1. Introduction
Smelting refers to the extraction of metals from a concentrate by a process involving heating and melting. The word is etymologically related to the German word “Schmelzen” [
1]. Different mechanisms such as oxidation or reduction can occur regarding the material of interest. The goal is to extract the desired metal from the primary or secondary material. During the process, the unwanted/rejected materials can segregate and form slag. On the other hand, some species may be highly volatile, i.e., exhibit a low boiling point and high vapor pressure, thus escaping the reactor via the gas phase. The primary goal is to recover as many of the materials of value as possible during the smelting process. The furnaces utilized to carry out the metal extraction require different temperature levels and oxidizing or reducing atmospheres. The latter two variables are used for “process mapping”, as shown in
Figure 1.
The name “TSL” itself explains that the furnace consists of a lance immersed in the slag from the top of the furnace. J.M. Floyd invented the TSL technology in 1970 at CSIRO in Australia. Initially, it was named “high-temperature submerged combustion,” then SIROSMELT. This technology was later distributed to other license holders in the 1990s, making it global. From a reactor engineering perspective, TSL processing has distinct differences in comparison to other smelting furnaces. For example, a key component for a flash smelter is the concentrate burner which brings into contact dried concentrate to be oxidized with oxygen-enriched air. Furthermore, tuyere furnaces rely on a series of discrete nozzles in typically horizontal furnaces, like the Noranda-Teniente furnace. On the other hand, for overhead lance injection processes such as the Mitsubishi process, no submersion of the lance occurs. The TSL reactor is vertical and relies on an efficient lance design for gas and/or fine particle injection combined with overhead feeding. The lance is immersed in the bath and blows within the slag phase. When taking into account copper matte smelting, these different reactor engineering arrangements lead to distinct reaction mechanisms and fluid dynamics. Hence, for copper flash smelting, matte-slag formation reactions occur in flight. For Noranda-Teniente furnaces the oxygen-enriched air is blown to the matte phase leading to direct matte oxidation [
3]. Within the TSL reactor oxidation processes often occur indirectly. In the case of copper matte smelting, matte oxidation proceeds through the slag component Fe
2O
3/dissolved magnetite. Upon matte oxidation, Fe
+3 is reduced to Fe
+2 within the slag, while Fe
+3 is regenerated through the interaction of the slag with gaseous oxygen originating from the lance. The contact between the slag and matte phase is crucial here and is assured by the turbulence induced by gas injection with the use of the submerged lance. TSL reactor-associated processing mechanisms are discussed in Part II of this series of papers.
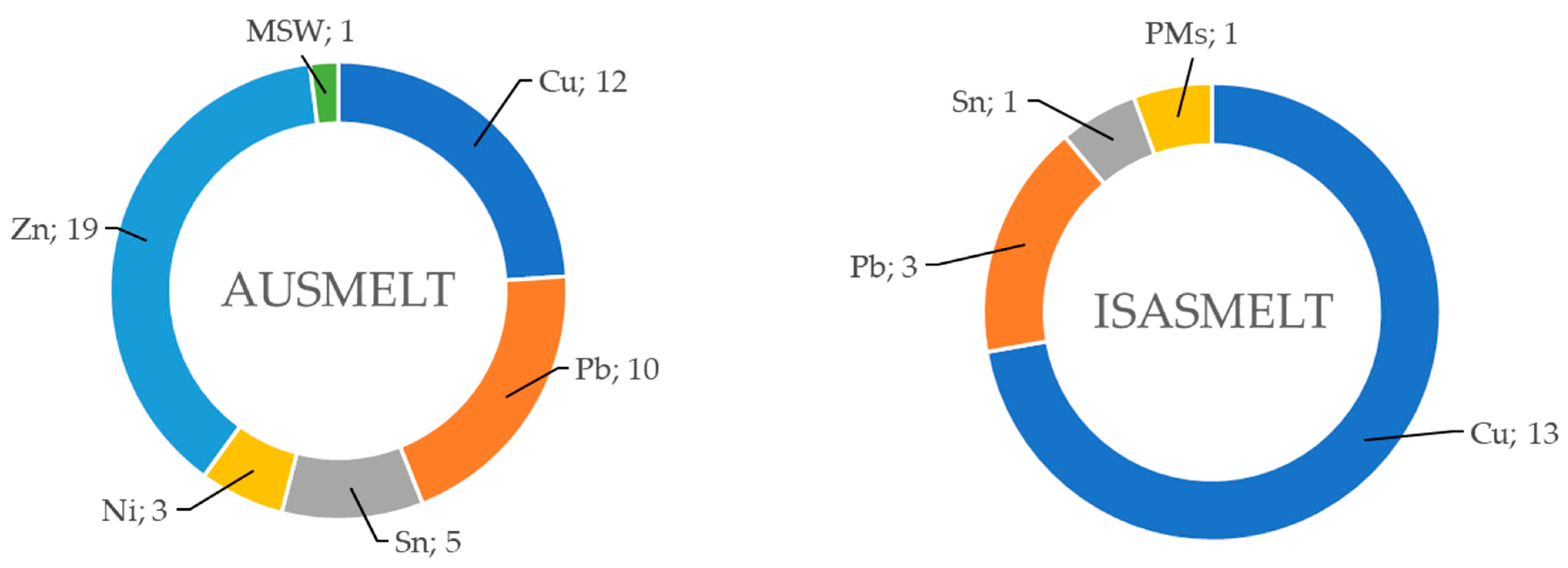
Currently, there are two major license holders for TSL technology:
Metso: AUSMELT technology (Note: Metso Corporation and Outotec merged in June 2020 and formed Metso. The new name (Metso) is therefore used throughout this article).
Glencore: ISASMELT technology (Note: Glencore acquired Xstrata in May 2013).
A layout of a TSL plant and a block diagram including concentrate blending, oxygen plant, heat recovery, an ESF for matte/slag settling/separation, and off-gas streamflow are shown in
Figure 2.
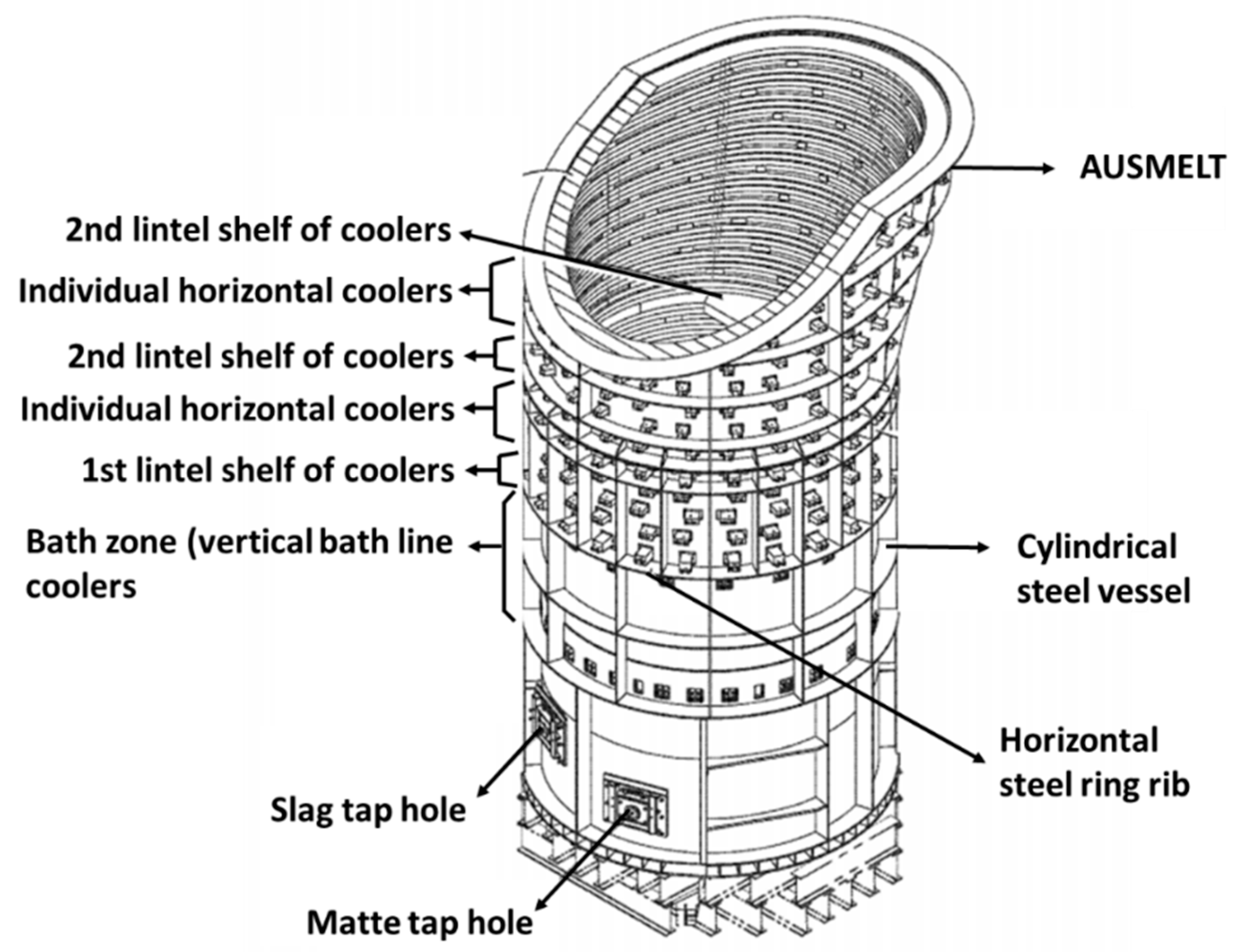
TSL is a bath smelting technology with a vertical cylindrical furnace and a central lance injecting fuel and air (oxygen-enriched, up to and in some cases exceeding 80%) into the slag bath [
5]. The limitation of oxygen enrichment is that nitrogen is required to transfer sufficient momentum to splash the slag (as a mass transfer carrier). The lance can be operated under oxidizing, neutral, or reducing conditions by setting the λ value to control the slag chemistry at the lance tip and gas-rise region of the slag bath. This is true since the λ value directly relates to the global P
O2 within the vessel, the latter being further influenced by the feed rate of reductants (e.g., coal) and further feed materials (that can react to consume oxygen) such as sulfide concentrates [
5]. During its operation, the lance is covered by a solidified slag layer caused by splashing in the furnace, which protects the lance from rapid corrosion. This coating is caused by local cooling of the slag due to the gas flow occurring within the lance. As a result, the slag becomes saturated with magnetite in the vicinity of the lance, which leads to a magnetite layer solidifying on the lance surface. The depth of lance penetration into the slag depends on the application (typically 800–2000 mm in an industrial-scale TSL) [
6]. A schematic representation of the two TSL furnace designs is shown in
Figure 3.
For continuous smelting and converting operations employing TSL technology, AUSMELT and ISASMELT use ESFs [
9] and RHFs [
10], respectively. These furnaces “separate” matte from slag and act as a holding vessel in the case of continuous operation upstream (e.g., copper concentrate smelting) and batch operation downstream (e.g., matte converting). AUSMELT uses an “underflow weir”, which allows the molten bath to flow continuously to the ESF or further downstream unit operation via the weir spout (overflow). Elaborating further regarding the weir, burner ports are implemented within the hood (roof), and the design also utilizes cooling elements and a pyrometer (monitoring tapping temperatures). This method allows the molten bath to flow without the need for classical tapping and associated disadvantages (e.g., use of a mud gun and drilling operations). Using a weir, the bath level can be kept constant since the operation is based on the overflow principle. A few disadvantages associated with using a weir could be due to solidified slag freeze within the weir ports (during matte/bullion tapping) and more refractory wear at the bath level (i.e., due to stable bath height, the effect of splashing and turbulence is concentrated at the bath surface peripheral). More than 35 AUSMELT TSL reactors are equipped with a weir in various smelting applications associated with copper, lead, and zinc residue smelting operations [
11]. One example of an ESF has been shown to be rectangular and consisting of several electrodes [
9]. On the other hand, ISASMELT typically taps out to settling furnaces intermittently or continuously through a water-cooled taphole using semi-automated mechanical equipment [
12]. The latter may be of the RHF type, i.e., cylindrical in shape. RHFs are refractory lined and equipped with burner ports to maintain the temperature [
10]. As mentioned in the same reference, the RHF can be tilted to enable matte and slag to discharge at appropriate locations. Pictures of a weir and rotary furnace before and upon installation are shown in
Figure 4 and
Figure 5, respectively.
An example of a general TSL process flowsheet is shown in
Figure 6, where numerous TSL (AUSMELT) reactors are used to treat zinc residues at Korea Zinc, South Korea (>1 million tpa feed throughput). This flowsheet can be employed to treat and recover valuable metals from zinc residues and various other zinc-bearing materials. The process achieves high recovery rates of Zn, Pb, Cd, In, Ge, Au, and Ag, among other elements, which report to the fumes emitted while producing a slag that meets TCLP requirements. As proven by Korea Zinc, the benign slag produced can be safely discarded or used as a construction material [
13].
Considering digitization and process logic controls for TSL operation, AUSMELT industrial plants use Metso’s ACT platform to monitor and forecast its TSL operations. The ACT platform can be coupled with the HSC Chemistry and HSC SIM module (flowsheet modeling), which helps estimate the process efficiency, yield, and environmental footprints. On the other hand, Glencore uses two control platform providers, namely Yokogawa (which contains various DCSs, SIS, PLCs, and RTU) and Emerson (DeltaVTM) for their ISASMELT operations [
14,
15].
5. TSL Lance Patent Selection and Development Aspects
In 2005, J. M. Floyd gave a talk at the TMS conference [
6] and wrote an article titled “Converting an Idea into a Worldwide Business Commercializing Smelting Technology”, in which he summarized 30 years of TSL development at CSIRO. An impression of an early-day TSL reactor pilot plant is given in
Figure 17. In the article, he described his invention’s journey from lab-scale to industrial trials, associated challenges (such as lance tip blockage, among others), and the most significant contributors to development from 1973 to 1981, and while starting up–AUSMELT in 1981. In the first year of AUSMELT, J.M. Floyd consulted three companies concerning the technology–ATS, Aberfoyle Ltd., and MIM, Australia. The first overseas assignment was with Bamangwat Concessions Ltd., Botswana: a lance was trailed in the bath of a Ni-flash smelter to remove accretions and assist Co recovery. A large pilot plant was designed, built, commissioned, and operated for several months at Olympic Dam (Copper-Uranium Mine), Australia. Finally, the success story of TSL global commercialization was presented [
6].
A patent named “Recovery of Tin from Slags”, filed by John Millice Floyd and Glen Waverley (US 3905807), is presented here in the interest of timeline continuity, as it is one of the early works regarding TSL-based processing. It presents the production of tin as a three-stage process. In the first stage, a low-grade tin concentrate is smelted and partially reduced to attain tin and iron in the stannous and ferrous states, or in other words, obtaining a slag rich in FeO and SnO (20–50 wt.-% Sn). In the second stage (hardhead) a Fe-Sn alloy (10–60 wt.-% Fe) is used to produce crude tin metal (<2 wt.-% Fe) via the reaction: SnO (slag) + Fe (metal) → Sn (metal) + FeO (slag). The authors foresaw that the advantage of a TSL-type furnace would lie in the third step of the process, aimed at producing the hardhead Fe-Sn alloy and an Sn-lean discard slag (0.5–2 wt.-% Sn). Slag reduction in a reverberatory furnace requires the slag to be granulated and mixed with a carbonaceous reductant at a high temperature of 1400 °C. By contrast, in this invention, slag is reduced in the third step by injecting reducing gases through a lance, e.g., CO + H
2. The high concentration of the reductant species in the bubbles and their large interface area with the slag, the ability to co-utilize solid reductants (entrained through the lance) that regenerate gaseous reductant species (e.g., CO
2 + C = 2 CO) and are well mixed in the slag lead to two main process advantages [
38]:
- (i)
Liquid tin-rich slag can be utilized with no need to granulate and mix with carbonaceous reductant before the TSL reactor.
- (ii)
Temperatures below 1300 °C are deemed sufficient to produce a tin-lean discard slag.
Before the invention of the modern TSL furnace, lances were used in the 1960s to inject enriched oxygen into the bath using a side-blowing technique with water-cooling (US 3411716, [
39] and US 3313535, [
40]). These lances were primarily used for the steelmaking process. Below, selected TSLs are presented from the point of view of technological development.
John M. Floyd and Glen Waverley patented the “Submerged Injection of Gas into the Liquid–Pyrometallurgical Bath” (US 4251271), describing a method of injecting gas into a pyrometallurgical bath. The gas is injected through a lance with an interior “elongated member.” If the lance is designed to inject gas only, then an “elongate member” in the form of a “solid rod” may be utilized. This is the case, for example, for conversion operations. This rod is used to fix the swirler, which provides turbulence concerning the gas flow (see
Figure 18, left-hand side). Alternatively, if the intention is to accommodate for fuel injection or the addition of smelting material, then the “solid rod” shown on the left-hand side of
Figure 18 becomes hollow, which leads, for example, to the lance design shown on the right-hand side of the same figure. The central tube, equipped with an atomizing nozzle at its end, is used to add fuel oil, for example. According to the inventors, the intermediate gas duct between the airflow duct and the fuel injection pipe can be used for “powdered material which can be transferred within a stream of conveying air”. At the discharge end, gas comes into contact and reacts with a molten mass of slag. The above motion results in the lance being splash-coated with molten slag, a phenomenon also discussed previously. The formation of SO
2 in the off-gas is also discussed; in such cases, the lance may be constructed of steel (less than 2 mm thick). The gas velocities are in the range of 0.35–1 Mach within the swirler/lance. Thereafter, the lance was called “SIROSMELT” [
41].
In 1993, John M. Floyd obtained a patent (US 5251879) on a shrouded lance, which he describes as a lance comprising a first elongated tube extending through an elongated tubular shroud. This lance is used for the top-submerged fluid injection into a liquid bath comprising slag or having slag on its surface. The first central tube could be of the same design as the lance discussed in the previous paragraph, allowing fluids and/or entrained particles and/or fuel to be injected. The shroud defines a flow passage for a coolant such as air. The above is shown in
Figure 19 and is discussed in detail in the aforementioned patent [
42]. The authors mention that in use, the coolant gas cools the lance and discharges above the bath. In contrast, the central tube (SIROSMELT lance) discharges into the bath. A shroud coolant gas flow aims to counteract lance tip erosion induced by excessive heat transfer, which allows gases within the lance to become too hot. This, in turn, enables reactions between the metal and bath and between the gas and metal. Such phenomena occur:
- (i)
When the temperature of the gases within the lance exceeds 400 °C.
- (ii)
At a high turndown ratio, e.g., operating below 1200 Nm3/h for a lance designed for 3000 Nm3/h. In general, a large lance length or diameter and the absence of a slag coating led to situations of overheating and lance tip erosion.
For example, when operating in a certain proximity of the slag liquidus temperature, a slag coating layer may form due to solidification. As further discussed in [
42], a TSL copper smelter operating at 1300–1400 °C (slag liquidus temperature 1150–1250 °C) generates a slag coating of 10–20 mm. If, however, the temperature increased to 1500–1600 °C, then rapid wear of the SIROSMELT lance would occur due to the absence of a slag coating and the high process temperature. Hence, a lance design with a shroud allows some of the above challenges to be resolved since it cools the central tube (SIROSMELT lance) and works against lance overheating. A method was further proposed to create a solidified slag layer on the lance by lowering its tip to slightly above the slag layer while blowing gas through both the lance and shroud. After this is achieved, the lance tip is lowered into a submerged position. Finally, the shroud gas can be used as a post-combustion gas, e.g., while oxidizing gases were resulting from zinc fuming (CO, H
2, Zn), thus recovering heat without re-oxidizing the bath [
42]. As discussed above, this occurs because splashed slag, heated through oxidation, returns to the slag bath.
A patent (US 5308043) by J. M. Floyd et al. relates to a new lance for top-submerged injection into a metallurgical bath which enables work to be carried out under extreme temperatures in the bath [
44]. In particular, a SIROSMELT lance is not suitable for smelting and reducing iron-containing feed materials to produce metallic iron such as pig iron or iron with less carbon than pig iron. The temperature, oxygen enrichment, and bath composition required would cause rapid lance failure. When the lance is examined from the center outwards, as shown in
Figure 20, the following flow paths can be noted [
44]:
- (i)
The fuel supply pipe is equipped with a baffle that allows the fuel flow to diverge outwards to the flow of oxygen-containing gas.
- (ii)
The next passage or bore is used to inject the oxygen-containing gas flow. A two-pitch helical swirler is used, which enhances fuel/oxygen-containing gas mixing at the tip. The tip is a continuation of the bore at a half angle of 10–20° and “acts to prevent blockage from solidified slag”.
- (iii)
Neighboring the bore for oxygen-enriched air is a passage for a coolant fluid (e.g., water or steam) that descends up to the upper wall of the lance tip and then ascends and exits the lance. This allows the lance to be continuously cooled in a closed loop.
- (iv)
A shroud pipe neighbors this closed cooling circuit, discharging coolant oxygen-containing gas above the bath; the benefits of a shroud pipe have been already discussed, also in conjunction with the oxidation of post-combustion gases.
- (v)
Finally, a closed-type cooling circuit may be utilized to protect the shroud pipe. The lance tip is further designed using a suitable steel alloy to ensure minimum wear.
A patent (US 5505762) by [
45] showed a method of submerged injection with a lance where the oxygen flow is allocated along the innermost gas path, i.e., within the oxygen conduit shown in
Figure 21. This contrasts with most lance types, where the innermost passage is taken up with combustible species. Instead, fuel gas or powdered coal passes through the annular space between the inner tubular member and the oxygen conduit (middle passage). This combustible stream comes into contact with air/oxygen-enriched air flowing in the outermost lance passage via horizontal and angular ports located on the inner tubular member or through its bottom section. The dashed lines extending from the inner tubular surface represent an enlargement of the inner tubular member to increase the velocity of the gas flowing at the outermost passage of the lance and enhance cooling, an aspect that is typically achieved by swirlers. The end of the oxygen conduit is located before the end of the outer tubular member, thus creating a combustion chamber. A classical SIROSMELT lance (see
Figure 21, right-hand side), where the oxygen/enriched air flowing in the outermost lance passage also cools the slag to maintain the protecting slag coating layer, cannot achieve a higher level of oxygen enrichment than 35%. According to the author, this would have led to the tip of the lance burning back. With the proposed lance, oxygen enrichment up to 60% O
2 or 70% O
2 was achieved, accompanied by no or minimal lance tip erosion. The overall oxygen enrichment content can be regulated through the oxygen conduit. In this manner, the load can also be controlled by changing the oxygen flow within the oxygen conduit and the fuel flow. Load control is hence independent of the cooling function of the outermost lance passage utilizing air/oxygen-enriched air. Different experiments were conducted to test the above lance, at the aforementioned oxygen enrichment levels, with different lance materials (such as 304 stainless steel, 253 MA, and chromed steel), temperatures between 1300 °C and 1450 °C, fuels (e.g., natural gas) and applications (slag smelting and copper smelting). A different embodiment (not shown) discusses the possibility of providing lateral movement to the lance outlet streams [
45].
Tenova Pyromet, South Africa (WO 2017195105 A1) came up with an invention for introducing a process gas into a TSL furnace using an improved lance and lance tip design. The term “process gas” is used in this invention to describe air, oxygen-enriched air, and nitrogen-enriched air. The lance is characterized by the fact that its tip contains multiple discrete flow passages. The authors’ motivation was that typical lance arrangements (shown in previous paragraphs), where process gas is typically injected through an annular region surrounding fuel injection, are not optimum for a TSL. The reason for this is that, in accordance with referenced modeling results, this typical process of gas injection leads to splashing, which in turn may lead to blockage of the gas exit and feed ports of the furnace and may damage the furnace roof, as discussed in previous sections of this article. The lance tips shown in
Figure 22 are designed to hinder the formation of big bubbles (through several injection points) and avoid intense splashing as a result [
46].
Metso (US 2016/0265848 A1) was granted a patent for a top-submerged injection lance for enhanced submerged combustion. The lance has two concentric pipes. The oxygen-containing gas flows through the annular passage between them. The innermost pipe of the lance may be used to supply feed materials such as concentrate, fluxes, and reductants to be injected into a slag layer of the bath or used as fuel. The upper part of the lance is cooled by injecting oxidizing gas into an annular space and shroud tube. The novelty of this invention lies in the “flow modifying device,” shown in
Figure 23, which comprises a solid cone ring equipped with helical vanes. The cone ring constitutes a helical passage of decreasing radial width. As a result, this device imparts an inward motion to the oxidizing gas, which enables it to mix appropriately with the fuel descending through the central bore. Since the outer pipe must be cooled, a narrow annular pipe is allowed so that a gas curtain is formed and cools the outer pipe. As is often the case, the inner (fuel pipe) ends before the outer pipe. Typically, the outer pipe extends 1000 mm beyond the end of the inner pipe. In the case of
Figure 23, this creates a combustion chamber that starts below the “flow modifying device” and the end of the bore for fuel flow. A further interesting point about the lance in
Figure 23 is that small swirlers are applied in the outer gas path dedicated to an oxidizing gas, as opposed to a long swirler that extends through most of the gas path, as in the case of
Figure 20 [
47].
A further invention from Metso (AU 2012/276276 A1), shown in
Figure 24, addresses the issue of compensating for wear and back burning to the outer pipe. The lower end of the inner pipe is set at a level relative to the lower end of the outer pipe, as required by the process at hand. The relative positions of the inner and outer pipes are longitudinally adjustable to enable the length of the mixing chamber to be maintained at the desired setting. They are adjusted via a dedicated drive. This can compensate for the lower end of the outer pipe wearing and burning back [
48].
A patent by Metso (US 9771627 B2) describes a lance with a shroud that is longitudinally adjustable relative to the outer pipe. A typical large TSL reactor lance will have an outer diameter of 200–500 mm or larger, and the height is about 10–15 m. The lower end of the outer pipe is immersed to a depth of about 300 mm or more in a molten slag phase of the bath. The longitudinal movement is enabled by a drive, as shown in
Figure 25. The shroud design allows the telescopic movement of the outer sleeve to adjust the length. According to the patent authors, being able to control the position where the shroud gas is discharged relative to the melt level and lance tip has following the advantages [
49]:
- (i)
The atmosphere above the bath can be controlled, from reducing to oxidizing.
- (ii)
The amount of energy that is recovered in the splashing zone due to oxidation of post-combustion gases can be controlled. Hence, if the shroud exit is close to the bath level, then post-oxidation will happen in the proximity of the splashing zone, and heat will be retained in the bath. Of course, the opposite is true if the shroud flow path is at its uppermost position.
- (iii)
The degree of cooling of the bottom part of the lance can be varied. The lance can be cooled to maintain the formed slag coating at all shroud outlet gas positions; however, cooling is most intense when the shroud is close to the melt surface/lance tip, despite the occurrence of post-combustion reactions.
- (iv)
Finally, the positioning of the shroud gas outlet can be considered a type of “staging” operation, making it possible to control NOx, dioxins, labile sulfur, and further process gas species.
A fluid-cooled lance for TSL injection is patented by Metso (US 9829250 B2), where both the annular passages of the shroud and the inner lance are cooled with coolant fluid. Otherwise, the lance and shroud arrangements are typical. Also, in this patent, the carbonaceous fuel is added from the central pipe, which ends before the adjacent oxygen-containing pipe, creating a mixing/combustion chamber. Returning to the lance and shroud, it is shown that coolant fluid moves downwards through a larger passage, accelerates at the end wall of the lance and shroud, respectively, and continues at that velocity upwards within the inner surface of the pipes in contact with the furnace atmosphere. The above principle allows the lance and shroud outer surfaces to be cooled efficiently, most likely enhancing slag solidification on the surface. The above is clearly shown on the left-hand side of
Figure 26. The same principle is also presented on the upper right-hand side of the same figure. The passage for the coolant fluid again surrounds the passage for the oxygen-containing gas flow. However, the flow is only accelerated in the vicinity of the lance tip. Finally, the term “baffle” is used in the above patent to describe the interface between the downflow and up-flow coolant passages for the shroud and the “main” lance. In the lower right-hand part of
Figure 26, different baffle geometries are presented [
50].

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






















