
Microstructure Evolution in a GOES Thin Strip
 , , and
, , and
Abstract
:1. Introduction
2. Experiment
3. Results
3.1. Microstructural Characteristics of the GOES Thin Strip
3.2. Identification of Minor Phases
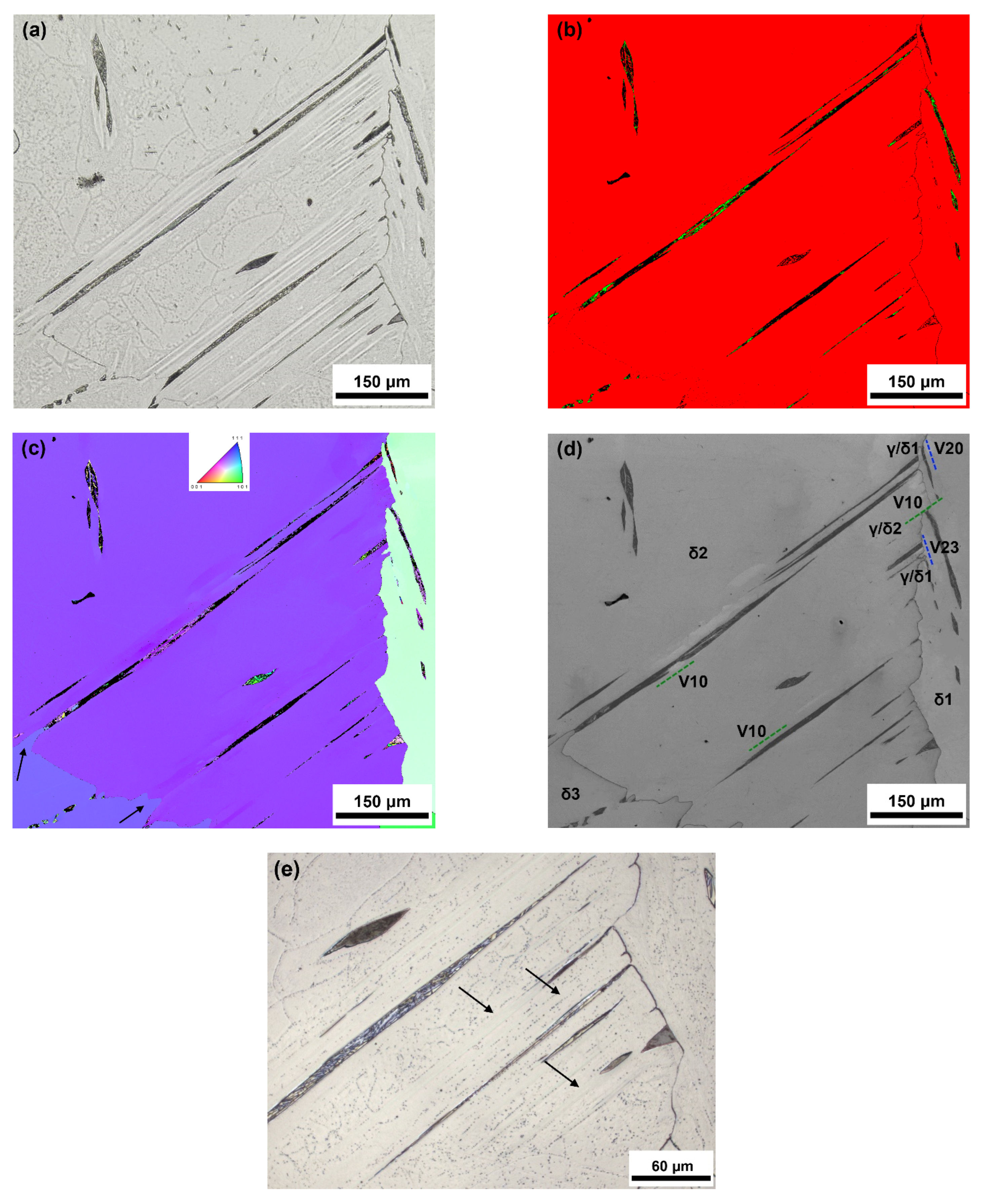
3.3. Crystallography of WA Lath Formation
4. Discussion
5. Conclusions
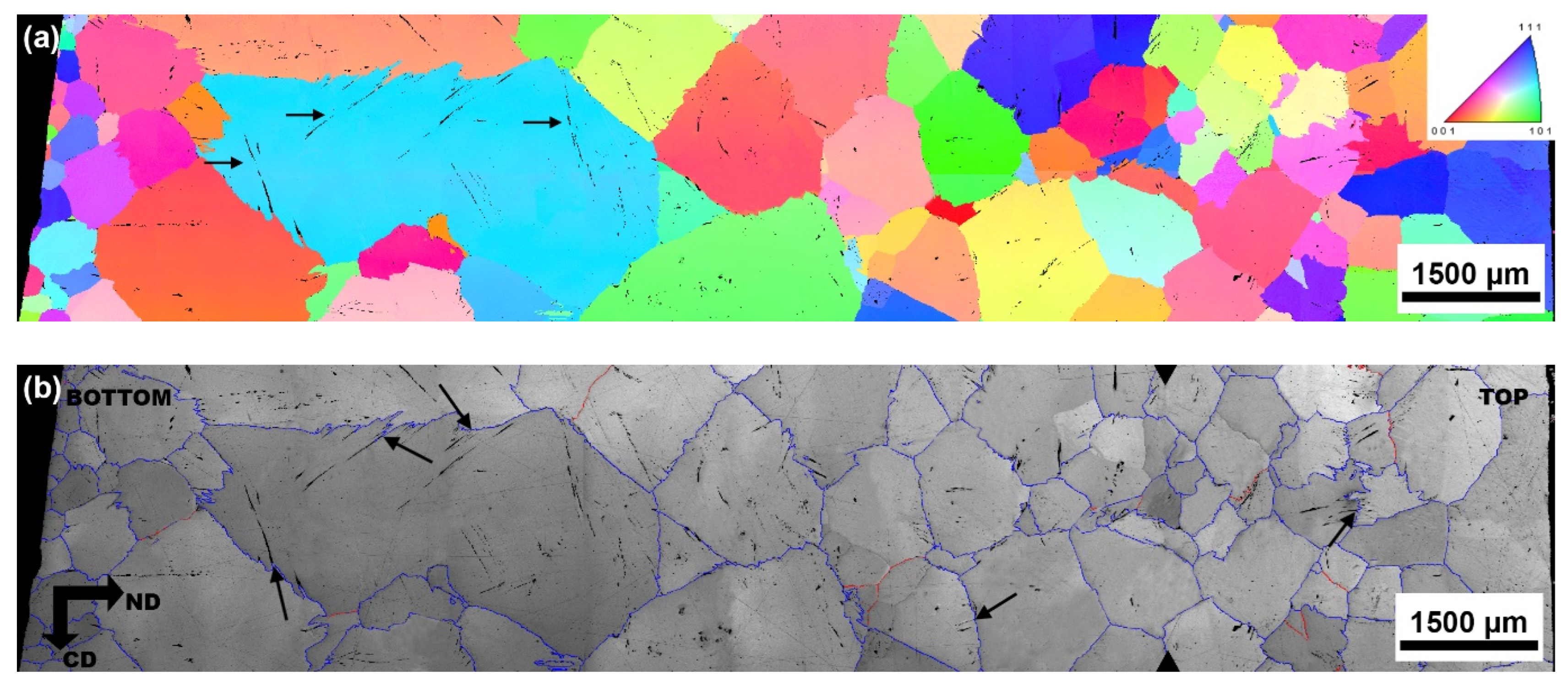
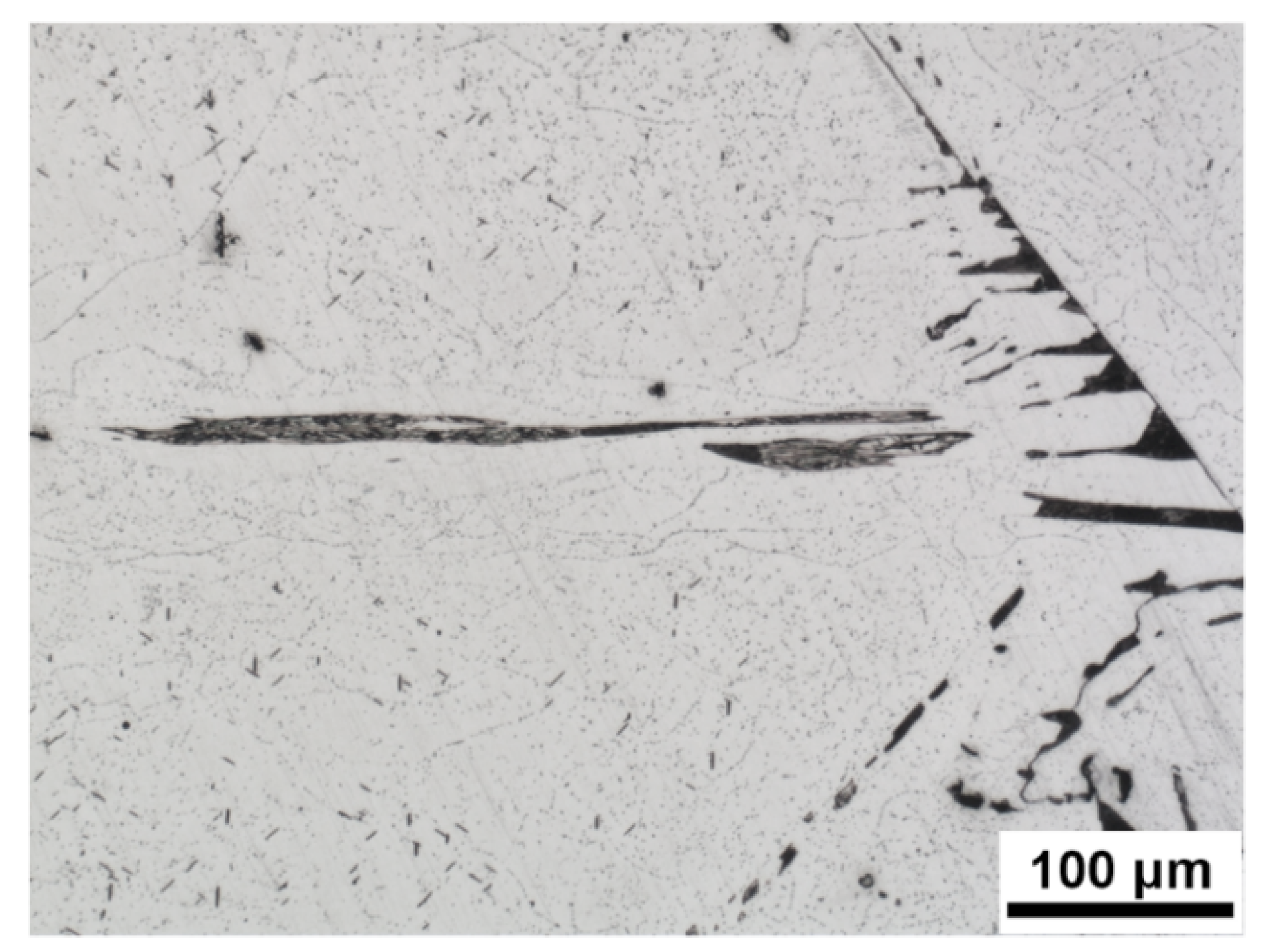
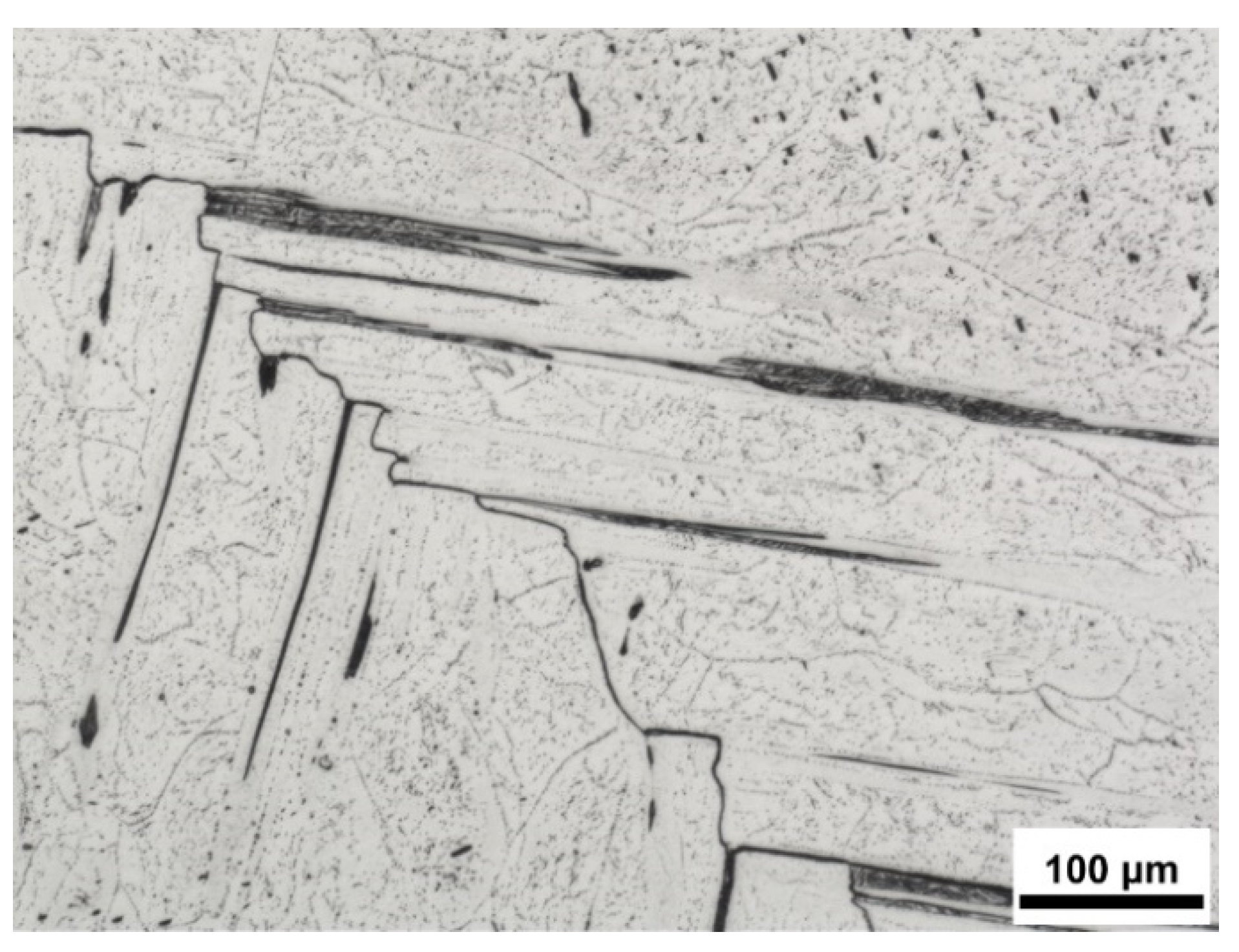
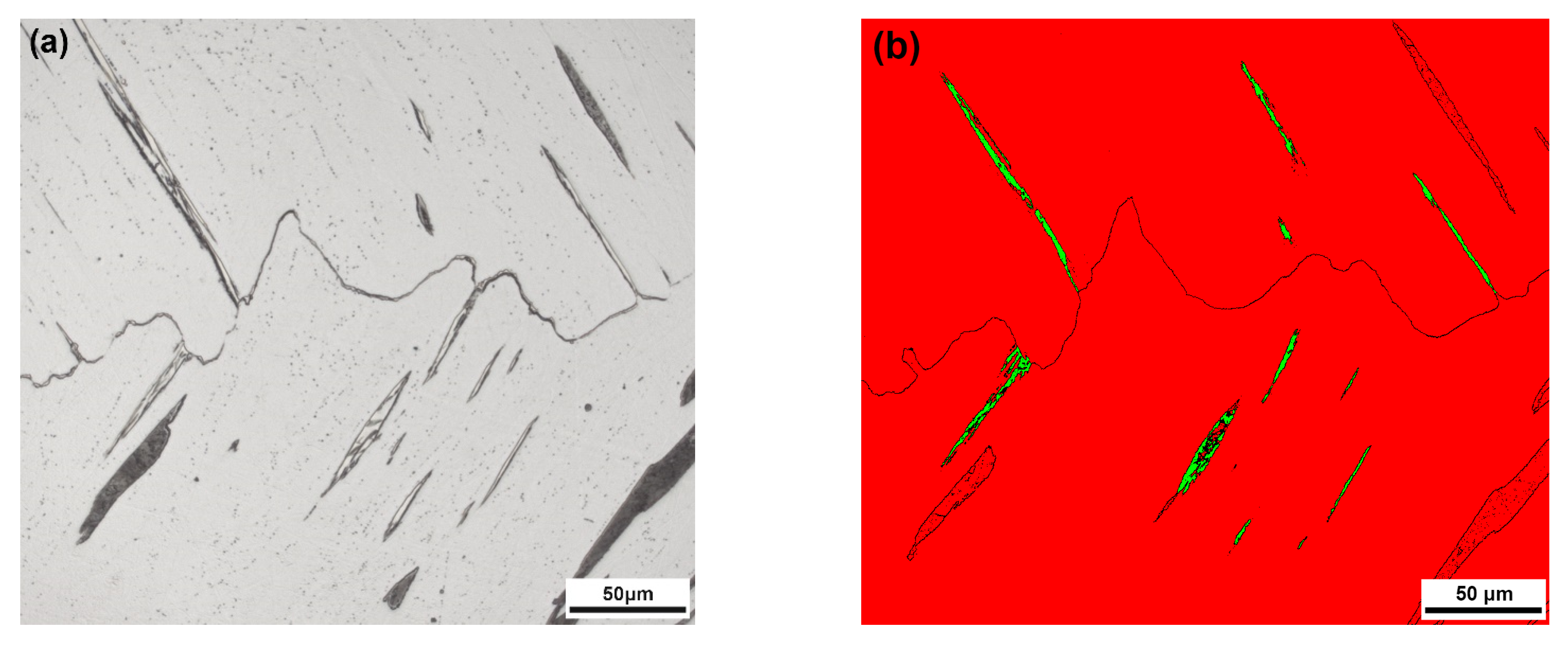
- The microstructure consisting of δ-ferrite was formed during the solidification of the thin strip. During the cooling of the strip, austenite formed in the two-phase (γ+δ) region, primarily with Widmanstätten morphology. WA nucleated directly on the high-angle δ-ferrite grain boundaries. Additionally, austenite films were formed along some δ-ferritic grain boundaries. Upon a drop in temperature, austenite decomposition occurred, producing two morphologically different products: needle-shaped formations inside the δ-ferrite grains, and thin films along the ferrite grain boundaries.
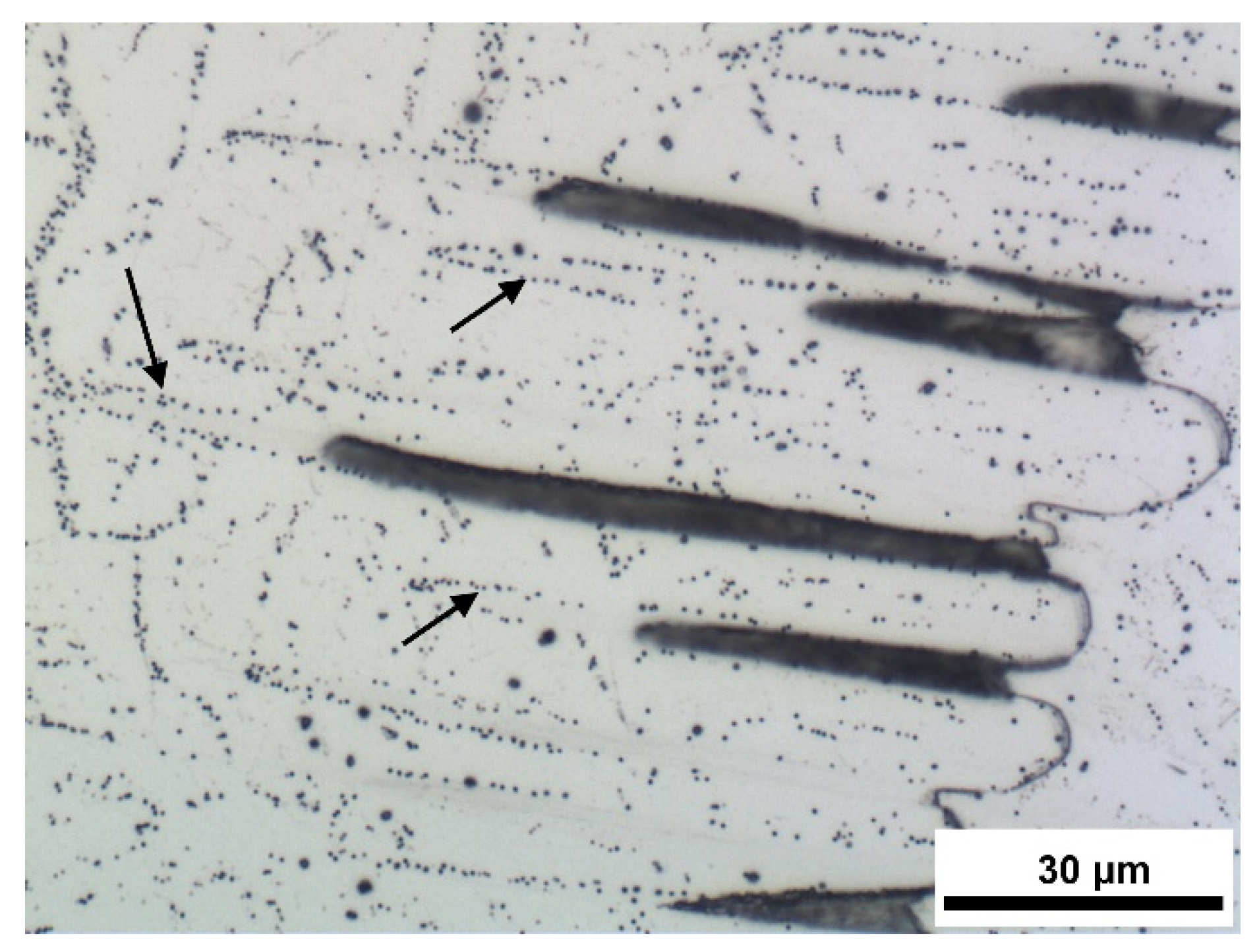
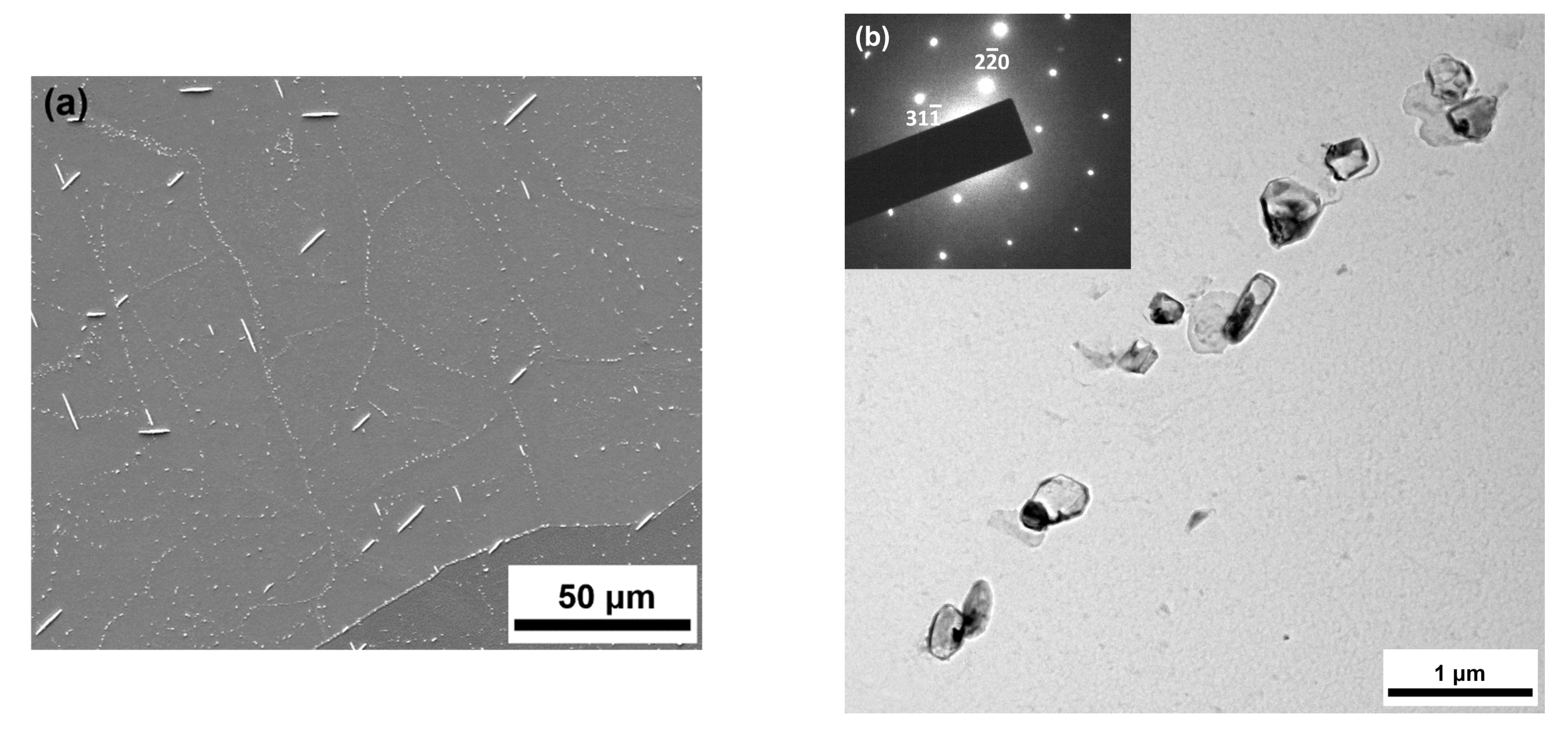
- In the two-phase (γ+δ) region, the intensive precipitation of fine particles of complex sulfides (Cr2CuS4) occurred. Heterogeneous sulfide nucleation occurred on the ferrite grain boundaries/subgrain boundaries, but also along the δ/γ interfaces.
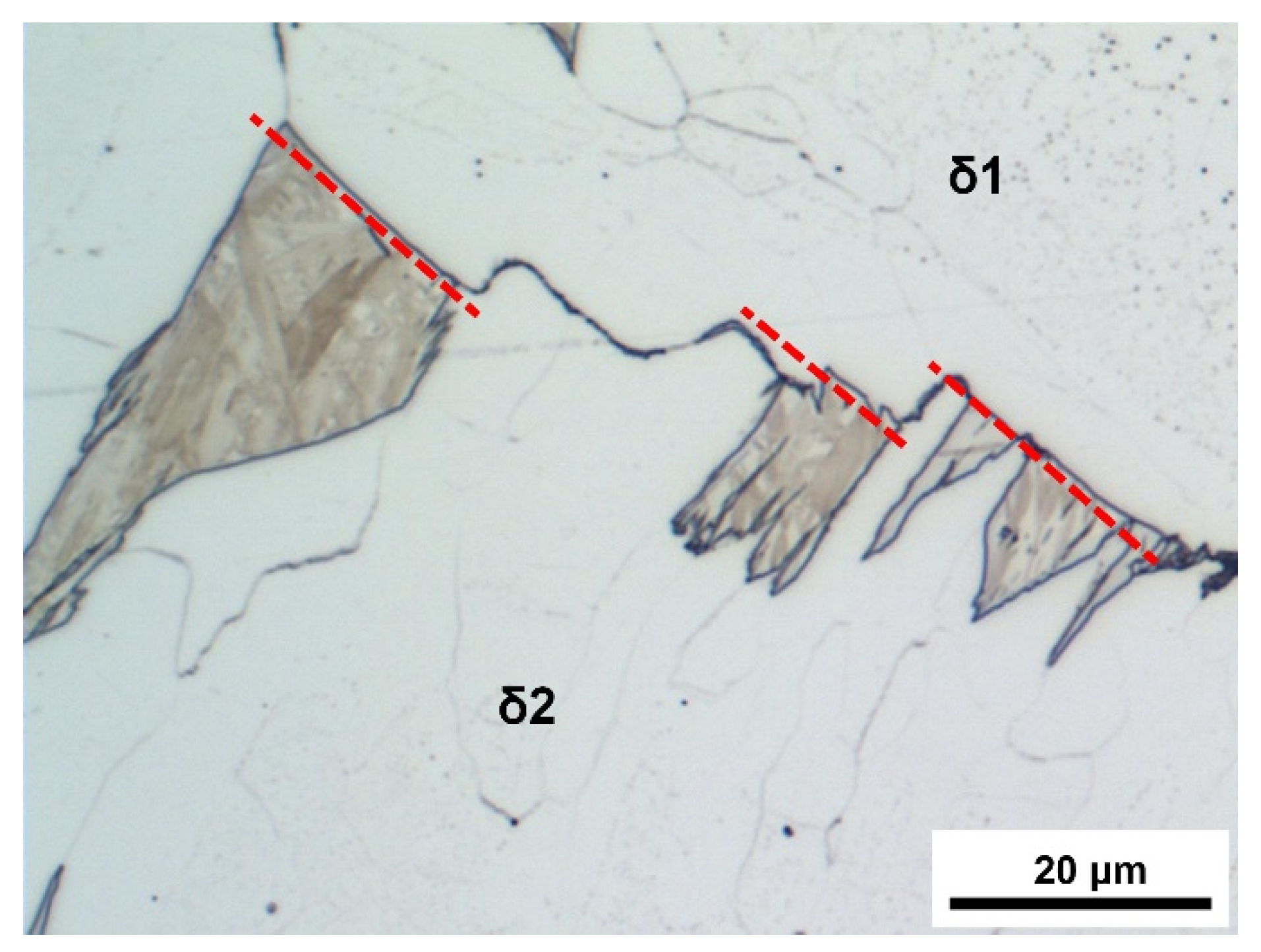
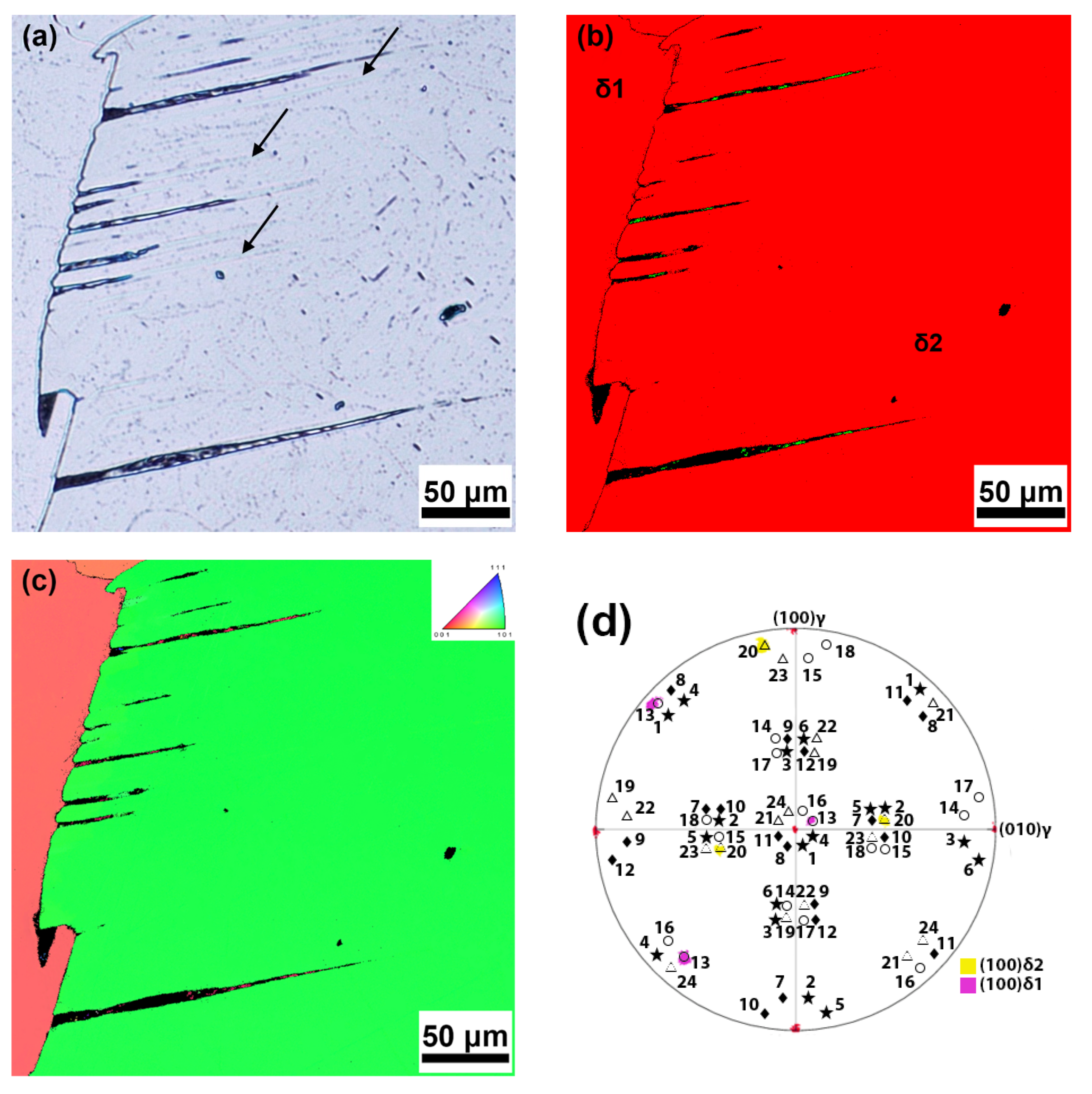
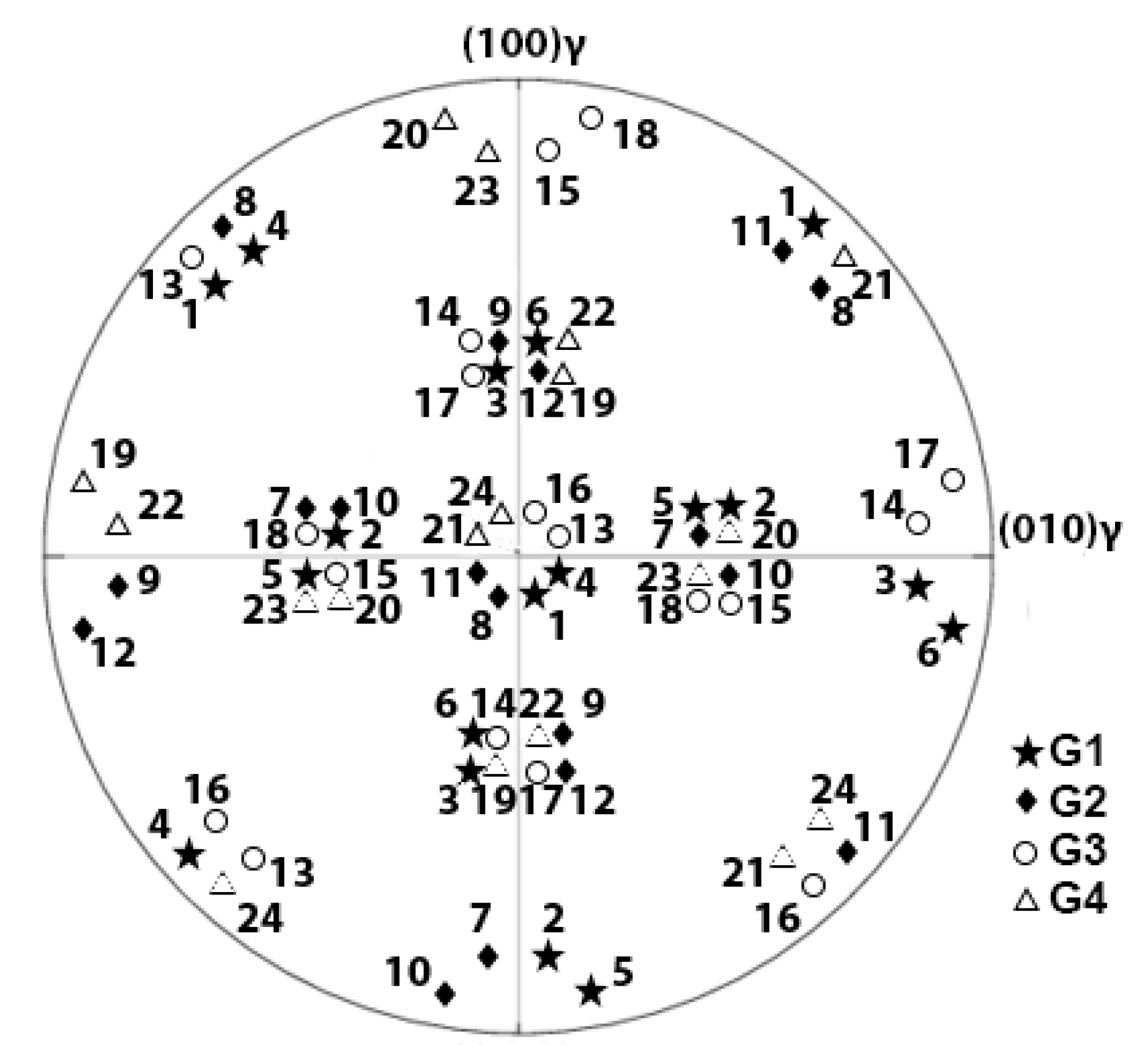
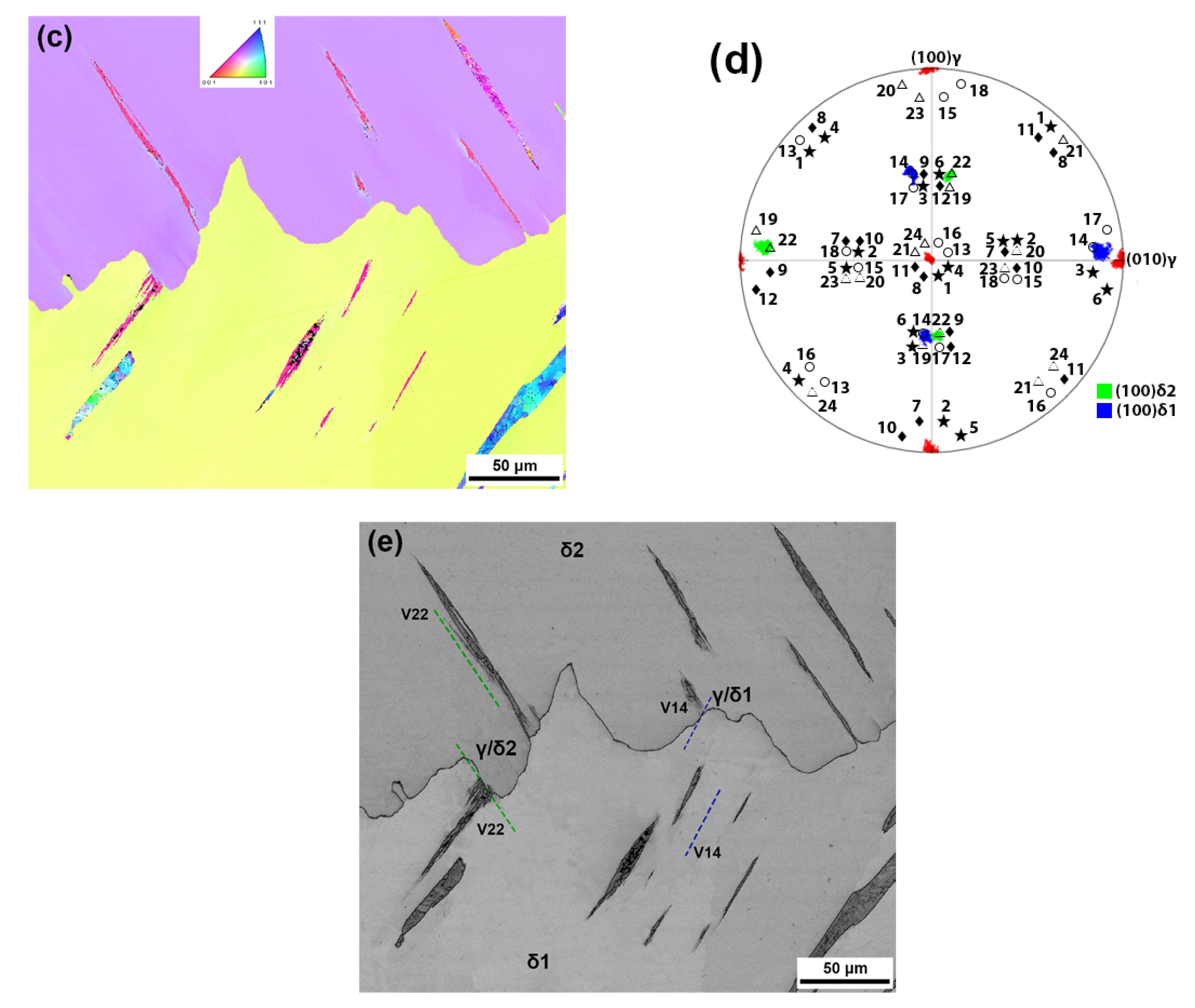
- The WA lath growth into both adjacent δ-ferrite grains was associated with a local rotation of ferritic grain boundaries, leading to their zig-zag shape. The EBSD investigations proved that during the nucleation of austenite at the δ-ferrite grain boundary, the local rotation of the grain boundary facilitated the occurrence of the same K-S OR variant (or variant belonging to the same group G of the K-S OR) between the austenite nucleus and one δ-ferritic grain as the K-S OR variant that existed during the growth of the WA laths into the same δ-ferrite grain.
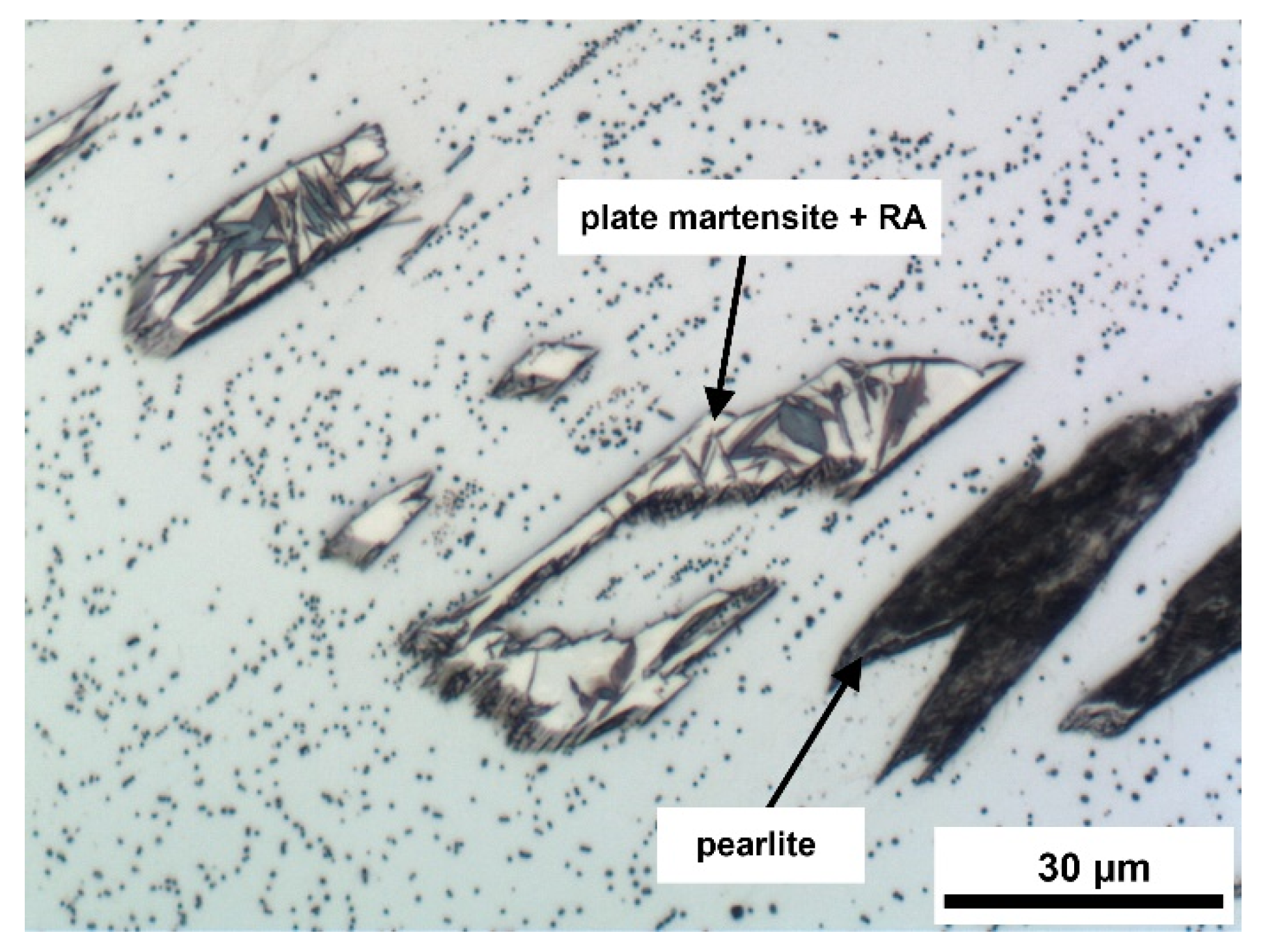
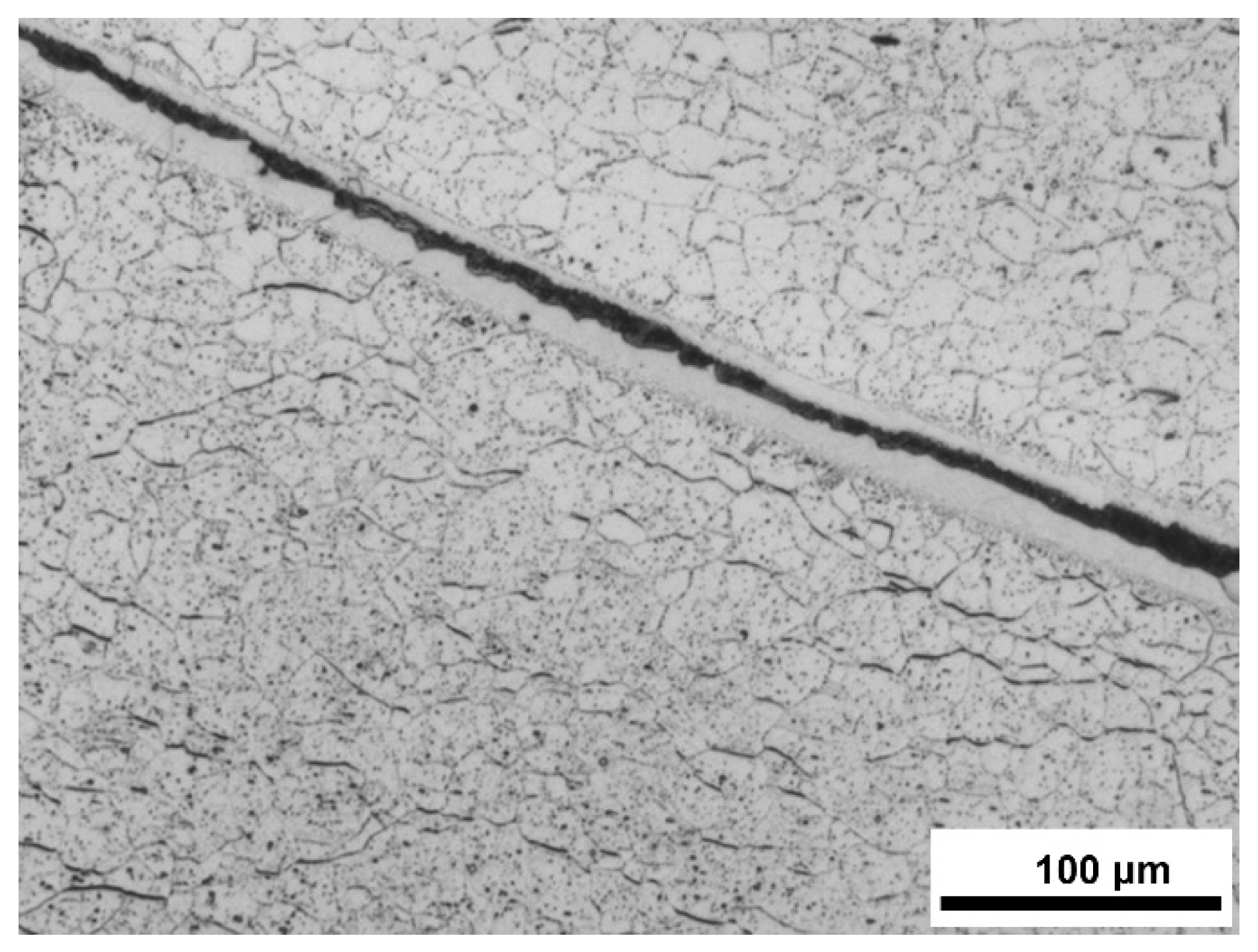
- In the initial stage of austenite decomposition, epitaxial ferrite formed. This was accompanied by a further carbon enrichment of the remaining austenite. Austenite decomposition subsequently occurred, producing pearlite, or a mixture of plate martensite and some retained austenite.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ge, S.; Isac, M.; Gutrie, R.I.L. Progress in Strip Casting Technologies for Steel; Technical Developments. ISIJ Int. 2013, 53, 729–742. [Google Scholar] [CrossRef] [Green Version]
- Maleki, A.; Taherizadeh, A.; Hosseini, N. Twin Roll Casting of Steels: An Overview. ISIJ Int. 2017, 57, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.T.; Yao, S.J.; Sun, Y.; Gao, F.; Song, H.Y.; Liu, G.H.; Li, L.; Geng, D.Q.; Liu, Z.Y.; Wang, G.D. Evolution of microstructure, texture and inhibitor along the processing route for grain-oriented electrical steels using strip casting. Mater. Charact. 2015, 106, 273–282. [Google Scholar] [CrossRef]
- Günther, K.; Abbruzzese, G.; Fortunati, S.; Ligi, G. Recent technology development in the production of grain oriented electrical steel. Steel Res. Int. 2005, 76, 413–421. [Google Scholar] [CrossRef]
- Fang, F.; Yang, J.; Zhang, Y.; Wang, Y.; Zhang, X.; Yuan, G.; Misra, R.D.K.; Wang, G. Microstructure and magnetic properties of ultra-thin grain-oriented silicon steel: Conventional process versus strip casting. J. Magn. Magn. Mater. 2021, 535, 168087. [Google Scholar] [CrossRef]
- Song, H.Y.; Lu, H.H.; Liu, H.T.; Li, H.Z.; Geng, D.Q.; Misra, R.D.K.; Liu, Z.Y.; Wang, G.D. Microstructure and Texture of Strip Cast Grain-oriented Silicon Steel after Symmetrical Asymmetrical Hot Rolling. Steel Res. Int. 2014, 85, 1477–1482. [Google Scholar] [CrossRef]
- Song, H.Y.; Liu, H.T.; Lu, H.H.; An, L.Z.; Zhang, B.G.; Liu, W.Q.; Cao, G.M.; Cheng-Gang, L.; Liu, Z.Y.; Wang, G.D. Fabrication of grain-oriented silicon steel by a novel way: Strip casting process. Mater. Lett. 2014, 137, 475–478. [Google Scholar] [CrossRef]
- Song, H.Y.; Liu, H.T.; Lu, H.H.; Li, H.Z.; Liu, W.Q.; Zhang, X.M.; Wang, G.D. Effect of hot rolling reduction on microstructure, texture and ductility of strip-cast grain-oriented silicon steel with different solidification structures. Mater. Sci. Eng. A 2014, 605, 260–269. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, Y.B.; Zhang, Y.X.; Fang, F.; Lu, X.; Liu, H.T.; Wang, G.D. Development of microstructure and texture in strip casting grain oriented silicon steel. J. Magn. Magn. Mater. 2015, 379, 161–166. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Y.; Fang, F.; Lu, X.; Yuan, G.; Wang, G. Secondary Recrystallization Behavior in Fe-3%Si Grain-oriented Silicon Steel Produced by Twin-roll Casting and Simplified Secondary Annealing. Metals 2020, 10, 660. [Google Scholar] [CrossRef]
- Fang, F.; Hou, D.W.; Zhang, Y.X.; Wang, Y.; Yuan, G.; Zhang, X.M.; Misra, R.D.K.; Guo, Z.H.; Wang, G.D. Improvement of texture and magnetic properties of strip-cast grain-oriented electrical steel by trace Bi addition. J. Mater. Sci. 2021, 56, 11988–12000. [Google Scholar] [CrossRef]
- Song, H.Y.; Liu, H.T.; Wang, G.D.; Jonas, J.J. Formation of Widmanstätten Austenite in Strip Cast Grain Oriented Silicon Steel. Metall. Mater. Trans. A 2017, 48A, 1959–1968. [Google Scholar] [CrossRef]
- Vodárek, V.; Reip, C.P.; Volodarskaja, A. Microstructure Evolution in Belt-Casted Strip of Grain Oriented Electrical Steel. Key Eng. Mater. 2019, 810, 82–88. [Google Scholar] [CrossRef]
- Vodárek, V.; Reip, C.P.; Smetana, B.; Volodarskaja, A. Formation and Decomposition of Widmanstätten Austenite in GOES Belt-casted Strips. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Beijing, China, 19–22 August 2019; Volume 668, p. 012016. [Google Scholar] [CrossRef]
- Khan, W.N.; Mahajan, S.; Chhibber, R. Investigations on reformed austenite in the microstructure of dissimilar super duplex/pipeline steel weld. Mater. Lett. 2021, 285, 129109. [Google Scholar] [CrossRef]
- Ohmori, Y.; Nakai, K.; Ohtsubo, H.; Isshiki, Y. Mechanism of Widmanstätten Austenite Formation in/Duplex Steels. ISIJ Int. 1995, 35, 969–975. [Google Scholar] [CrossRef]
- Ameyama, K.; Weatherly, G.C.; Aust, K.T. A Study of Grain Boundary Nucleated Widmanstätten Precipitates in a Two-Phase Stainless Steel. Acta Metall. Mater. 1992, 40, 1835–1846. [Google Scholar] [CrossRef]
- Shek, C.H.; Dong, C.; Lai, J.K.L.; Wong, K.W. Early-Stage Widmanstätten Growth on the Phase in Duplex Steel. Metall. Mater. Trans. A 2000, 31A, 15–19. [Google Scholar] [CrossRef]
- Spitzer, K.H.; Rüppel, F.; Viščorová, R.; Scholz, R.; Kroos, J.; Flaxa, V. Direct strip casting (DSC)—An option for the production of new steel grades. Steel Res. 2016, 74, 724–731. [Google Scholar] [CrossRef]
- Vodárek, V.; Volodarskaja, A.; Miklušová, Š.; Holešinský, J.; Žáček, O. Precipitation reactions in a Copper-Bearing GOES. Procedia Mater. Sci. 2016, 12, 77–82. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Honeycombe, R.W.K. Steels: Microstructure and Properties, 4th ed.; Butterworths—Heinemann: Oxford, UK, 2017; ISBN 978-0-08-100270-4. [Google Scholar]
- Pearson, W.B. A Handbook of Lattice Spacings and Structures of Metals and Alloys; Pergamon Press: London, UK, 1958; ISBN 978-1-4832-1318-7. [Google Scholar]
- Takayama, N.; Miyamoto, G.; Furuhara, T. Effects of transformation temperature on variant pairing of bainitic ferrite in low carbon steel. Acta Mater. 2012, 60, 2387–2396. [Google Scholar] [CrossRef]
- Morito, S.; Tanaka, H.; Konishi, R.; Furuhara, T.; Maki, T. The morphology and crystallography of lath martensite in Fe-C alloys. Acta Mater. 2003, 51, 1789–1799. [Google Scholar] [CrossRef]
- Zin, J.; Hillert, M.; Borgenstam, A. Morphology of Proeutectoid Ferrite. Metall. Mater. Trans. A 2017, 48A, 1425–1443. [Google Scholar] [CrossRef] [Green Version]
- Cheng, L.; Wan, X.L.; Wu, K.M. Three-dimensional morphology of grain boundary Widmanstätten ferrite in a low carbon low alloy steel. Mater. Charact. 2010, 61, 192–197. [Google Scholar] [CrossRef]
- Pereloma, E.; Edmonds, D.V. Phase Transformations in Steels. Volume 1: Fundamentals and Diffusion Controlled Transformations; Woodhead Publishing Limited: Cambridge, UK, 2012; ISBN 978-0-85709-610-4. [Google Scholar]
- Bhadeshia, H.K.D.H. Physical Metallurgy of Steels. In Physical Metallurgy, 5th ed.; Laughlin, D.E., Hono, K., Eds.; Elsevier Science and Technology: London, UK, 2014; Volume 3, pp. 2157–2214. ISBN 978-0-444-53770-6. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | S | Mn | Si | Cr | Al | Cu |
|---|---|---|---|---|---|---|
| 0.034 | 0.024 | 0.06 | 2.81 | 0.20 | 0.002 | 0.15 |
| No. | S | Cr | Mn | Fe | Cu |
|---|---|---|---|---|---|
| 1 | 43.3 | 33.3 | 9.3 | 7.5 | 6.6 |
| 2 | 43.6 | 32.4 | 13.6 | 4.5 | 5.9 |
| 3 | 42.1 | 34.0 | 13.5 | 3.4 | 7.1 |
| AVE | 43.0 | 33.2 | 12.1 | 5.1 | 6.5 |
| STD | 0.8 | 0.5 | 3.0 | 2.9 | 0.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Volodarskaja, A.; Hradečný, K.; Palupčíková, R.; Váňová, P.; Vodárek, V. Microstructure Evolution in a GOES Thin Strip. Metals 2023, 13, 51. https://doi.org/10.3390/met13010051
Volodarskaja A, Hradečný K, Palupčíková R, Váňová P, Vodárek V. Microstructure Evolution in a GOES Thin Strip. Metals. 2023; 13(1):51. https://doi.org/10.3390/met13010051
Chicago/Turabian StyleVolodarskaja, Anastasia, Kryštof Hradečný, Renáta Palupčíková, Petra Váňová, and Vlastimil Vodárek. 2023. "Microstructure Evolution in a GOES Thin Strip" Metals 13, no. 1: 51. https://doi.org/10.3390/met13010051