
An Experiment on Surface Fluctuation of Ga-In-Sn Alloy with a Permanent Magnet Flow Control Mold

Abstract
:1. Introduction
2. Establishment of Experiments
2.1. Establishment of Ga-In-Sn Alloy Circulation Experimental Platform
2.2. Experimental Platform Similarity Criteria
2.3. Experimental Conditions
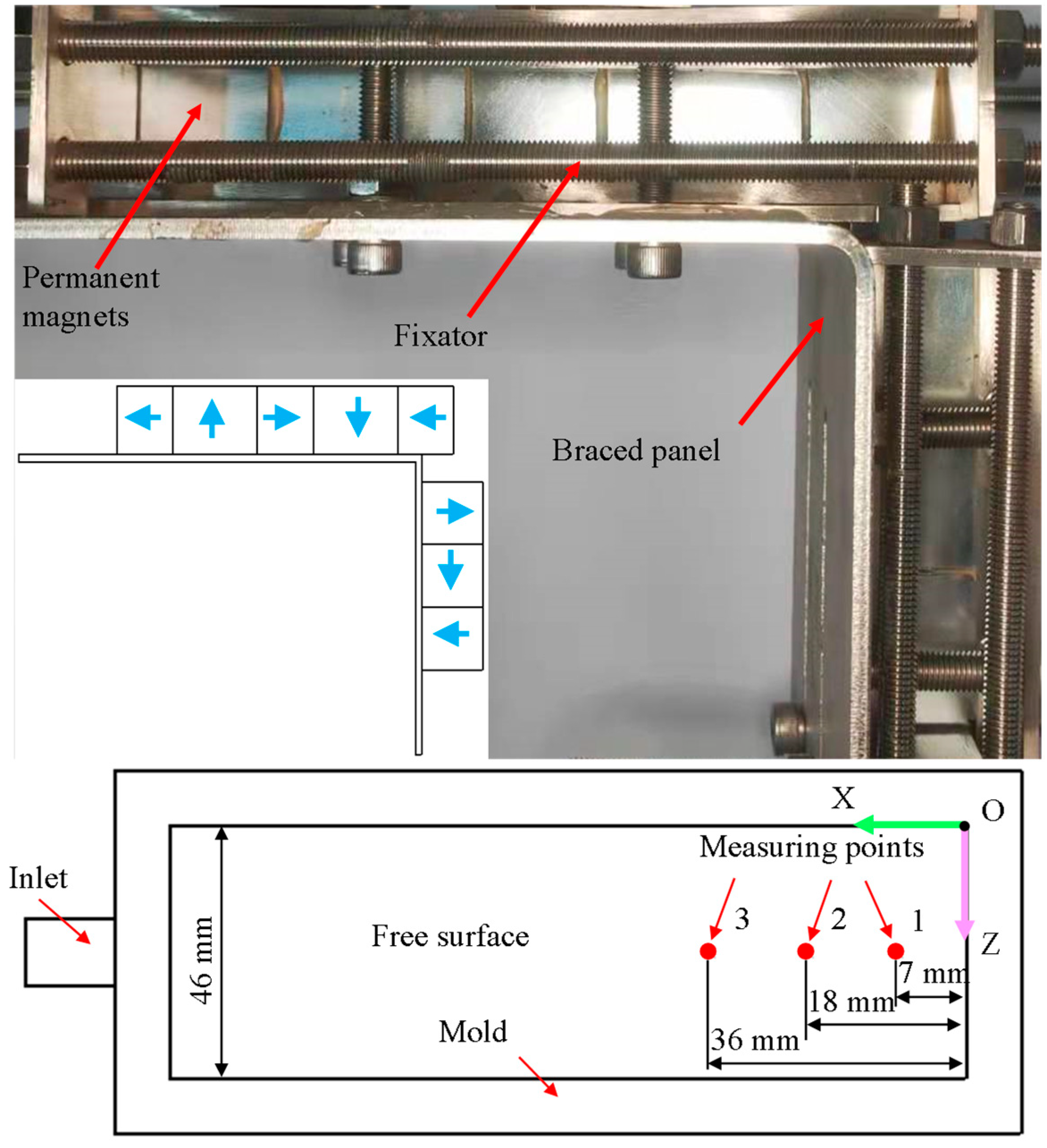
2.4. Experimental Measurement Methods
2.5. Evaluation Method for Experimental Results
3. Experimental Results and Discussion
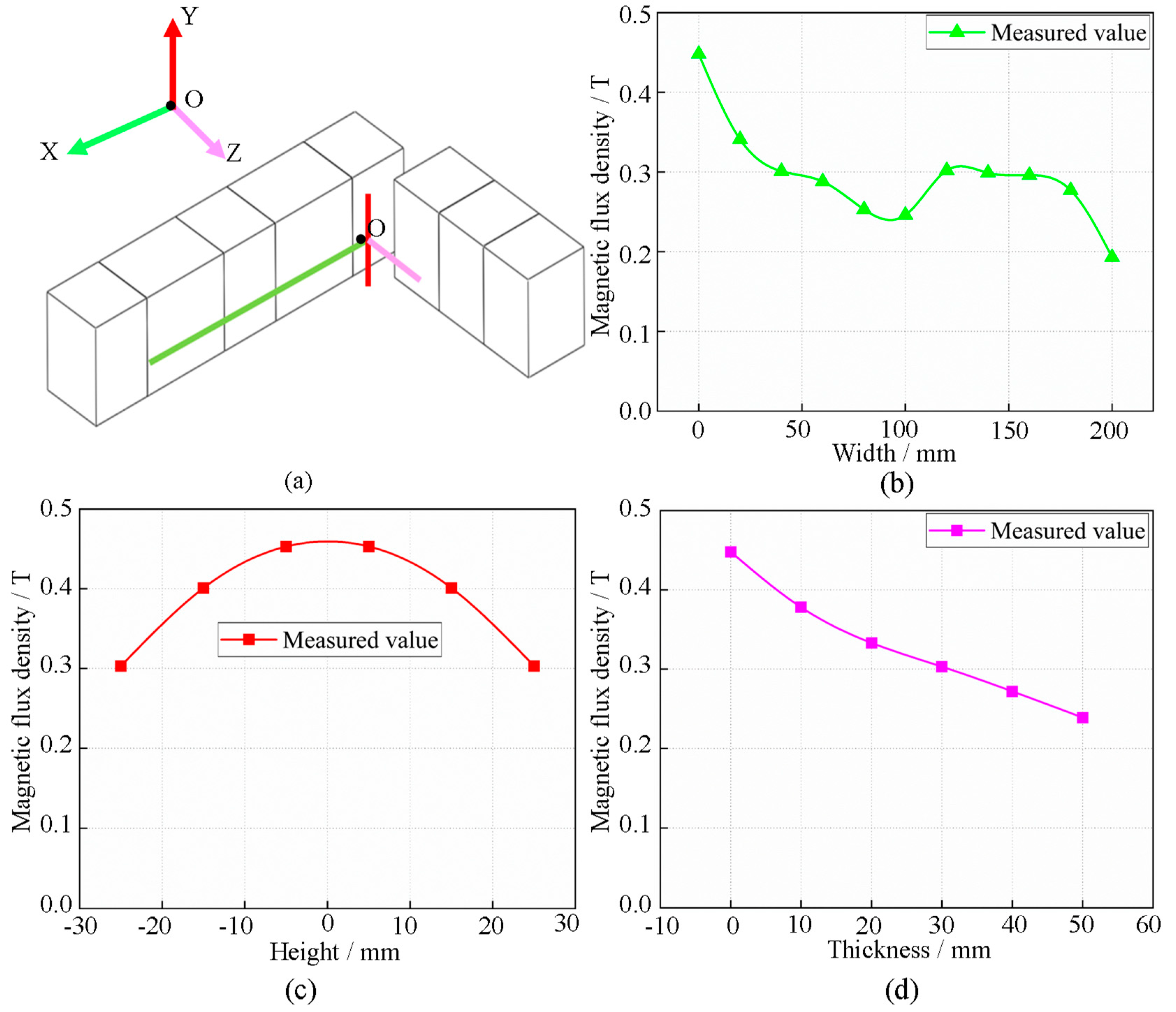
3.1. Characteristics of Magnetic Field Distribution with the PMFC-Mold
3.2. Effect of Different Casting Speeds on Level Fluctuation in the Mold
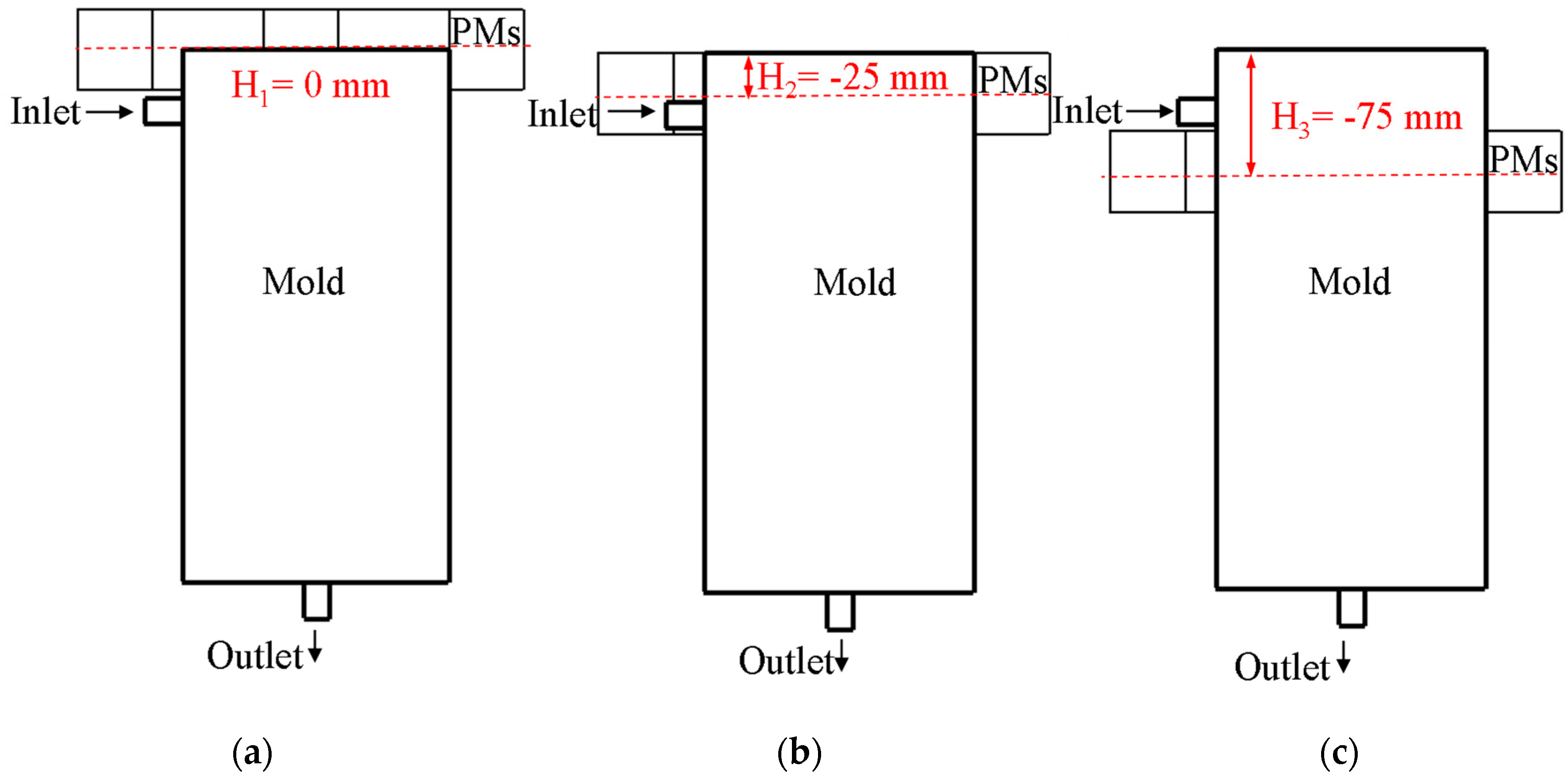
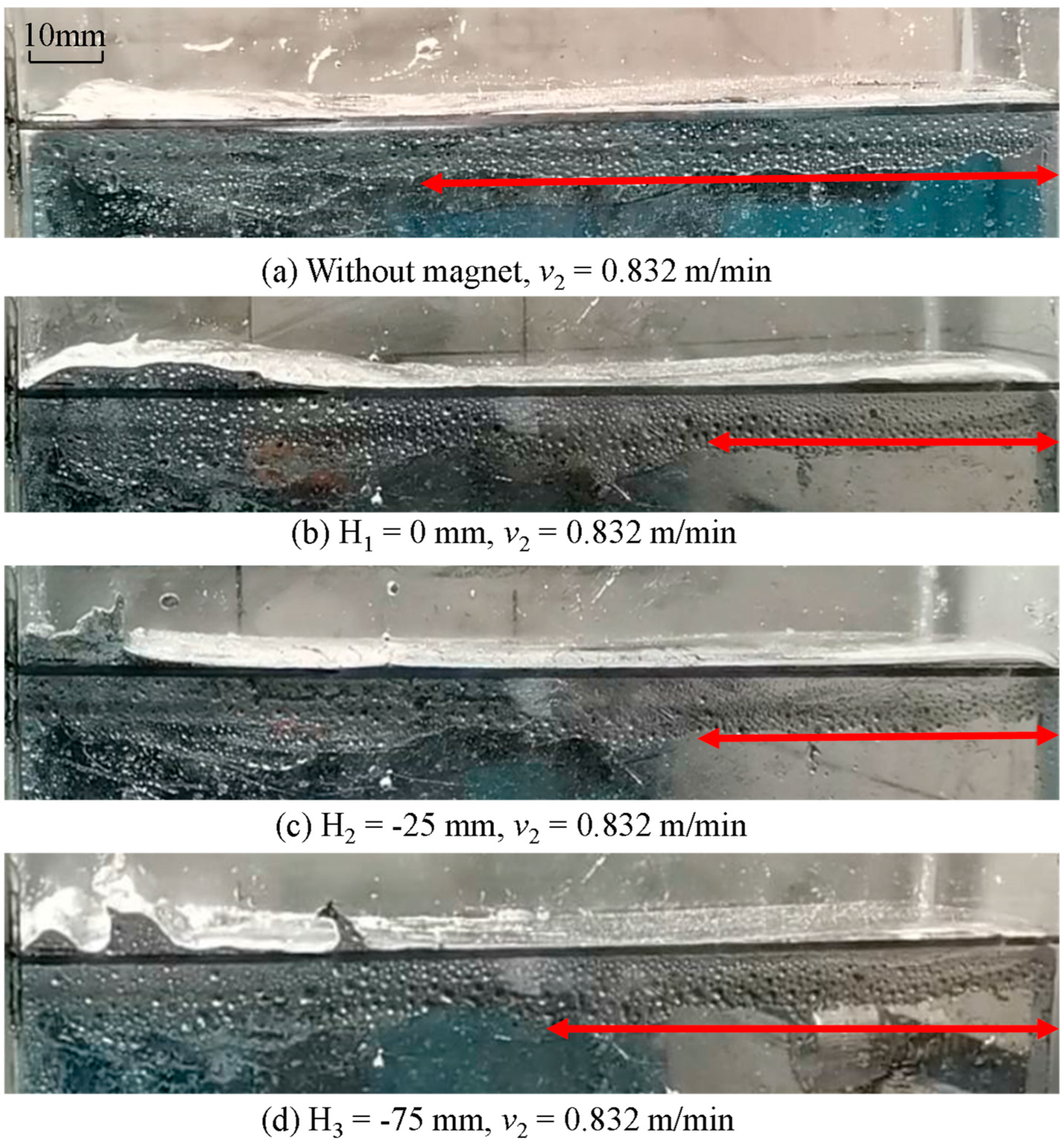
3.3. Effect of the PMFC-Mold Permanent Magnet Arranged Position on the Level Fluctuation in the Mold
4. Conclusions
- With various casting speed, the surface fluctuation profile does not change. However, the height of level fluctuation and the velocity of surface flow rate will increase, which exacerbate the risk of slag entrapment.
- When the PMFC-Mold permanent magnets are located at H2 = −25 mm, the control effect on the flow behavior of metal liquid in the mold is the best, and the height of level fluctuation decreases the most. However, when the PMFC-Mold permanent magnet is located at H3 = −75 mm, the height of level fluctuation actually increases. The reasonable arrangement of magnetic field position is an important influencing factor in controlling the fluctuation behavior of free surface in the mold.
- The behavior of level fluctuation becomes gentle in the mold, and the surface flow distance affected by the upward flow becomes short as the magnetic field is applied (when the permanent magnets are located at H = −25 mm). Corresponding to the actual production, the severe level fluctuation in the mold increases the risk of slag involvement. If the PMFC-mold is used, the problem of slag involvement can be alleviated effectively by the reduction in the height and severity of level fluctuations.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thomas, B.G. Modeling of the continuous casting of steel—Past, present, and future. Metall. Mater. Trans. B 2002, 33, 795–812. [Google Scholar] [CrossRef]
- Thomas, B.G. Review on Modeling and Simulation of Continuous Casting. Steel Res. Int. 2018, 89, 1700312. [Google Scholar] [CrossRef]
- Lei, S.; Zhang, J.; Zhao, X.; Dong, Q. Study of Molten Steel Flow and Inclusions Motion Behavior in the Solidification Processes for High Speed Continuous Casting Slab by Numerical Simulation. Trans. Indian Inst. Met. 2016, 69, 1193–1207. [Google Scholar] [CrossRef]
- Cho, S.; Thomas, B.G. Electromagnetic Forces in Continuous Casting of Steel Slabs. Metals 2019, 9, 471. [Google Scholar] [CrossRef]
- Cukierski, K.; Thomas, B.G. Flow control with local electromagnetic braking in continuous casting of steel slabs. Metall. Mater. Trans. B 2008, 39, 94–107. [Google Scholar] [CrossRef]
- Thapa, S.; Wang, M.; Silaen, A.K.; Ferreira, M.E.; Rollings, W.; Zhou, C.Q. Application of Electromagnetic Braking to Minimize a Surface Wave in a Continuous Caster. Materials 2023, 16, 1042. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Li, L.; Li, B. Large Eddy Simulation of Transient Flow and Inclusions Transport in Continuous Casting Mold under Different Electromagnetic Brakes. JOM 2016, 68, 2180–2190. [Google Scholar] [CrossRef]
- Zhang, Z.; Yu, J.; Ren, Z. Study on the liquid metal flow field in FC-mold of slab continuous casting. Adv. Manuf. 2015, 3, 212–220. [Google Scholar] [CrossRef]
- Xu, L.; Wang, E.; Karcher, C.; Deng, A.; Xu, X. Numerical simulation of the effects of horizontal and vertical EMBr on jet flow and mold level fluctuation in continuous casting. Metall. Mater. Trans. B 2018, 49, 2779–2793. [Google Scholar] [CrossRef]
- Li, Z.; Wang, E.; Zhang, L.; Xu, Y.; Deng, A. Influence of Vertical Electromagnetic Brake on the Steel/Slag Interface Behavior in a Slab Mold. Metall. Mater. Trans. B 2017, 48, 389–2402. [Google Scholar] [CrossRef]
- Xu, L.; Wang, E.; Karcher, C. Numerical Simulation of Melt Flow, Heat Transfer and Solidification in CSP Continuous Casting Mold with Vertical-Combined Electromagnetic Braking. Metall. Mater. Trans. B 2023, 54, 1646–1664. [Google Scholar] [CrossRef]
- Timmel, K.; Eckert, S.; Gerbeth, G. Experimental Investigation of the Flow in a Continuous-Casting Mold under the Influence of a Transverse, Direct Current Magnetic Field. Metall. Mater. Trans. B 2011, 42, 68–80. [Google Scholar] [CrossRef]
- Schurmann, D.; Glavinić, I.; Willers, B. Impact of the Electromagnetic Brake Position on the Flow Structure in a Slab Continuous Casting Mold: An Experimental Parameter Study. Metall. Mater. Trans. B 2020, 51, 61–78. [Google Scholar] [CrossRef]
- Lyu, Z.; Tran, N.; Boeck, T.; Karcher, C. Electromagnetic Interaction between a Rising Spherical Particle in a Conducting Liquid and a Localized Magnetic Field. IOP Conf. Ser. Mater. Sci. Eng. 2017, 228, 12025. [Google Scholar] [CrossRef]
- Dubovikova, N.; Karcher, C.; Kolesnikov, Y. Velocity and Flow Rate Measurement of Liquid Metal by Contactless Electromagnetic Lorentz Force Technique. IOP Conf. Ser. Mater. Sci. Eng. 2016, 143, 12022. [Google Scholar] [CrossRef]
- Halbach, K. Permanent magnets for production and use of high energy particle beams. In Proceedings of the 8th International Workshop on Rare-Earth Magnets and Their Applications, Dayton, OH, USA, 6–8 May 1985. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Immersion depth of SEN, mm | 38 |
| Width × Thickness × Height (mold), mm | 145 × 46 × 350 |
| Max. magnetic flux density, T | 0.45 |
| Port angle of SEN, (°) | 0 |
| Dimensions of magnets, mm3 | 69 × 50 × 50, 46 × 50 × 50 |
| Casting speed, m/min | 0.333, 0.832 |
| Electrical conductivity, S∙m−1 | 3.2 × 106 |
| Dynamic viscosity, Pa∙s | 0.0024 |
| Fluid density, kg∙m−3 | 6440 |
| Position | v1 (mm) | v2 (mm) |
|---|---|---|
| Point 1 | 0.9737 | 1.3823 |
| Point 2 | 0.2521 | 0.6274 |
| Point 3 | 0.5062 | 0.9045 |
| Position | v1 (mm) | v2 (mm) |
|---|---|---|
| Point 1 | 0.3378 | 0.4309 |
| Point 2 | 0.2558 | 0.3166 |
| Point 3 | 0.2266 | 0.3688 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, Z.; Wang, E.; Zhai, Z.; Wang, Z. An Experiment on Surface Fluctuation of Ga-In-Sn Alloy with a Permanent Magnet Flow Control Mold. Metals 2023, 13, 1662. https://doi.org/10.3390/met13101662
Han Z, Wang E, Zhai Z, Wang Z. An Experiment on Surface Fluctuation of Ga-In-Sn Alloy with a Permanent Magnet Flow Control Mold. Metals. 2023; 13(10):1662. https://doi.org/10.3390/met13101662
Chicago/Turabian StyleHan, Zefeng, Engang Wang, Zhongxin Zhai, and Zepeng Wang. 2023. "An Experiment on Surface Fluctuation of Ga-In-Sn Alloy with a Permanent Magnet Flow Control Mold" Metals 13, no. 10: 1662. https://doi.org/10.3390/met13101662