
Ultrasonic Correction Measurement for Residual Stress in 5083 Aluminum Alloy Welded Component of High-Speed Train
Abstract
:1. Introduction
2. Ultrasonic Measurement Method
2.1. Theoretical Model of LCR Wave Method
2.2. Correction Model of Influence Factor
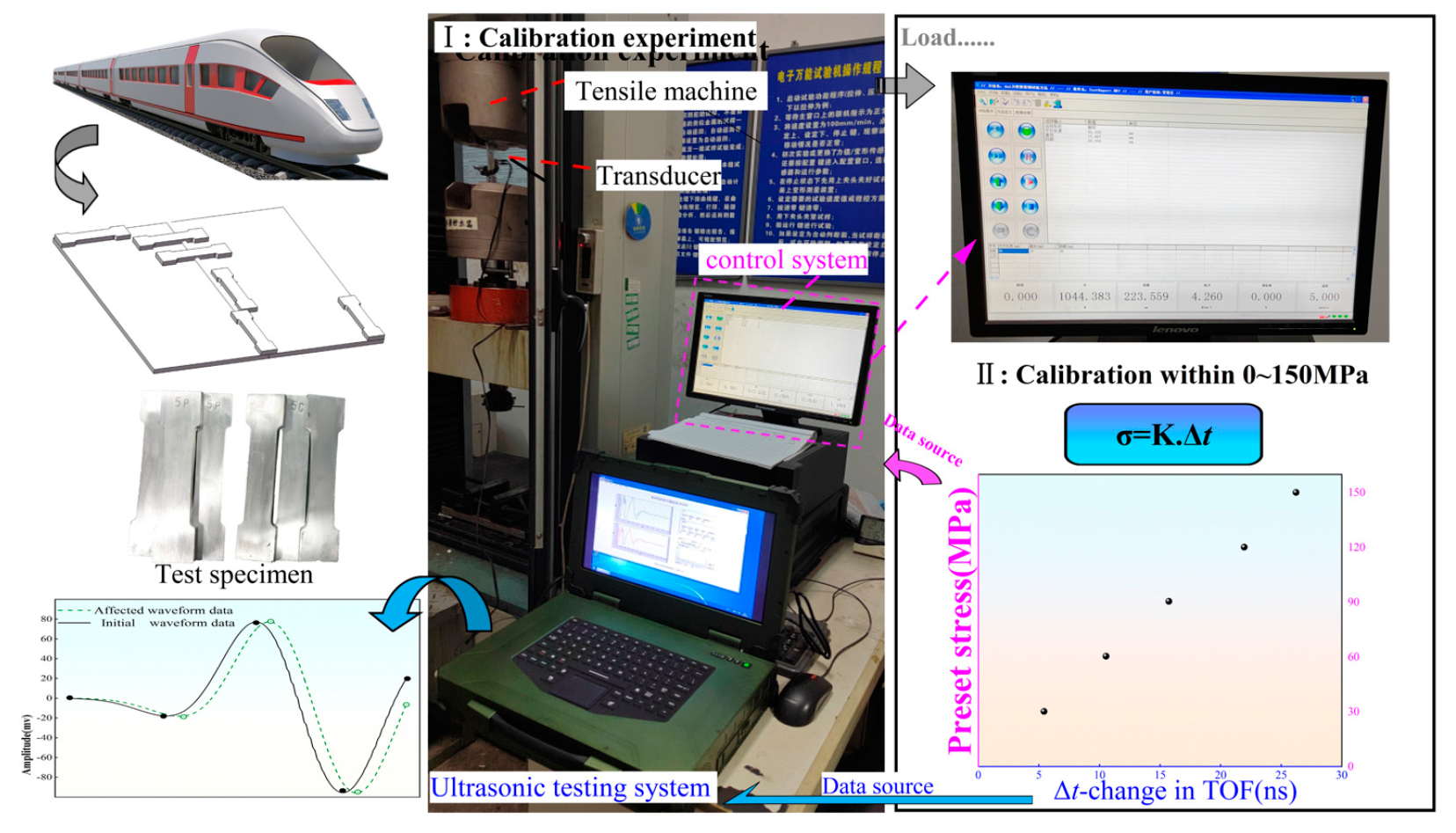
2.3. Acoustic Time Variation Measurement with Ultrasonic Testing System
3. Coefficient Calibration and Test Verification
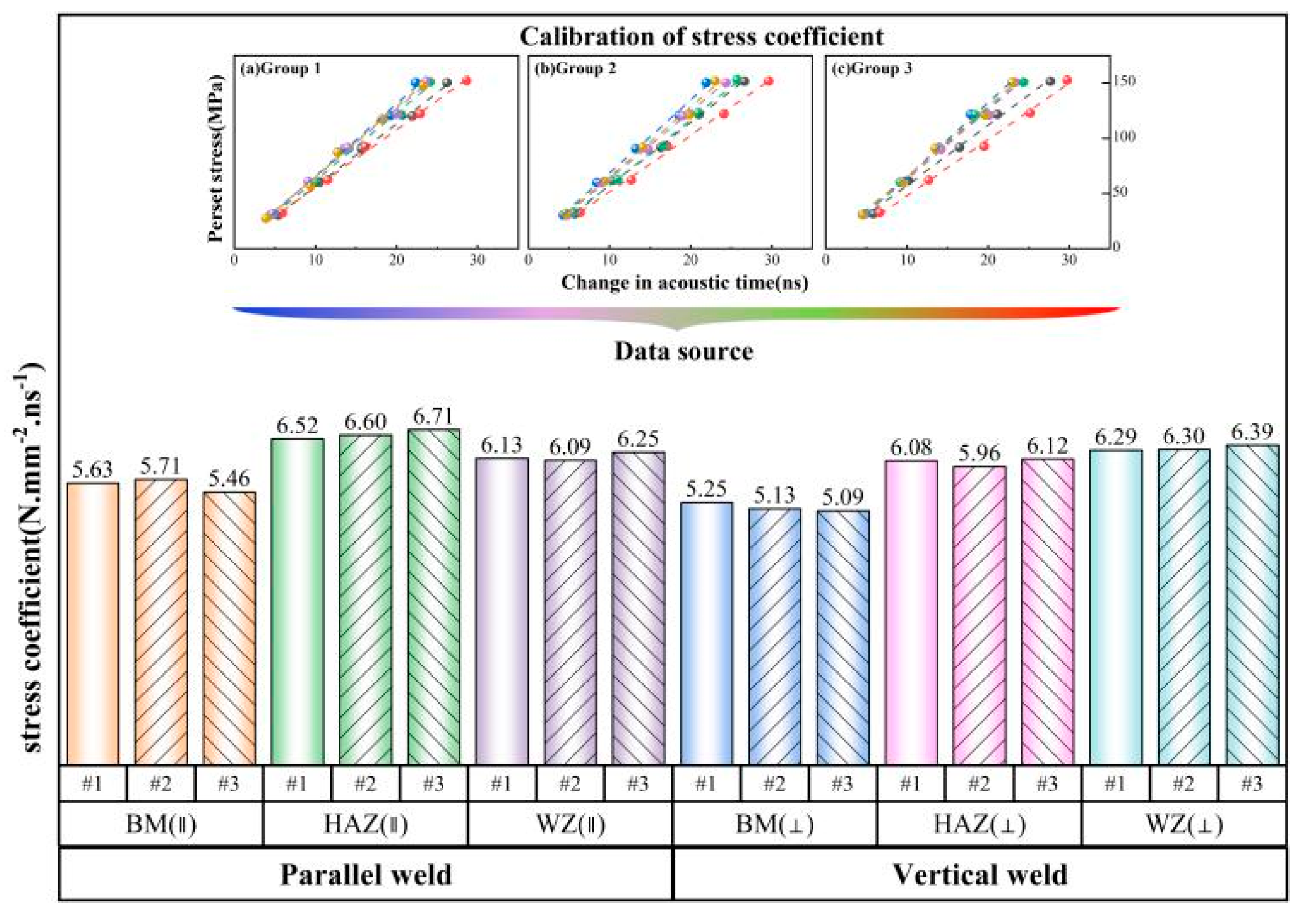
3.1. Correction of Stress Coefficient and Compensation of Acoustic Time
3.2. Finite Element Simulation Based on Sysweld
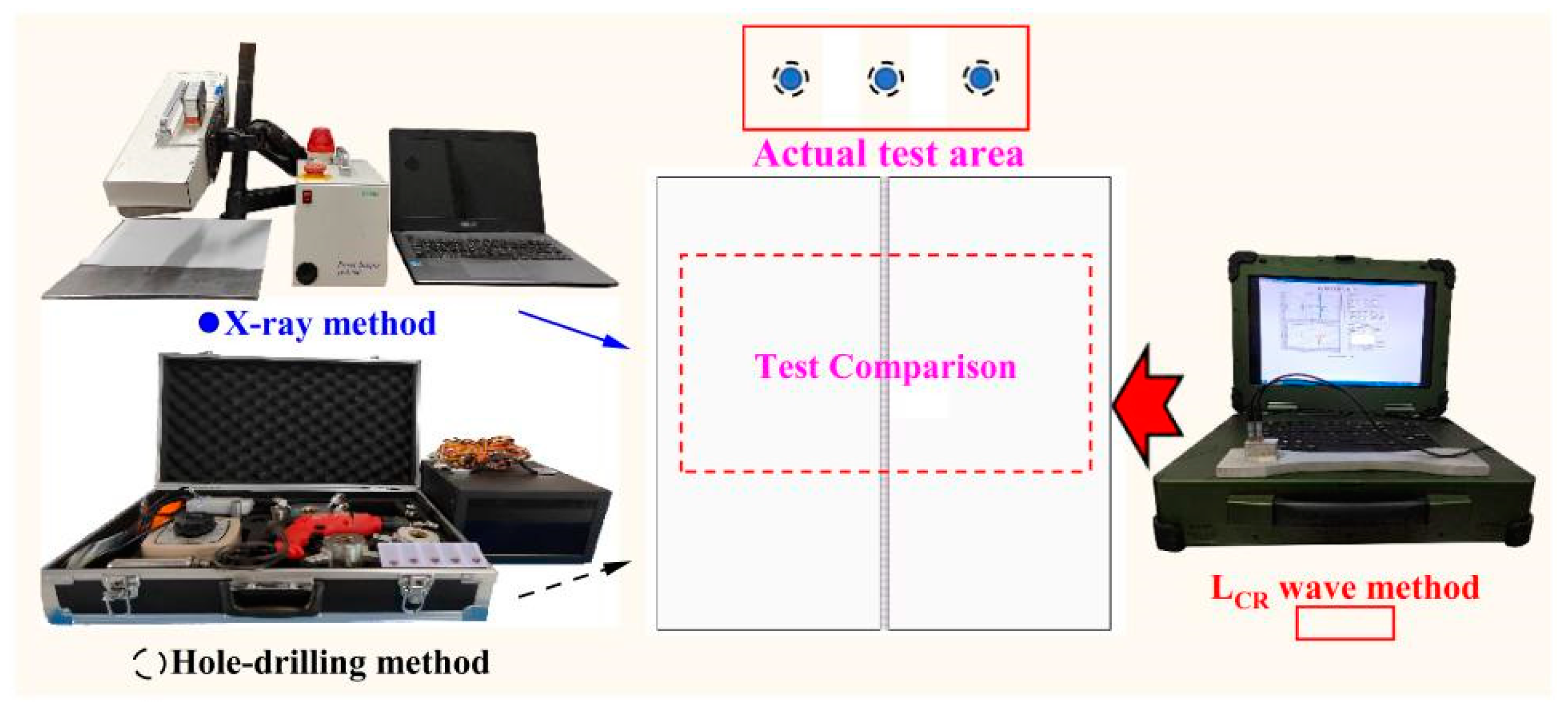
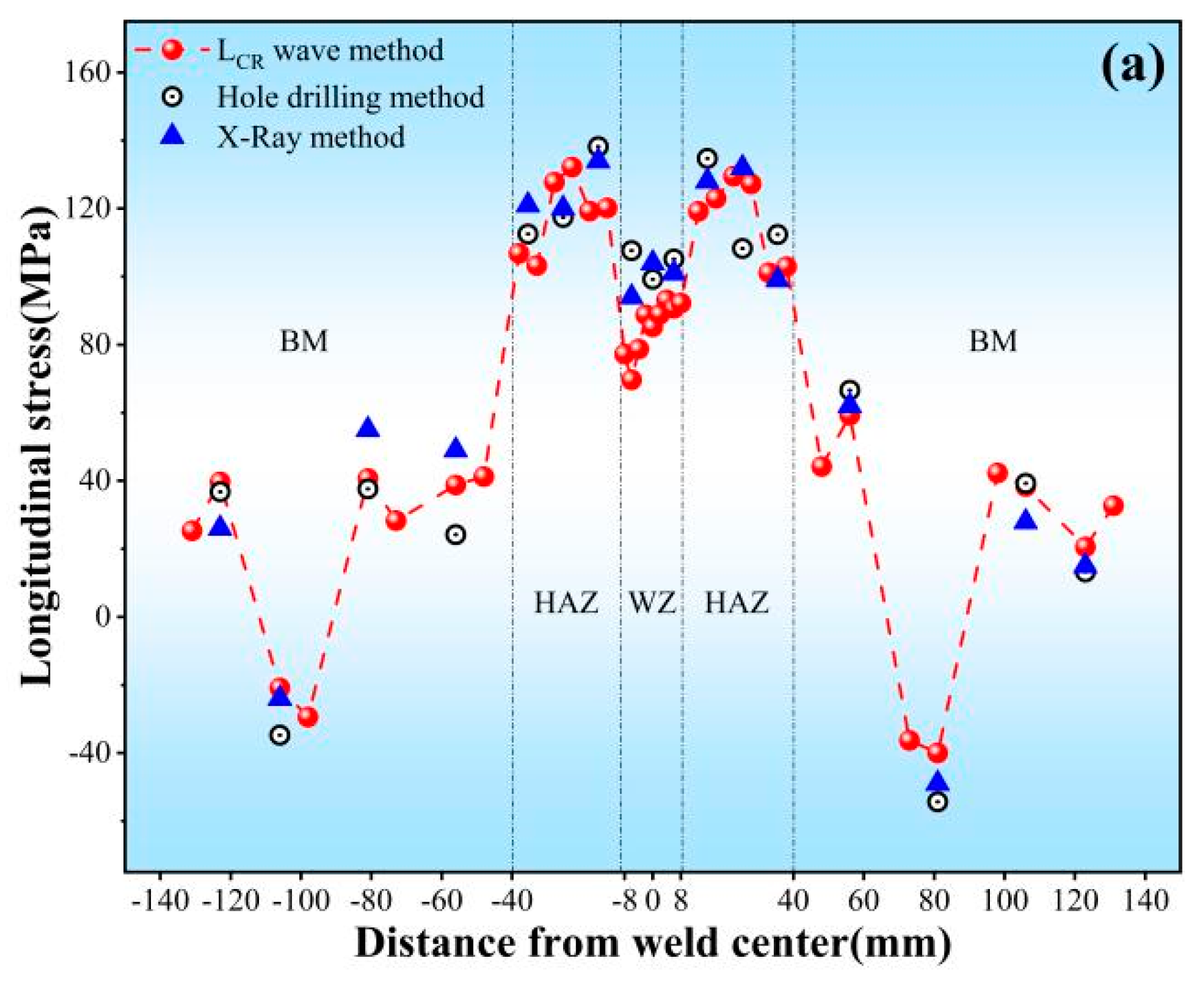
3.3. Comparison of Test Results of Different Methods
3.4. Experiment on Penetration Depth of LCR Wave
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Prabha, K.A.; Putha, P.K.; Prasad, B.S. Effect of Tool Rotational Speed on Mechanical Properties of Aluminium Alloy 5083 Weldments in Friction Stir Welding. Mater. Today Proc. 2018, 5, 18535–18543. [Google Scholar] [CrossRef]
- Li, Z.; Yi, D.; Tan, C.; Wang, B. Investigation of the stress corrosion cracking behavior in annealed 5083 aluminum alloy sheets with different texture types. J. Alloys Compd. 2019, 817, 152690. [Google Scholar] [CrossRef]
- Svensson, L.E.; Karlsson, L.; Larsson, H.; Karlsson, B.; Fazzini, M.; Karlsson, J. Microstructure and mechanical properties of friction stir welded aluminium alloys with special reference to AA 5083 and AA 6082. Sci. Technol. Weld. Join. 2000, 5, 285–296. [Google Scholar] [CrossRef]
- She, X.; Jiang, X.; Zhang, R. Study on microstructure and fracture characteristics of 5083 aluminum alloy thick plate. J. Alloys Compd. 2020, 825, 153960. [Google Scholar] [CrossRef]
- Li, S.; Mi, G.; Wang, C. A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: Morphology, microstructure and mechanical properties. J. Manuf. Process. 2020, 53, 12–20. [Google Scholar] [CrossRef]
- Rao, D.; Huber, J.; Heerens, J.F.; dos Santos, J.F.; Huber, N. Asymmetric mechanical properties and tensile behaviour prediction of aluminium alloy 5083 friction stir welding joints. Mater. Sci. Eng. A 2013, 18, 295–313. [Google Scholar] [CrossRef] [Green Version]
- Xiao, R.; Zhang, X. Problems and issues in laser beam welding of aluminum-lithium alloys. J. Manuf. Process. 2014, 16, 166–175. [Google Scholar] [CrossRef]
- Javadi, Y.; Sadeghi, S.; Najafabadi, M.A. Taguchi optimization and ultrasonic measurement of residual stresses in the friction stir welding. Mater. Des. 2014, 55, 27–34. [Google Scholar] [CrossRef]
- Lu, W.; Ma, C.; Gou, G.; Fu, Z.; Sun, W.; Che, X.; Chen, H.; Gao, W. Corrosion fatigue crack propagation behavior of A7N01P-T4 aluminum alloy welded joints from high-speed train underframe after 1.8 million km operation. Mater. Corros. 2021, 72, 879–887. [Google Scholar] [CrossRef]
- Gou, G.; Zhang, M.; Chen, H.; Chen, J.; Li, P.; Yang, Y.P. Effect of humidity on porosity, microstructure, and fatigue strength of A7N01S-T5 aluminum alloy welded joints in high-speed trains. Mater. Des. 2015, 85, 309–317. [Google Scholar] [CrossRef]
- Gou, G.; Nan, H.; Hui, C. Analysis on corrosion behavior of welded joint of A6005 aluminum alloy for high-speed train. Trans. China Weld. Inst. 2011, 32, 17–20. [Google Scholar]
- Gou, G.; Jinpeng, Y.; Limin, Z. Research of welding residual stress about aluminum alloy carbody. Electr. Weld. Mach. 2011, 41, 35–38. [Google Scholar] [CrossRef]
- Schajer, G.S.; Prime, M.B. Residual Stress Solution Extrapolation for the Slitting Method Using Equilibrium Constraints. J. Eng. Mater. Technol. 2007, 129, 227. [Google Scholar] [CrossRef] [Green Version]
- Rossin, N.S. Methods of measuring residual stresses in components. Mater. Des. 2012, 35, 572–588. [Google Scholar] [CrossRef] [Green Version]
- Rangaswamy, P.; Griffith, M.L.; Prime, M.B. Residual stresses in LENS components using neutron diffraction and contour method. Mater. Sci. Eng. A 2005, 399, 72–83. [Google Scholar] [CrossRef]
- Zhu, Q.; Chen, J.; Gou, G.; Chen, H.; Gao, W. Residual Stress Measurement and Calibration for A7N01 Aluminum Alloy Welded Joints by Using Longitudinal Critically Refracted (LCR) Wave Transmission Method. J. Mater. Eng. Perform. 2016, 25, 1–9. [Google Scholar] [CrossRef]
- Bonilla, L.; Keller, J. Acoustoelastic effect and wave propagation in heterogeneous weakly anisotropic materials. J. Mech. Phys. Solids 1985, 33, 241–261. [Google Scholar] [CrossRef]
- Bray, D.; Tang, W. Subsurface stress evaluation in steel plates and bars using the LCR ultrasonic wave. Nucl. Eng. Des. 2001, 207, 231–240. [Google Scholar] [CrossRef]
- Song, W.; Xu, C.; Pan, Q.; Song, J. Nondestructive testing and characterization of residual stress field using an ultrasonic method. Chin. J. Mech. Eng. 2016, 29, 365–371. [Google Scholar] [CrossRef]
- Acevedo, R.; Sedlak, P.; Kolman, R.; Fredel, M. Residual stress analysis of additive manufacturing of metallic parts using ultrasonic waves: State of the art review. J. Mater. Res. Technol. 2020, 9, 9457–9477. [Google Scholar] [CrossRef]
- Qozam, H.; Hoblos, J.; Bourse, G.; Robin, C.; Walaszek, H.; Bouteille, P.; Cherfaoui, M. Ultrasonic Stress Measurement in Welded Component by Using LCR Waves: Analysis of the Microstructure Effect. Materials Science Forum; Trans Tech Publications: Bäch SZ, Switzerland, 2006; pp. 453–458. [Google Scholar] [CrossRef]
- Song, W.T. Study on Technology of Ultrasonic Nondestructive Testing and Regulation of Residual Stress; Beijing Institute of Technology: Beijing, China, 2016. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Direction and Zone | Parallel Weld | Normal to the Weld | |||
|---|---|---|---|---|---|
| HAZ (∥) | WZ (∥) | BM (⊥) | HAZ (⊥) | WZ (⊥) | |
| Compensation value (ns) | 12.17 | −5.45 | 2.68 | 10.73 | −3.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, M.; Gou, G.; Chen, B.; Qiu, F.; Zhu, Z.; Jin, J.; Wu, X.; Gao, W.; Sun, S. Ultrasonic Correction Measurement for Residual Stress in 5083 Aluminum Alloy Welded Component of High-Speed Train. Metals 2023, 13, 137. https://doi.org/10.3390/met13010137
Guo M, Gou G, Chen B, Qiu F, Zhu Z, Jin J, Wu X, Gao W, Sun S. Ultrasonic Correction Measurement for Residual Stress in 5083 Aluminum Alloy Welded Component of High-Speed Train. Metals. 2023; 13(1):137. https://doi.org/10.3390/met13010137
Chicago/Turabian StyleGuo, Mocheng, Guoqing Gou, Bing Chen, Feifei Qiu, Zhongyin Zhu, Junjun Jin, Xiangyang Wu, Wei Gao, and Songling Sun. 2023. "Ultrasonic Correction Measurement for Residual Stress in 5083 Aluminum Alloy Welded Component of High-Speed Train" Metals 13, no. 1: 137. https://doi.org/10.3390/met13010137