
Effect of σ-Phase on the Strength, Stress Relaxation Behavior, and Corrosion Resistance of an Ultrafine-Grained Austenitic Steel AISI 321
 ,
,  , and
, and
Abstract
:1. Introduction
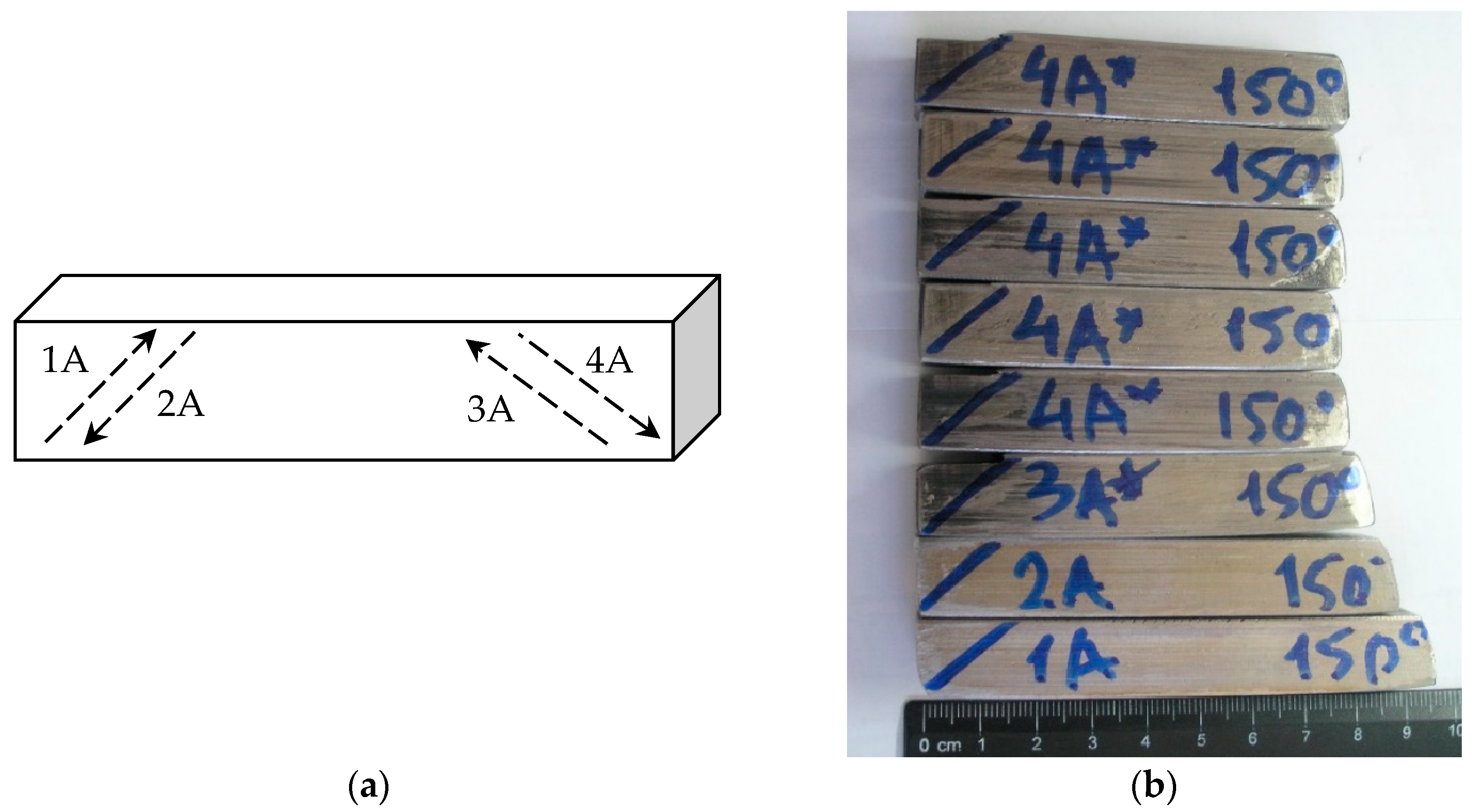
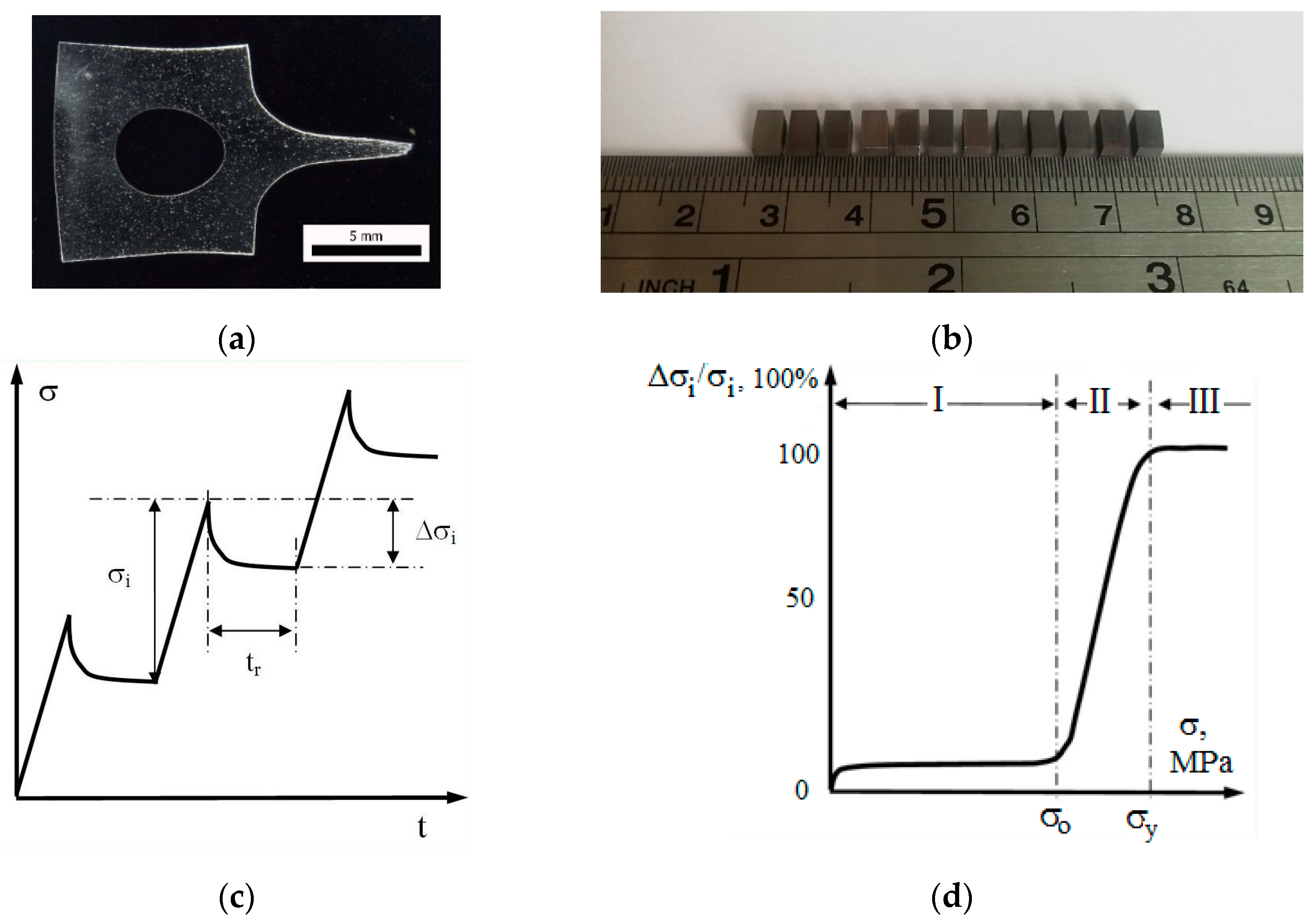
2. Materials and Methods
3. Results
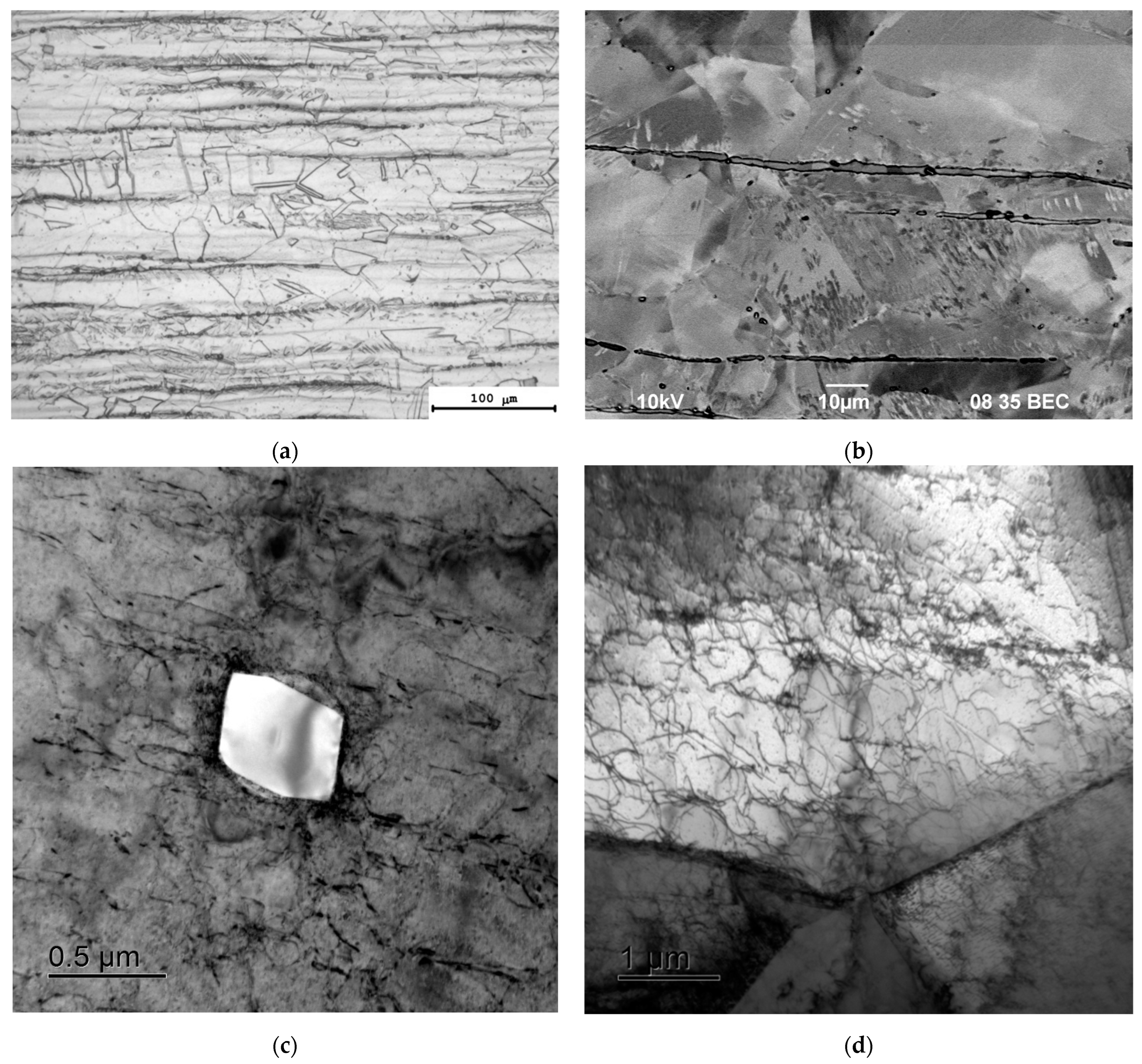
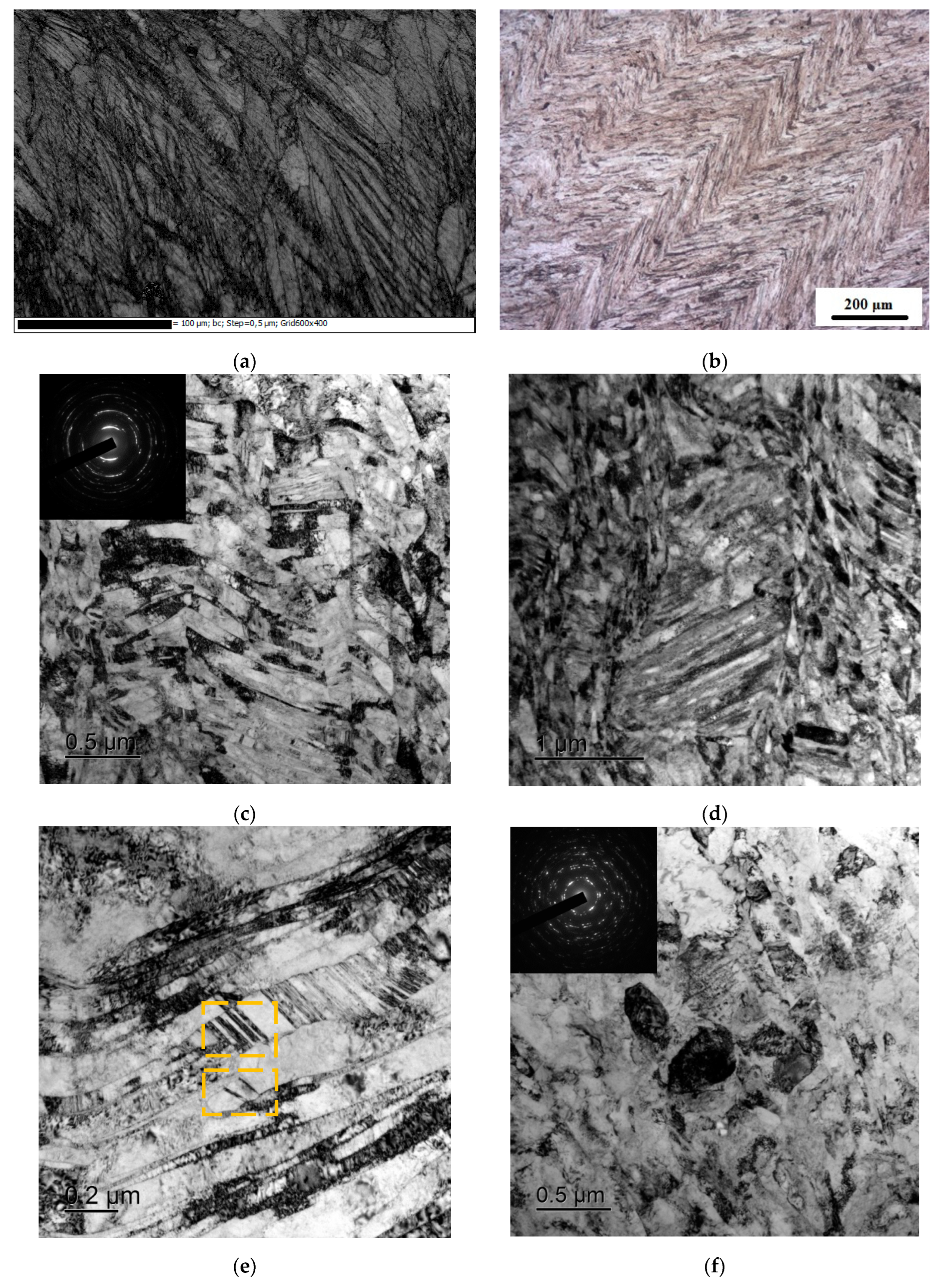
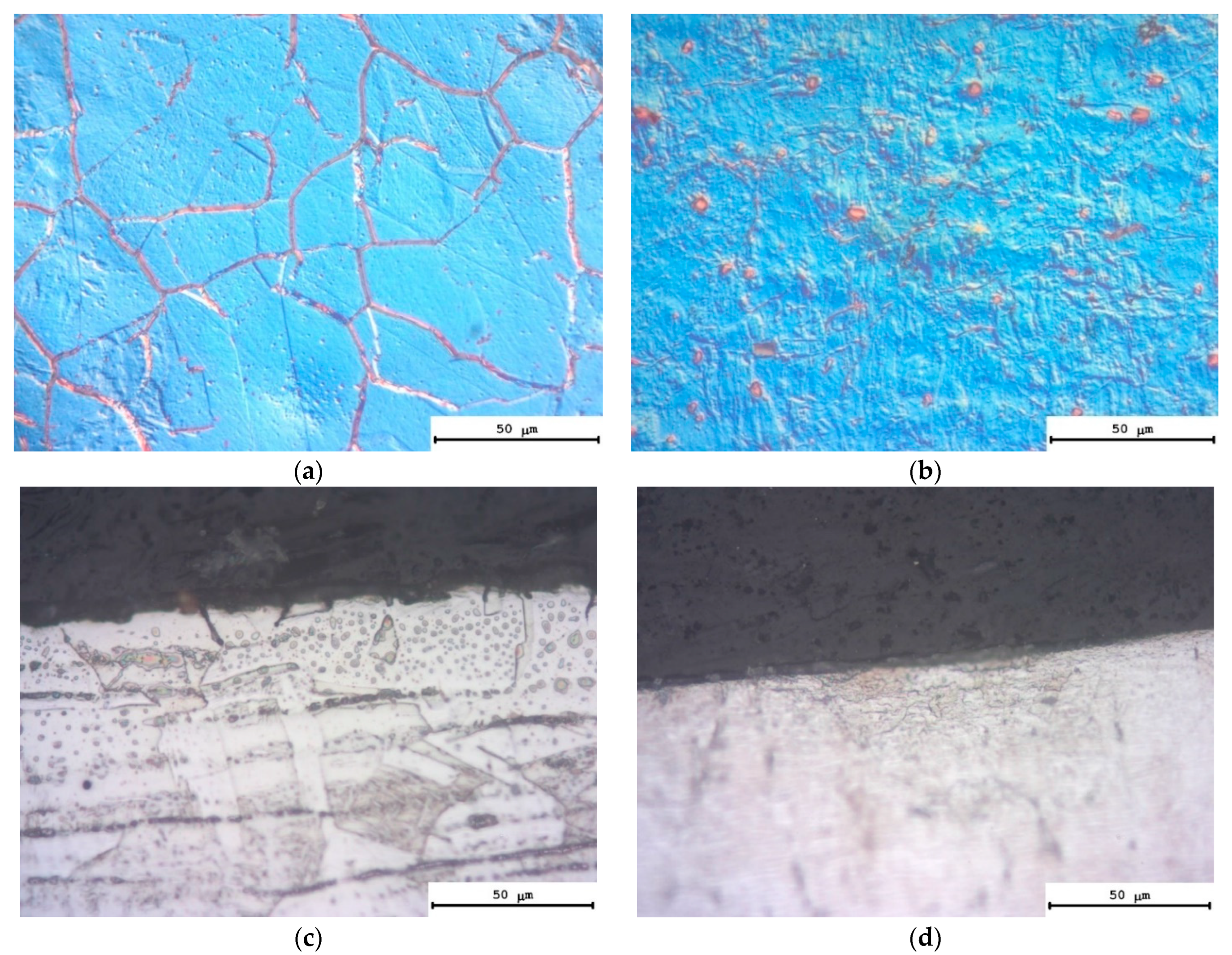
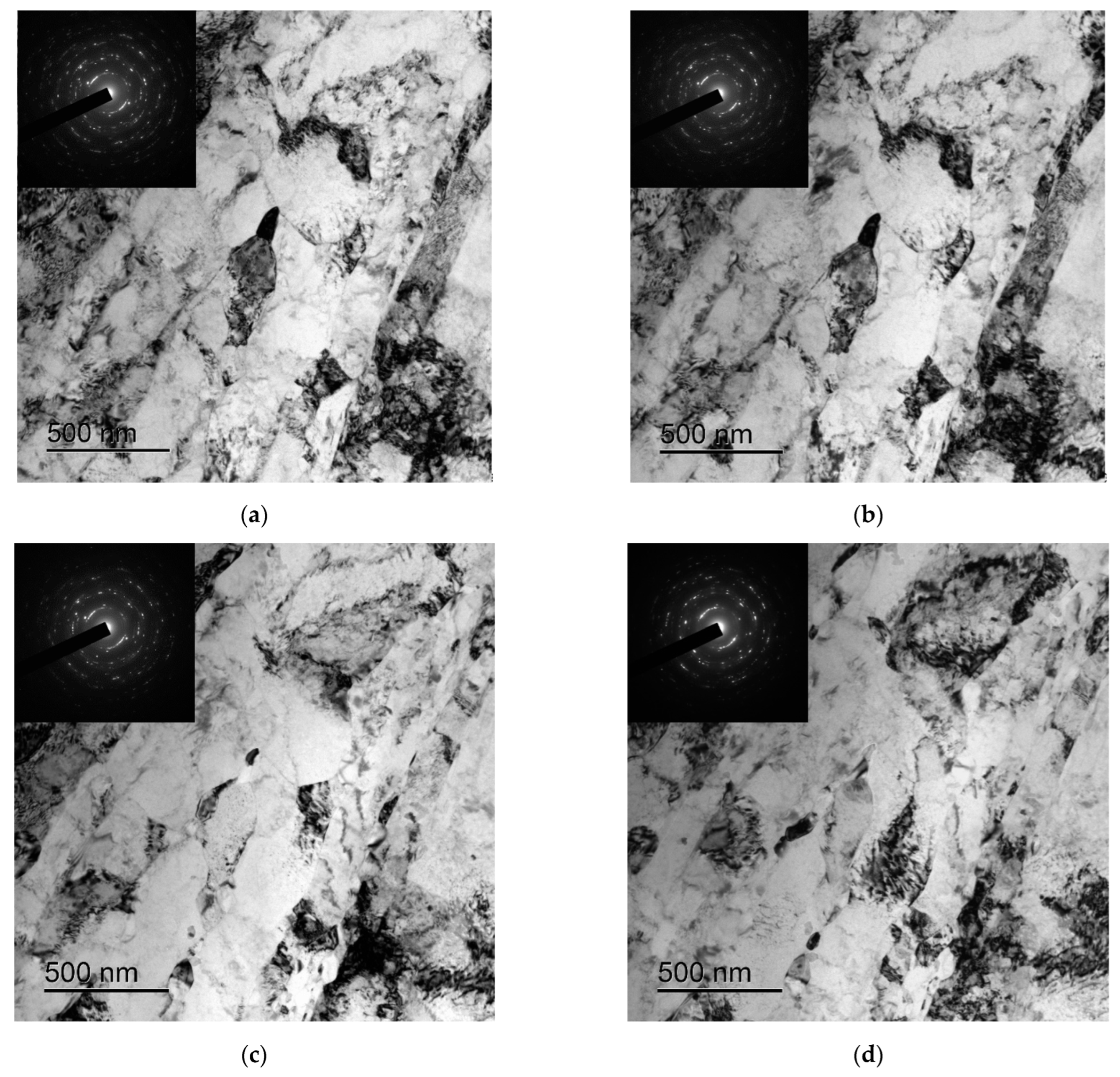
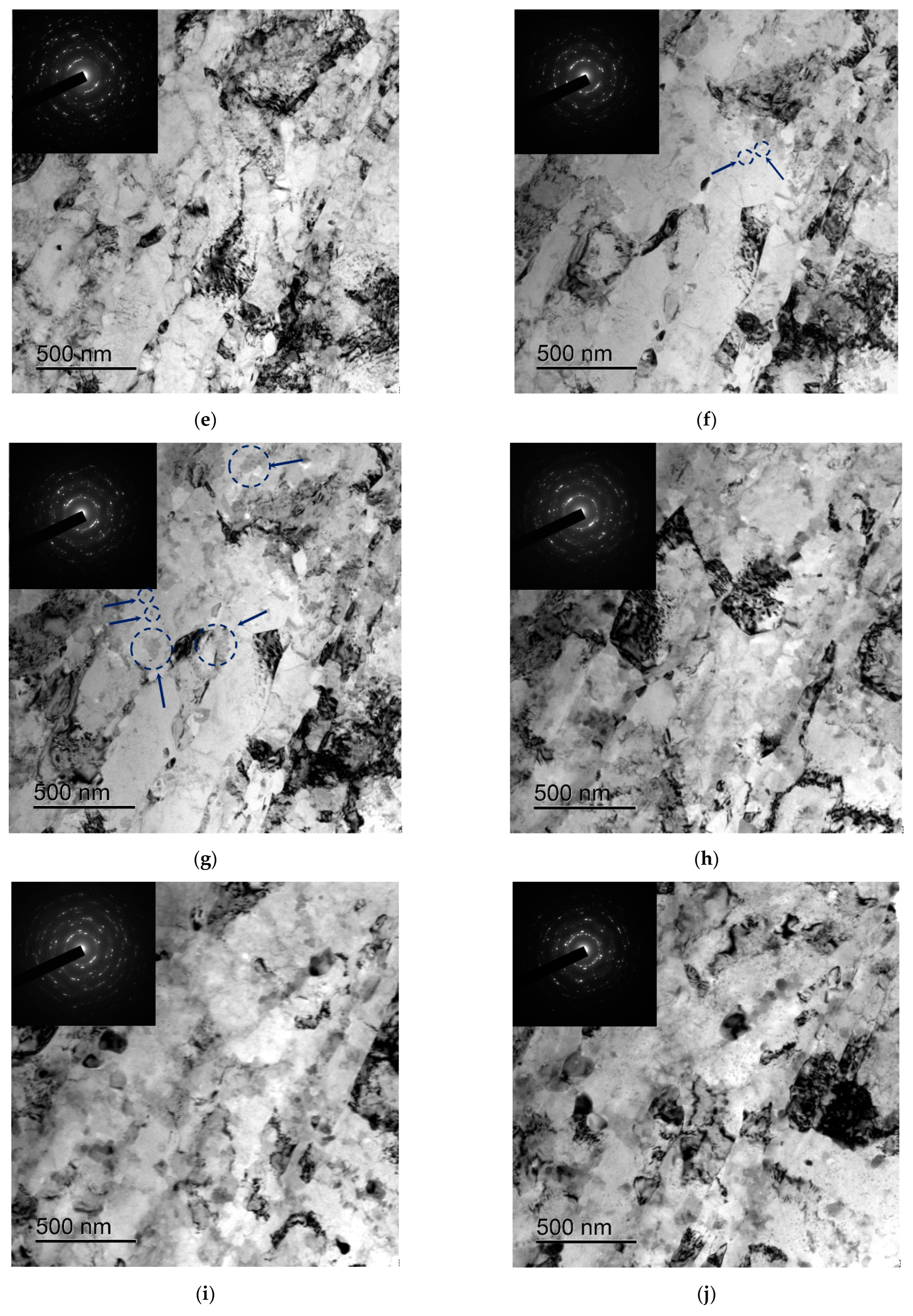
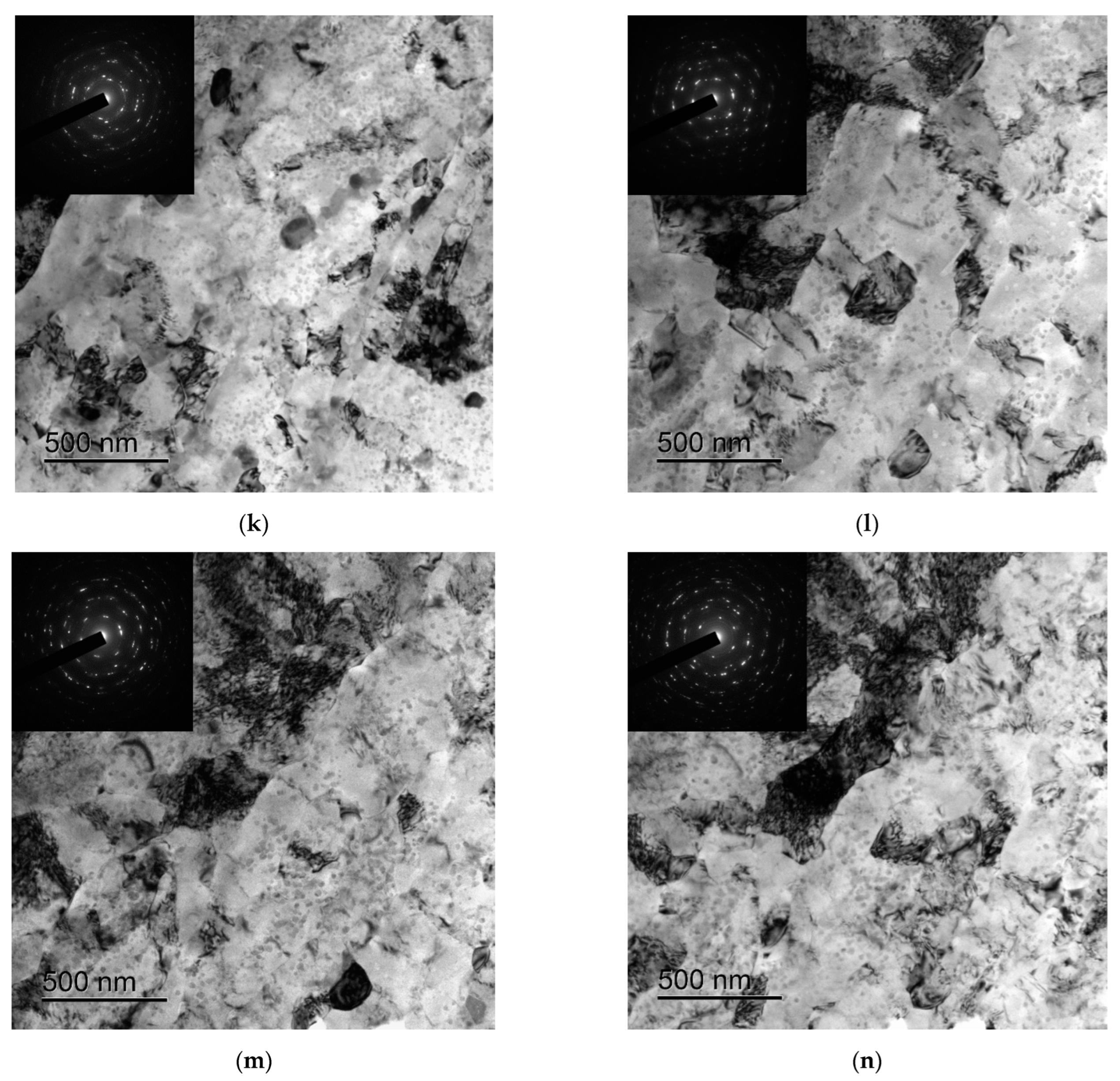
3.1. Microstructure Investigations
3.2. Mechanical Properties at RT
3.3. Stress-Relaxation Test
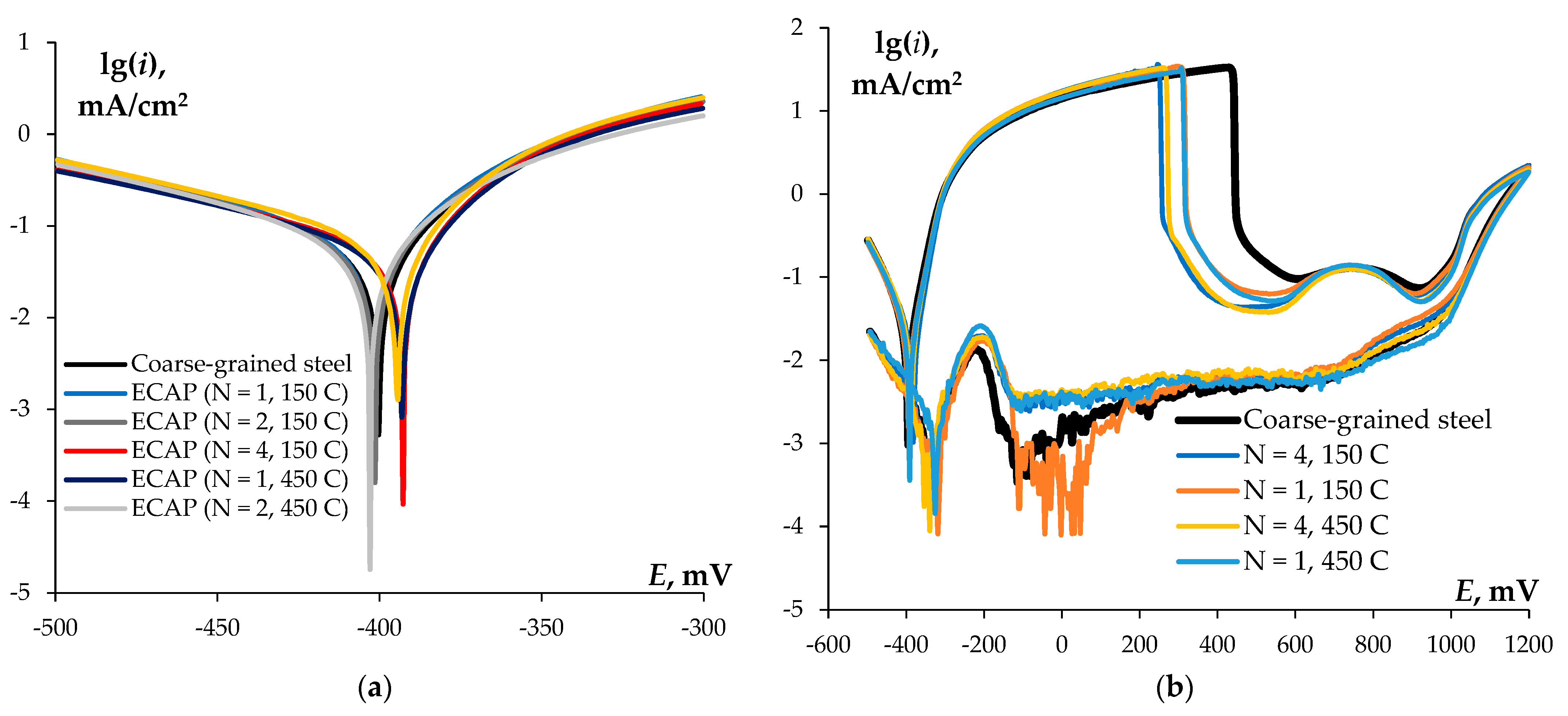
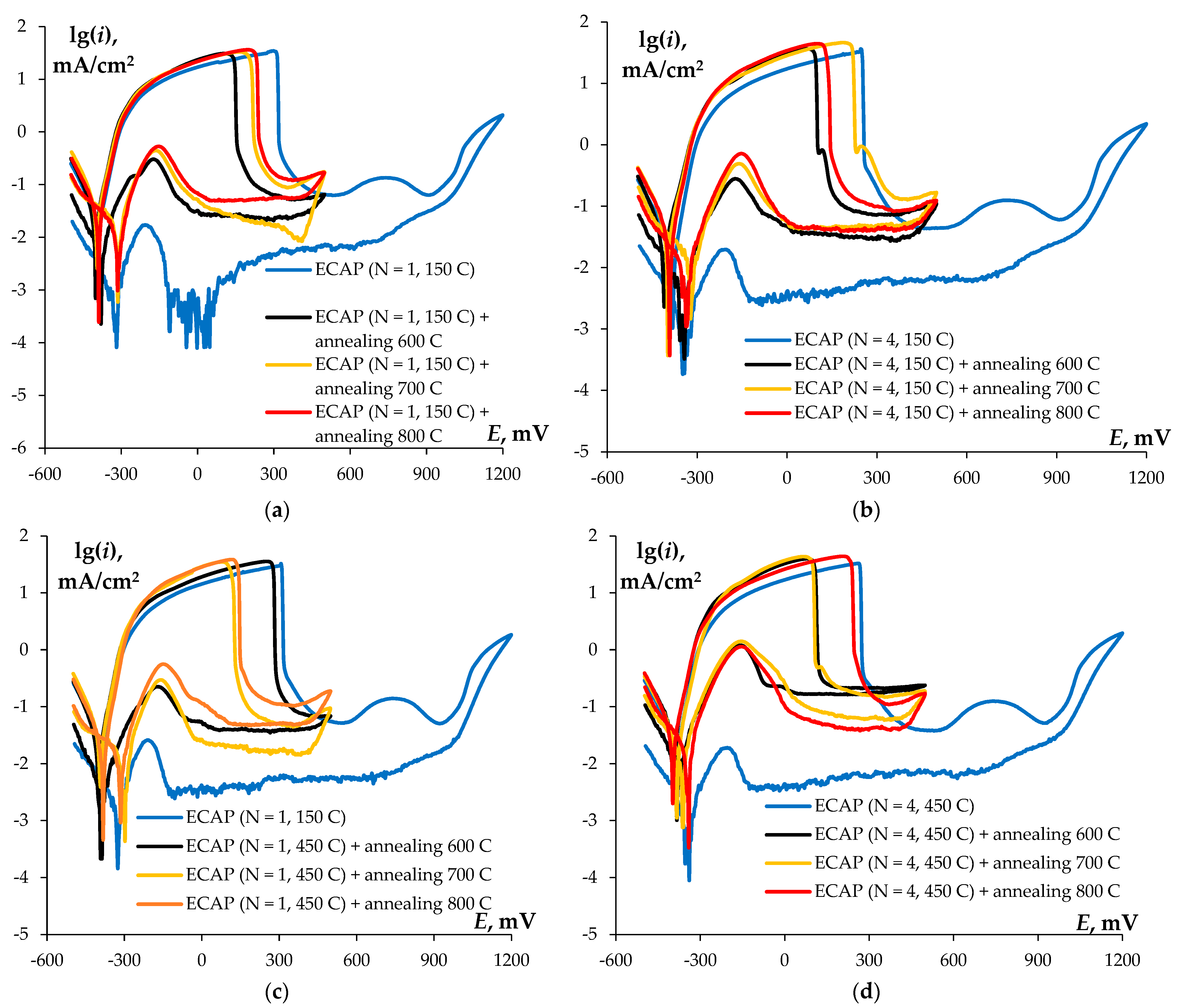
3.4. Corrosion Tests
4. Discussion
4.1. Changes of the Phase Composition and Microstructure of Steels during ECAP and Annealing
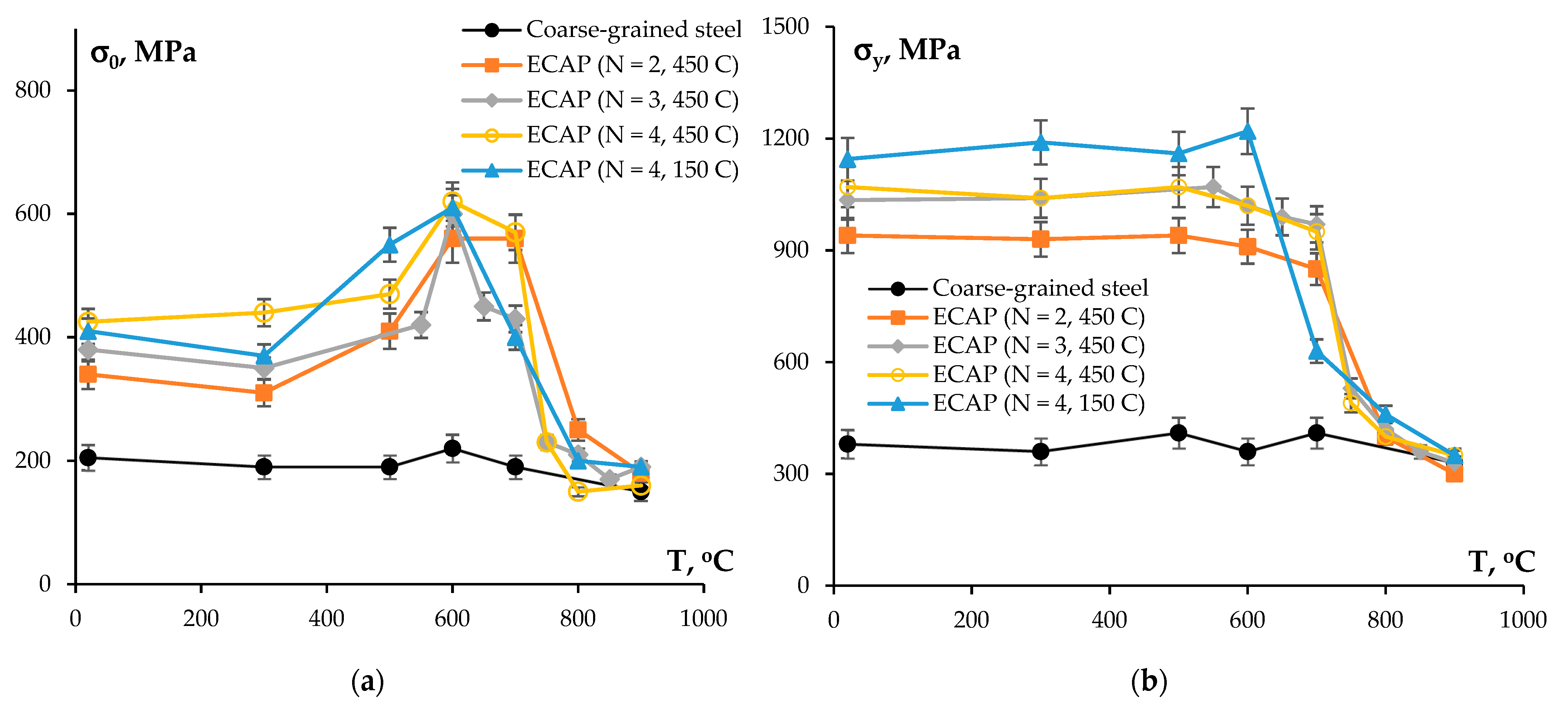
4.2. Investigation of Thermal Stability
4.3. Mechanical Properties of the UFG Steel
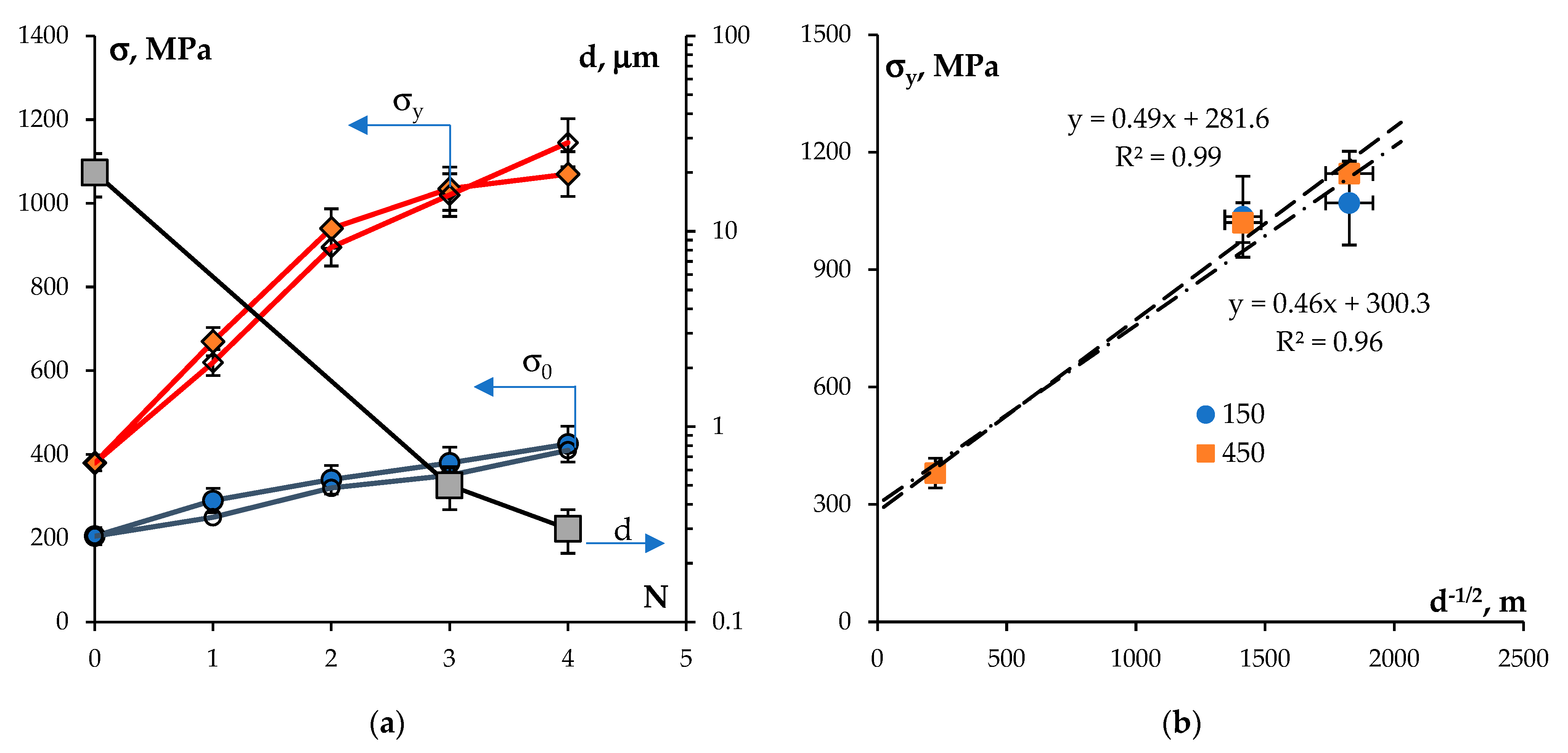
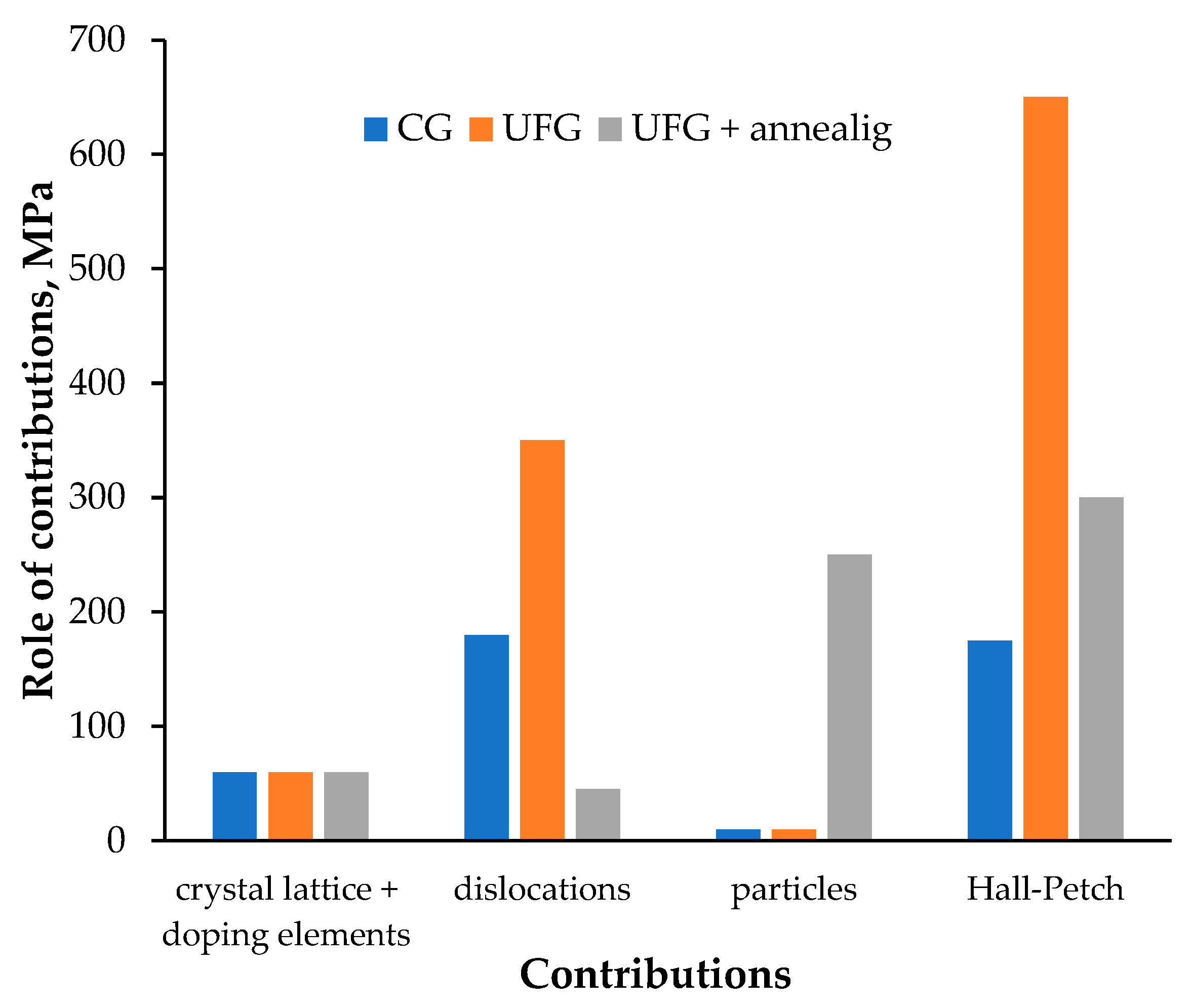
4.3.1. Steel after ECAP: Hall Petch Contribution
4.3.2. Effect of Annealing: Contribution of σ-Phase Particles
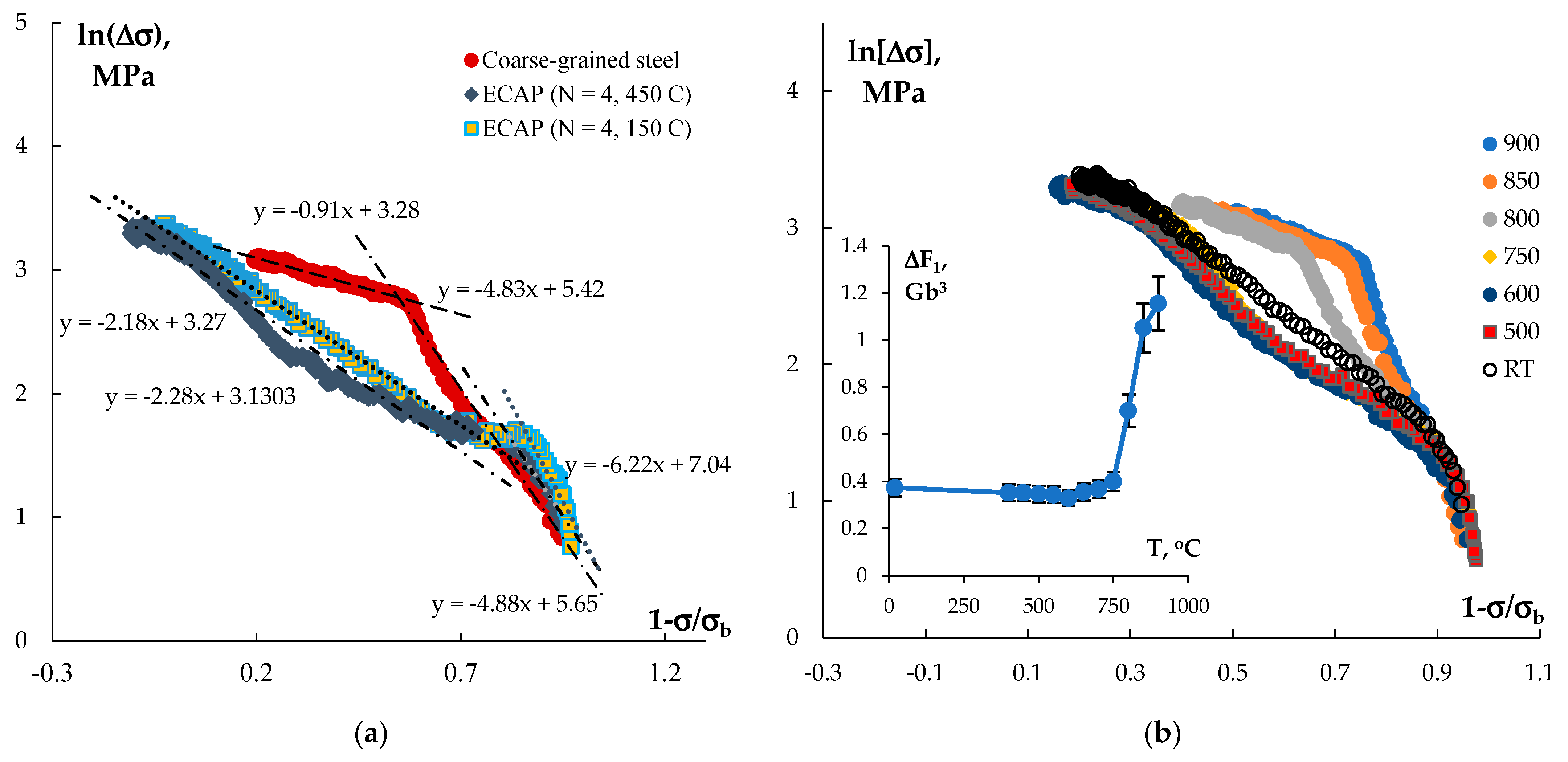
4.4. Stress-Relaxation Resistance
4.5. Corrosion Resistance
5. Conclusions
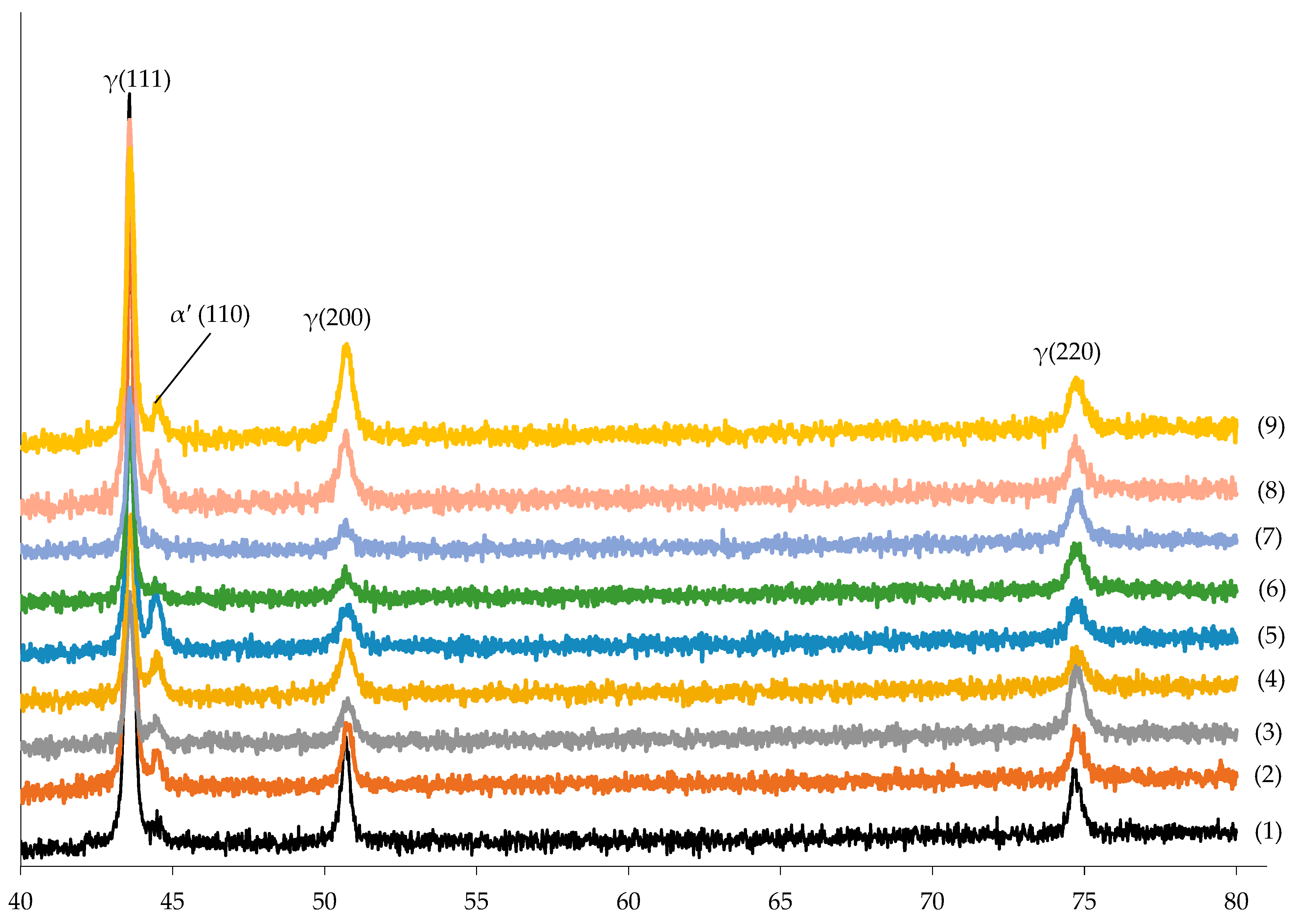
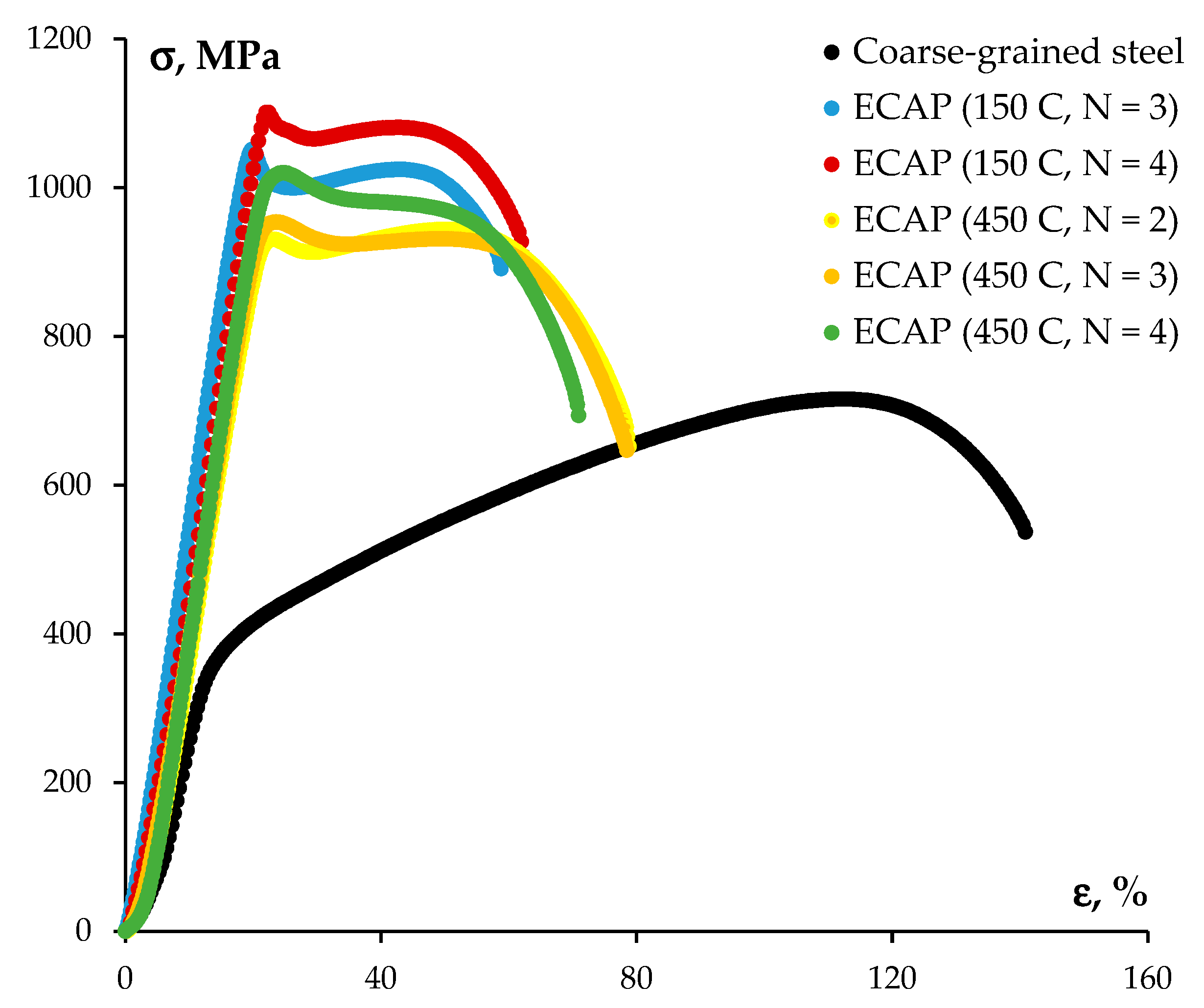
- UFG steel specimens with improved mechanical properties were obtained by ECAP. After N = 4 ECAP cycles at 150 °C and 450 °C, ultimate strength values of steel were 1100 and 1020 MPa, respectively. Higher steel strength during ECAP results from an increase in dislocation density and modification of a grain structure down to a submicron scale. Uniform strain flow stages were observed on σ(ε) stress–strain curves of UFG steels at room temperature. XRD phase analysis revealed that strain–induced martensite forms during ECAP. The martensite content in a UFG steel microstructure achieved 15–16%.
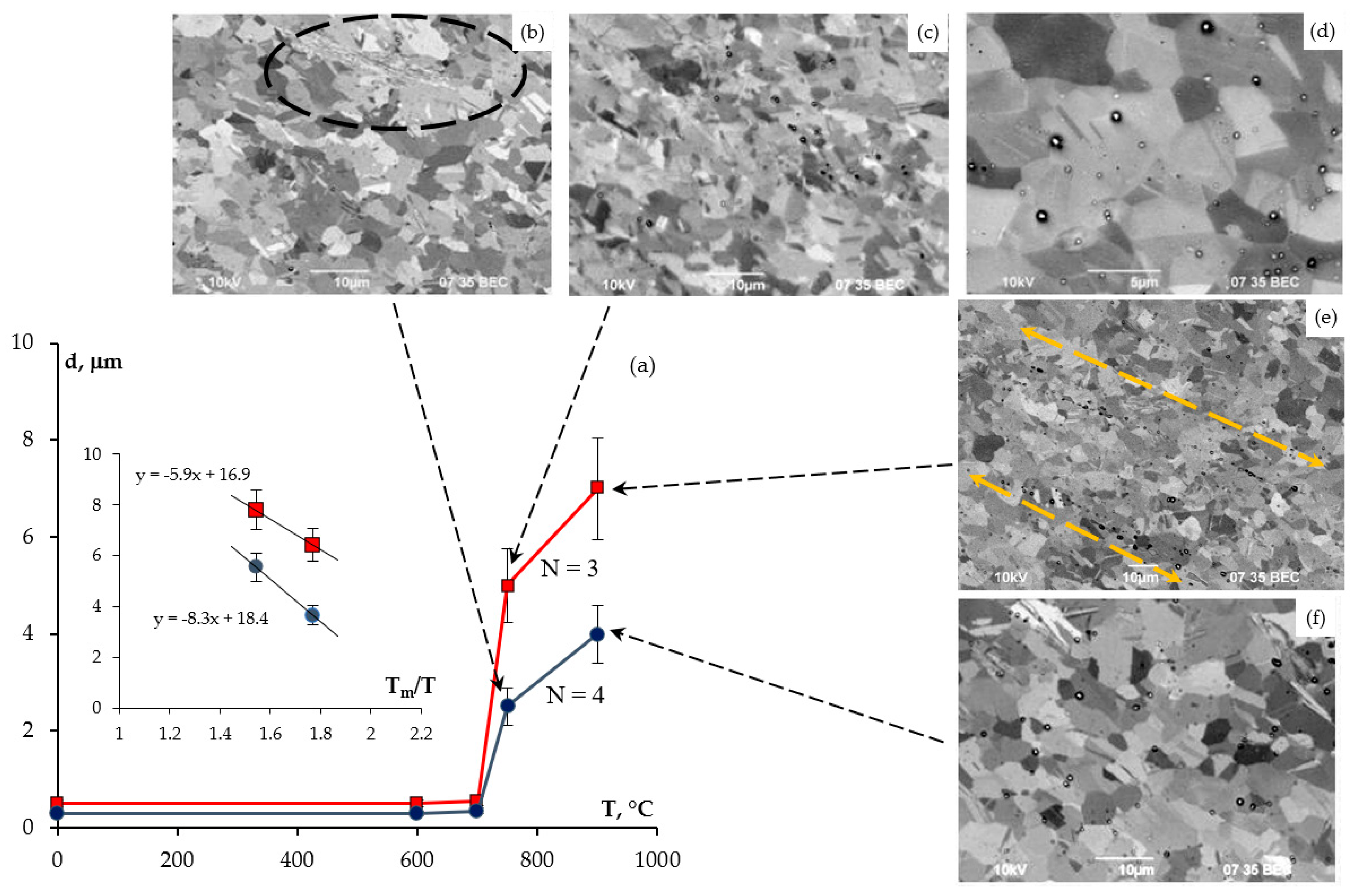
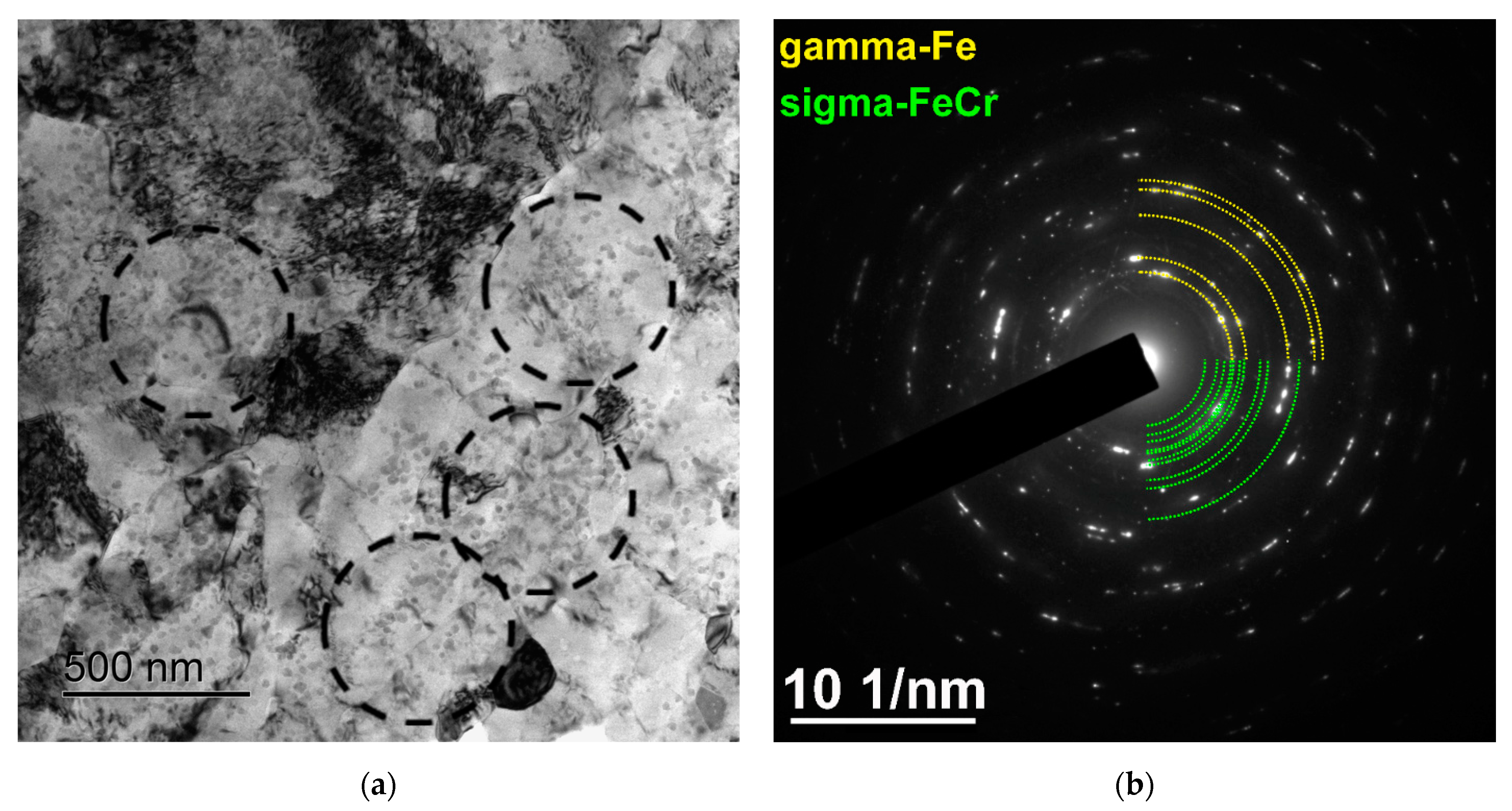
- Annealing of UFG steels at temperatures above 700 °C led to recrystallization accompanied by a decrease α′-martensite fraction and nucleation of σ–phase nanoparticles. The activation energy of grain boundaries migration (6.0–8.3 kTm) was 20–30% lower than that of diffusions along the austenite grain boundaries. The reduction of the activation energy was caused by excess density of defects—orientation mismatch dislocations and products of dislocation delocalization along nonequilibrium grain boundaries.
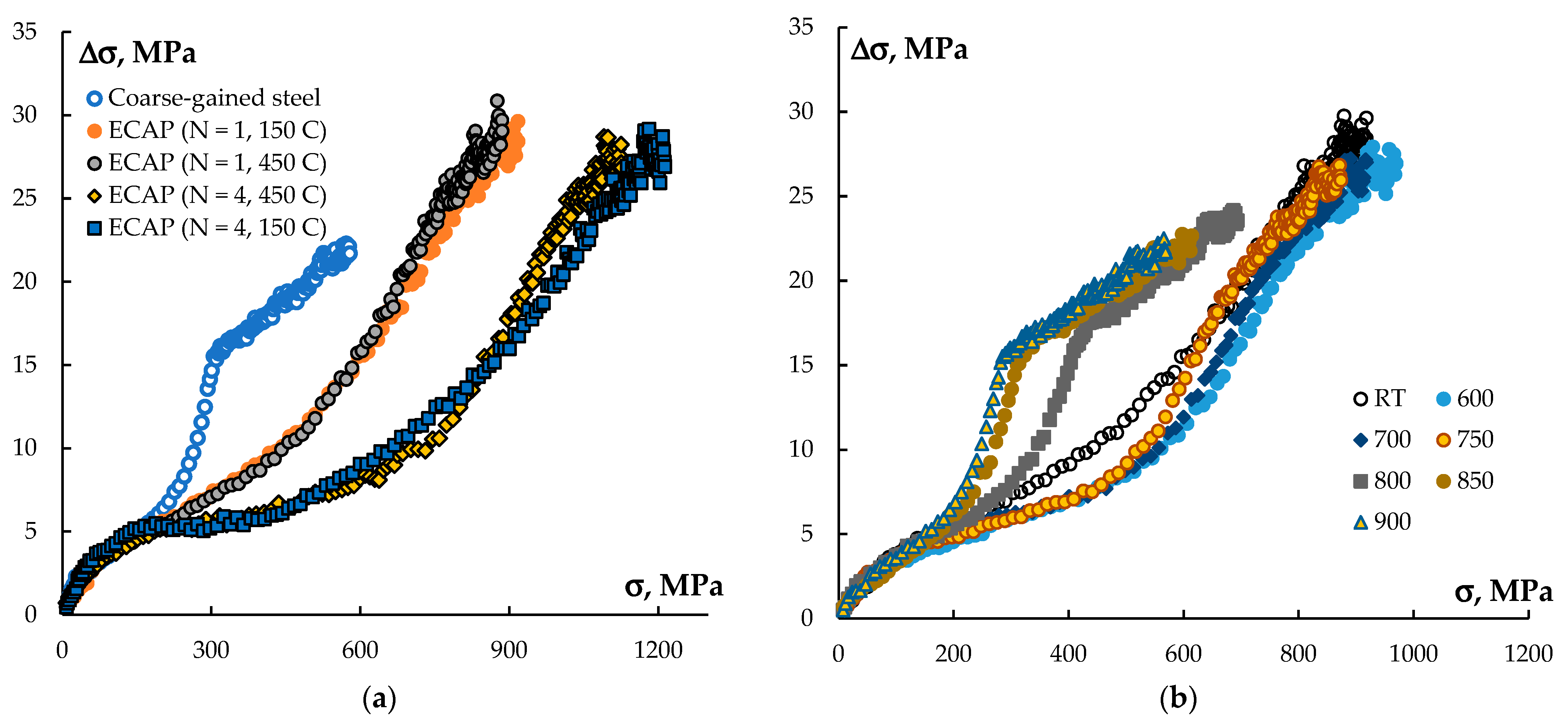
- UFG steel demonstrate improved stress-relaxation resistance—by a higher macroelasticity stress and lower stress-relaxation magnitude (under given stress). Better stress-relaxation resistance of UFG steel was caused by a special internal stress-relaxation mechanism associated with interaction of the lattice dislocations with nonequilibrium grain boundaries in UFG steel. The second probable origin of the increased stress-relaxation resistance of the UFG steel can be the presence of stronger α′-martensite particles that prevent dislocation glide during stress relaxation. High resistance to stress relaxation of annealed UFG steel is provided by nucleation of σ-phase nanoparticles blocking of dislocations glide. An increase in the fraction of nucleated σ-phase nanoparticles led to an increase in plastic deformation activation energy in UFG steel.
- ECAP process reduces corrosion resistance of austenitic steel: an increase in uniform corrosion rates and an increase in susceptibility of steels to intergranular corrosion were observed. Lower corrosion resistance was caused, first of all, by α′-martensite particles with higher dissolving rate. α′-martensite particles led to microgalvanic martensite–austenite couples that appear in a steel microstructure, an accelerated intergranular corrosion is possible along their grain boundaries. σ-phase particles nucleation is the second reason for reduced corrosion resistance of UFG steel.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
Appendix A



Appendix B


References
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Sagaradze, V.V.; Filippov, Y.I.; Matvienko, M.F.; Miroshnichenko, B.I.; Loskutov, V.E.; Kanaykin, V.A. Corrosion Cracking of Austenitic and Ferrite-Pearlite Steels; Ural Branch RAS: Yekaterinburg, Russia, 2004; p. 228. (In Russian) [Google Scholar]
- Sagaradze, V.V.; Uvarov, A.I. Hardening and Properties of Austenitic Steels; M.N. Mikheev Institute of Metal Physics RAS: Yekaterinburg, Russia, 2013; p. 720. (In Russian) [Google Scholar]
- Yang, X.; Yu, C.; Yang, X.; Yan, K.; Qian, G.; Wang, B.; Yan, W.; Shi, X. Microstructure and mechanical properties of an austenitic heat-resistance steel after service at 570 °C and 25.4 MPa for 18 years. J. Mater. Eng. Perform. 2021, 30, 1030–1038. [Google Scholar] [CrossRef]
- Järvenpää, A.; Jaskari, M.; Kisko, A.; Karjalainen, P. Processing and properties of reversion-treated austenitic stainless steels. Metals 2020, 10, 281. [Google Scholar] [CrossRef] [Green Version]
- Shen, Y.F.; Li, X.X.; Sun, X.; Wang, Y.D.; Zuo, L. Twinning and martensite in a 304 austenitic stainless steel. Mater. Sci. Eng. A 2012, 552, 514–522. [Google Scholar] [CrossRef]
- Talonen, J.; Hänninen, H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater. 2007, 55, 6108–6118. [Google Scholar] [CrossRef]
- Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Microstructure and mechanical properties of austenitic stainless steels after dynamic and post-dynamic recrystallization treatment. Adv. Eng. Mater. 2018, 20, 1700960. [Google Scholar] [CrossRef]
- Gupta, R.K.; Birbilis, N. The influence of nanocrystalline structure and processing route on corrosion of stainless steel: A review. Corros. Sci. 2015, 92, 1–15. [Google Scholar] [CrossRef]
- Shit, G.; Ningshen, S. The effect of severe plastic deformation on the corrosion resistance of AISI type 304L stainless steel. J. Mater. Eng. Perform. 2020, 29, 5696–5709. [Google Scholar] [CrossRef]
- He, Q.; Wei, W.; Wang, M.-S.; Guo, F.-J.; Zhai, Y.; Wang, Y.-F.; Huang, C.-X. Gradient microstructure design in stainless steel: A strategy for uniting strength-ductility synergy and corrosion resistance. Nanomaterials 2021, 11, 2356. [Google Scholar] [CrossRef]
- Chen, X.; Gussev, M.; Balonis, M.; Bauchy, M.; Sant, G. Emergence of micro-galvanic corrosion in plastically deformed austenitic stainless steels. Mater. Des. 2021, 203, 109614. [Google Scholar] [CrossRef]
- Bai, G.; Lu, S.; Li, Y. Intergranular corrosion behavior associated with delta-ferrite transformation of Ti-modified Super304H austenitic stainless steel. Corros. Sci. 2015, 90, 347–358. [Google Scholar] [CrossRef]
- Arganis-Juárez, C.R.; Vázquez, A.; Garza-Montes-de-Oca, N.F.; Colás, R. Sensitization of an austenitic stainless steel due to the occurrence of δ-ferrite. Corros. Rev. 2019, 37, 179–186. [Google Scholar] [CrossRef]
- Shi, H.; Wu, T.; Gong, Q.; Ding, W.; Chai, Y.; Weisenburger, A.; Chang, L.; Zhang, Z.; Wang, K.; Richter, J.; et al. Hot salt corrosion of additively manufactured stainless steel 316L and Inconel 718 in MgCl2/KCl/NaCl chloride salt at 700 °C. Corros. Sci. 2022, 207, 110561. [Google Scholar] [CrossRef]
- Wang, J.; Su, H.; Chen, K.; Du, D.; Zhang, L.; Shen, Z. Effect of δ-ferrite on the stress corrosion cracking behavior of 321 stainless steel. Corros. Sci. 2019, 158, 108079. [Google Scholar] [CrossRef]
- Abe, H.; Watanabe, Y. Role of δ-ferrite in stress corrosion cracking retardation near fusion boundary in 316NG welds. J. Nucl. Mater. 2012, 424, 57–61. [Google Scholar] [CrossRef]
- Lai, C.-L.; Lu, W.-F.; Huang, J.-Y. Effect of δ-ferrite content on the stress corrosion cracking behavior of cast austenitic stainless steel in high-temperature water environment. Corrosion 2014, 70, 591–597. [Google Scholar] [CrossRef]
- Lu, W.-F.; Huang, J.-Y.; Yung, T.-Y.; Chen, T.-C.; Tsai, K.-C. Effect of thermal aging on the stress corrosion cracking behavior of cast stainless steel with different δ-ferrite levels in high temperature water environment. J. Nucl. Mater. 2022, 568, 153900. [Google Scholar] [CrossRef]
- Cui, T.; Xu, X.; Pan, D.; Lu, Z.; Li, X.; Ma, J.; Zhang, Y.; Yang, S.; Shoji, T. Comparison of stress corrosion cracking susceptibilities of 308L and 309L cladding layers in high-temperature water with various dissolved oxygen concentrations. J. Nucl. Mater. 2022, 569, 153913. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, S.; Lv, X.; Jiang, H.; Rong, L. Role of δ-ferrite in fatigue crack growth of AISI 316 austenitic stainless steel. J. Mater. Sci. Technol. 2022, 114, 7–15. [Google Scholar] [CrossRef]
- Warren, A.; Griffiths, I.; Harniman, R.; Flewitt, P.; Scott, T. The role of ferrite in type 316H austenitic stainless steels on the susceptibility to creep cavitation. Mater. Sci. Eng. A. 2015, 635, 59–69. [Google Scholar] [CrossRef]
- Pardo, A.; Merino, M.; Coy, A.; Viejo, F.; Carboneras, M.; Arrabal, R. Influence of Ti, C and N concentration on the intergranular corrosion behavior of AISI 316Ti and 321 stainless steel. Acta Mater. 2007, 55, 2239–2251. [Google Scholar] [CrossRef]
- Wasnik, D.; Kain, V.; Samajdar, I.; Verlinden, B.; De, P. Resistance of sensitization and intergranular corrosion through extreme randomization of grain boundaries. Acta Mater. 2002, 50, 4587–4601. [Google Scholar] [CrossRef]
- Li, X.; Chang, L.; Liu, C.; Leng, B.; Ye, X.; Han, F.; Yang, X. Effect of thermal aging on corrosion behavior of type 316H stainless steel in molten chloride salt. Corros. Sci. 2021, 191, 109784. [Google Scholar] [CrossRef]
- Rhouma, A.B.; Amadou, T.; Sidhom, H.; Braham, C. Correlation between microstructure and intergranular corrosion behavior of low delta-ferrite content AISI 316L aged in the range 550–700 °C. J. Alloys Compd. 2017, 708, 871–886. [Google Scholar] [CrossRef]
- Tseng, C.C.; Shen, Y.; Thompson, S.W.; Mataya, M.C.; Krauss, G. Fracture and the formation of sigma phase, M23C6, and austenite from delta-ferrite in an AISI 304L stainless steel. Metall. Mater. Trans. A 1994, 25, 1147–1158. [Google Scholar] [CrossRef]
- Zhao, L.; Wei, S.; Wu, D.; Gao, D.; Lu, S. δ-ferrite transformation mechanism and its effect on mechanical properties of 316H weld metal. J. Mater. Sci. Technol. 2020, 57, 33–42. [Google Scholar] [CrossRef]
- Jeong, S.W.; Kang, U.G.; Choi, J.Y.; Nam, W.J. Comparative study of hardening mechanisms during aging of a 304 stainless steel containing α′-martensite. J. Mater. Eng. Perform. 2012, 21, 1937–1942. [Google Scholar] [CrossRef]
- Zergani, A.; Mirzadeh, H.; Mahmudi, R. Evolutions of mechanical properties of AISI 304L stainless steel under shear loading. Mater. Sci. Eng. A 2020, 791, 139667. [Google Scholar] [CrossRef]
- Mola, J.; Luan, G.; Huang, Q.; Ullrich, C.; Volkova, O.; Estrin, Y. Dynamic strain aging mechanisms in a metastable austenitic stainless steel. Acta Mater. 2021, 212, 116888. [Google Scholar] [CrossRef]
- Hsieh, C.-C.; Lin, D.-Y.; Wu, W. Dispersion strengthening behavior of σ phase in 304 modified stainless steels during 1073 K hot rolling. Met. Mater. Int. 2007, 13, 359–363. [Google Scholar] [CrossRef]
- Hsieh, C.-C.; Lin, D.-Y.; Wu, W. Precipitation behavior of σ phase in 19Cr-9Ni-2Mn and 18Cr-0.75Si stainless steels hot-rolled at 800 °C with various reduction ratios. Mater. Sci. Eng. A 2007, 467, 181–189. [Google Scholar] [CrossRef]
- Zhou, Q.; Liu, J.; Gao, Y. An insight into oversaturated deformation-induced sigma precipitation in Super304H austenitic stainless steel. Mater. Des. 2019, 181, 108056. [Google Scholar] [CrossRef]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H.; Okamoto, K.; Hirano, S.; Inagaki, M. Rapid formation of the sigma phase in 304 stainless steel during friction stir welding. Scr. Mater. 2003, 49, 1175–1180. [Google Scholar] [CrossRef]
- Mao, X.; Zhao, W. Electrochemical polarization method to detect aging embrittlement of 321 stainless steel. Corrosion 1993, 49, 335–342. [Google Scholar] [CrossRef]
- Calderón-Hernández, J.W.; Alves, S.F., Jr.; de Moraes, F.P.; de Melo, H.G.; Padilha, A.F. Correlation between microstructure and corrosion behavior in an AISI 316L steel pipeline exposed for 100,700 h at 640 °C in a petrochemical plant. Mater. Corros. 2021, 72, 1762–1773. [Google Scholar] [CrossRef]
- Panov, D.; Chernichenko, R.; Naumov, S.; Pertcev, A.; Stepanov, N.; Zherebtsov, S.; Salishchev, G. Excellent strength-toughness synergy in metastable austenitic stainless steel due to gradient structure formation. Mater. Lett. 2021, 303, 130585. [Google Scholar] [CrossRef]
- Panov, D.; Kudryavtsev, E.; Chernichenko, R.; Smirnov, A.; Stepanov, N.; Simonov, Y.; Zherebtsov, S.; Salishchev, G. Mechanisms on the reverse martensite-to-austenite transformation in metastable austenitic stainless steel. Metals 2021, 11, 599. [Google Scholar] [CrossRef]
- Du, C.; Liu, G.; Sun, B.; Xin, S.; Shen, T. A 2.9 GPa strength nano-gradient and nano-precipitated 304L-type austenitic stainless steel. Materials 2020, 13, 5382. [Google Scholar] [CrossRef]
- Qin, W.; Li, J.; Liu, Y.; Kang, J.; Zhu, L.; Shu, D.; Peng, P.; She, D.; Meng, D.; Li, Y. Effects of grain size on tensile property and fracture morphology of 316L stainless steel. Mater. Lett. 2019, 254, 116–119. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Dobatkin, S.V.; Belyakov, A.; Kaibyshev, R. Hall-Petch relationship for austenitic stainless steels processed by large strain warm rolling. Acta Mater. 2017, 136, 39–48. [Google Scholar] [CrossRef]
- Forouzan, F.; Najafizadeh, A.; Kermanpur, A.; Hedayati, A.; Surkialiabad, R. Production of nano/submicron grained AISI 304L stainless steel through the martensite reversion process. Mater. Sci. Eng. A 2010, 527, 7334–7339. [Google Scholar] [CrossRef]
- Ma, Y.; Jin, J.-E.; Lee, Y.-K. A repetitive thermomechanical process to produce nano-crystalline in a metastable austenitic steel. Scr. Mater. 2005, 52, 1311–1315. [Google Scholar] [CrossRef]
- Liu, X.; Zhou, M.; Zhang, X. Ultra-flash annealing constructed heterogeneous austenitic stainless steel with excellent strength-ductility. Mater. Charact. 2022, 192, 112182. [Google Scholar] [CrossRef]
- Misra, R.; Nayak, S.; Mali, S.; Shah, J.; Somani, M.; Karjalainen, L. Microstructure and deformation behavior of phase-reversion-induced nanograined/ultrafine-grained austenitic stainless steel. Metall. Mater. Trans. A 2009, 40, 2498–2509. [Google Scholar] [CrossRef]
- Lee, Y.K.; Jin, J.E.; Ma, Y.Q. Transformation-induced extraordinary ductility in an ultrafine-grained alloy with nanosized precipitates. Scr. Mater. 2007, 57, 707–710. [Google Scholar] [CrossRef]
- Amininejad, A.; Jamaati, R.; Hosseinipour, S.J. Improvement of strength-ductility balance of SAE 304 stainless steel by asymmetric cross rolling. Mater. Chem. Phys. 2020, 256, 123668. [Google Scholar] [CrossRef]
- Li, J.; Cao, Y.; Gao, B.; Li, Y.; Zhu, Y. Superior strength and ductility of 316L stainless steel with heterogeneous lamella structure. J. Mater. Sci. 2018, 53, 10442–10456. [Google Scholar] [CrossRef]
- Shirdel, M.; Mirzadeh, H.; Parsa, M.H. Enhanced mechanical properties of microalloyed austenitic stainless steel produced by martensite treatment. Adv. Eng. Mater. 2015, 17, 1226–1233. [Google Scholar] [CrossRef]
- Misra, R.; Wan, X.; Challa, V.; Somani, M.; Murr, L. Relationship of grain size and deformation mechanism to the fracture behavior in high strength—High ductility nanostrucutred austenitic stainless steel. Mater. Sci. Eng. A 2015, 626, 41–50. [Google Scholar] [CrossRef]
- Dobatkin, S.; Rybalchenko, O.; Enikeev, N.; Tokar, A.; Abramova, M. Formation of fully austenitic ultrafine-grained high strength state in metastable Cr-Ni-Ti stainless steel by severe plastic deformation. Mater. Lett. 2016, 166, 276–279. [Google Scholar] [CrossRef]
- Rybal’Chenko, O.; Dobatkin, S.; Kaputkina, L.; Raab, G.; Krasilnikov, N. Strength of ultrafine-grained corrosion-resistance steels after severe plastic deformation. Mater. Sci. Eng. A 2004, 387–389, 244–248. [Google Scholar] [CrossRef]
- Dobatkin, S.V.; Rybal’chenko, O.V.; Raab, G.I. Structure formation, phase transformations and properties in Cr-Ni austenitic steel after equal-channel angular pressing and heating. Mater. Sci. Eng. A 2007, 463, 41–45. [Google Scholar] [CrossRef]
- Kositsyna, I.I.; Sagaradze, V.V.; Kopylov, V.I. Formation of high-strength and high-plastic state in metastable austenitic steels by the method of equal-channel angular pressing. Phys. Met. Metallogr. 1999, 88, 493–498. (In Russian) [Google Scholar]
- Segal, V. Equal-channel angular extrusion (ECAE): From a laboratory curiosity to an industrial technology. Metals 2020, 10, 244. [Google Scholar] [CrossRef] [Green Version]
- Segal, V. Review: Modes and processes of Severe Plastic Deformation. Materials 2018, 11, 1175. [Google Scholar] [CrossRef] [Green Version]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Progr. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Progr. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Segal, V.M.; Beyerlein, I.J.; Tome, C.N.; Chuvil’deev, V.N.; Kopylov, V.I. Fundamentals and Engineering of Severe Plastic Deformation; Nova Science Publishers: New York, NY, USA, 2010; p. 542. [Google Scholar]
- Qu, S.; Huang, C.; Gao, Y.; Yang, G.; Wu, S.; Zang, Q.; Zhang, Z. Tensile and compressive properties of AISI 304L stainless subjected to equal channel angular pressing. Mater. Sci. Eng. A 2008, 475, 207–216. [Google Scholar] [CrossRef]
- Huang, C.X.; Yang, G.; Wang, C.; Zhang, Z.F.; Wu, S.D. Mechanical behaviors of ultrafine-grained 301 austenitic stainless steel produced by Equal-Channel Angular Pressing. Metall. Mater. Trans. A 2011, 42, 2061–2071. [Google Scholar] [CrossRef]
- Tirekar, S.; Jafarian, H.R.; Eivani, A.R. Towards engineering of mechanical properties through stabilization of austenite in ultrafine grained martensite-austenite dual phase steel processed by accumulative roll bonding. Mater. Sci. Eng. A 2017, 684, 120–126. [Google Scholar] [CrossRef]
- Liu, M.; Gong, W.; Zheng, R.; Li, J.; Zhang, Z.; Gao, S.; Ma, C.; Tsuji, N. Achieving excellent mechanical properties in type 316 stainless steel by tailoring grain size in homogeneously recovered of recrystallized nanostructures. Acta Mater. 2022, 226, 117629. [Google Scholar] [CrossRef]
- Sabooni, S.; Karimzadeh, F.; Enayati, M.H.; Ngan, A.H.W. The role of martensitic transformation on bimodal grain structure in ultrafine grained AISI 304L stainless steel. Mater. Sci. Eng. A 2015, 636, 221–230. [Google Scholar] [CrossRef] [Green Version]
- Romero-Resendiz, L.; El-Tahawy, M.; Zhang, T.; Rossi, M.; Marulanda-Cardona, D.; Yang, T.; Amigó-Borrás, V.; Huang, Y.; Mirzadeh, H.; Beyerlein, I.; et al. Heterostructured stainless steel: Properties, current trends, and future perspectives. Mater. Sci. Eng. R. 2022, 150, 100691. [Google Scholar] [CrossRef]
- Miyamoto, H. Corrosion of ultrafine grained materials by severe plastic deformation, an overview. Mater. Transact. 2016, 57, 559–572. [Google Scholar] [CrossRef] [Green Version]
- Ura-Bińczyk, E. Effect of grain refinement on the corrosion resistance of 316L stainless steel. Materials 2021, 14, 7517. [Google Scholar] [CrossRef]
- Krawczynska, A.T.; Chrominski, W.; Ura-Binczyk, E.; Kulczyk, M.; Lewandowska, M. Mechanical properties and corrosion resistance of ultrafine grained austenitic stainless steel processed by hydrostatic extrusion. Mater. Des. 2017, 136, 34–44. [Google Scholar] [CrossRef]
- Krawczynska, A.T.; Gloc, M.; Lublinska, K. Intergranular corrosion resistance of nanostructured austenitic stainless steel. J. Mater. Sci. 2013, 48, 4517–4523. [Google Scholar] [CrossRef] [Green Version]
- Pisarek, M.; Keędzierzawski, P.; Janik-Czachor, M.; Kurzydlowski, K.J. Effect of hydrostatic extrusion on the corrosion resistance of type 316 stainless steel. Corrosion 2008, 64, 131–137. [Google Scholar] [CrossRef]
- Pisarek, M.; Kedzierzawski, P.; Janik-Czachor, M.; Kurzydlowski, K.J. Effect of hydrostatic extrusion on passivity breakdown on 303 austenitic stainless steel in chloride solution. J. Solid State Electrochem. 2009, 13, 283–291. [Google Scholar] [CrossRef]
- Jinlong, L.; Hongyun, L.; Tongxiang, L.; Wenli, G. The effect of grain refinement and deformation on corrosion resistance of passive film formed on the surface of 304 stainless steel. Mater. Res. Bull. 2015, 70, 896–907. [Google Scholar] [CrossRef]
- Hug, E.; Babu, R.P.; Monnet, I.; Etienne, A.; Moisy, F.; Pralong, V.; Enikeev, N.; Abramova, M.; Sauvage, X.; Radiguet, B. Impact of nanostructuration on the corrosion resistance and hardness of irradiated 316 austenitic stainless steels. Appl. Surf. Sci. 2017, 392, 1026–1035. [Google Scholar] [CrossRef]
- Wang, S.; Sun, M.; Xu, Y.; Long, K.; Zhang, Z. Enhanced localized and uniform corrosion resistances of bulk nanocrystalline 304 stainless steel in high-concentration hydrochloric acid solutions at room temperature. J. Mater. Sci. Technol. 2018, 34, 2498–2506. [Google Scholar] [CrossRef]
- Tiamiyu, A.A.; Eduok, U.; Szpunar, J.A.; Odeshi, A.G. Corrosion behavior of metastable AISI 321 austenitic stainless steel: Investigating the effect of grain size and prior plastic deformation on its degradation pattern in saline media. Sci. Rep. 2019, 9, 12116. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, H.; Xue, P.; Wu, L.; Song, Q.; Wang, D.; Xiao, B.; Ma, Z. Effect of grain ultra-refinement on corrosion behavior of ultra-high strength high nitrogen stainless steel. Corros. Sci. 2020, 174, 108847. [Google Scholar] [CrossRef]
- Wang, S.; Sun, M.; Liu, S.; Liu, X.; Xu, Y.; Gong, C.; Long, K.; Zhang, Z. Synchronous optimization of strengths, ductility and corrosion resistances of bulk nanocrystalline 304 stainless steel. J. Mater. Sci. Technol. 2020, 37, 161–172. [Google Scholar] [CrossRef]
- Lei, Y.; Wang, Z.; Zhang, B.; Luo, Z.; Lu, J.; Lu, K. Enhanced mechanical properties and corrosion resistance of 316L stainless steel by pre-forming a gradient nanostructured surface layer and annealing. Acta Mater. 2021, 208, 116773. [Google Scholar] [CrossRef]
- Mordyuk, B.N.; Prokopenko, G.I.; Vasylyev, M.A.; Iefimov, M.O. Effect of structure evolution induced by ultrasonic peening on the corrosion behavior of AISI-321 stainless steel. Mater. Sci. Eng. A 2007, 458, 253–261. [Google Scholar] [CrossRef]
- Tiamiyu, A.A.; Eduok, U.; Odeshi, A.G.; Szpunar, J.A. Effect of prior plastic deformation and deformation rate on the corrosion resistance of AISI 321 austenitic stainless steel. Mater. Sci. Eng. A 2019, 745, 1–9. [Google Scholar] [CrossRef]
- Xiao, X.; Li, D.; Li, Y.; Lu, S. Intergranular precipitation behavior and its influence on the stress relaxation cracking susceptibility of Super304H austenitic stainless steel weld metal during long-term aging. Mater. Charact. 2021, 178, 111309. [Google Scholar] [CrossRef]
- Yamashita, M.; Wada, Y. The stress-relaxation behavior of type 304 stainless steel. International Journal of Pressure Vessels and Piping 1990, 42, 203–216. [Google Scholar] [CrossRef]
- Dayalan, I.; Crasta, P.F.; Pradhan, S.; Gupta, R. A review on stress relaxation cracking in austenitic stainless steel. In Proceedings of the International Conference on Intelligent Manufacturing and Automation. Lecture Notes in Mechanical Engineering, Mumbai, India, 27–28 March 2020; Vasudevan, H., Kottur, V., Raina, A., Eds.; Springer: Singapore, 2020; pp. 427–434. [Google Scholar] [CrossRef]
- Yoon, K.B.; Yu, J.M.; Nguyen, T.S. Stress relaxation cracking in 304H stainless steel weld of a chemical reactor serviced at 560 °C. Eng. Fail. Anal. 2015, 56, 288–299. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Spindler, M.W.; Truman, C.E.; Smith, D.J. Critical analysis of the prediction of stress relaxation from forward creep of type 316H austenitic stainless steel. Mater. Des. 2016, 95, 656–668. [Google Scholar] [CrossRef]
- Tendo, M.; Yamada, K.; Shimura, Y. Stress relaxation behavior at high-tension bolted connections of stainless-steel plates. J. Eng. Mater. Technol. 2001, 123, 198–202. [Google Scholar] [CrossRef]
- Anciaux, M.J. Stress relaxation of austenitic stainless steels at 290 °C. Metall. Transact. A 1981, 12, 1981–1985. [Google Scholar] [CrossRef]
- Bordzyuka, A.M.; Getsov, L.B. Stress Relaxation in Metals and Alloys; Nauka: Moscow, Russia, 1978; p. 256. (In Russian) [Google Scholar]
- Povolo, F.; Tinivella, R.J.; Reggiardo, J.F.; Botteri, G.B. Stress relaxation in bending of type AISI304 stainless steel at 773 and 823 K. J. Mater. Sci. 1992, 27, 1505–1513. [Google Scholar] [CrossRef]
- Bahrami, A.; Mohammanejad, A.; Khouzani, M.K.; Pouradineh, M.; Esmaeili, V. Stress relaxation cracking failure in a high pressure steam pipeline in a ammonia plant. Int. J. Press. Vessel. Pip. 2021, 194A, 104542. [Google Scholar] [CrossRef]
- Chen, B.; Smith, D.J.; Flewitt, P.E.J.; Spindler, M.W. Constitutive equations that describe creep stress relaxation for 316H stainless steel at 550 °C. Mater. High Temp. 2011, 28, 155–164. [Google Scholar] [CrossRef]
- Yamada, H.; Li, C.-Y. Stress relaxation and mechanical equation of state in austenitic stainless steels. Metall. Transact. 1973, 4, 2133–2136. [Google Scholar] [CrossRef]
- Luo, J.; Xiong, W.; Li, X.; Chen, J. Investigation of high-temperature stress relaxation behavior of Ti-6Al-4V sheet. Mater. Sci. Eng. A 2019, 743, 755–763. [Google Scholar] [CrossRef]
- Ghauri, I.M.; Haider, K.; Afzal, N.; Siddique, S.A. A comparative study of stress relaxation rate in unirradiated and irradiated pure titanium at low temperatures. Int. J. Modern Phys. B 2007, 21, 5247–5255. [Google Scholar] [CrossRef]
- Ghuri, I.M.; Afzar, N.; Haider, K. Rate controlling process of stress relaxation in high purity irradiated titanium. J. Phys. D Appl. Phys. 2006, 39, 2829–2831. [Google Scholar] [CrossRef]
- Liu, P.; Zong, Y.; Shan, D.; Guo, B. Relationship between constant-load creep, decreasing-load creep and stress relaxation of titanium alloy. Mater. Sci. Eng. A 2015, 638, 106–113. [Google Scholar] [CrossRef]
- Peng, H.-L.; Li, X.-F.; Chen, X.; Jiang, J.; Luo, J.-F.; Xiong, W.; Chen, J. Effect of grain size on high-temperature stress relaxation behavior of fine-grained TC4 titanium alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 668–677. [Google Scholar] [CrossRef]
- Butt, M.Z.; Khiliji, M.S. On the strength and stress-relaxation response of fine-grained Cu-42.2at%Zn-0.6at%Pd alloy polycrystals. J. Alloys Compd. 2009, 479, 252–256. [Google Scholar] [CrossRef]
- Suzuki, Y.; Ueno, K.; Murasawa, K.; Kusuda, Y.; Takamura, M.; Hakoyama, T.; Hama, T.; Suzuki, S. Effect of surface area of grain boundaries on stress relaxation behavior in pure copper over wide range of grain size. Mater. Sci. Eng. A 2020, 794, 139585. [Google Scholar] [CrossRef]
- Butt, M.Z.; Kauser, N.; Akbar, S.; Shaheed, S.S.; Siddiq, M.; Arshad, M.; Ashraf, M. Loss a stress equivalence in the strain-rate sensitivity of flow stress in fine-grain polycrystalline copper. Phys. Stat. Sol. 1999, 173, 349–356. [Google Scholar] [CrossRef]
- Butt, M.Z.; Kauser, N.; Akbar, S.; Shaheed, S.S.; Siddiq, M.; Arshad, M.; Ashraf, M. Grain size and plastic strain as co-determinants of stress-relaxation process in polycrystalline nickel. J. Mater. Sci. Lett. 1996, 15, 1381–1383. [Google Scholar] [CrossRef]
- Mohebbi, M.S.; Akbarazadeh, A.; Yoon, Y.-O.; Kim, S.-K. Stress relaxation and flow behavior of ultrafine grained AA1050. Mech. Mater. 2015, 89, 23–34. [Google Scholar] [CrossRef]
- Wang, Y.M.; Hamza, A.V.; Ma, E. Temperature-depended strain rate sensitivity and activation volume of nanocrystalline Ni. Acta Mater. 2006, 54, 2715–2726. [Google Scholar] [CrossRef]
- Kapoor, R.; Chakravartty, J.K. Deformation behavior of an ultrafine-grained Al-Mg alloy produced by equal-channel angular pressing. Acta Mater. 2007, 55, 5408–5418. [Google Scholar] [CrossRef]
- Ko, Y.G.; Kim, J.H.; Lee, C.S.; Shin, D.H.; Semiatin, S.L. Load relaxation behavior of ultra-fine grained Ti-6Al-4V alloy. Mater. Sci. Forum 2005, 475–479, 2955–2960. [Google Scholar] [CrossRef]
- Goyal, A.; Doquet, V.; Pouya, A. Grain boundary sliding and strain rate sensitivity of coarse and fine/ultrafine grained 5082 aluminum alloys. Metall. Mater. Trans. A 2020, 51, 1109–1122. [Google Scholar] [CrossRef]
- Chuvil’deev, V.N.; Nokhrin, A.V.; Boldin, M.S.; Baranov, G.V.; Sakharov, N.V.; Belov, V.Y.; Lantsev, E.A.; Popov, A.A.; Melekhin, N.V.; Lopatin, Y.G.; et al. Impact of mechanical activation on sintering kinetics and mechanical properties of ultrafine-grained 95W-Ni-Fe tungsten heavy alloys. J. Alloys Compd. 2019, 773, 666–688. [Google Scholar] [CrossRef]
- Zheng, Z.J.; Gao, Y.; Liu, J.W.; Zhu, M. A hybrid refinement mechanism of microstructure of 304 stainless steel subjected to ECAP at 500 °C. Mater. Sci. Eng. A 2015, 639, 615–625. [Google Scholar] [CrossRef]
- Kisko, A.; Misra, R.D.K.; Talonen, J.; Karjalainen, L.P. The influence of grain size on the strain-induced martensite formation in tensile straining of an austenitic 15Cr-9Mn-Ni-Cu stainless steel. Mater. Sci. Eng. A 2013, 578, 408–416. [Google Scholar] [CrossRef]
- Yamashita, A.; Horita, Z.; Langdon, T.G. Improving the mechanical properties of magnesium amd magnesium alloy through severe plastic deformation. Mater. Sci. Eng. A 2001, 300, 142–147. [Google Scholar] [CrossRef]
- Shaeri, M.; Ebrahimi, M.; Salehi, M.; Seyyedein, S.H. Effect of ECAP temperature on microstructure and mechanical properties of Al-Zn-Mg-Cu alloys. Prog. Nat. Sci. Mater. Int. 2016, 26, 182–191. [Google Scholar] [CrossRef] [Green Version]
- Straumal, B.B.; Kulagin, R.; Klinger, L.; Rabkin, E.; Straumal, P.B.; Kogtenkova, O.A.; Baretzky, B. Structure refinement and fragmentation of precipitates under Severe Plastic Deformation: A review. Materials 2022, 15, 601. [Google Scholar] [CrossRef]
- Razumov, I.K.; Yermakov, A.Y.; Gornostyrev, Y.N.; Straumal, B.B. Nonequilibrium phase transformations in alloys under severe plastic deformation. Physics-Uspekhi 2020, 63, 733–757. [Google Scholar] [CrossRef]
- Martin, J.; Doerty, R. Stability of Microstructure of Metallic Systems; Cambridge Univ. Press: Cambridge, UK, 1976; p. 426. [Google Scholar]
- Frost, H.J.; Ashby, M.F. Deformation-Mechanism Maps: The Plasticity and Creep of Metals and Ceramics; Pergamon Press: Oxford, UK, 1982; p. 165. [Google Scholar]
- Pickering, F.B. Physical Metallurgy and the Design of Steels; Applied Science Publ. Ltd.: London, UK, 1978; p. 275. [Google Scholar]
- Gol’dshteyn, M.I.; Litvinov, V.S.; Bronfin, B.M. Metal Physics of High-Strength Alloys; Metallurgiya: Moscow, Russia, 1986; p. 312. (In Russian) [Google Scholar]
- Chuvil’Deev, V.N.; Nokhrin, A.V.; Myshlyaev, M.M.; Kopylov, V.I.; Lopatin, Y.G.; Melekhin, N.V.; Piskunov, A.V.; Bobrov, A.A.; Pirozhnikova, O.E. Effect of recovery and recrystallization on the Hall-Petch relation parameters in submicrocrystalline metals: I. Experimental studies. Russ. Metall. Met. 2018, 1, 71–89. [Google Scholar] [CrossRef]
- Kuznetsov, A.R.; Starikov, S.A.; Sagaradze, V.V.; Stepanov, I.A.; Pechenkin, V.A.; Michael, G. Studying deformation-induced segregation in the Fe-Cr-Ni alloy. Phys. Met. Metallogr. 2004, 98, 294–299. (In Russian) [Google Scholar]
- Deryagin, A.I.; Zavalishin, V.A.; Sagaradze, V.V.; Kuznetsov, A.R. Low-temperature strain-induced atomic segregation in chromium-nickel steels. Phys. Met. Metallogr. 2000, 89, 610–621. (In Russian) [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Mechanical Tensile Test | Corrosions Tests | ||||||
|---|---|---|---|---|---|---|---|---|
| Tafel Test Results | DLEPR Test Results (GOST 9.914-91) | IGC Test (GOST 6232-2003) | ||||||
| σb, MPa | δ, % | Ecorr, mV | icorr, mA/cm2 | Vcorr, mm/year | S1/S2, 104 | Corrosion Type * | Corrosion Type * | |
| Coarse-grained steel | 720 | 125 | −403 | 0.073 | 0.58 | 0.93 | IGC | IGC and PC |
| ECAP, N = 1, T = 150 °C | - | - | −402 | 0.072 | 0.56 | 1.64 | UC | PC |
| ECAP, N = 2, T = 150 °C | 1030 | 55 | −403 | 0.083 | 0.64 | 1.96 | UC | PC |
| ECAP, N = 3, T = 150 °C | 1100 | 40 | −404 | 0.084 | 0.65 | 2.07 | UC | - |
| ECAP, N = 4, T = 150 °C | 1100 | 45 | −404 | 0.084 | 0.65 | 2.34 | UC | - |
| ECAP, N = 1, T = 450 °C | - | - | −404 | 0.092 | 0.71 | 2.78 | UC | PC |
| ECAP, N = 2, T = 450 °C | 950 | 70 | −406 | 0.084 | 0.64 | 3.25 | UC | - |
| ECAP, N = 3, T = 450 °C | 950 | 65 | −406 | 0.099 | 0.77 | 2.41 | UC | - |
| ECAP, N = 4, T = 450 °C | 1020 | 60 | −403 | 0.097 | 0.75 | 2.22 | UC | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kopylov, V.I.; Nokhrin, A.V.; Kozlova, N.A.; Chegurov, M.K.; Gryaznov, M.Y.; Shotin, S.V.; Melekhin, N.V.; Tabachkova, N.Y.; Smetanina, K.E.; Chuvil’deev, V.N. Effect of σ-Phase on the Strength, Stress Relaxation Behavior, and Corrosion Resistance of an Ultrafine-Grained Austenitic Steel AISI 321. Metals 2023, 13, 45. https://doi.org/10.3390/met13010045
Kopylov VI, Nokhrin AV, Kozlova NA, Chegurov MK, Gryaznov MY, Shotin SV, Melekhin NV, Tabachkova NY, Smetanina KE, Chuvil’deev VN. Effect of σ-Phase on the Strength, Stress Relaxation Behavior, and Corrosion Resistance of an Ultrafine-Grained Austenitic Steel AISI 321. Metals. 2023; 13(1):45. https://doi.org/10.3390/met13010045
Chicago/Turabian StyleKopylov, Vladimir I., Aleksey V. Nokhrin, Natalia A. Kozlova, Mikhail K. Chegurov, Mikhail Yu. Gryaznov, Sergey V. Shotin, Nikolay V. Melekhin, Nataliya Yu. Tabachkova, Ksenia E. Smetanina, and Vladimir N. Chuvil’deev. 2023. "Effect of σ-Phase on the Strength, Stress Relaxation Behavior, and Corrosion Resistance of an Ultrafine-Grained Austenitic Steel AISI 321" Metals 13, no. 1: 45. https://doi.org/10.3390/met13010045