
The Influence of High Vanadium and Phosphorus Contents on the Risk of Transverse Cracking during the Continuous Casting of Austenitic TWIP Steels
Abstract
:1. Introduction
2. Experimental Section
3. Results
4. Discussion
5. Conclusions
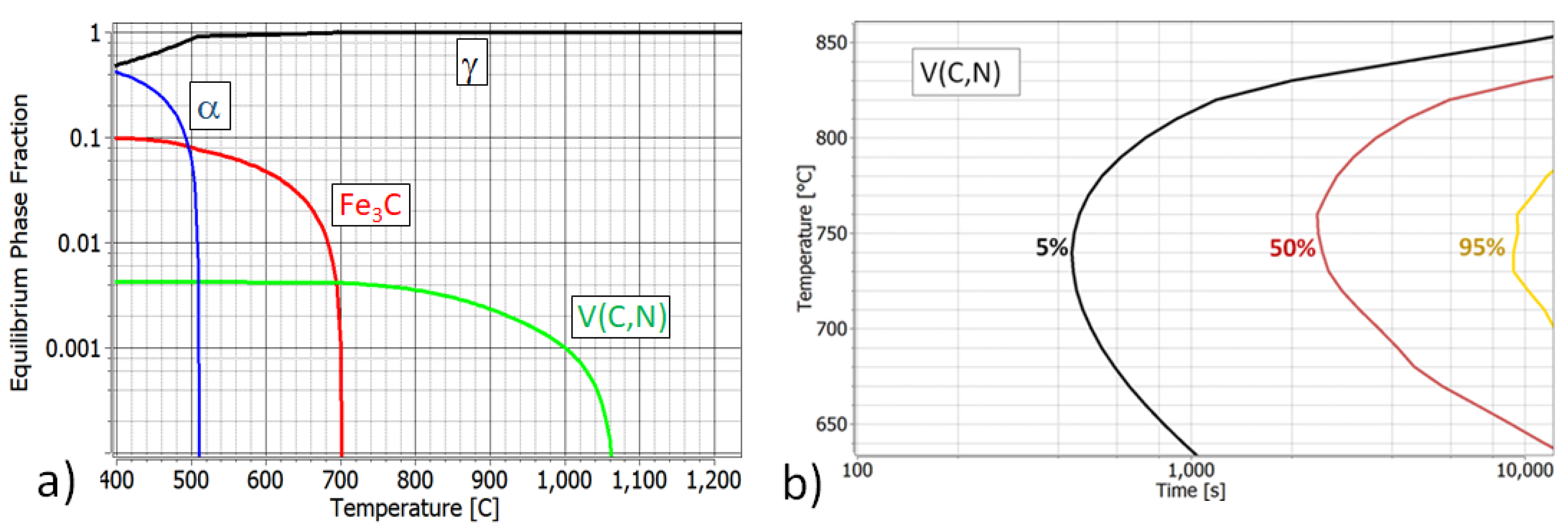
- A shallow hot ductility trough with a minimum at ~750 °C was found to be present in the V-free Fe-22Mn-0.6C TWIP steels. An addition of 0.2 wt.% V addition caused this ductility trough to deepen and widen in the range 650–900 °C due to the precipitation of V(C,N). At temperatures > 950 °C ductility is good because precipitates are either absent or too coarse to have much influence. Below 650 °C, precipitation is too slow.
- The minimum RA in the as-cast state (30%) was below that normally associated with slab cracking during straightening. Nevertheless, data from a significant number of industrial trials confirmed that no transverse cracking actually occurred with a 0.2 wt.% V addition and that good surface quality can be obtained.
- Increasing the P content significantly reduced the hot ductility of the base Fe-22Mn-0.6C TWIP steel; however, industrial trials showed that for both the base and for the V added steels, P levels in the range 0.020 to 0.040 wt.% did not cause any transverse cracking and the surface quality remained acceptable.
- V-containing alloys do not appear to show the same sensitivity to P content. The reason for this is suggested to be related to P segregation to VC precipitates located on austenite boundaries. This would have the effect of reducing the amount of P segregated to the austenite grain boundaries themselves, thus reducing the likelihood of intergranular fracture.
- Notably, the good casting ability has only been achieved by setting very low S and Al levels. MnS inclusions in the matrix and AlN precipitation at austenite grain boundaries are thus avoided. The latter is essential to suppress intergranular failure.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Chin, K.G.; Kim, J. High Mn TWIP steels for automotive applications. New Trends Dev. Automot. Syst. Eng. 2011, 1, 101–128. [Google Scholar]
- Kim, S.K.; Cho, J.W.; Kwak, W.J.; Kim, G.; Kwon, O. Development of TWIP steel for Automotive Application. In Proceedings of the 3rd International Steel Conference on New Developments in Metallurgical Process Technologies, Dusseldorf, Germany, 11–15 June 2007; pp. 690–697. [Google Scholar]
- Horvath, C.D. Advanced Steels for Lightweight Automotive Structures. In Materials, Design and Manufacturing for Lightweight Vehicles; Woodhead Publishing: Sawston, UK, 2021; pp. 39–45. [Google Scholar]
- Scott, C.; Remy, B.; Collet, J.-L.; Cael, A.; Bao, C.; Danoix, F.; Malard, B.; Curfs, C. Precipitation strengthening in high manganese austenitic TWIP steels. Int. J. Mat. Res. 2011, 102, 538–549. [Google Scholar] [CrossRef]
- So, K.H.; Kim, J.S.; Chun, Y.S.; Park, K.T.; Lee, Y.K.; Lee, C.S. Hydrogen delayed fracture properties and internal hydrogen behavior of a Fe–18Mn–1.5 Al–0.6 C TWIP steel. ISIJ Int. 2009, 49, 1952–1959. [Google Scholar] [CrossRef] [Green Version]
- Park, I.J.; Jeong, K.H.; Jung, J.G.; Lee, C.S.; Lee, Y.K. The mechanism of enhanced resistance to the hydrogen delayed fracture in Al-added Fe–18Mn–0.6 C twinning-induced plasticity steels. Int. J. Hydrog. Energy 2012, 37, 9925–9932. [Google Scholar] [CrossRef]
- Olugbade, T.O. Stress Corrosion Cracking and precipitation strengthening mechanisms in TWIP steels: Progress and prospects. J. Corros. Rev. 2020, 38, 473–488. [Google Scholar] [CrossRef]
- Manabe, T.; Miyakoshi, Y. Development of Thermal Refining Type High Tensile Bolt. Nippon. Steel Tech. Rep. 2019, 122, 117–122. [Google Scholar]
- Namimura, Y.; Ibaraki, N.; Urushihara, W.; Nakayama, T. Development of steels for high-strength bolts with excellent delayed fracture resistance. Wire J. Int. 2003, 36, 62–67. [Google Scholar]
- Takahashi, J.; Kawakami, K.; Kobayashi, Y. Origin of hydrogen trapping site in vanadium carbide precipitation strengthening steel. Acta Mater. 2018, 153, 193–204. [Google Scholar] [CrossRef]
- Mintz, B.; Tuling, A.; Delgado, A. Influence of silicon, aluminium, phosphorus and boron on hot ductility of Transformation Induced Plasticity assisted steels. Mater. Sci. Technol. 2003, 19, 1721–1726. [Google Scholar] [CrossRef]
- Su, H.; Gunawadarna, W.D.; Tuling, A.; Mintz, B. Influence of Al and P additions on hot ductility of steels. Mater. Sci. Technol. 2007, 23, 1357–1366. [Google Scholar] [CrossRef]
- Guo, A.M.; Wang, Y.H.; Shen, D.D.; Yuan, Z.X.; Song, S.H. Influence of phosphorus on the hot ductility of 2.25Cr1Mo steel. Mater. Sci. Technol. 2003, 19, 1553–1556. [Google Scholar] [CrossRef]
- Kang, S.E.; Banerjee, J.R.; Mintz, B. Influence of S and AlN on hot ductility of high Al, TWIP steels. Mater. Sci. Technol. 2012, 28, 589–596. [Google Scholar] [CrossRef]
- Osinkolu, G.A.; Tacikowski, M.; Kobylanski, A. Combined effect of AIN and sulphur on hot ductility of high purity iron-base alloys. Mater. Sci. Technol. 1985, 1, 520–525. [Google Scholar] [CrossRef]
- Feaugas, X.; Scott, C. Le Développement des Aciers a Très Haute Résistance; ISTE Editions: London, UK, 2022; pp. 259–290. ISBN 978-1-78949-122-7. [Google Scholar]
- Yen, H.-W.; Huang, M.; Scott, C.P.; Yang, J.-R. Interactions between deformation-induced defects and carbides in a vanadium-containing TWIP steel. Scripta Mat. 2012, 66, 1018–1023. [Google Scholar] [CrossRef]
- Hannerz, N.E. Critical hot plasticity and Transverse Cracking in Continuous Slab casting with particular reference to composition. Trans. Iron Steel Inst. Jpn. 1985, 25, 149–158. [Google Scholar] [CrossRef]
- Mintz, B.; Abushosha, R. Influence of vanadium on the hot ductility of steel, Ironmaking and steelmaking. Ironmak. Steelmak. 1993, 20, 445–452. [Google Scholar]
- Hamada, A.S.; Karjalainen, L.P. Hot ductility behaviour of high-Mn TWIP steels. Mat. Sci. Eng. A 2011, 528, 1819–1827. [Google Scholar] [CrossRef]
- Kang, S.E.; Tuling, A.; Banerjee, J.R.; Gunawardana, W.D.; Mintz, B. Hot ductility of TWIP steels. Mater. Sci. Technol. 2021, 27, 95–100. [Google Scholar] [CrossRef]
- Liu, H.; Liu, J.; Wu, B.; Shen, Y.; He, Y.; Ding, H.; Su, X. Effect of Mn and Al contents on hot ductility of high alloy Fe-xMn-C-yAl austenite TWIP steels. Mater. Sci. Eng. A 2017, 708, 360–374. [Google Scholar] [CrossRef]
- Kang, S.E.; Kang, M.H.; Mintz, B. Influence of vanadium, boron and titanium on hot ductility of high Al TWIP steels. Mater. Sci. Technol. 2021, 37, 42–58. [Google Scholar] [CrossRef]
- Mintz, B.; Qaban, A. The Influence of Precipitation, High Levels of Al, Si, P and a Small B Addition on the Hot Ductility of TWIP and TRIP Assisted Steels: A Critical Review. Metals 2022, 12, 502. [Google Scholar] [CrossRef]
- Morel, I.; Dez, A. ArcelorMittal Internal Report; IRD/AUP/2008/9177; ArcelorMittal: Luxembourg, 2008. [Google Scholar]
- Scott, C.; Gavard, L.; DeRo, A.; Evertz, T.; Maiwald, T. New Metallurgy for Microalloyed TRIP Steels; KI-NA-22391-EN-S; Publications Office of the European Union: Luxembourg, 2007; pp. 1–130. [Google Scholar]
- Scott, C. Solving problems in steel metallurgy using PEELS. In Proceedings of the ICEM-15: 15th International Congress on Electron Microscopy, Durban, South Africa, 1–6 September 2002; pp. 135–136. [Google Scholar]
- Mintz, B.; Qaban, A. Understanding the high temperature side of the hot ductility curve for steels. Mater. Sci. Technol. 2021, 37, 237–249. [Google Scholar] [CrossRef]
- Baker, T.N. Process, microstructure and properties of V microalloyed steels. Mater. Sci. Technol. 2009, 25, 1083–1107. [Google Scholar] [CrossRef]
- Available online: http://www.matcalc-engineering.com/ (accessed on 29 February 2022).
- Zurob, H.S.; Hutchinson, C.R.; Brechet, Y.; Purdy, G. Modeling recrystallization of microalloyed austenite: Effect of coupling recovery, precipitation and recrystallization. Acta Mater. 2002, 50, 3075–3092. [Google Scholar] [CrossRef]
- Jeong, J.-Y.; Hong, D.-G.; Yim, C.-H. Deep Learning to Predict Deterioration Region of Hot Ductility in High-Mn Steel by Using the Relationship between RA Behavior and Time-Temperature-Precipitation. Metals 2022, 12, 1689. [Google Scholar] [CrossRef]
- Harada, S.; Tanaka, S.; Misumi, H.; Mizoguchi, S.; Horiguchi, H. A Formation Mechanism of Transverse Cracks on CC Slab Surface. Trans. ISIJ 1990, 30, 310–316. [Google Scholar] [CrossRef]
- Nako, H.; Taniguchi, G.; Zhu, S.-Q.; Ringer, S.P. Influence of grain boundary segregation on temper embrittlement of Cr-Mo heat resistant steel weld metal and quantitative analysis of the amount of segregated atoms. In Proceedings of the 5th International Symposium on Steel Science (ISSS 2017), Kyoto, Japan, 13–16 November 2017; The Iron and Steel Institute of Japan: Tokyo, Japan. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | Si | Al | N | S | P | V |
|---|---|---|---|---|---|---|---|---|
| 1A | 0.6 | 22 | 0.2 | 0.002 | 0.01 | 0.001 | 0.027 | 0 |
| 2A | - | - | - | - | - | - | 0.036 | 0 |
| 3A | - | - | - | - | - | - | 0.040 | 0 |
| 4A | - | - | - | - | - | - | 0.022 | 0.23 |
| 5A | - | - | - | - | - | - | 0.023 | 0.21 |
| 6A | - | - | - | - | - | - | 0.032 | 0.20 |
| Mn | Si | P | |
|---|---|---|---|
| Average macro-segregation ratio | 1.16 | 1.39 | 2.99 |
| Highest macro-segregation ratio | 1.24 | 3.15 | 4.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morel, I.; Remy, B.; Dez, A.; Mintz, B.; Scott, C. The Influence of High Vanadium and Phosphorus Contents on the Risk of Transverse Cracking during the Continuous Casting of Austenitic TWIP Steels. Metals 2023, 13, 26. https://doi.org/10.3390/met13010026
Morel I, Remy B, Dez A, Mintz B, Scott C. The Influence of High Vanadium and Phosphorus Contents on the Risk of Transverse Cracking during the Continuous Casting of Austenitic TWIP Steels. Metals. 2023; 13(1):26. https://doi.org/10.3390/met13010026
Chicago/Turabian StyleMorel, Ingrid, Blandine Remy, Anne Dez, Barrie Mintz, and Colin Scott. 2023. "The Influence of High Vanadium and Phosphorus Contents on the Risk of Transverse Cracking during the Continuous Casting of Austenitic TWIP Steels" Metals 13, no. 1: 26. https://doi.org/10.3390/met13010026