
Influence of Inner Roller Geometric Parameters on Counter-Roller Spinning with 6061 Aluminum Alloy Tube

Abstract
:1. Introduction
2. FEA Models and Experimental Procedure
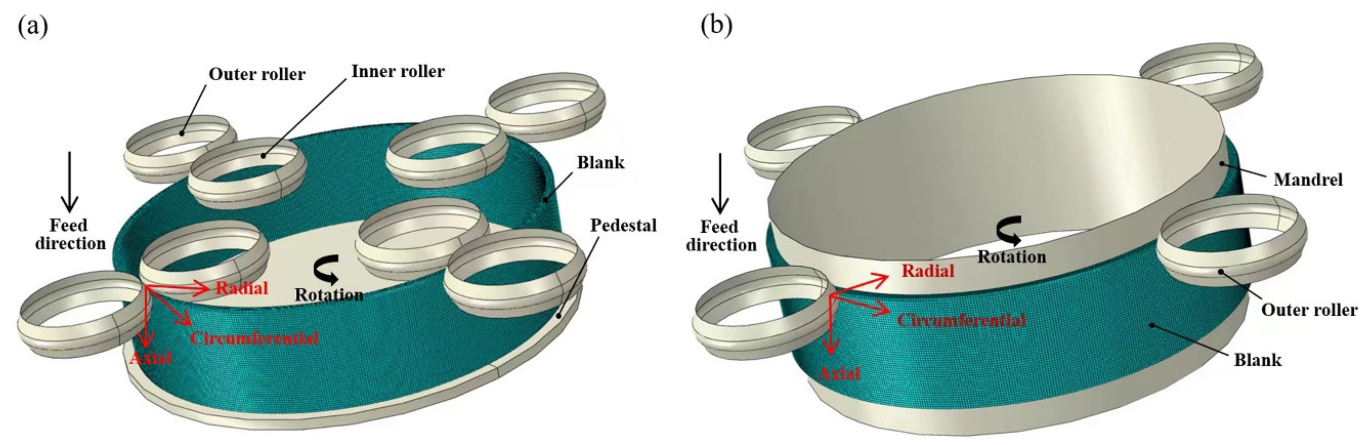
2.1. Establishment of FEA Models for Counter-Roller Spinning and Traditional Mandrel Spinning
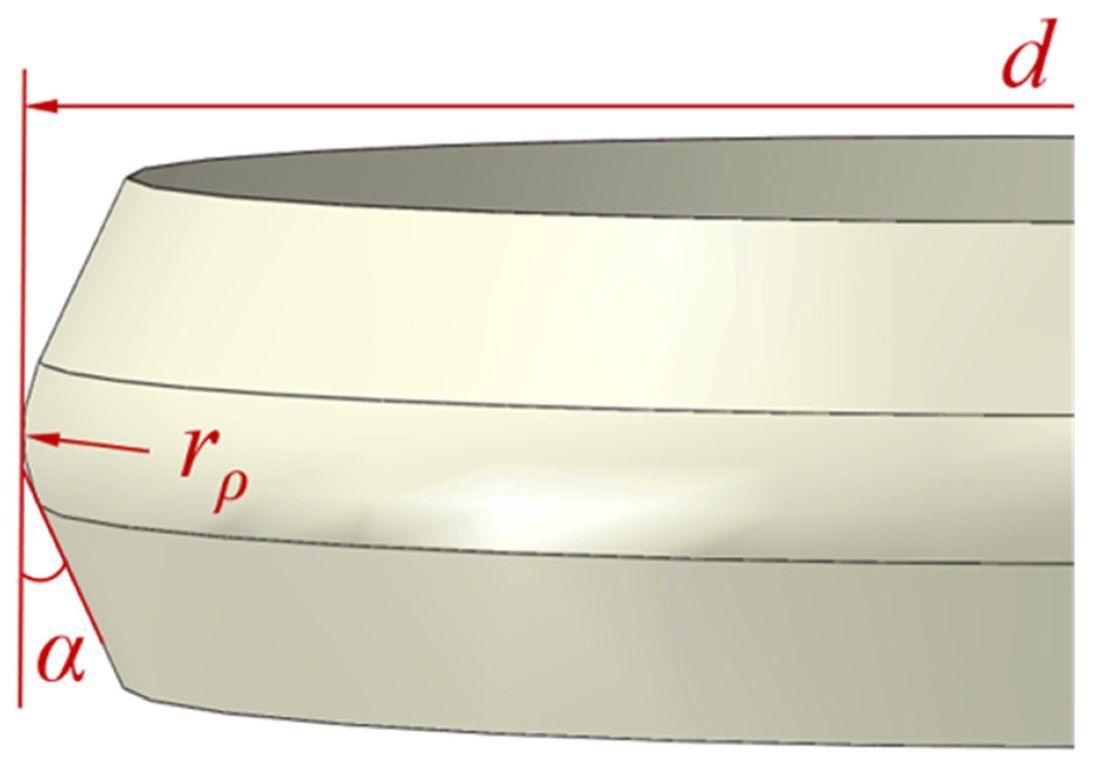
2.2. Design of Numerical Simulation Scheme
3. Results and Discussion
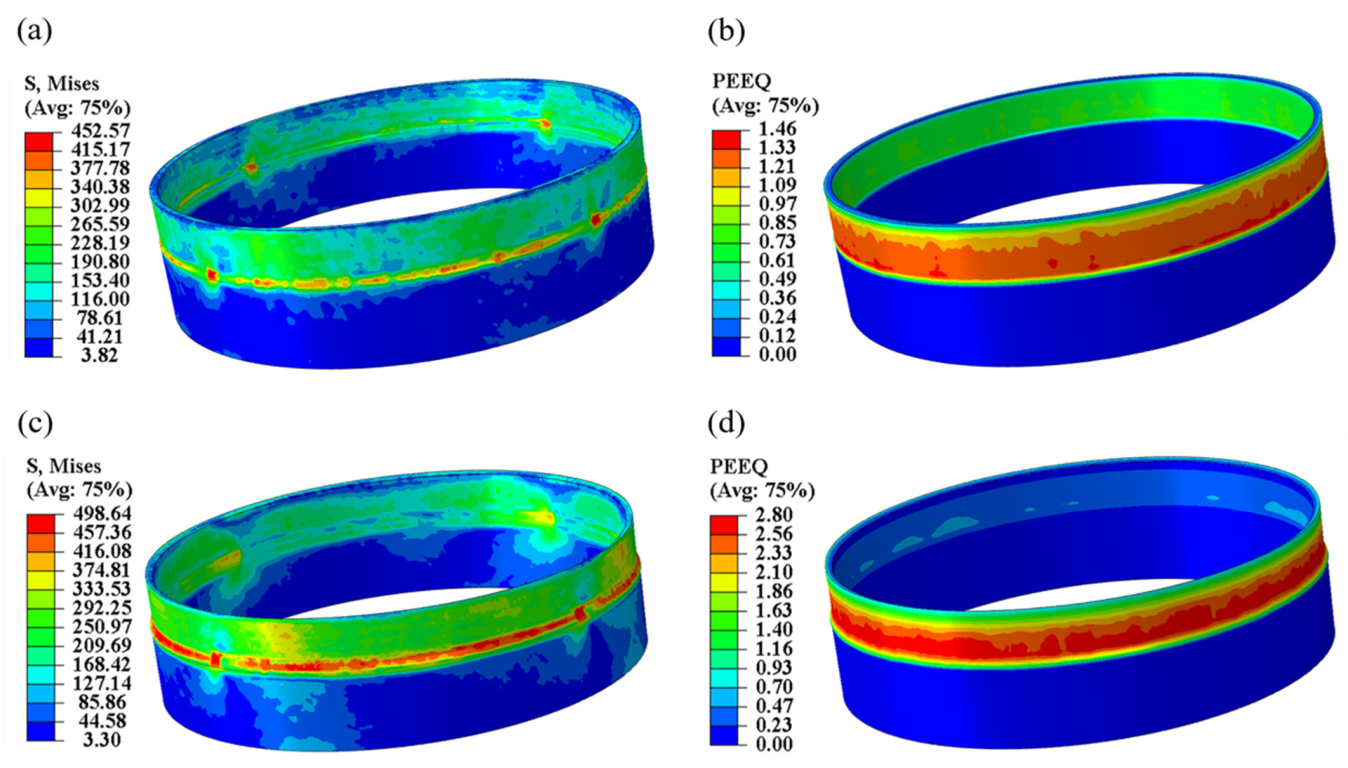
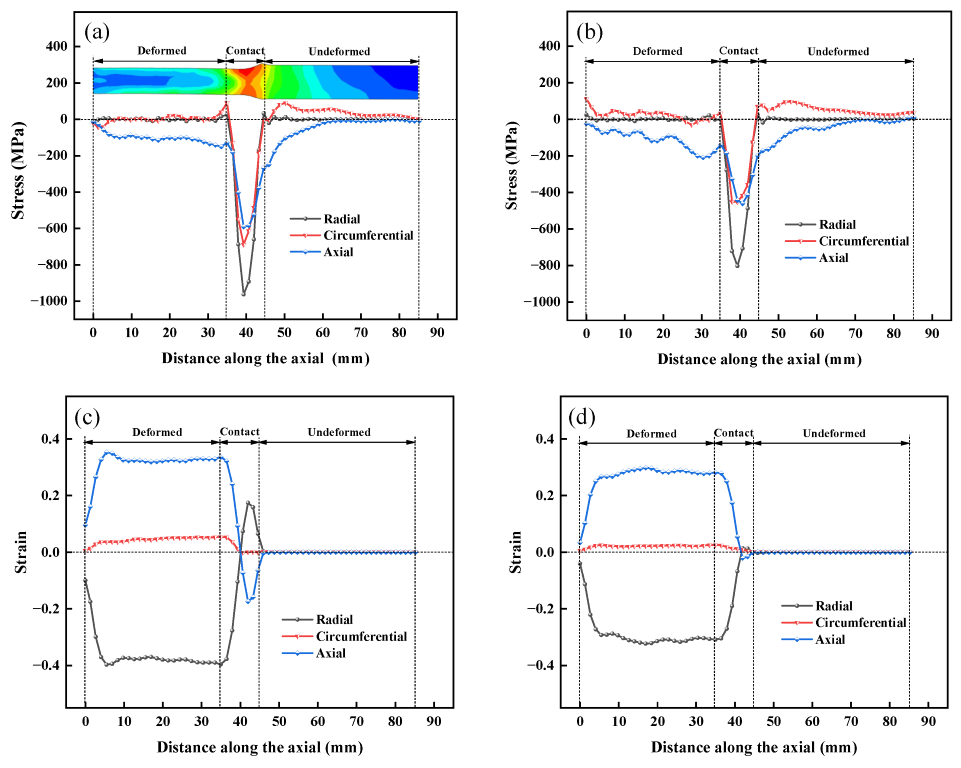
3.1. Stress–Strain Distribution during Counter-Roller Spinning and Traditional Mandrel Spinning
3.2. Metal Flow during Counter-Roller Spinning and Traditional Mandrel Spinning
3.3. Contact Area during Spinning with Various Geometric Parameters of Inner Roller
3.4. Spinning Force during Spinning with Various Geometric Parameters of Inner Roller
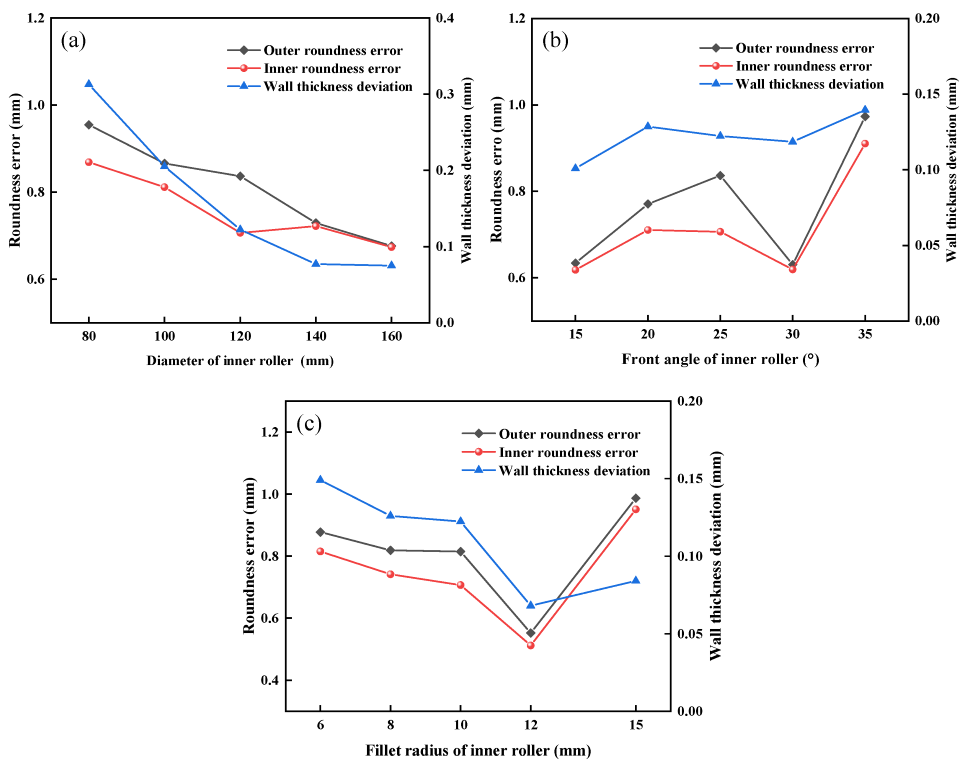
3.5. Roundness Error and Wall Thickness Deviation of As-Spun Tube
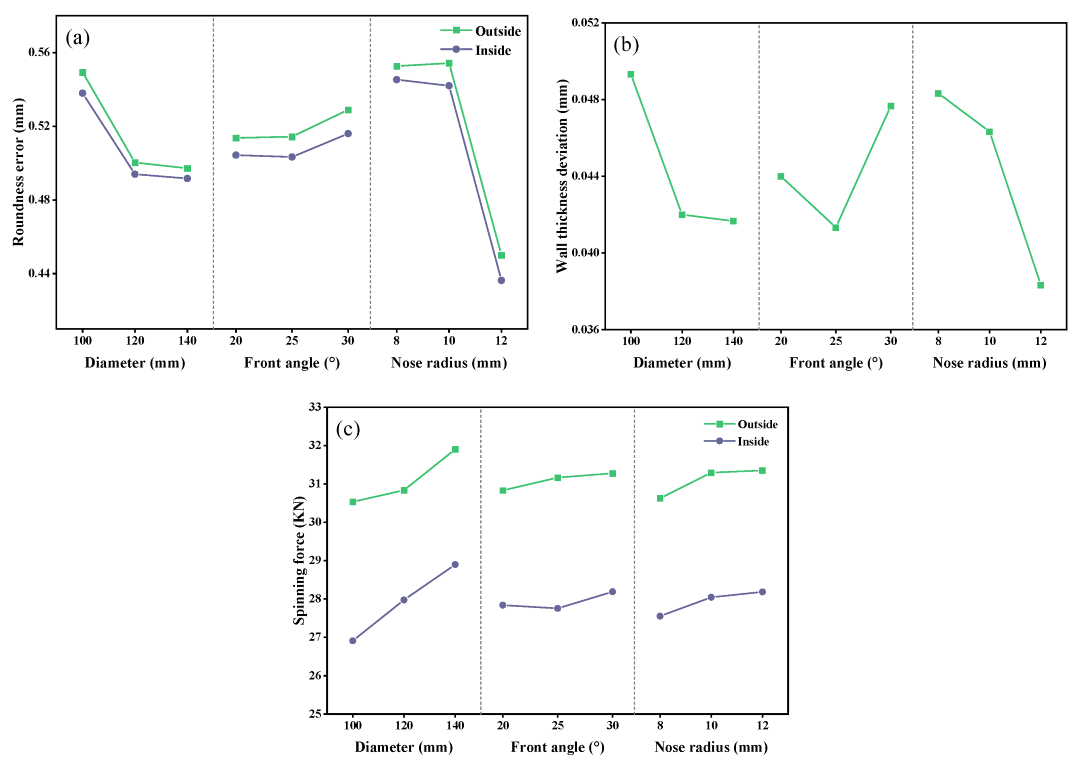
3.6. Significance Level during Spinning with Various Geometric Parameters of Inner Roller
4. Conclusions
- (1)
- During counter-roller forming, when the same geometric parameters were used for the inner and outer rollers, the equivalent stress and strain generated by the outer roller were greater than those of the inner roller. The radial stress was the maximum principal stress, while the axial and circumferential stresses were relatively small. The flaring on the free ending of the tube was more prone to occur in the initial stage of counter-roller spinning compared to traditional mandrel spinning.
- (2)
- The roundness error and wall thickness deviation decreased with the increase in inner roller diameter and nose radius, indicating that the increase in diameter and nose radius could promote the inner roller to have better support for the inner of the tube blank, while an excessive nose radius would increase the spinning force. It was more suitable to choose a front angle within the range of 15–30°; the roundness error increased significantly as the front angle increased from 30° to 35°, and the excessive front angle caused significant metal accumulation in front of the roller, and the metal flow tended to be unstable.
- (3)
- The influence of geometric parameters of the inner roller on forming was analyzed based on orthogonal experiments. The nose radius of the inner roller had a great influence on the roundness error and wall thickness deviation. The diameter of the inner roller mainly affected the inner and outer spinning force. The front angle of the inner roller had the least impact during the counter-roller spinning.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Music, O.; Allwood, J.M.; Kawai, K. A review of the mechanics of metal spinning. J. Mater. Process. Technol. 2010, 210, 3–23. [Google Scholar] [CrossRef]
- Xia, Q.; Xiao, G.; Long, H.; Cheng, X.; Sheng, X. A review of process advancement of novel metal spinning. Int. J. Mach. Tools Manuf. 2014, 85, 100–121. [Google Scholar] [CrossRef]
- Zhang, L.; Yang, N.; Li, Z.; Tao, J.; Xu, J.; Li, F.; Zhao, S. Progresses and applications of counter-roller spinning technology for metal thin-walled cylinders. China Mech. Eng. 2022, 34, 1–13. [Google Scholar] [CrossRef]
- Wong, C.C.; Dean, T.A.; Lin, J. A review of spinning, shear forming and flow forming processes. Int. J. Mach. Tools Manuf. 2003, 43, 1419–1435. [Google Scholar] [CrossRef]
- Zhan, M.; Yang, H.; Guo, J.; Wang, X.X. Review on hot spinning for difficult-to-deform lightweight metals. Trans. Nonferrous Met. Soc. China 2015, 25, 1732–1743. [Google Scholar] [CrossRef]
- Cao, X.; Zhang, L.; Yang, Y.; Mou, S.Z.; Han, D. Progress of research on counter-roller forming. Hot Work. Technol. 2013, 42, 115–117. [Google Scholar] [CrossRef]
- Sun, Y.; Cao, X.; Yang, Y.; Bai, X. Research on study status and development prospects of large-diameter cylinder by counter-roller spinning technology. Aerosp. Manuf. Technol. 2022, 231, 16–22. (In Chinese) [Google Scholar]
- Zhang, D.; Zhu, C.; Zhao, S. Progresses of counter-roller spinning equipment and its applications for large-scale tubular components. China Mech. Eng. 2020, 31, 1049–1056. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, S.; Li, P.; Yang, K.; Shan, D.B.; Lu, Y. 3D rigid-plastic FEM numerical simulation on tube spinning. J. Mater. Process. Technol. 1999, 113, 710–713. [Google Scholar] [CrossRef]
- Quigley, E.; Monaghan, J. Enhanced finite element models of metal spinning. J. Mater. Process. Technol. 2002, 121, 43–49. [Google Scholar] [CrossRef]
- Yang, J.; Ma, S.; Wu, F. Status of appliance and trends of numerical simulation in spinning technique. Mod. Manuf. Technol. 2011, 1, 130–133. [Google Scholar] [CrossRef]
- Yoshihara, S.; Mac Donald, B.; Hasegawa, T.; Kawahara, M.; Yamamoto, H. Design improvement of spin forming of magnesium alloy tubes using finite element. J. Mater. Process. Technol. 2004, 153–154, 816–820. [Google Scholar] [CrossRef]
- Takahashi, Y.; Kihara, S.; Nagamachi, T.; Higaki, K. Effects of neck length on occurrence of cracking in tube spinning. Procedia Manuf. 2018, 15, 1200–1206. [Google Scholar] [CrossRef]
- Jiang, S.; Zhang, Y.; Zhao, Y.; Zhu, X.; Sun, D.; Wang, M. Investigation of interface compatibility during ball spinning of composite tube of copper and aluminum. Int. J. Adv. Manuf. Technol. 2017, 88, 1–8. [Google Scholar] [CrossRef]
- Xiao, G.; Zhu, N.; Long, J.; Xia, Q.; Chen, W. Research on precise control of microstructure and mechanical properties of Ni-based superalloy cylindrical parts during hot backward flow spinning. J. Manuf. Processes 2018, 34, 140–147. [Google Scholar] [CrossRef]
- Li, Z.; Shu, X. Residual stress analysis of multi-pass cold spinning process. Chin. J. Aeronaut. 2022, 35, 259–271. [Google Scholar] [CrossRef]
- Sivam, S.S.S.; Saravanan, K.; Harshavardhana, N.; Kumaran, D. Multi response optimization of setting input variables for getting better cylindrical cups in sheet metal spinning of Al 6061—T6 by Grey relation analysis. Mater. Today Proc. 2020, 45, 1464–1470. [Google Scholar] [CrossRef]
- Liu, G.; Li, J.; Yang, Y.; Cao, X.; Sun, Y. Study on the high-strength spinning forming of 7055 aluminum alloy cylindrical parts. Light Alloy Fabr. Technol. 2022, 50, 55–61. [Google Scholar] [CrossRef]
- Roy, B.K.; Korkolis, Y.P.; Arai, Y.; Araki, W.; Iijima, T.; Kouyama, J. A study of forming of thin-walled hemispheres by mandrel-free spinning of commercially pure aluminum tubes. J. Manuf. Processes 2021, 64, 306–322. [Google Scholar] [CrossRef]
- Jawale, K.; Loukaides, E.G. An investigation of mandrel-free spinning. Procedia Manuf. 2019, 29, 145–152. [Google Scholar] [CrossRef]
- Imamura, Y.; Ikawa, K.; Motoyama, K.; Iwasaki, H.; Hirakawa, T.; Utsunomiya, H. Deformation characteristics of Ti-6Al-4V plate in mandrel-free hot spinning. Procedia Manuf. 2018, 15, 1207–1214. [Google Scholar] [CrossRef]
- Zhu, E.; Cui, X.; Guo, L.; Ouyang, D. Simulation of power spinning forming process for TB6 titanium alloy cylindrical part. Forg. Stamp. Technol. 2023, 48, 126–134. [Google Scholar] [CrossRef]
- Sun, S.; Chen, Q.; Yang, C.; Zhang, Y. Characteristics and development of spinning technology. Alum. Fabr. 2021, 1, 8–11. [Google Scholar] [CrossRef]
- Zhu, C.; Zhao, S.; Li, S.; Fan, S. Comparison of mandrel and counter-roller spinning methods for manufacturing large sheaves. Int. J. Adv. Manuf. Technol. 2019, 100, 409–419. [Google Scholar] [CrossRef]
- Xiao, G.; Xia, Q.; Cheng, X.; Zhou, Y. Research on the grain refinement method of cylindrical parts by power spinning. Int. J. Adv. Manuf. Technol. 2015, 78, 971–979. [Google Scholar] [CrossRef]
- Guo, Y.; Li, M.; Huang, T.; Wang, D.; Zheng, H.; Luo, W.; Li, Y.; Gao, W.; Zhao, X. Research on counter-roller spinning force based on finite element simulation and experiment. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019; Volume 563, p. 042069. [Google Scholar] [CrossRef]
- Zhang, D.; Li, F.; Li, S.; Zhao, S. Finite element modeling of counter-roller spinning for large-sized aluminum alloy cylindrical parts. Front. Mech. Eng. 2018, 14, 351–357. [Google Scholar] [CrossRef]
- Li, F.; Zhu, C.; Shen, Y. Characteristics and rules of counter-roller flow-forming of large tube. J. Netshape Form. Eng. 2022, 14, 11–18. [Google Scholar] [CrossRef]
- Xi, Q.; Fan, W.; Lv, W.; Chen, D.B. Orthogonal test of counter roller spinning by numerical simulation. Form. Stamp. Technol. 2016, 41, 154–158. [Google Scholar] [CrossRef]
- Sun, Y.; Han, D.; Yang, Y.; Zhao, S. Research on precision of spinning forming of large diameter 30CrMnSiA cylinder. China Met. Equip. Manuf. Technol. 2018, 53, 89–94. [Google Scholar] [CrossRef]
- Zhu, C.; Meng, D.; Li, F.; Dong, Y. The Spinning Speed Influence on the Counter-Roller Spinning Process. In Proceedings of the 2022 International Conference on Control, Robotics and Informatics (ICCRI), Danang, Vietnam, 2–4 April 2022; pp. 73–76. [Google Scholar] [CrossRef]
- Li, F.; Zhao, S.; Zhu, C.; Zhang, P.; Jiang, H. Influence of process parameters on the forming results of large-sized cylindrical parts during counter-roller spinning. J. Adv. Mech. Des. Syst. Manuf. 2022, 16, 1–13. [Google Scholar] [CrossRef]
- Zhu, C.; Li, F.; Dong, Y.; Zhao, S.; Lv, J.; Meng, D. The rollers’ offset position influence on the counter-roller flow-forming process. Metals 2022, 12, 1471. [Google Scholar] [CrossRef]
- Han, Z.; Tao, H.; Liu, L. Finite element simulation study on power spinning of sylindrical parts. Mach. Des. Manuf. 2006, 11, 137–139. [Google Scholar] [CrossRef]
- Xiao, G.; Xia, Q.; Cheng, X.; Zhou, Y. Metal flow model of cylindrical parts by counter-roller spinning. Procedia Eng. 2014, 81, 2397–2402. [Google Scholar] [CrossRef]
- Deng, Z.; Yu, P.; Chen, L. Application of SPSS software in orthogonal experimental design and result analysis. Comput. Study 2009, 5, 15–17. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Diameter di/mm | 80, 100, 120, 140, 160 |
| Front angle αi/(°) | 15, 20, 25, 30, 35 |
| Nose radius rρi/mm | 6, 8, 10, 12, 15 |
| Group | Diameter di/mm | Front Angle αi/(°) | Nose Radius rρi/mm |
|---|---|---|---|
| 1 | 100 | 20 | 8 |
| 2 | 100 | 25 | 10 |
| 3 | 100 | 30 | 12 |
| 4 | 120 | 20 | 10 |
| 5 | 120 | 25 | 12 |
| 6 | 120 | 30 | 8 |
| 7 | 140 | 20 | 12 |
| 8 | 140 | 25 | 8 |
| 9 | 140 | 30 | 10 |
| Group | Outer Roundness Error/mm | Inner Roundness Error/mm | Wall Thickness Deviation/mm | Outer Spinning Force/KN | Inner Spinning Force/KN |
|---|---|---|---|---|---|
| 1 | 0.586 | 0.581 | 0.051 | 29.665 | 26.372 |
| 2 | 0.609 | 0.595 | 0.050 | 30.921 | 26.852 |
| 3 | 0.453 | 0.438 | 0.047 | 31.013 | 27.513 |
| 4 | 0.493 | 0.488 | 0.044 | 30.816 | 28.089 |
| 5 | 0.435 | 0.427 | 0.031 | 31.030 | 27.981 |
| 6 | 0.573 | 0.567 | 0.051 | 30.670 | 27.856 |
| 7 | 0.462 | 0.444 | 0.037 | 32.016 | 29.062 |
| 8 | 0.499 | 0.488 | 0.043 | 31.545 | 28.436 |
| 9 | 0.531 | 0.543 | 0.045 | 32.150 | 29.199 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Mu, Z.; Zhao, H.; Wang, P.; Song, W.; Yang, G. Influence of Inner Roller Geometric Parameters on Counter-Roller Spinning with 6061 Aluminum Alloy Tube. Metals 2023, 13, 1720. https://doi.org/10.3390/met13101720
Zhao X, Mu Z, Zhao H, Wang P, Song W, Yang G. Influence of Inner Roller Geometric Parameters on Counter-Roller Spinning with 6061 Aluminum Alloy Tube. Metals. 2023; 13(10):1720. https://doi.org/10.3390/met13101720
Chicago/Turabian StyleZhao, Xiaokai, Zheyuan Mu, Haopeng Zhao, Pengyi Wang, Wenjie Song, and Guang Yang. 2023. "Influence of Inner Roller Geometric Parameters on Counter-Roller Spinning with 6061 Aluminum Alloy Tube" Metals 13, no. 10: 1720. https://doi.org/10.3390/met13101720