


Effects of Sintering Temperature on the Microstructure and Properties of a W-Cu Pseudo-Alloy

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Equipment
3. Result and Discussion
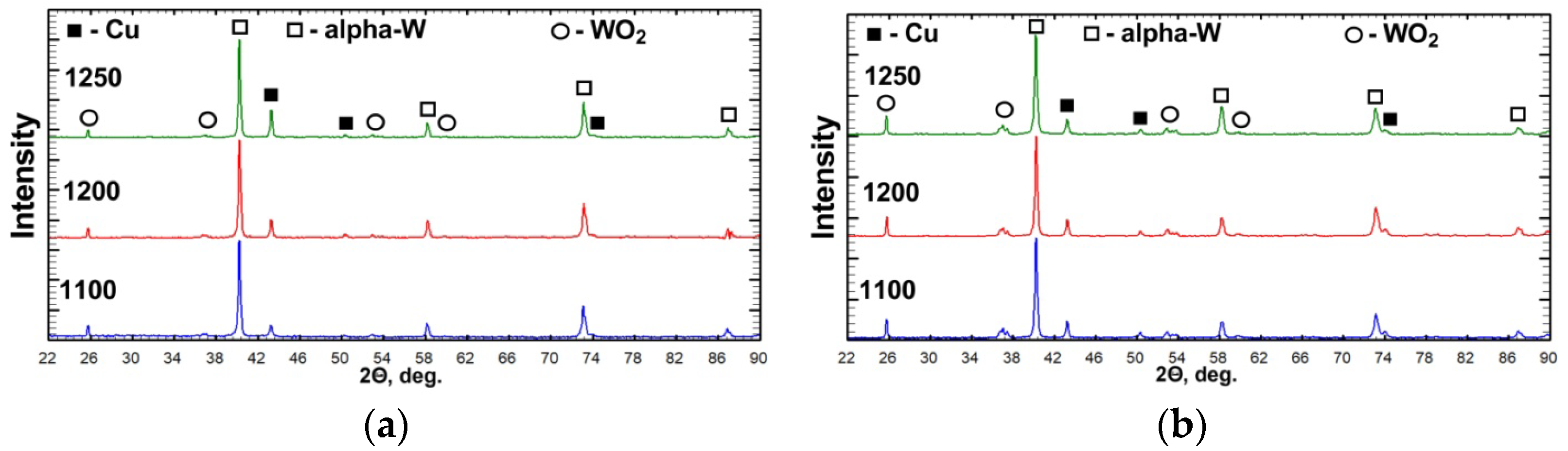
3.1. Phase Composition of Annealed W-Cu Samples
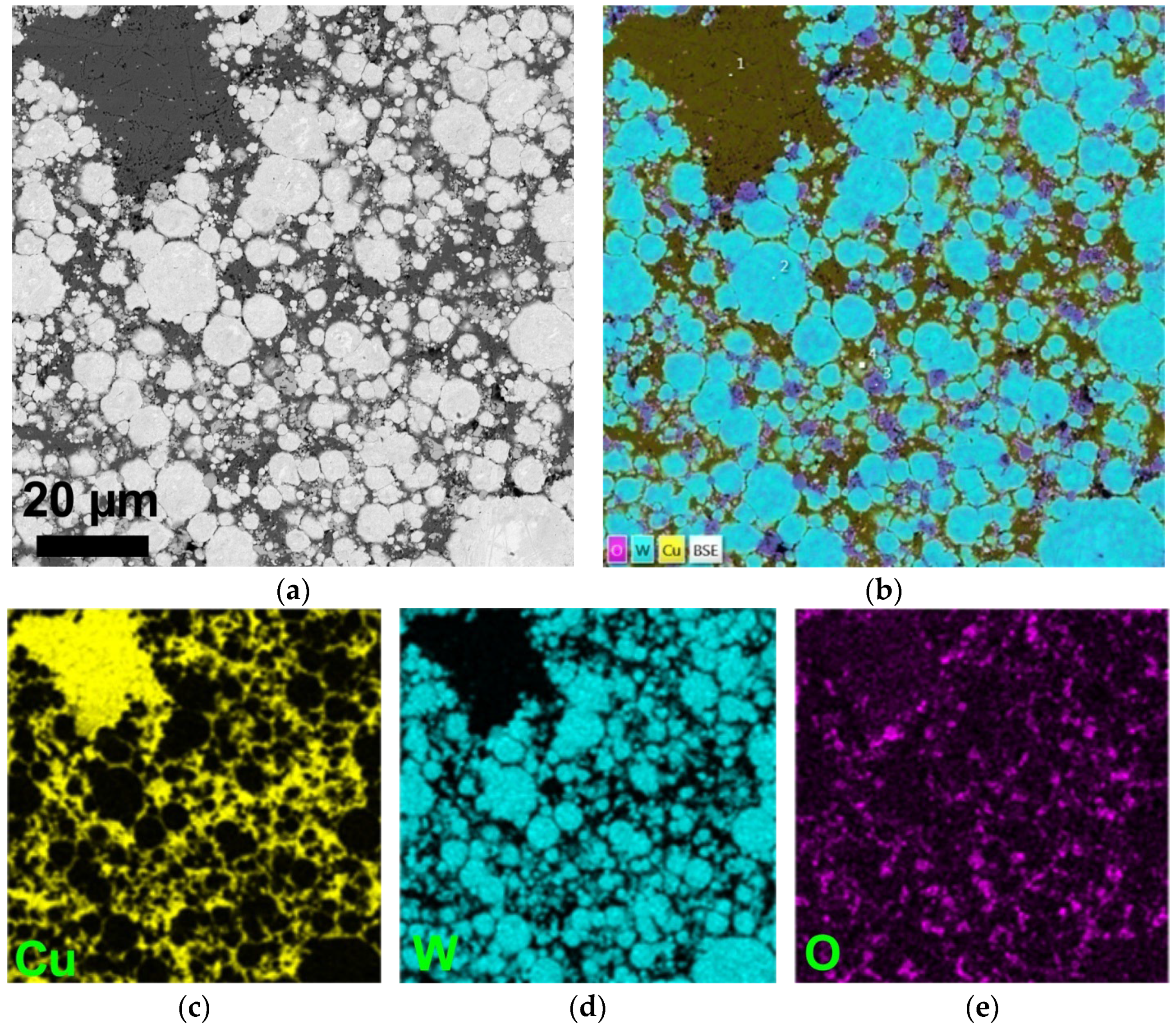
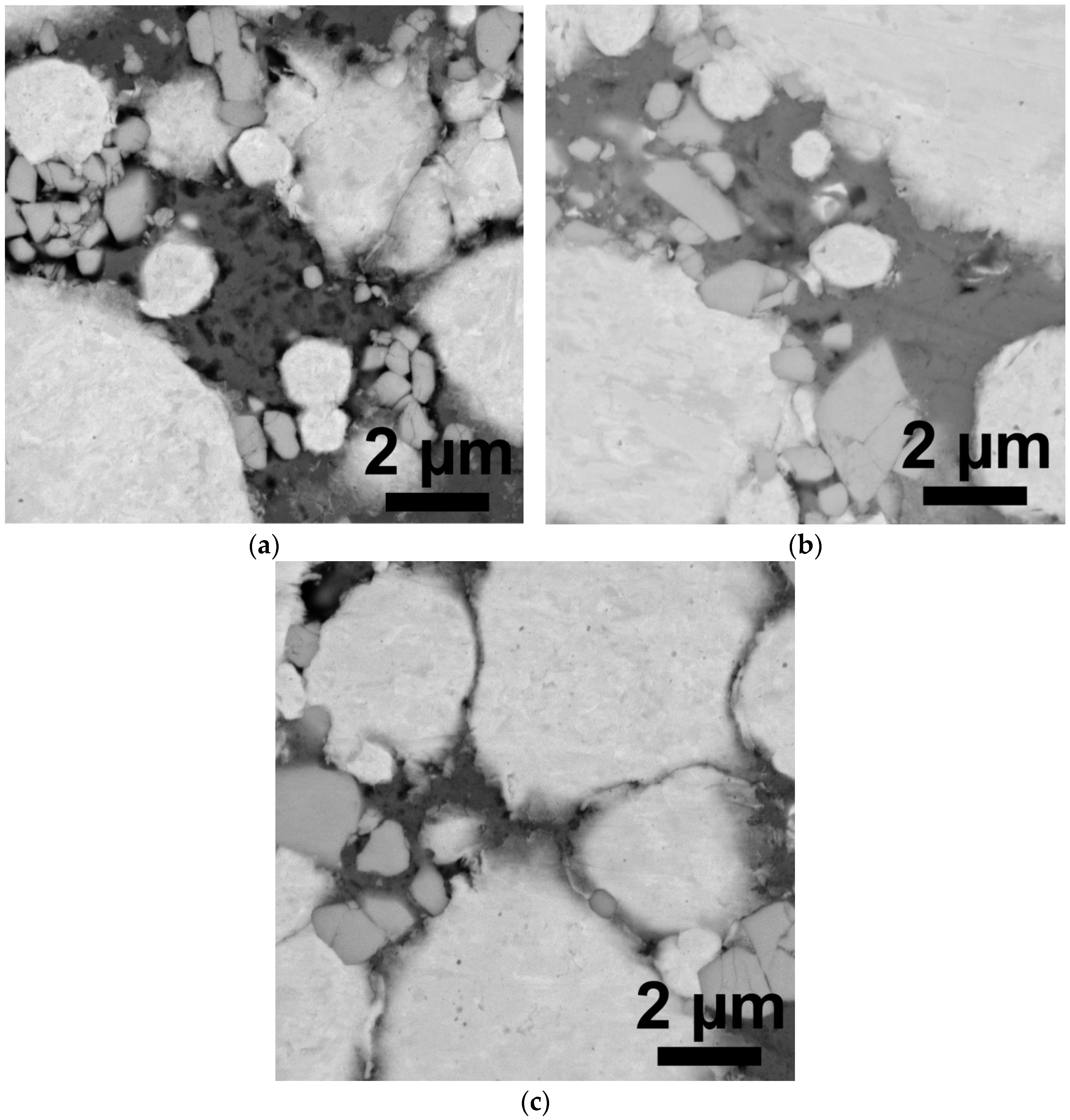
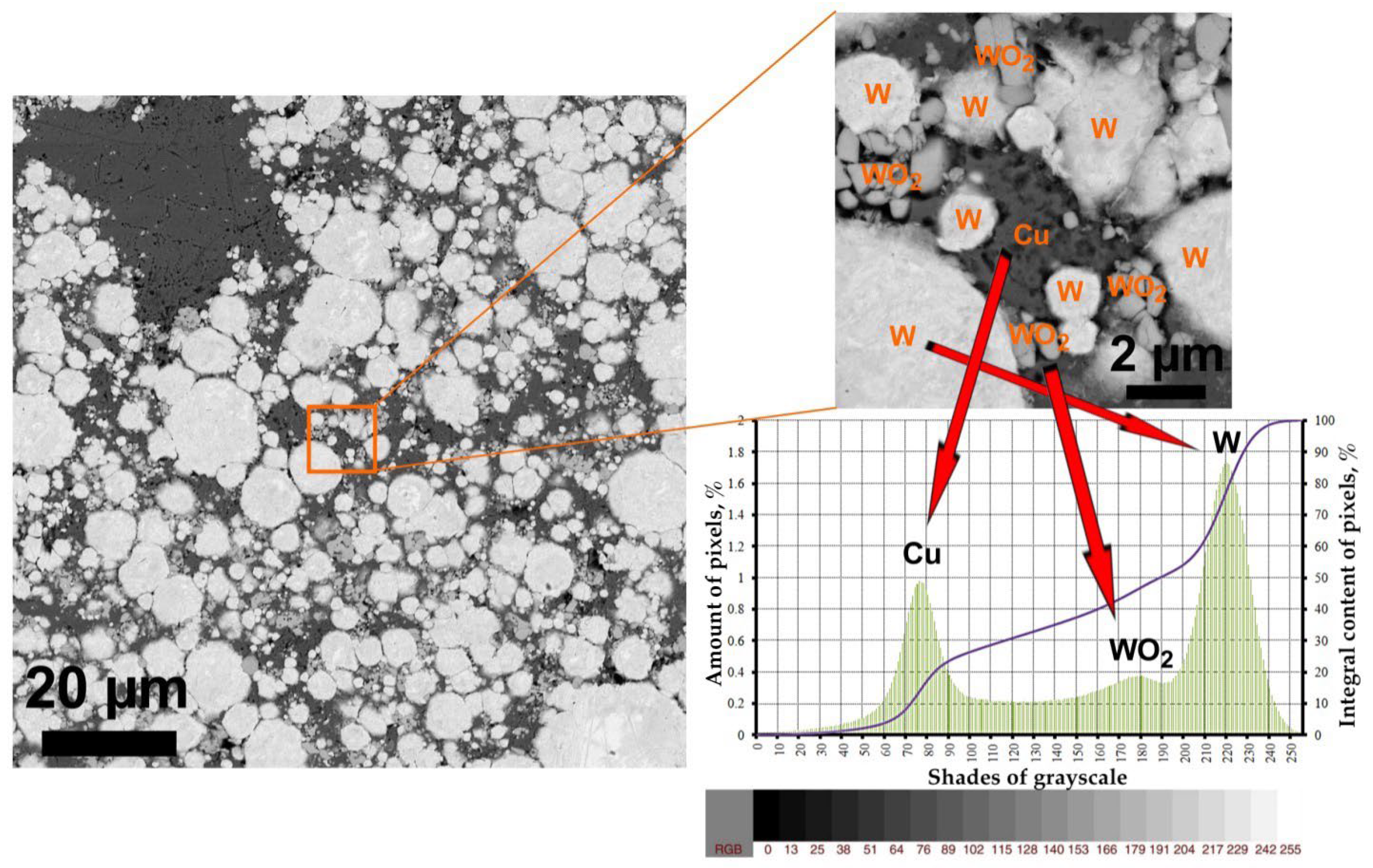
3.2. Microstructure of the W-Cu Pseudo Alloy Depending on the Annealing Temperature
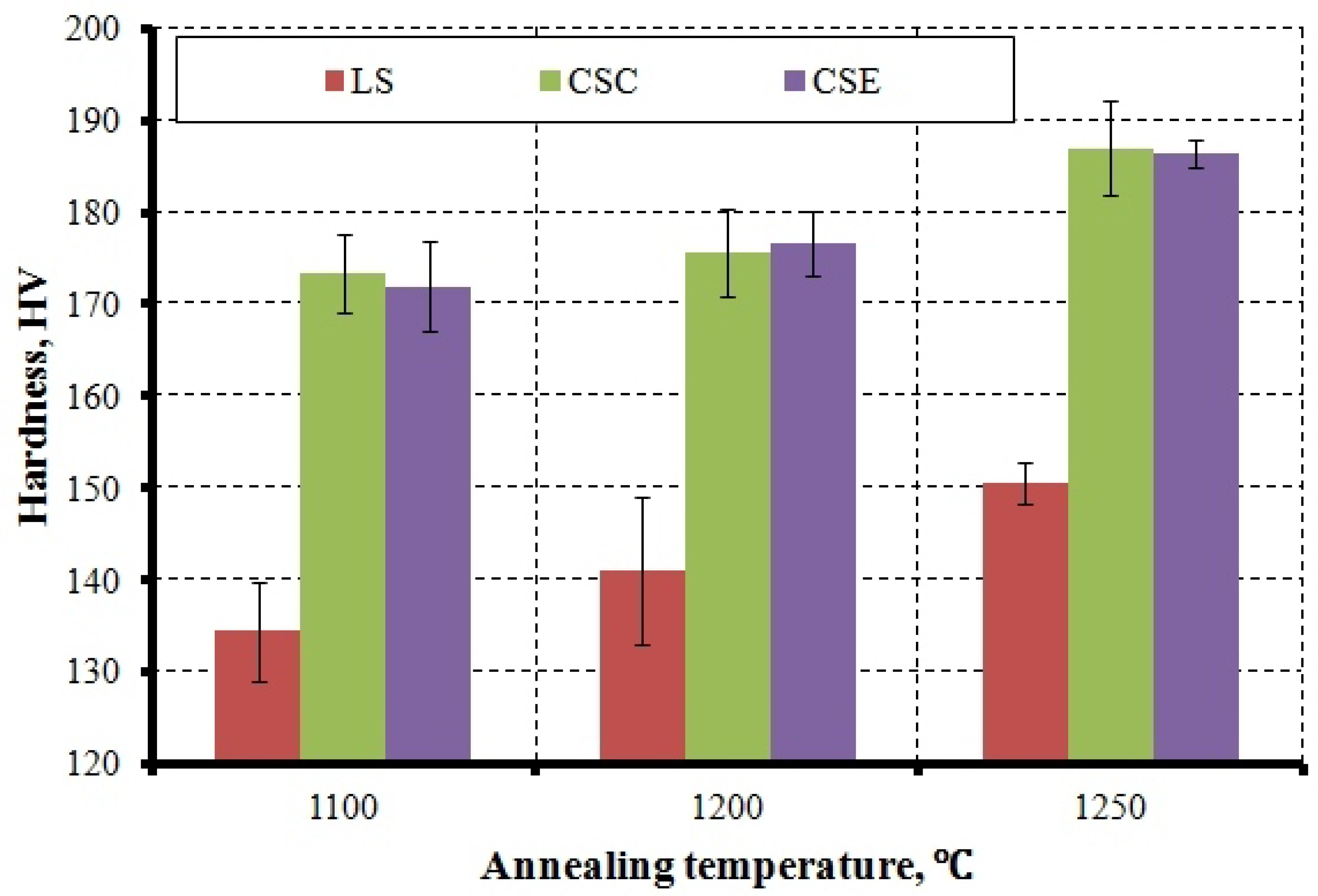
3.3. Density and Hardness of Pseudo-Alloy Samples Depending on the Annealing Temperature
4. Conclusions
- The phase composition of the sintered composites was represented by α-W, Cu, and WO2, which were formed as a result of oxidation during compaction.
- The microstructure of the samples was made up of a copper matrix, which was highly filled with tungsten particles of predominantly spherical shapes with sizes ranging from submicrons to 80–90 µm. The formation of coarse grains was caused by submicron and micron particles growing in size and merging into agglomerates during the course of liquid-phase sintering due to the high surface activity of ultrafine particles.
- As the annealing temperature increased from 1100 °C to 1250 °C, the wetting of tungsten by molten copper improved, which resulted in the porosity of the copper matrix decreasing to a minimum, as observed in the contact zone.
- Elemental analysis performed on a small area and an analysis of phase-contrast SEM images of a large area showed an approximate equality in the volume fractions of tungsten and copper in the structure of the composites. The average phase composition calculated based on the EDS analysis of all samples was as follows: W 58.9 wt%, Cu 27.3 wt%, and WO2 13.8 wt%.
- Cross sections of W-Cu pseudo-alloys show structural inhomogeneities. The central zone of the samples was enriched in copper, while the edge zones were enriched in tungsten. Most likely, during the annealing process, fine particles and tungsten agglomerates were redistributed by the driving force of the molten copper.
- Increasing the annealing temperature caused the density of the composite samples to increase as well. This was due to a decrease in the viscosity of the liquid phase of copper and better wetting of tungsten particles by it, which facilitated a rearrangement of the solid W phase in the bulk of the composite.
- As the annealing temperature increased, the hardness values consistently increased, regardless of the cross section of the sample, which was determined primarily by the density of the structure.
- The W-Cu composites studied in this article had density and hardness values lower than those reported in many other studies. The main cause of this was the agglomeration of nanoparticles and microparticles of tungsten, which made the structure of the material coarser.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dong, L.L.; Ahangarkani, M.; Chen, W.G.; Zhang, Y.S. Recent progress in development of tungsten-copper composites: Fabrication, modification and applications. Int. J. Refract. Met. Hard Mater. 2018, 75, 30–42. [Google Scholar] [CrossRef]
- Wang, Y.; Zhuo, L.; Yin, E. Progress, Challenges and Potentials/Trends of Tungsten-Copper (W-Cu) Composites/Pseudo-Alloys: Fabrication, Regulation and Application. Int. J. Refract. Met. Hard Mater. 2021, 100, 105648. [Google Scholar] [CrossRef]
- Zhuo, L.; Zhang, J.; Zhang, Q.; Wang, H.; Zhao, Z.; Chen, Q.; Liang, S.; Xu, J.; Xi, A. Achieving both high conductivity and reliable high strength for W–Cu composite alloys using spherical initial powders. Vacuum 2020, 181, 109620. [Google Scholar] [CrossRef]
- Tian, Y.; Sun, J.; Xu, Z.; Meng, X.; Chen, Z.; Tang, J.; Luo, L.; Wu, Y. Shape Retention of W-30Cu Composites Prepared by 20 Wt% Cu Melt Infiltration into W-10Cu Green Parts Made via BJ3DP. Int. J. Refract. Met. Hard Mater. 2023, 115, 106319. [Google Scholar] [CrossRef]
- Petrunin, I.E.; Grzhimal’skii, L.L. Interaction of tungsten with copper, manganese, silver, and tin. Met. Sci. Heat Treat. 1969, 11, 24–26. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, J.R.; Zhang, G.H. Preparation and Properties of W-30 Wt% Cu Alloy with the Additions of Ni and Fe Elements. J. Alloys Compd. 2022, 928, 167040. [Google Scholar] [CrossRef]
- Zhang, H.; Deng, X.C.; Zhang, G.H. Preparation and Properties of Multiphase Solid-Solution Strengthened High-Performance W–Cu Alloys through Alloying with Mo, Fe and Ni. Mater. Sci. Eng. A 2023, 871, 144909. [Google Scholar] [CrossRef]
- Li, X.; Hu, P.; Wang, J.; Chen, S.; Zhou, W. In Situ Synthesis of Core-Shell W-Cu Nanopowders for Fabricating Full-Densified and Fine-Grained Alloys with Dramatically Improved Performance. J. Alloys Compd. 2021, 853, 156958. [Google Scholar] [CrossRef]
- Qiu, W.T.; Qiu, W.T.; Pang, Y.; Xiao, Z.; Li, Z. Preparation of W-Cu alloy with high density and ultrafine grains by mechanical alloying and high pressure sintering. Int. J. Refract. Met. Hard Mater. 2016, 61, 91–97. [Google Scholar] [CrossRef]
- Fan, J.; Liu, T.; Zhu, S.; Han, Y. Synthesis of ultrafine/nanocrystalline W–(30–50) Cu composite powders and microstructure characteristics of the sintered alloys. Int. J. Refract. Met. Hard Mater. 2012, 30, 33–37. [Google Scholar] [CrossRef]
- Alam, S.N. Synthesis and characterization of W–Cu nanocomposites developed by mechanical alloying. Mater. Sci. Eng. A 2006, 433, 161–168. [Google Scholar] [CrossRef]
- Mikó, T.; Kristály, F.; Pethő, D.; Svéda, M.; Karacs, G.; Gergely, G.; Gácsi, Z.; Roósz, A. Investigation of Nanocrystalline Sintered W-25 wt% Cu Composite. Int. J. Refract. Met. Hard Mater. 2021, 95, 105438. [Google Scholar] [CrossRef]
- Pillari, L.K.; Bakshi, S.R.; Chaudhuri, P.; Murty, B.S. Fabrication of W-Cu Functionally Graded Composites Using High Energy Ball Milling and Spark Plasma Sintering for Plasma Facing Components. Adv. Powder Technol. 2020, 31, 3657–3666. [Google Scholar] [CrossRef]
- Kim, J.C.; Moon, I.H. Sintering of nanostructured W-Cu alloys prepared by mechanical alloying. Nanostruct. Mater. 1998, 10, 283–290. [Google Scholar] [CrossRef]
- Yu, J.H.; Kim, T.H.; Lee, J.S. Particle growth during liquid phase sintering of nanocomposite W-Cu powder. Nanostruct. Mater. 1997, 9, 229–232. [Google Scholar] [CrossRef]
- Pervikov, A.; Filippov, A.; Mironov, Y.; Kalashnikov, M.; Krinitcyn, M.; Eskin, D.; Lerner, M.; Tarasov, S. Microstructure and properties of a nanostructured W-31 wt% Cu composite produced by magnetic pulse compaction of bimetallic nanoparticles. Int. J. Refract. Met. Hard Mater. 2022, 103, 105735. [Google Scholar] [CrossRef]
- Clyne, T.W.; Hull, D. An Introduction to Composite Materials, 3rd ed.; Cambridge University Press: Cambridge, UK, 2018. [Google Scholar]
- Shen, Y.G.; Mai, Y.W. Influences of oxygen on the formation and stability of A15 β-W thin films. Mater. Sci. Eng. A 2000, 284, 176–183. [Google Scholar] [CrossRef]
- Morcom, W.R.; Worrell, W.L.; Sell, H.G.; Kaplan, H.I. The preparation and characterization of beta-tungsten, a metastable tungsten phase. Metall. Mater. Trans. B 1974, 5, 155–161. [Google Scholar] [CrossRef]
- Ren, C.; Fang, Z.Z.; Zhang, H.; Koopman, M. The study on low temperature sintering of nano-tungsten powders. Int. J. Refract. Met. Hard Mater. 2016, 61, 273–278. [Google Scholar] [CrossRef]
- Zhou, Y.; Sun, Q.X.; Liu, R.; Wang, X.P.; Liu, C.S.; Fang, Q.F. Microstructure and properties of fine grained W–15 wt.% Cu composite sintered by microwave from the sol–gel prepared powders. J. Alloys Compd. 2013, 547, 18–22. [Google Scholar] [CrossRef]
- Pervikov, A.V.; Lozhkomoev, A.S.; Dvilis, E.S.; Kalashnikov, M.P.; Paygin, V.D.; Khasanov, O.L.; Lerner, M.I. Synthesis of W-Cu composite nanoparticles by the electrical explosion of two wires and their consolidation by spark plasma sintering. Mater. Res. Express 2020, 6, 1265i9. [Google Scholar] [CrossRef]
- Sabirov, I.; Enikeev, N.A.; Murashkin, M.Y.; Valiev, R.Z. Bulk Nanostructured Materials with Multifunctional Properties; Springer International Publishing: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Kotov, Y.A. The electrical explosion of wire: A method for the synthesis of weakly aggregated nanopowders. Nanotechnologies Russ. 2009, 4, 415–424. [Google Scholar] [CrossRef]
- Sarkisov, G.S.; Sasorov, P.V.; Struve, K.W.; McDaniel, D.H. State of the metal core in nanosecond exploding wires and related phenomena. J. Appl. Phys. 2004, 96, 1674–1686. [Google Scholar] [CrossRef]
- Sun, J.; Song, H. Feature extraction and reconstruction of particles reinforced metal matrix composite microstructure. In Proceedings of the 2nd International Conference on Interaction Sciences: Information Technology, Culture and Human, Seoul, Republic of Korea, 24–26 November 2009; pp. 1393–1397. [Google Scholar]
- Huang, M.; Li, Y. X-ray tomography image-based reconstruction of microstructural finite element mesh models for heterogeneous materials. Comput. Mater. Sci. 2013, 67, 63–72. [Google Scholar] [CrossRef]
- Xu, Z.; Joshi, V.; Hu, S.; Paxton, D.; Lavender, C.; Burkes, D. Modeling the homogenization kinetics of as-cast U-10wt% Mo alloys. J. Nucl. Mater. 2016, 471, 154–164. [Google Scholar] [CrossRef]
- Chen, Y.S.; Liu, N.; Liu, K. A standardized methodology for Al-Cu wire bonded intermetallic compound measurement. In Proceedings of the 2017 IEEE 24th International Symposium on the Physical and Failure Analysis of Integrated Circuits (IPFA), Chengdu, China, 4–7 July 2017; pp. 1–7. [Google Scholar]
- Ardestani, M.; Rezaie, H.R.; Arabi, H.; Razavizadeh, H. The effect of sintering temperature on densification of nanoscale dispersed W–20–40% wt Cu composite powders. Int. J. Refract. Met. Hard Mater. 2009, 27, 862–867. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, J.; Luo, G.; Sun, Y.; Shen, Q.; Zhang, L. Low-Temperature Densification and Microstructure of W-Cu Composites with Sn Additives. J. Mater. Res. Technol. 2021, 10, 121–131. [Google Scholar] [CrossRef]
- Johnson, J.L.; Brezovsky, J.J.; German, R.M. Effects of tungsten particle size and copper content on densification of liquid-phase-sintered W-Cu. Metall. Mater. Trans. A 2005, 36, 2807–2814. [Google Scholar] [CrossRef]
- Luo, L.M.; Tan, X.Y.; Lu, Z.L.; Zhu, X.Y.; Zan, X.; Luo, G.N.; Wu, Y.C. Sintering behavior of W–30Cu composite powder prepared by electroless plating. Int. J. Refract. Met. Hard Mater. 2014, 42, 51–56. [Google Scholar] [CrossRef]
- Elsayed, A.; Li, W.; El, O.A.; Daoush, W.M.; Olevsky, E.A.; German, R.M. Experimental investigations on the synthesis of W–Cu nanocomposite through spark plasma sintering. J. Alloys Compd. 2015, 639, 373–380. [Google Scholar] [CrossRef]
- Ding, X.P.; Xu, W.N.; Luo, L.M.; Qin, Y.Q.; Wu, Y.C. Microstructure and Properties of W-Cu Composites with Low Copper Content at Different Sintering Temperatures. Int. J. Refract. Met. Hard Mater. 2023, 113, 106219. [Google Scholar] [CrossRef]
- Kim, D.G.; Kim, G.S.; Suk, M.J.; Oh, S.T.; Kim, Y.D. Effect of heating rate on microstructural homogeneity of sintered W–15wt% Cu nanocomposite fabricated from W–CuO powder mixture. Scr. Mater. 2004, 51, 677–681. [Google Scholar] [CrossRef]
- Han, T.; Hou, C.; Zhao, Z.; Huang, X.; Tang, F.; Li, Y.; Song, X. W–Cu composites with excellent comprehensive properties. Compos. Part B Eng. 2022, 233, 109664. [Google Scholar] [CrossRef]
- Zhang, Q.; Liang, S.; Zhuo, L. Ultrafine-grained W–25 wt-% Cu composite with superior high-temperature characteristics. Mater. Sci. Technol. 2017, 33, 2071–2077. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Annealing Temperature, °C | Elemental Composition, wt% | Phase Content, wt% | ||||
|---|---|---|---|---|---|---|
| W | Cu | O | W | Cu | WO2 | |
| 1100 | 70.1 | 28.0 | 1.8 | 59.7 | 28.0 | 12.2 |
| 1200 | 72.2 | 25.7 | 2.1 | 60.1 | 25.7 | 14.2 |
| 1250 | 69.6 | 28.2 | 2.2 | 56.9 | 28.2 | 14.9 |
| Phase | Phase Content after Annealing at a Specific Temperature, °C | |||||
|---|---|---|---|---|---|---|
| 1100 | 1200 | 1250 | ||||
| vol% | wt% | vol% | wt% | vol% | wt% | |
| W | 40.8 | 58.4 | 44.0 | 61.2 | 36.9 | 54.4 |
| Cu | 42.3 | 28.0 | 36.6 | 23.6 | 45.0 | 30.7 |
| WO2 | 17.0 | 13.6 | 19.4 | 15.2 | 18.1 | 14.9 |
| Phase | Phase Content, vol%, after Annealing at Specific Temperatures, °C | ||
|---|---|---|---|
| 1100 | 1200 | 1250 | |
| W | 48.2 | 53.3 | 49.3 |
| Cu | 51.8 | 46.7 | 50.7 |
| Element | Element Content, wt%, after Annealing at Specific Temperatures, °C | |||||
|---|---|---|---|---|---|---|
| 1100 | 1200 | 1250 | ||||
| Center | Edge | Center | Edge | Center | Edge | |
| W | 75.8 | 78.9 | 74.5 | 72.3 | 72.4 | 82.6 |
| Cu | 20.2 | 18.9 | 21.3 | 25.3 | 23.5 | 14.7 |
| O | 4.0 | 2.2 | 4.2 | 2.4 | 4.1 | 2.6 |
| Phase | Content, wt%/vol%, after Annealing at Specific Temperatures, °C | |||||
|---|---|---|---|---|---|---|
| 1100 | 1200 | 1250 | ||||
| Center | Edge | Center | Edge | Center | Edge | |
| W | 52.8/36.5 | 66.2/49.6 | 50.3/34.2 | 58.5/41.2 | 48.8/32.8 | 67.6/51.7 |
| Cu | 20.2/30.1 | 18.9/30.5 | 21.3/31.3 | 25.3/38.5 | 23.5/34.0 | 14.7/24.3 |
| WO2 | 27.0/33.3 | 14.9/19.9 | 28.4/34.5 | 16.2/20.3 | 27.7/33.1 | 17.6/24.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lebedev, M.; Promakhov, V.; Schulz, N.; Vorozhtsov, A.; Lerner, M. Effects of Sintering Temperature on the Microstructure and Properties of a W-Cu Pseudo-Alloy. Metals 2023, 13, 1741. https://doi.org/10.3390/met13101741
Lebedev M, Promakhov V, Schulz N, Vorozhtsov A, Lerner M. Effects of Sintering Temperature on the Microstructure and Properties of a W-Cu Pseudo-Alloy. Metals. 2023; 13(10):1741. https://doi.org/10.3390/met13101741
Chicago/Turabian StyleLebedev, Mikhail, Vladimir Promakhov, Nikita Schulz, Alexander Vorozhtsov, and Marat Lerner. 2023. "Effects of Sintering Temperature on the Microstructure and Properties of a W-Cu Pseudo-Alloy" Metals 13, no. 10: 1741. https://doi.org/10.3390/met13101741