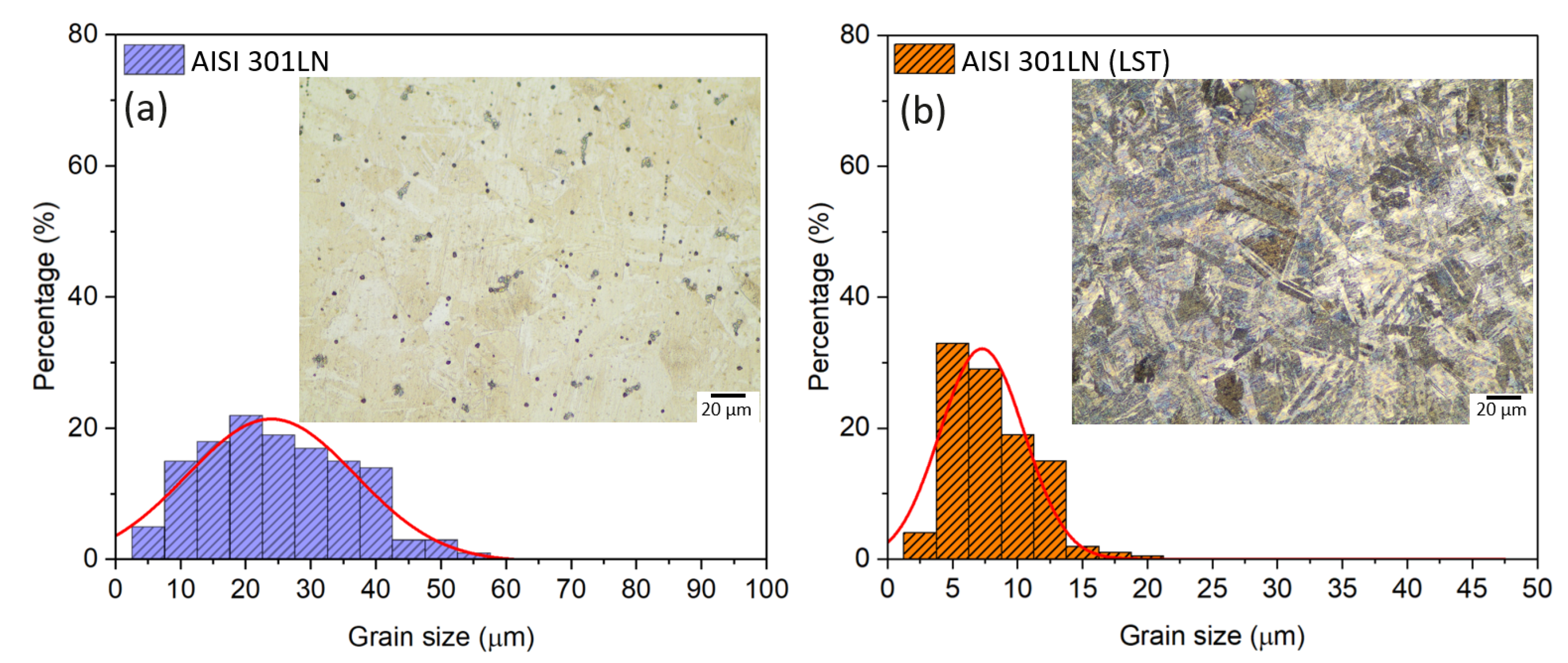
3.1. Microstructure
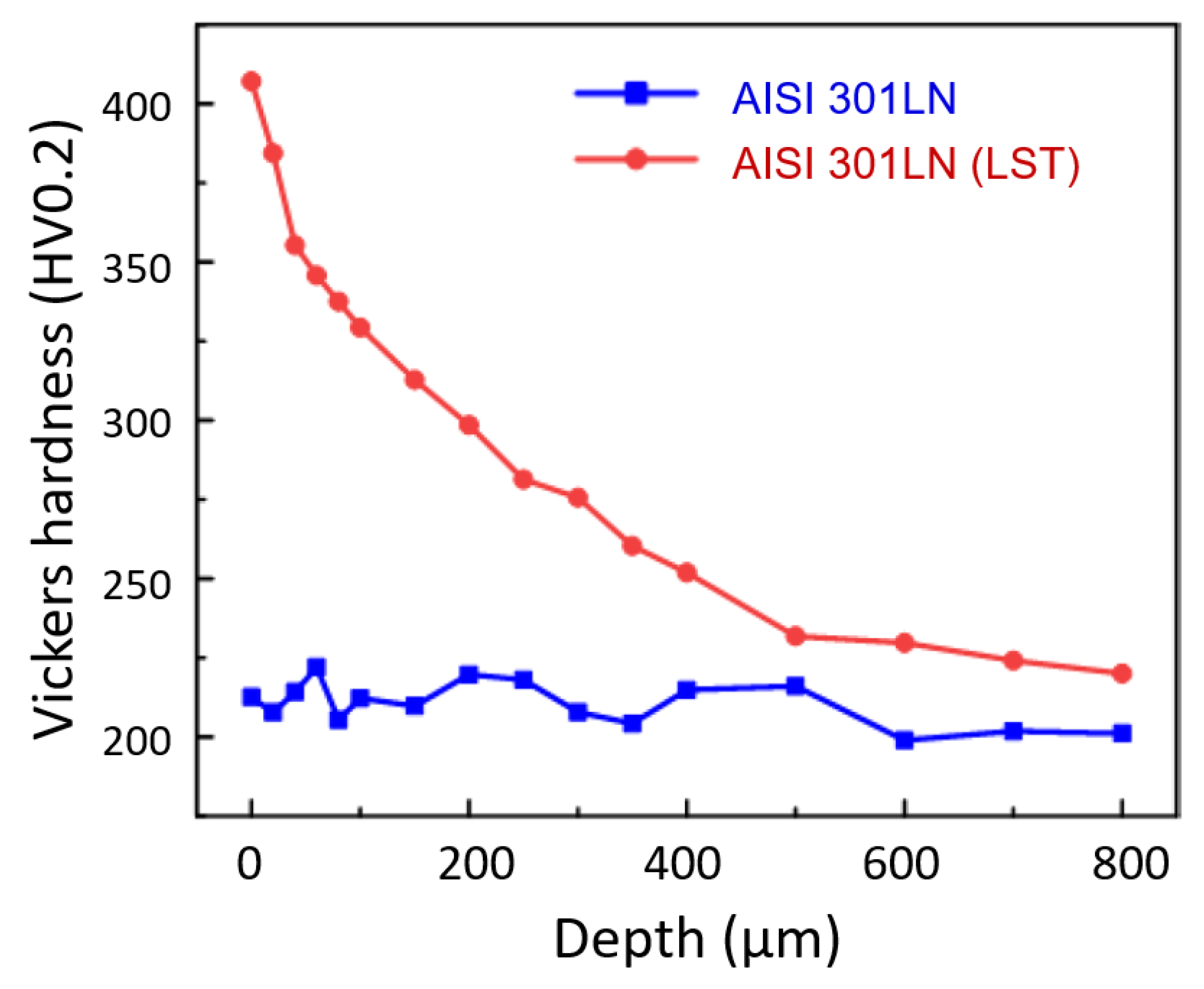
3.2. Microhardness
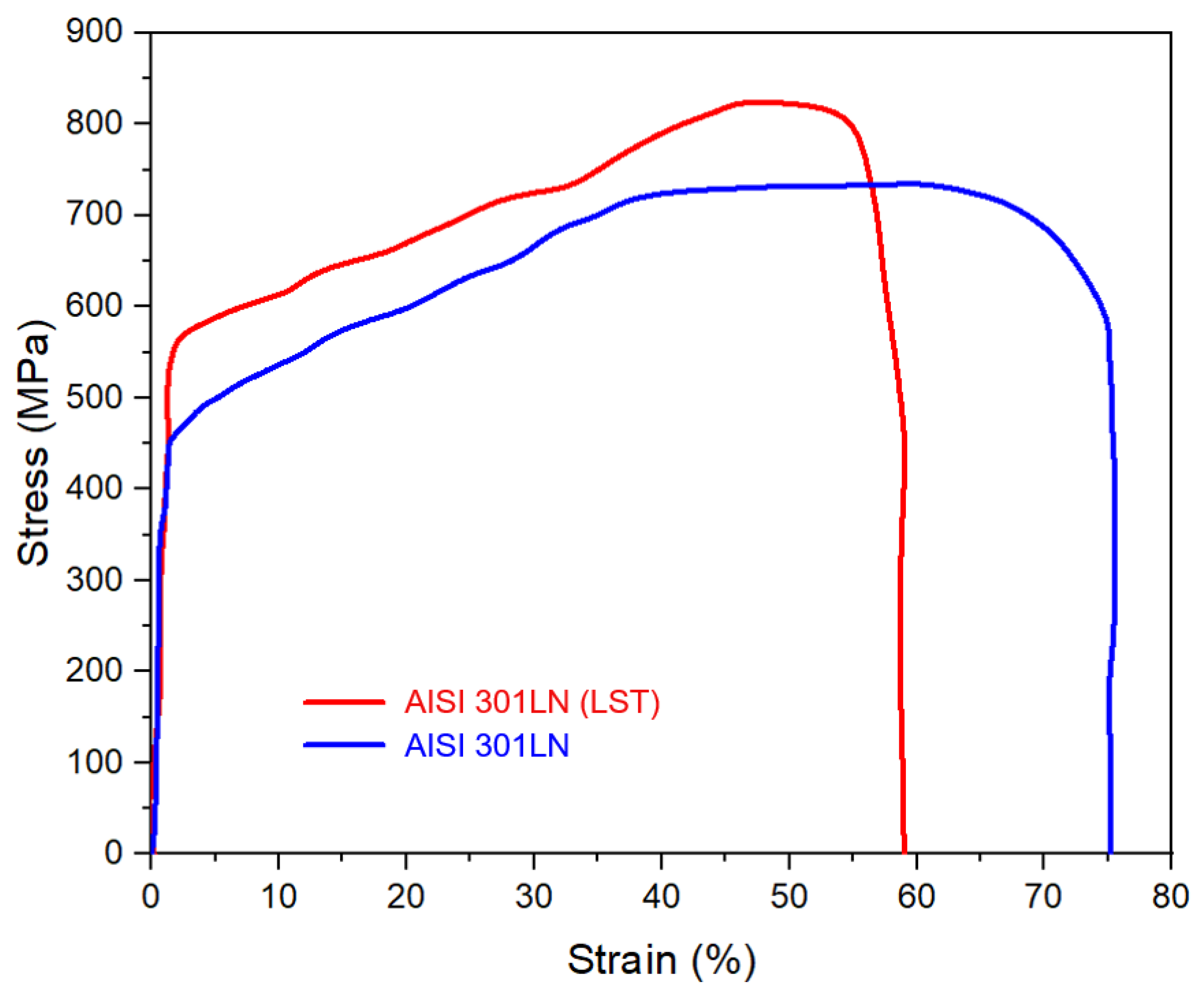
3.3. Tensile Test Analysis
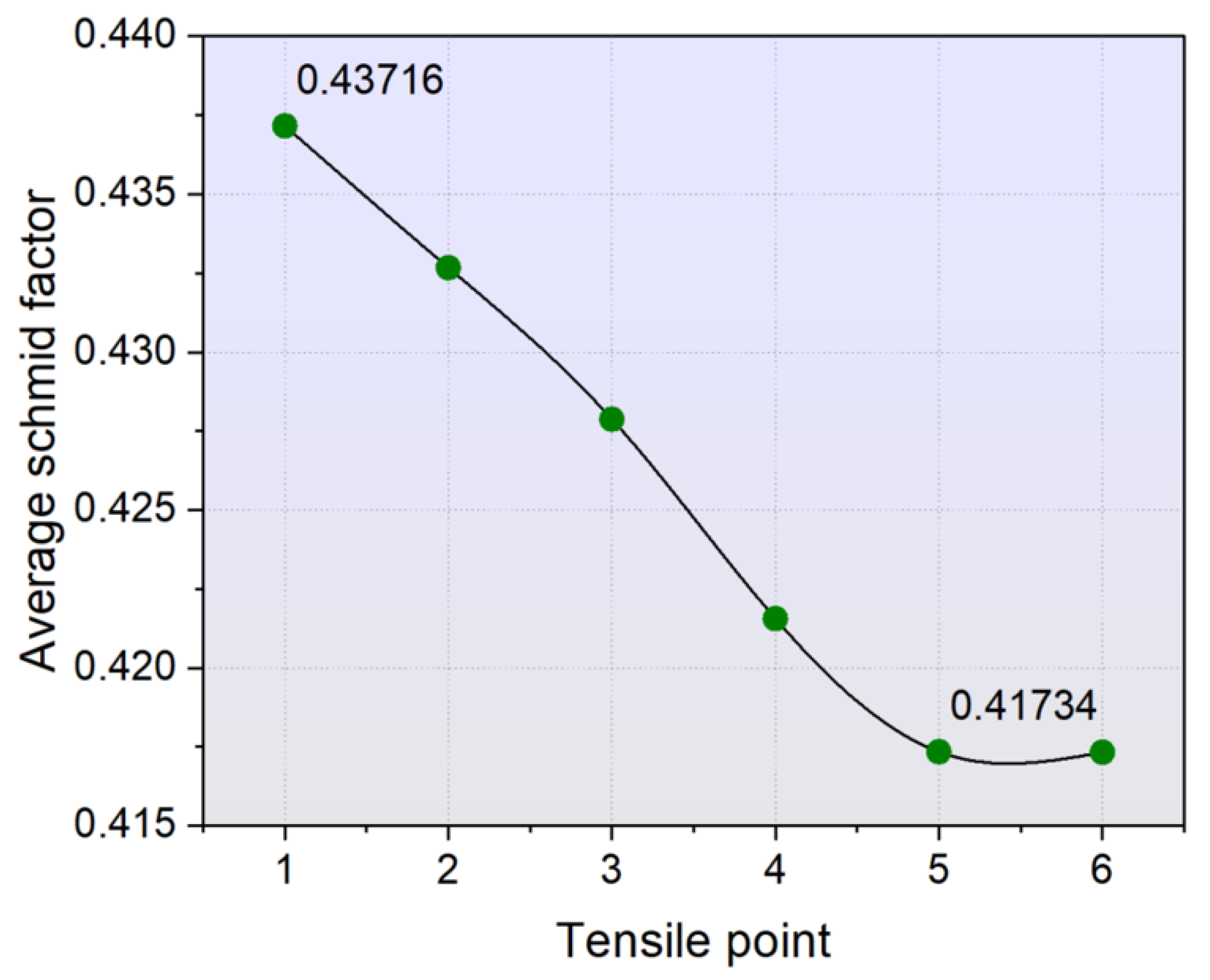
3.4. Crystallographic Orientation
3.5. Analysis of Grain Characteristics
4. Conclusions
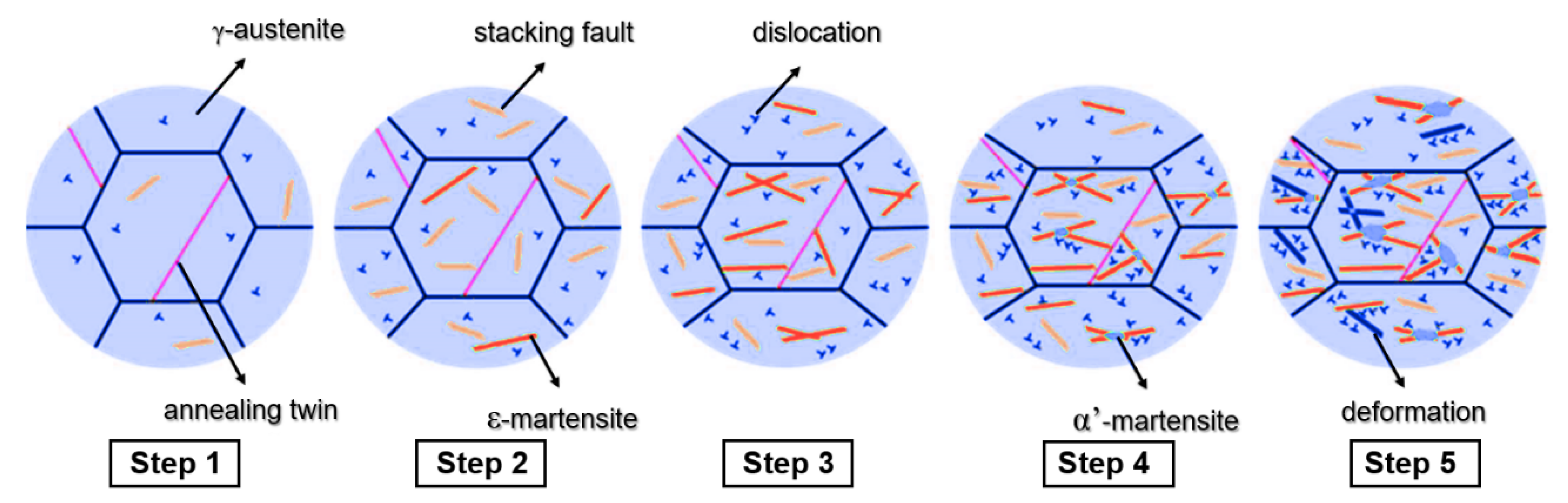
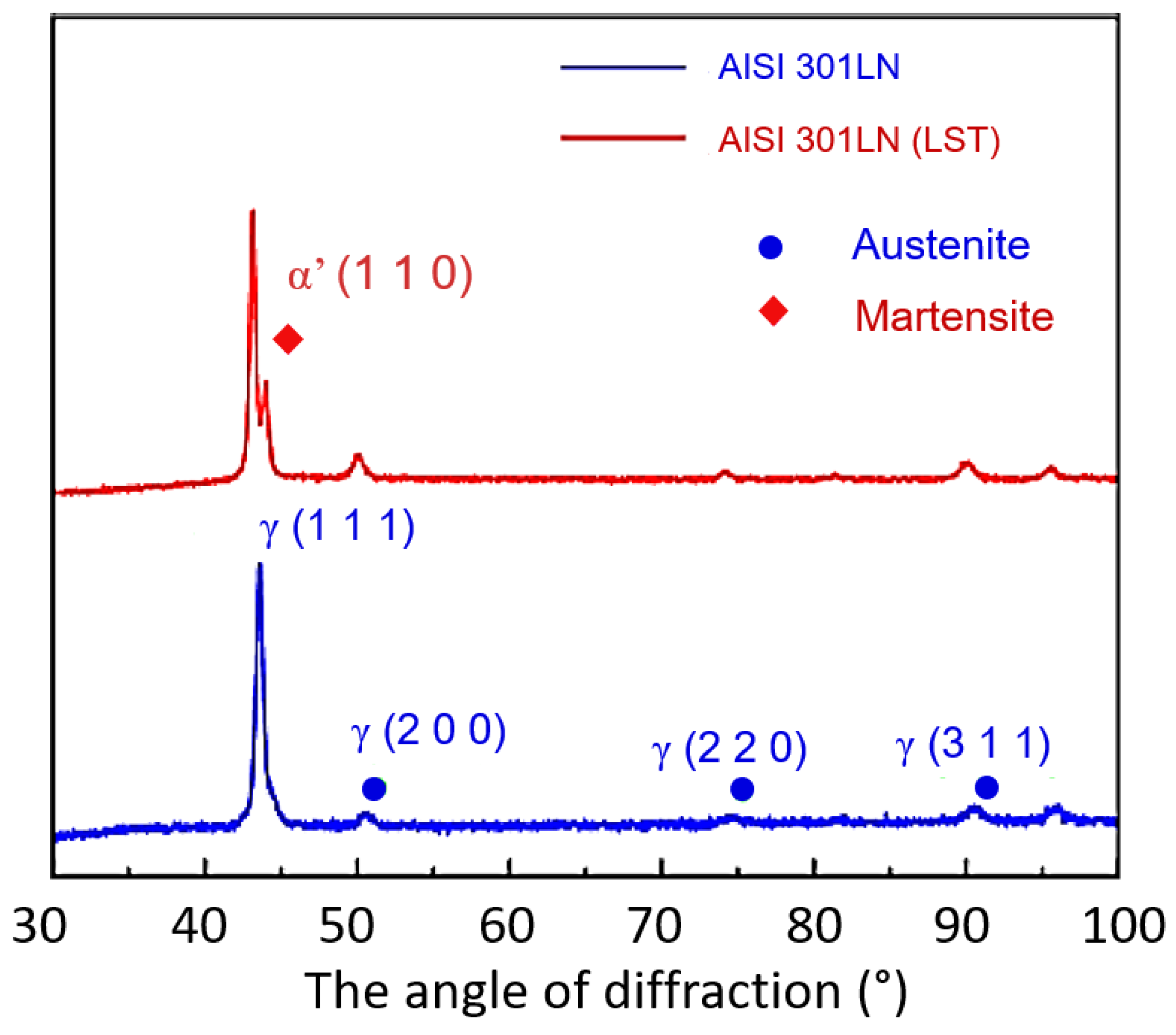
- Laser surface texturing (LST) effectively induced the formation of strain-induced α’-martensite in AISI 301LN stainless steel. The initial austenitic microstructure gradually transitioned into a microstructure predominantly comprising α’-martensite with increasing LST power.
- The α’-phase crystalline size introduced by LST was measured at 2.05 Å, while the γ-grain size on the most strongly diffracted crystal was 2.09 Å, as determined through X-ray diffraction analysis using the Scherrer formula.
- LST resulted in significant grain refinement, with the average grain size of AISI 301LN stainless steel reduced to 9 μm, which is one-third the size of the as-received grains, as observed through optical microscopy.
- Remarkable hardness was exhibited by the LST-treated AISI 301LN, reaching 428.7 HV0.2, which was double that of the as-received specimen. This increase in hardness was most notable within the initial few tens of micrometers, in line with the principles of the Hall–Petch equation.
- Tensile testing demonstrated that the LST-treated specimens displayed higher ultimate tensile strength and yield strength, with increases of approximately 12% and 11%, respectively, in comparison to the as-received condition. However, it is important to note that reductions of 19% in elongation at fracture and 13% in the reduction in the area were experienced.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fargas, G.; Zapata, A.; Roa, J.J.; Sapezanskaia, I.; Mateo, A. Correlation Between Microstructure and Mechanical Properties Before and After Reversion of Metastable Austenitic Stainless Steels. Metall. Mater. Trans. A 2015, 46, 5697–5707. [Google Scholar] [CrossRef]
- Rezayat, M.; Karamimoghadam, M.; Moradi, M.; Casalino, G.; Roa Rovira, J.J.; Mateo, A. Overview of Surface Modification Strategies for Improving the Properties of Metastable Austenitic Stainless Steels. Metals 2023, 13, 1268. [Google Scholar] [CrossRef]
- Dryzek, E.; Sarnek, M.; Wróbel, M. Reverse Transformation of Deformation-Induced Martensite in Austenitic Stainless Steel Studied by Positron Annihilation. J. Mater. Sci. 2014, 49, 8449–8458. [Google Scholar] [CrossRef]
- Ahmmed, K.M.T.; Ling, E.J.Y.; Servio, P.; Kietzig, A.-M. Introducing a New Optimization Tool for Femtosecond Laser-Induced Surface Texturing on Titanium, Stainless Steel, Aluminum and Copper. Opt. Lasers Eng. 2015, 66, 258–268. [Google Scholar] [CrossRef]
- Panov, D.; Pertsev, A.; Smirnov, A.; Khotinov, V.; Simonov, Y. Metastable Austenitic Steel Structure and Mechanical Properties Evolution in the Process of Cold Radial Forging. Materials 2019, 12, 2058. [Google Scholar] [CrossRef] [PubMed]
- Odnobokova, M.; Belyakov, A.; Enikeev, N.; Kaibyshev, R.; Valiev, R.Z. Microstructural Changes and Strengthening of Austenitic Stainless Steels during Rolling at 473 K. Metals 2020, 10, 1614. [Google Scholar] [CrossRef]
- Ke, R.; Hu, C.; Zhong, M.; Wan, X.; Wu, K. Grain Refinement Strengthening Mechanism of an Austenitic Stainless Steel: Critically Analyze the Impacts of Grain Interior and Grain Boundary. J. Mater. Res. Technol. 2022, 17, 2999–3012. [Google Scholar] [CrossRef]
- Mateo, A.; Fargas, G.; Zapata, A. Martensitic Transformation during Fatigue Testing of an AISI 301LN Stainless Steel. IOP Conf. Ser. Mater. Sci. Eng. 2012, 31, 12010. [Google Scholar] [CrossRef]
- Bolgár, M.K.; Nagy, E.; Daróczi, L.; Benke, M.; Mertinger, V.; Beke, D.L. Acoustic Emission During Austenite → ε Martensitic Phase Transformation in TWIP/TRIP Steels. Metall. Mater. Trans. A 2019, 50, 3495–3501. [Google Scholar] [CrossRef]
- Mohamed, H.; Ataiwi, A.; Dawood, J. Mechanical Properties of Martensitic Stainless Steel (AISI420) Subjected to Conventional and Cryogenic Treatments. Eng. Technol. J. 2020, 38, 1096–1105. [Google Scholar] [CrossRef]
- Aprilia, A.; Maharjan, N.; Zhou, W. Decarburization in Laser Surface Hardening of AISI 420 Martensitic Stainless Steel. Materials 2023, 16, 939. [Google Scholar] [CrossRef] [PubMed]
- Zackay, V.F.; Parker, E.R.; Fahr, D.; Bush, R. The Enhancement of Ductility in High-Strength Steels. Trans. Am. Soc. Met. 1967, 60, 252–259. [Google Scholar]
- Saeidi, N.; Raeissi, M.; Vaghei, H.R.; Abdar, M.M. Extraordinary Strength and Ductility Obtained in Transformation-Induced Plasticity Steel by Slightly Modifying Its Chemical Composition. Mater. Sci. Eng. A 2017, 702, 225–231. [Google Scholar] [CrossRef]
- Sohrabi, M.J.; Naghizadeh, M.; Mirzadeh, H. Deformation-Induced Martensite in Austenitic Stainless Steels: A Review. Arch. Civil. Mech. Eng. 2020, 20, 124. [Google Scholar] [CrossRef]
- Tan, X.; He, H.; Lu, W.; Yang, L.; Tang, B.; Yan, J.; Xu, Y.; Wu, D. Effect of Matrix Structures on TRIP Effect and Mechanical Properties of Low-C Low-Si Al-Added Hot-Rolled TRIP Steels. Mater. Sci. Eng. A 2020, 771, 138629. [Google Scholar] [CrossRef]
- Peng, Y.; Huang, H. Mechanical and Magnetic Properties of TRIP690 Steel Strengthened by Strain-Induced Martensite. J. Magn. Magn. Mater. 2022, 550, 169083. [Google Scholar] [CrossRef]
- Alvarez, P.; Muñoz, F.; Celentano, D.; Artigas, A.; Castro Cerda, F.M.; Ponthot, J.-P.; Monsalve, A. Modeling the Mechanical Response of a Dual-Phase Steel Based on Individual-Phase Tensile Properties. Metals 2020, 10, 1031. [Google Scholar] [CrossRef]
- Kelly, P.M. Crystallography of Martensite Transformations in Steels. Phase Transform. Steels 2012, 2, 3–33. [Google Scholar] [CrossRef]
- Panov, D.; Kudryavtsev, E.; Chernichenko, R.; Smirnov, A.; Stepanov, N.; Simonov, Y.; Zherebtsov, S.; Salishchev, G. Mechanisms of the Reverse Martensite-to-Austenite Transformation in a Metastable Austenitic Stainless Steel. Metals 2021, 11, 599. [Google Scholar] [CrossRef]
- Fricke, L.V.; Gerstein, G.; Kotzbauer, A.; Breidenstein, B.; Barton, S.; Maier, H.J. High Strain Rate and Stress-State-Dependent Martensite Transformation in AISI 304 at Low Temperatures. Metals 2022, 12, 747. [Google Scholar] [CrossRef]
- Geijselaers, H.J.M.; Perdahcıoğlu, E.S. Mechanically Induced Martensitic Transformation as a Stress-Driven Process. Scr. Mater. 2009, 60, 29–31. [Google Scholar] [CrossRef]
- Ma, D.; Yang, P.; Gu, X.; Cui, F. Influences of Initial Microstructures on Martensitic Transformation and Textures during Cold Rolling and Tensile Mechanical Properties in High Manganese TRIP Steel. Mater. Sci. Eng. A 2022, 829, 142147. [Google Scholar] [CrossRef]
- Wu, H.; Fan, G. An Overview of Tailoring Strain Delocalization for Strength-Ductility Synergy. Prog. Mater. Sci. 2020, 113, 100675. [Google Scholar] [CrossRef]
- Callens, M.G.; Gorbatikh, L.; Verpoest, I. Ductile Steel Fibre Composites with Brittle and Ductile Matrices. Compos. Part. A Appl. Sci. Manuf. 2014, 61, 235–244. [Google Scholar] [CrossRef]
- Ma, E.; Zhu, T. Towards Strength–Ductility Synergy through the Design of Heterogeneous Nanostructures in Metals. Mater. Today 2017, 20, 323–331. [Google Scholar] [CrossRef]
- Srikanth, S.; Saravanan, P.; Saravanan, D.; Sisodia, S.; Ravi, K.; Bandyopadhyay, A. Improvement in Properties of 301LN Austenitic Stainless Steel for Metro Coach Manufacture. Adv. Mat. Res. 2013, 794, 201–213. [Google Scholar] [CrossRef]
- Pun, L.; Soares, G.C.; Bhusare, S.; Isakov, M.; Hokka, M. Microscale Strain Localizations and Strain-Induced Martensitic Phase Transformation in Austenitic Steel 301LN at Different Strain Rates. Metals 2023, 13, 207. [Google Scholar] [CrossRef]
- Almubarak, A.; Abuhaimed, W.; Almazrouee, A. Corrosion Behavior of the Stressed Sensitized Austenitic Stainless Steels of High Nitrogen Content in Seawater. Int. J. Electrochem. 2013, 2013, 970835. [Google Scholar] [CrossRef]
- Ericsson, T. Residual Stresses Produced by Quenching of Martensitic Steels. Compr. Mater. Process. 2014, 12, 271–298. [Google Scholar] [CrossRef]
- Sun, B.-J.; Xiao, B. Effects of Process Parameters on Interfacial Microstructure, Residual Stresses, and Properties of Tunnel Furnace Brazed Diamonds. Diam. Relat. Mater. 2018, 85, 98–103. [Google Scholar] [CrossRef]
- Ma, Y.; Song, W.; Bleck, W. Investigation of the Microstructure Evolution in a Fe-17Mn-1.5Al-0.3C Steel via In Situ Synchrotron X-Ray Diffraction during a Tensile Test. Materials 2017, 10, 1129. [Google Scholar] [CrossRef] [PubMed]
- Bowles, J.S.; Mackenzie, J.K. The Crystallography of Martensite Transformations I. Acta Metall. 1954, 2, 129–137. [Google Scholar] [CrossRef]
- Celada-Casero, C.; Kooiker, H.; Groen, M.; Post, J.; San-Martin, D. In-Situ Investigation of Strain-Induced Martensitic Transformation Kinetics in an Austenitic Stainless Steel by Inductive Measurements. Metals 2017, 7, 271. [Google Scholar] [CrossRef]
- Luo, C.; Yuan, H. Measurement and Modeling of Deformation-Induced Martensitic Transformation in a Metastable Austenitic Stainless Steel under Cyclic Loadings. Acta Mater. 2022, 238, 118202. [Google Scholar] [CrossRef]
- Rezayat, M.; Moradi, M.; Mateo, A. Nanosecond Pulsed Laser Surface Processing of AISI 301LN Steel: Effect on Surface Topography and Mechanical Properties. Int. J. Adv. Manuf. Technol. 2023, 128, 3025–3040. [Google Scholar] [CrossRef]
- Rezayat, M.; Roa, J.J.; Mateo, A. Phase Transformation and Residual Stresses after Laser Surface Modification of Metastable Austenitic Stainless Steel. In Proceedings of the AIP Conference Proceedings, Malaga, Spain, 5–7 September 2022; p. 020005. [Google Scholar]
- Syed, B.; Shariff, S.M.; Padmanabham, G.; Lenka, S.; Bhattacharya, B.; Kundu, S. Influence of Laser Surface Hardened Layer on Mechanical Properties of Re-Engineered Low Carbon Steel Sheet. Mater. Sci. Eng. A 2017, 685, 168–177. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Cabrera, J.M.; Najafizadeh, A.; Calvillo, P.R. EBSD Study of a Hot Deformed Austenitic Stainless Steel. Mater. Sci. Eng. A 2012, 538, 236–245. [Google Scholar] [CrossRef]
- Wang, J.; Huang, M.; Hu, J.; Wang, C.; Xu, W. EBSD Investigation of the Crystallographic Features of Deformation-Induced Martensite in Stainless Steel. J. Mater. Sci. Technol. 2021, 69, 148–155. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ultimate Tensile Strength (MPa) | Yield Stress (MPa) | Elongation to Fracture (%) | Reduction of Area (%) |
|---|---|---|---|
| 734 ± 16 | 562 ± 11 | 72 ± 3 | 77 ± 2 |
| Parameter | γ (1 1 1) | α (1 1 0) | γ (2 0 0) | γ (2 2 0) | α (2 1 1) | γ (3 1 1) |
|---|---|---|---|---|---|---|
| 2θ (°) | 43.15 | 44.02 | 49.93 | 74.26 | 81.39 | 90.09 |
| B (°) | 0.70 | 0.71 | 0.82 | 1.34 | 1.52 | 1.78 |
| D (Å) | 2.09 | 2.05 | 1.82 | 1.27 | 1.18 | 1.08 |
| Tensile Properties | 301LN | 301LN (LST) |
|---|---|---|
| Tensile strength (MPa) | 734 ± 16 | 821 ± 12 |
| Yield strength (MPa) | 562 ± 11 | 623 ± 9 |
| Elongation at fracture (%) | 72 ± 3 | 58 ± 2 |
| Reduction in area (%) | 77 ± 2 | 67 ± 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rezayat, M.; Roa, J.J.; Mateo, A. Effect of Laser Surface Texturing on Schmid Factor and Plastic Deformation Mechanisms on AISI 301LN Steel. Metals 2023, 13, 1789. https://doi.org/10.3390/met13101789
Rezayat M, Roa JJ, Mateo A. Effect of Laser Surface Texturing on Schmid Factor and Plastic Deformation Mechanisms on AISI 301LN Steel. Metals. 2023; 13(10):1789. https://doi.org/10.3390/met13101789
Chicago/Turabian StyleRezayat, Mohammad, Joan Josep Roa, and Antonio Mateo. 2023. "Effect of Laser Surface Texturing on Schmid Factor and Plastic Deformation Mechanisms on AISI 301LN Steel" Metals 13, no. 10: 1789. https://doi.org/10.3390/met13101789