
Effect of Heat Treatment on Microstructure, Tensile Properties and High-Temperature Corrosion Resistance of the FeCrMnNi High Entropy Alloy
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. DSC Curve Analysis
3.2. Effect of Heat Treatment Temperature on the Phase Structure of FeCrMnNi Alloy
3.3. Effect of Heat Treatment Temperature on the Microstructure of FeCrMnNi Alloy
3.4. Effect of Heat Treatment Temperature on Mechanical Properties of FeCrMnNi Alloy
3.5. Hot Corrosion Properties of FeCrMnNi Alloy
3.5.1. Corrosion Weight Loss Curve
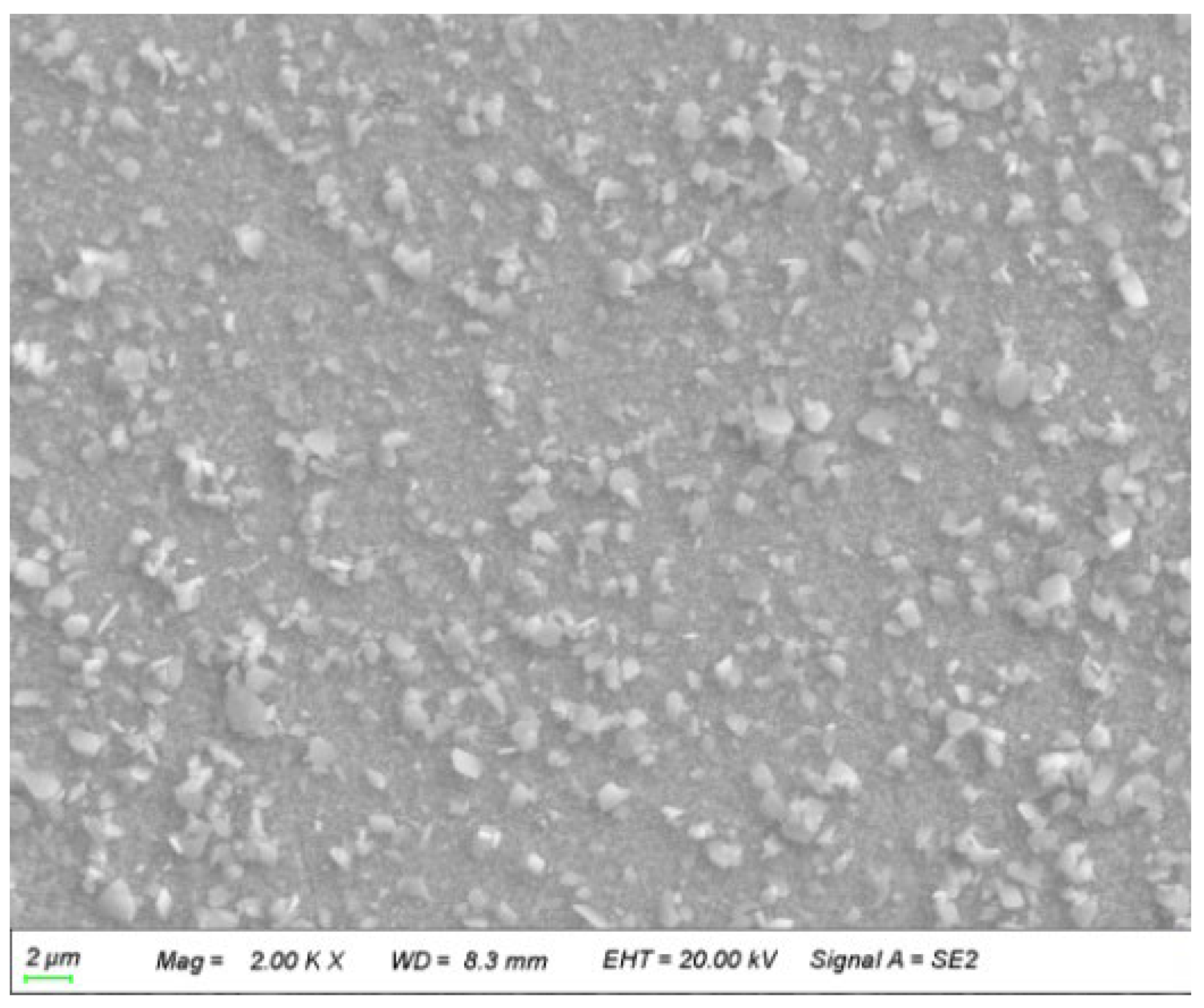
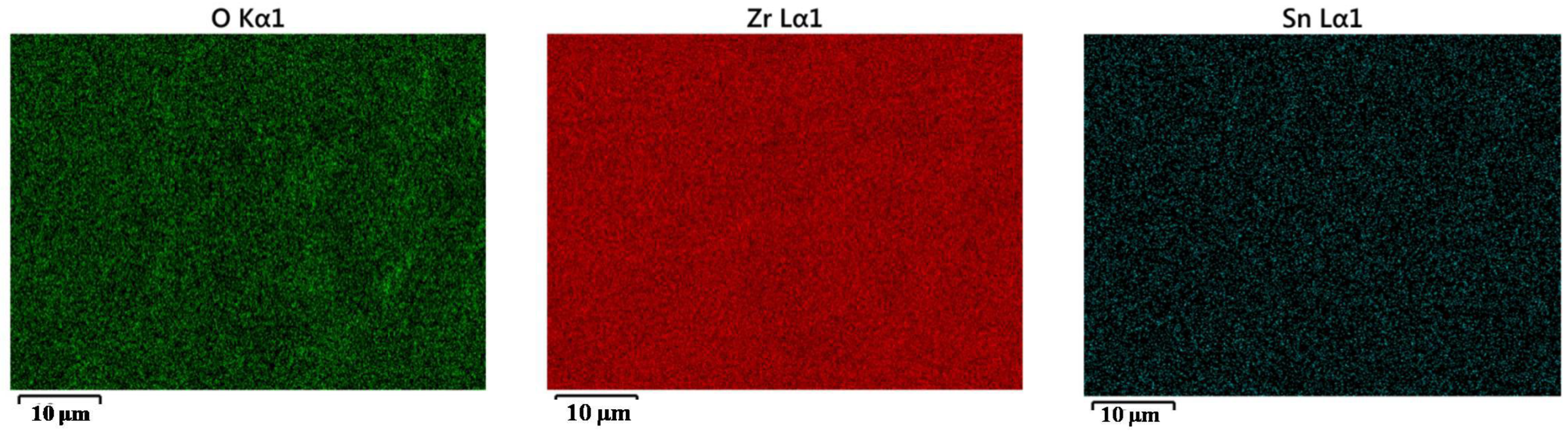
3.5.2. Hot Corrosion Morphology
4. Conclusions
- (1)
- The FeCrMnNi alloy prepared by the vacuum induction melting method are FCC + BCC two-phase solid solutions, and the FCC solid solution in the as-cast FeCrMnNi high-entropy alloys is a metastable supersaturated solid solution. At an appropriate heat treatment temperature, the BCC solid solution phase precipitated from the FCC phase and the FCC phase began to become stable. At higher heat treatment temperatures, the precipitation of the BCC phase was gradually suppressed.
- (2)
- The as-cast FeCrMnNi alloy exhibits the typical morphology of DR and the amount of the precipitation phase of the matrix BCC structure increases with the increase in the heat-treatment temperature. After treatment at 800 °C, the ultrafine precipitates were dispersed in the matrix and precipitated, the fine needle-like structure of micro-scale transformed into the granular structure of nano-scale, and the coarse DR of the alloy decreased significantly. After the heat treatment temperature was increased to 900 °C, the amount of ultrafine precipitates began to decrease and the structure of DR weakened gradually. Further, when the heat-treatment temperature was increased to 1000 °C, the second phase structure became passivated and obvious twin morphology appeared.
- (3)
- With increasing heat treatment temperature, the tensile strength of the FeCrMnNi alloy showed little change. After heat treatment at 800 °C, the alloy had tensile strength of 721.1 MPa and the elongation at break was 26.7%, which indicates improved strength while maintaining good plasticity. This was mainly because a large number of nanoscale particles precipitated between the DR, resulting in fine crystal strengthening.
- (4)
- FeCrMnNi alloy loses weight in 360 °C high temperature and high pressure water environment, and the corrosion loss is not obvious with the increase in corrosion time. Evenly distributed oxide particles are formed on the surface, mainly Fe and Cr oxides. After corrosion in 400 °C high temperature and high pressure water environment, it loses weight first and then gains weight. With the increase in corrosion time, the corrosion weight increases obviously, and evenly distributed oxide particles are also formed on the surface. However, the particle size is smaller than that after corrosion at 360 °C, indicating that the heat-resistant corrosion performance of FeCrMnNi at 400 °C is worse than that at 360 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Juan, C.C.; Tsai, M.H.; Tsai, C.W.; Lin, C.M.; Wang, W.R.; Yang, C.C.; Chen, S.K.; Lin, S.J.; Yeh, J.W. Enhanced mechanical properties of HfMoTaTiZr and HfMoNbTaTiZr refractory high-entropy alloys. Intermetallics 2015, 62, 76–83. [Google Scholar] [CrossRef]
- Tsai, K.Y.; Tsai, M.H.; Yeh, W. Sluggish diffusion in Co-Cr-Fe-Mn-Ni high-entropy alloys. Acta Mater. 2013, 61, 4887–4897. [Google Scholar] [CrossRef]
- Ranganathan, S. Alloyed pleasures: Multimetallic cocktails. Curr. Sci. 2003, 85, 1404–1406. [Google Scholar]
- Senkov, O.N.; Scott, J.M.; Senkova, S.V.; Meisenkothen, F.; Miracle, D.B.; Woodward, C.F. Microstructure and elevated temperature properties of a refractory TaNbHfZrTi alloy. J. Mater. Sci. 2012, 47, 4062–4074. [Google Scholar] [CrossRef]
- Xu, Z.Y. Thermodynamics of Materials, 4th ed.; Higher Education Press: Beijing, China, 2009; pp. 215–220. [Google Scholar]
- Wu, Z.; Bei, H.; Otto, F.; Pharr, G.M.; George, E.P. Recovery, recrystallization, grain growth and phase stability of a family of FCC-structured multi-component equiatomic solid solution alloys. Intermetallics 2014, 46, 131–140. [Google Scholar] [CrossRef]
- Yeh, J.W.; Lin, S.J.; Chin, T.S.; Gan, J.Y.; Chen, S.K.; Shun, T.T.; Tsau, C.H.; Chou, S.Y. Formation of simple crystal structures in Cu-Co-Ni-Cr-Al-Fe-Ti-V alloys with multiprincipal metallic elements. Metall. Mater. Trans. A 2004, 35, 2533–2536. [Google Scholar] [CrossRef]
- Feuerbacher, M.; Heidelmann, M.; Thomas, C. Hexagonal high-entropy alloys. Mater. Res. Lett. 2015, 3, 1–6. [Google Scholar] [CrossRef]
- George, E.P.; Raabe, D.; Ritchie, R.O. High-Entropy Alloys; Springer International Publishing: Cham, Switzerland, 2016. [Google Scholar]
- Otto, F.; Dlouhý, A.; Somsen, C.; Bei, H.; Eggeler, G.; George, E.P. The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta Mater. 2013, 61, 5743–5755. [Google Scholar] [CrossRef]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, Y.J.; Lin, J.P.; Chen, G.L.; Liaw, P.K. Solid-solution phase formation rules for multi-component alloys. Adv. Eng. Mater. 2008, 10, 534–538. [Google Scholar] [CrossRef]
- Guo, S.; Ng, C.; Lu, J.; Liu, C.T. Effect of valence electron concentration on stability of fcc or bcc phase in high entropy alloys. J. Appl. Phys. 2011, 109, 103505. [Google Scholar] [CrossRef]
- Takeuchi, A.; Inoue, A. Classification of bulk metallic glasses by atomic size difference, heat of mixing and period of constituent elements and its application to characterization of the main alloying element. Mater. Trans. 2005, 46, 2817–2829. [Google Scholar] [CrossRef]
- Qin, G.; Chen, R.; Liaw, P.K.; Gao, Y.; Wang, L.; Su, Y.; Ding, H.; Guo, J.; Li, X. An as-cast high-entropy alloy with remarkable mechanical properties strengthened by nanometer precipitates. Nanoscale 2020, 12, 3965–3976. [Google Scholar] [CrossRef]
- Kamikawa, N.; Sato, K.; Miyamoto, G.; Murayama, M.; Sekido, N.; Tsuzaki, K.; Furuhara, T. Stress-strain behavior of ferrite and bainite with nano-precipitation in low carbon steels. Acta Mater. 2015, 83, 383–396. [Google Scholar] [CrossRef]
- Yang, T.; Zhao, Y.L.; Luan, J.H.; Han, B.; Wei, J.; Kai, J.J.; Liu, C.T. Nanoparticles-strengthened high-entropy alloys for cryogenic applications showing an exceptional strength-ductility synergy. Scr. Mater. 2019, 164, 30–35. [Google Scholar] [CrossRef]
- Hou, J.; Zhang, M.; Ma, S.; Liaw, P.K.; Zhang, Y.; Qiao, J. Strengthening in Al0.25CoCrFeNi high-entropy alloys by cold rolling. Mater. Sci. Eng. A 2017, 707, 593–601. [Google Scholar] [CrossRef]
- Bian, B.B.; Guo, N.; Yang, H.J.; Guo, R.P.; Yang, L.; Wu, Y.C.; Qiao, J.W. A novel cobalt-free FeMnCrNi medium-entropy alloy with exceptional yield strength and ductility at cryogenic temperature. J. Alloy Compd. 2020, 827, 153981. [Google Scholar] [CrossRef]
- Yeh, A.C.; Chang, Y.J.; Tsai, C.W.; Wang, Y.C.; Yeh, J.W.; Kuo, C.M. On the solidification and phase stability of a Co-Cr-Fe-Ni-Ti high-entropy alloy. Metall. Mater. Trans. A 2014, 45, 184–190. [Google Scholar] [CrossRef]
- Jiang, L.; Lu, Y.; Dong, Y.; Wang, T.; Cao, Z.; Li, T. Annealing effects on the microstructure and properties of bulk high-entropy CoCrFeNiTi0.5 alloy casting ingot. Intermetallics 2014, 44, 37–43. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Pharr, G.M.; George, E.P. Temperature dependence of the mechanical properties of equiatomic solid solution alloys with face-centered cubic crystal structures. Acta Mater. 2014, 81, 428–441. [Google Scholar] [CrossRef]
- Wu, S.W.; Wang, G.; Yi, J.; Jia, Y.D.; Hussain, I.; Zhai, Q.J.; Liaw, P.K. Strong grain-size effect on deformation twinning of an Al0.1cocrfeni High-Entropy Alloy. Mater. Res. Lett. 2017, 5, 276–283. [Google Scholar] [CrossRef]
- Tang, Q.; Huang, Y.; Cheng, H.; Liao, X.; Langdon, T.G.; Dai, P. The effect of grain size on the annealing-induced phase transformation in an Al0.3cocrfeni High Entropy Alloy. Mater. Des. 2016, 105, 381–385. [Google Scholar] [CrossRef]
- Cui, Z.Q.; Wang, K.L.; Wu, R. Metallurgy and Heat Treatment; Peking University Press: Beijing, China, 2010; pp. 314–322. [Google Scholar]
- Gali, A.; George, E.P. Tensile properties of high-and medium-entropy alloys. Intermetallics 2013, 39, 74–78. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy System | Fe/wt% | Cr/wt% | Mn/wt% | Ni/wt% |
|---|---|---|---|---|
| FeCrMnNi | 25.2 | 23.5 | 24.8 | 26.5 |
| State of Test Sample | Position | Fe/At% | Cr/At% | Mn/At% | Ni/At% | C/At% |
|---|---|---|---|---|---|---|
| As-cast | 1 | 28.13 | 42.70 | 14.56 | 8.63 | 5.97 |
| 2 | 29.88 | 25.76 | 16.90 | 20.59 | 6.88 | |
| Heat-treated at 700 °C | 1 | 28.03 | 39.36 | 16.27 | 11.78 | 4.56 |
| 2 | 28.49 | 20.86 | 20.97 | 24.39 | 5.29 | |
| Heat-treated at 800 °C | 1 | 28.78 | 42.87 | 13.84 | 10.10 | 4.41 |
| 2 | 18.90 | 15.15 | 28.13 | 34.25 | 3.57 | |
| Heat-treated at 900 °C | 1 | 27.85 | 18.80 | 21.32 | 26.47 | 5.55 |
| 2 | 28.14 | 18.97 | 21.94 | 26.28 | 4.68 | |
| Heat-treated at 1000 °C | 1 | 26.72 | 21.55 | 20.71 | 24.16 | 6.86 |
| Test Sample | Elongation at Break (%) | Tensile Strength (MPa) | Yield Strength (MPa) |
|---|---|---|---|
| As-cast | 24.6 | 717.2 | 557.1 |
| Heat-treated at 700 °C | 13.5 | 696.2 | 623.7 |
| Heat-treated at 800 °C | 26.7 | 719.2 | 589.0 |
| Heat-treated at 900 °C | 14.6 | 568.6 | 447.1 |
| Heat-treated at 1000 °C | 51.1 | 661.2 | 243.4 |
| Position | Analysis Point | O | Fe | Cr | Mn | Ni |
|---|---|---|---|---|---|---|
| Large Particle | 29 | 28.8 | 51.1 | 14.8 | 0.9 | 4.5 |
| Large Particle | 30 | 27.6 | 52.0 | 14.6 | 1.0 | 4.9 |
| Granule | 31 | 15.2 | 60.4 | 16.8 | 0.9 | 6.8 |
| Granule | 32 | 15.2 | 61.1 | 16.3 | 0.9 | 6.5 |
| Base | 33 | 9.4 | 65.2 | 17.6 | 0.9 | 6.9 |
| Base | 34 | 9.1 | 65.1 | 17.8 | 1.0 | 7.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, Z.; Wei, N.; Han, Y.; Si, F.; Mi, L.; Zhang, C.; Liu, X.; Jiang, F.; Wu, T. Effect of Heat Treatment on Microstructure, Tensile Properties and High-Temperature Corrosion Resistance of the FeCrMnNi High Entropy Alloy. Metals 2022, 12, 1537. https://doi.org/10.3390/met12091537
Cai Z, Wei N, Han Y, Si F, Mi L, Zhang C, Liu X, Jiang F, Wu T. Effect of Heat Treatment on Microstructure, Tensile Properties and High-Temperature Corrosion Resistance of the FeCrMnNi High Entropy Alloy. Metals. 2022; 12(9):1537. https://doi.org/10.3390/met12091537
Chicago/Turabian StyleCai, Zhen, Na Wei, Yaolei Han, Fang Si, Lei Mi, Chenhui Zhang, Xiaohua Liu, Fengyang Jiang, and Tiandong Wu. 2022. "Effect of Heat Treatment on Microstructure, Tensile Properties and High-Temperature Corrosion Resistance of the FeCrMnNi High Entropy Alloy" Metals 12, no. 9: 1537. https://doi.org/10.3390/met12091537