
Penetration Recognition in GTAW Welding Based on Time and Spectrum Images of Arc Sound Using Deep Learning Method

Abstract
:1. Introduction
2. Penetration Recognition Using Deep Learning Method
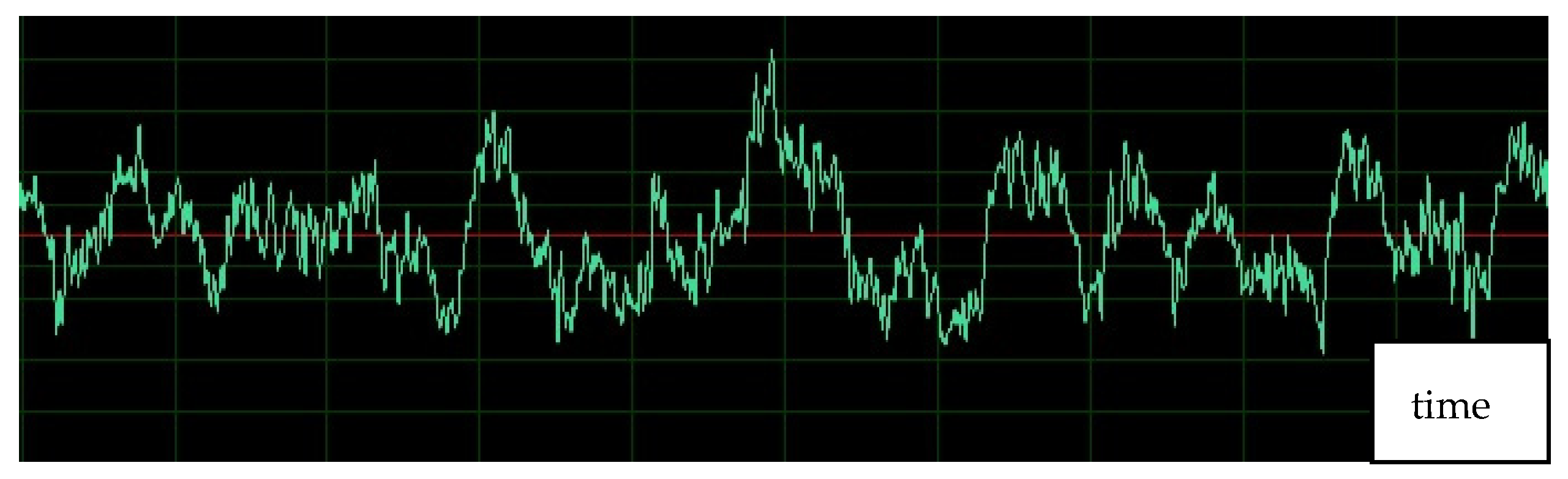
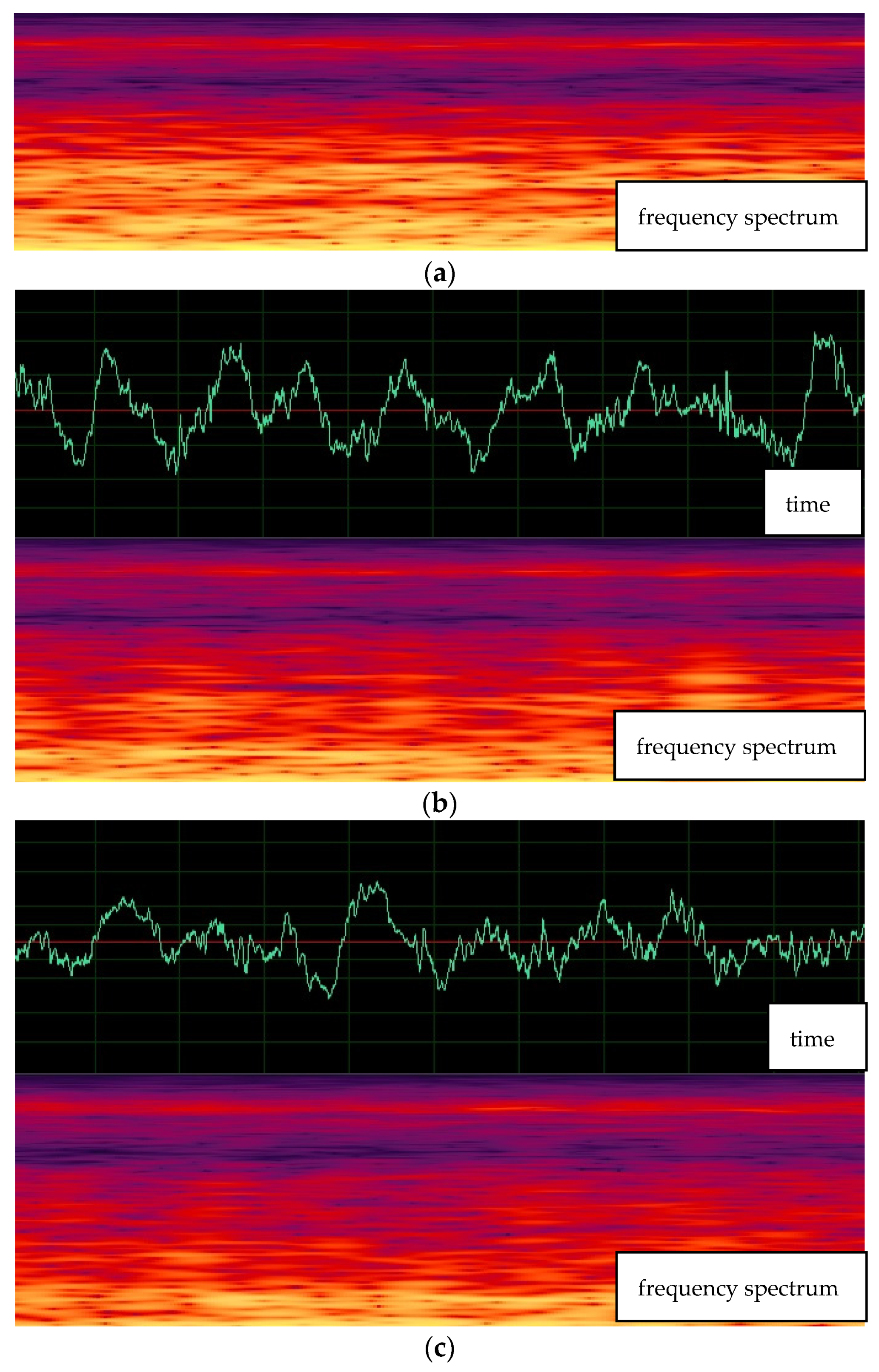
2.1. Time and Spectrum Images of Arc Sound
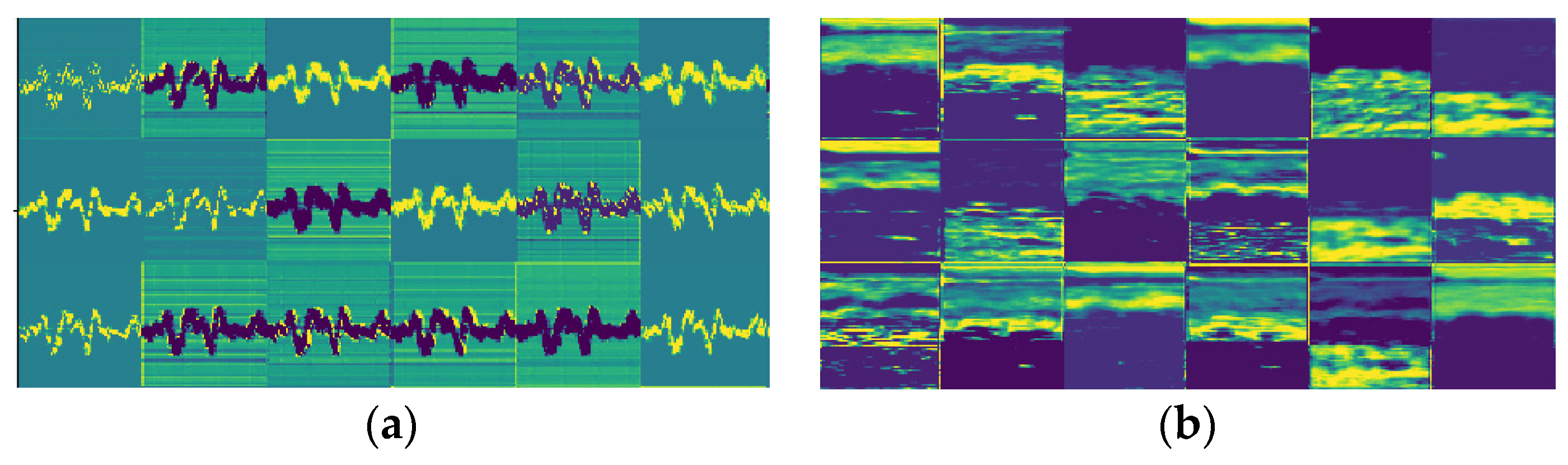
2.2. Image Feature Extraction
2.3. Weld Penetration Recognition
3. Results and Discussion
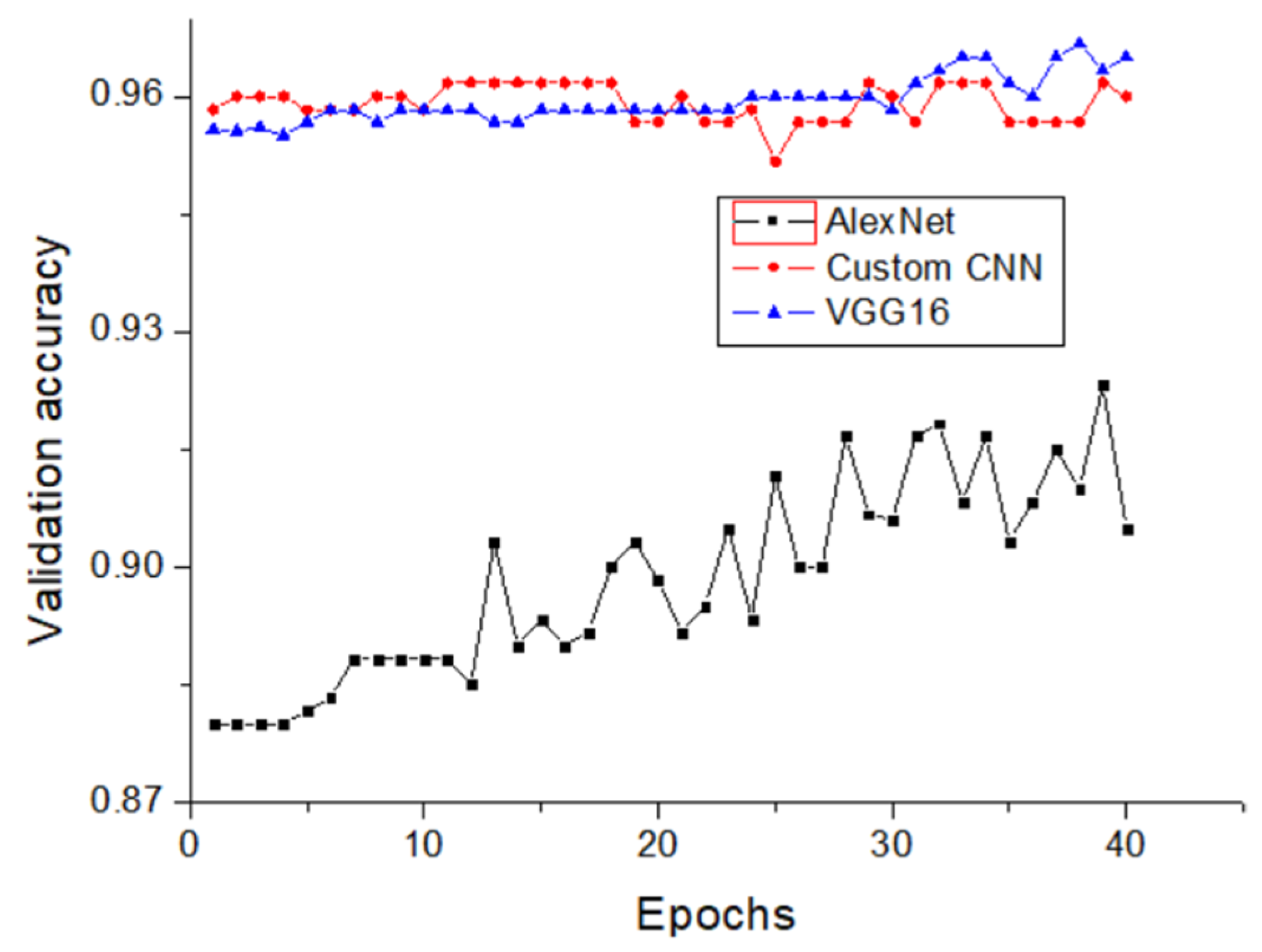
3.1. Validation of Weld Penetration Recognition
3.2. Influence of Input Methods on Recognition Accuracy
3.3. Influence of Sampling Methods on Recognition Accuracy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kainuma, S.; Yang, M.; Jeong, Y.-S.; Inokuchi, S.; Kawabata, A.; Uchida, D. Fatigue Behavior Investigation and Stress Analysis for Rib-to-Deck Welded Joints in Orthotropic Steel Decks. Int. J. Steel Struct. 2018, 18, 512–527. [Google Scholar] [CrossRef]
- Dung, C.V.; Sasaki, E.; Tajima, K.; Suzuki, T. Investigations on the effect of weld penetration on fatigue strength of rib-to-deck welded joints in orthotropic steel decks. Int. J. Steel Struct. 2014, 15, 299–310. [Google Scholar] [CrossRef]
- Yu, H.; Ye, Z.; Chen, S. Application of arc plasma spectral information in the monitor of Al–Mg alloy pulsed GTAW penetration status based on fuzzy logic system. Int. J. Adv. Manuf. Technol. 2013, 68, 2713–2727. [Google Scholar] [CrossRef]
- Chandrasekhar, N.; Vasudevan, M.; Bhaduri, A.K.; Jayakumar, T. Intelligent modeling for estimating weld bead width and depth of penetration from infra-red thermal images of the weld pool. J. Intell. Manuf. 2013, 26, 59–71. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, J.; Feng, Z. Welding penetration prediction with passive vision system. J. Manuf. Process. 2018, 36, 224–230. [Google Scholar] [CrossRef]
- Wu, D.; Chen, H.; Huang, Y.; Chen, S. Online Monitoring and Model-Free Adaptive Control of Weld Penetration in VPPAW Based on Extreme Learning Machine. IEEE Trans. Ind. Inform. 2018, 15, 2732–2740. [Google Scholar] [CrossRef]
- Huang, J.; Xue, L.; Huang, J.; Zou, Y.; Ma, K. Penetration Estimation of GMA Backing Welding Based on Weld Pool Geometry Parameters. Chin. J. Mech. Eng. 2019, 32, 55. [Google Scholar] [CrossRef]
- Liang, R.; Yu, R.; Luo, Y.; Zhang, Y. Machine learning of weld joint penetration from weld pool surface using support vector regression. J. Manuf. Process. 2019, 41, 23–28. [Google Scholar] [CrossRef]
- Lv, N.; Zhong, J.; Chen, H.; Lin, T.; Chen, S. Real-time control of welding penetration during robotic GTAW dynamical process by audio sensing of arc length. Int. J. Adv. Manuf. Technol. 2014, 74, 235–249. [Google Scholar] [CrossRef]
- Lv, N.; Xu, Y.L.; Li, S.C.; Yu, X.W.; Chen, S.B. Automated control of welding penetration based on audio sensing technology. J. Mater. Process. Technol. 2017, 250, 81–98. [Google Scholar] [CrossRef]
- Zhang, Z.F.; Wen, G.R.; Chen, S.B. Audible Sound-Based Intelligent Evaluation for Aluminum Alloy in Robotic Pulse GTAW Mechanism, Feature Selection, and Defect Detection. IEEE Trans. Ind. Inform. 2018, 14, 2973–2983. [Google Scholar] [CrossRef]
- Chen, C.; Xiao, R.; Chen, H.; Lv, N.; Chen, S. Arc sound model for pulsed GTAW and recognition of different penetration states. Int. J. Adv. Manuf. Technol. 2020, 108, 3175–3191. [Google Scholar] [CrossRef]
- Yusof, M.; Ishak, M.; Ghazali, M. Classification of weld penetration condition through synchrosqueezed-wavelet analysis of sound signal acquired from pulse mode laser welding process. J. Mater. Process. Technol. 2019, 279, 116559. [Google Scholar] [CrossRef]
- Song, S.; Chen, H.B.; Lin, T.; Wu, D.; Chen, S.B. Penetration state recognition based on the double-sound-sources characteristic of VPPAW and hidden Markov Model. J. Mater. Process. Technol. 2016, 234, 33–44. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, Q.; Xiao, J.; Zhang, H. Penetration state identification of lap joints in gas tungsten arc welding process based on two channel arc sounds. J. Mater. Process. Technol. 2020, 285, 116762. [Google Scholar] [CrossRef]
- Gao, Y.; Zhao, J.; Wang, Q.; Xiao, J.; Zhang, H. Weld bead penetration identification based on human-welder subjective assessment on welding arc sound. Measurement 2020, 154, 107475. [Google Scholar] [CrossRef]
- Wu, D.; Huang, Y.M.; Chen, H.B.; He, Y.S.; Chen, S.B. VPPAW penetration monitoring based on fusion of visual and acoustic signals using t-SNE and DBN. model. Mater. Des. 2017, 123, 1–14. [Google Scholar] [CrossRef]
- Zhu, T.; Shi, Y.; Cui, S.; Cui, Y. Recognition of Weld Penetration During K-TIG Welding Based on Acoustic and Visual Sensing. Sens. Imaging 2019, 20, 3. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, S. Real-time seam penetration identification in arc welding based on fusion of sound, voltage and spectrum signals. J. Intell. Manuf. 2014, 28, 207–218. [Google Scholar] [CrossRef]
- Cui, Y.; Shi, Y.; Zhu, T.; Cui, S. Welding penetration recognition based on arc sound and electrical signals in K-TIG welding. Measurement 2020, 163, 107966. [Google Scholar] [CrossRef]
- Chen, B.; Wang, J.; Chen, S. Prediction of pulsed GTAW penetration status based on BP neural network and D-S evidence theory information fusion. Int. J. Adv. Manuf. Technol. 2009, 48, 83–94. [Google Scholar] [CrossRef]
- Butdee, S.; Thanomsin, J. Robotic welding using fuzzy logic to predict penetration for an oil pipeline weldment. Mater. Today Proc. 2020, 26, 2425–2431. [Google Scholar] [CrossRef]
- Wang, Q.; Jiao, W.; Zhang, Y. Deep learning-empowered digital twin for visualized weld joint growth monitoring and penetration control. J. Manuf. Syst. 2020, 57, 429–439. [Google Scholar] [CrossRef]
- Nomura, K.; Fukushima, K.; Matsumura, T.; Asai, S. Burn-through prediction and weld depth estimation by deep learning model monitoring the molten pool in gas metal arc welding with gap fluctuation. J. Manuf. Process. 2020, 61, 590–600. [Google Scholar] [CrossRef]
- Xia, C.; Pan, Z.; Fei, Z.; Zhang, S.; Li, H. Vision based defects detection for Keyhole TIG welding using deep learning with visual explanation. J. Manuf. Process. 2020, 56, 845–855. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, B.; Zhang, W.; Lu, R.; Wada, S.; Zhang, Y. Real-time penetration state monitoring using convolutional neural network for laser welding of tailor rolled blanks. J. Manuf. Syst. 2020, 54, 348–360. [Google Scholar] [CrossRef]
- Wu, D.; Huang, Y.; Zhang, P.; Yu, Z.; Chen, H.; Chen, S. Visual-Acoustic Penetration Recognition in Variable Polarity Plasma Arc Welding Process Using Hybrid Deep Learning Approach. IEEE Access 2020, 8, 120417–120428. [Google Scholar] [CrossRef]
- Ren, W.; Wen, G.; Xu, B.; Zhang, Z. A Novel Convolutional Neural Network Based on Time–Frequency Spectrogram of Arc Sound and Its Application on GTAW Penetration Classification. IEEE Trans. Ind. Inform. 2020, 17, 809–819. [Google Scholar] [CrossRef]
- Keskar, N.S.; Socher, R. Improving Generalization Performance by Switching from Adam to SGD. arXiv 2017, arXiv:1712.07628. [Google Scholar] [CrossRef]
- Cui, G.; Guo, J.; Fan, Y.; Lan, Y.; Cheng, X. Trend-Smooth: Accelerate Asynchronous SGD by Smoothing Parameters Using Parameter Trends. IEEE Access 2019, 7, 156848–156859. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment | Welding Current (A) | Welding Speed (mm/min) | Thickness of Base Metal (mm) | Penetration States |
|---|---|---|---|---|
| 1 | 110 | 120 | 2 | Excessive penetration |
| 2 | 110 | 125 | 2 | Full penetration |
| 3 | 110 | 130 | 2 | Non-penetration |
| Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | Accuracy (%) |
|---|---|---|---|---|---|---|---|---|
| Excessive penetration | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 |
| Non-penetration | 96.67 | 96.67 | 93.33 | 94.17 | 94.67 | 95.00 | 94.00 | 94.93 |
| Full penetration | 96.67 | 96.67 | 95.56 | 94.17 | 93.33 | 93.33 | 93.50 | 94.75 |
| Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | Accuracy (%) |
|---|---|---|---|---|---|---|---|---|
| Excessive penetration | 100.00 | 100.00 | 100.00 | 99.17 | 98.67 | 98.89 | 99.00 | 99.39 |
| Non-penetration | 93.33 | 91.67 | 94.44 | 95.00 | 94.67 | 95.00 | 95.00 | 94.16 |
| Full penetration | 93.33 | 96.67 | 97.78 | 97.50 | 97.73 | 95.00 | 94.50 | 96.07 |
| Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | Accuracy (%) |
|---|---|---|---|---|---|---|---|---|
| Excessive penetration | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 |
| Non-penetration | 90.00 | 88.33 | 90.00 | 88.33 | 89.17 | 86.67 | 88.00 | 88.64 |
| Full penetration | 100.00 | 95.00 | 96.67 | 95.83 | 95.33 | 95.56 | 95.56 | 96.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, J.; Shi, J.; Gao, Y.; Gai, S. Penetration Recognition in GTAW Welding Based on Time and Spectrum Images of Arc Sound Using Deep Learning Method. Metals 2022, 12, 1549. https://doi.org/10.3390/met12091549
Wu J, Shi J, Gao Y, Gai S. Penetration Recognition in GTAW Welding Based on Time and Spectrum Images of Arc Sound Using Deep Learning Method. Metals. 2022; 12(9):1549. https://doi.org/10.3390/met12091549
Chicago/Turabian StyleWu, Jiazhou, Jiawen Shi, Yanfeng Gao, and Shan Gai. 2022. "Penetration Recognition in GTAW Welding Based on Time and Spectrum Images of Arc Sound Using Deep Learning Method" Metals 12, no. 9: 1549. https://doi.org/10.3390/met12091549