
Effect of Deoxidizing and Alloying Routes on the Evolution of Non-Metallic Inclusions in 55SiCr Spring Steel
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Evolution of Inclusions in Scheme A
3.2. Evolution of Inclusions in Scheme B
4. Discussion
4.1. Evolution Mechanism of Inclusions
4.2. Solubility Limits of MgO in Molten Steel
5. Conclusions
- (1)
- The process of adding a Si-Ca-Ba deoxidizer after alloying (scheme B) is favorable for controlling the morphology, size, and other properties of inclusions in spring steel.
- (2)
- In scheme A with the addition of deoxidizer before alloying, the observed inclusions in the steel are irregular and large in size, with some even over 5 μm in length. In scheme B with alloying first, the inclusions are spherical and relatively small in size, mostly smaller than 3 μm in diameter.
- (3)
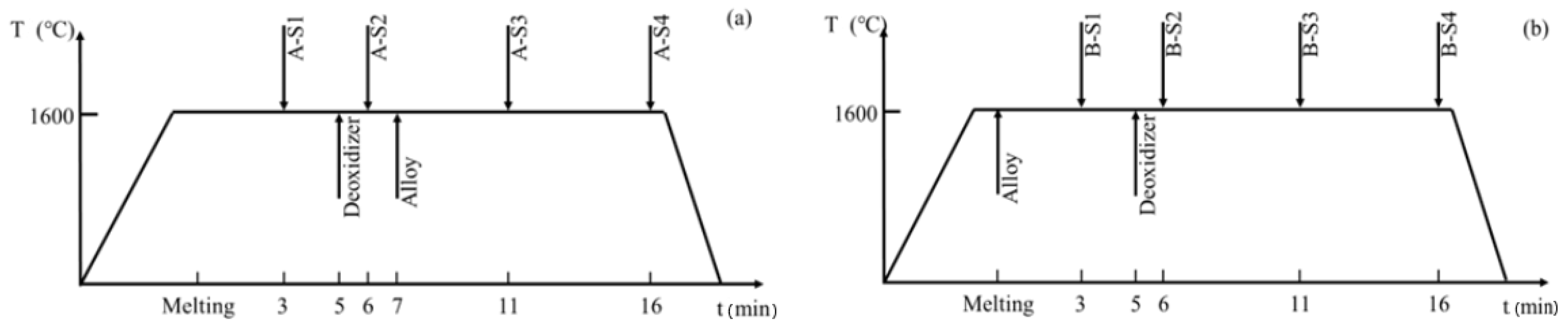
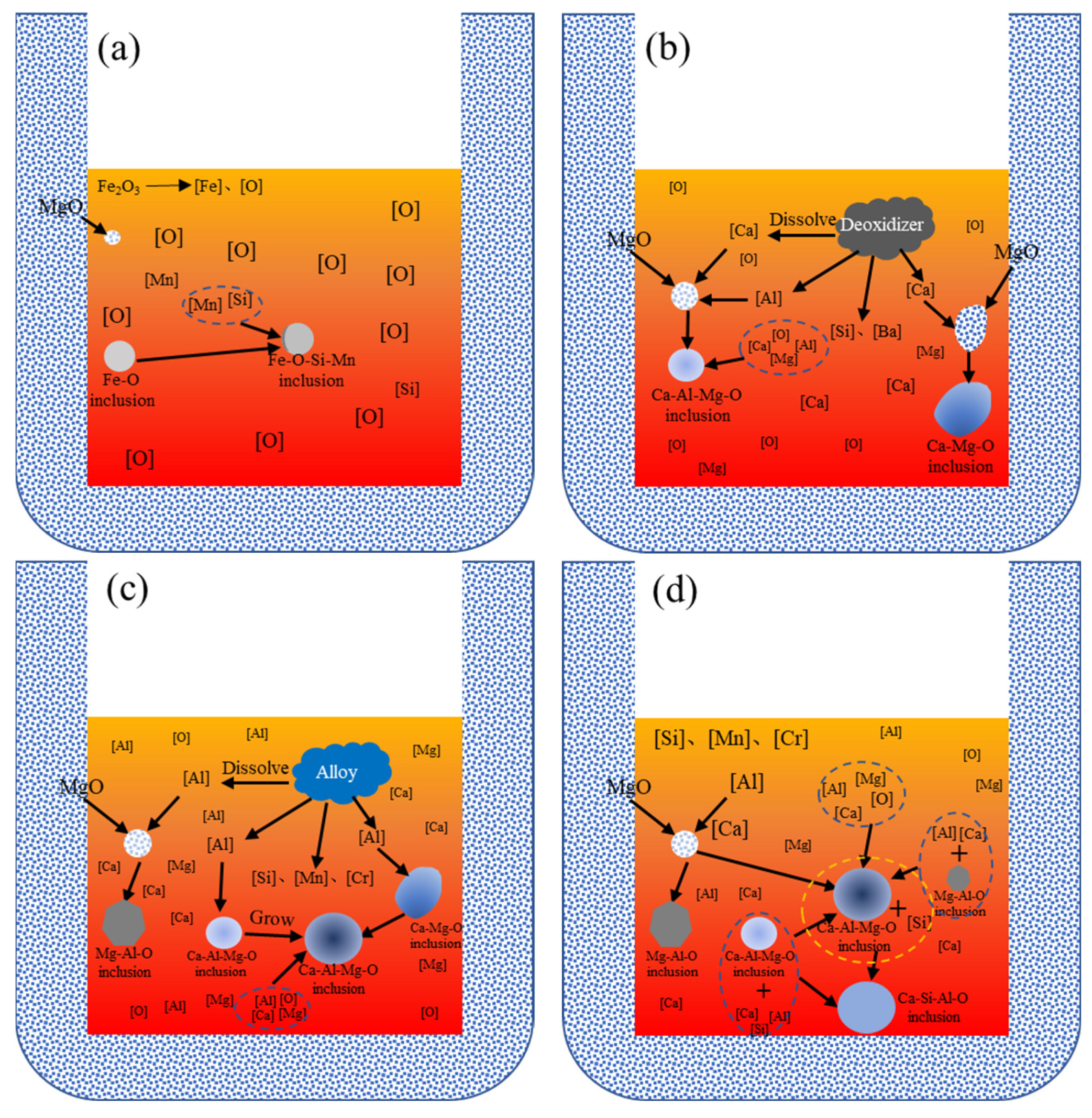
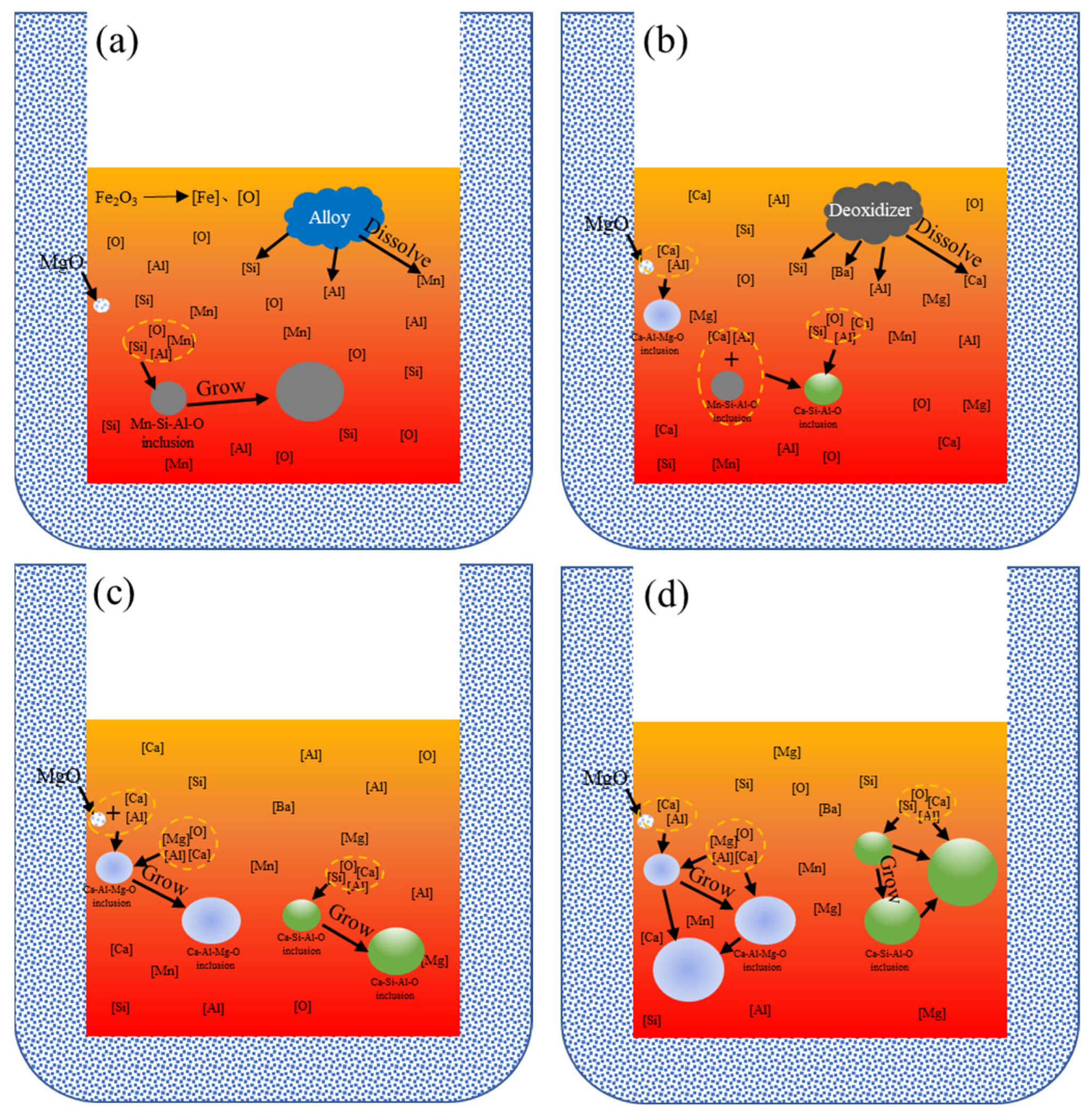
- The evolution path of the inclusions during the steel refining process in scheme A is Fe-O→CaO-Al2O3(-SiO2) and CaO-Al2O3-MgO, which is much different from MnO-SiO2-Al2O3→CaO-SiO2-Al2O3 and CaO-Al2O3-MgO, as observed in scheme B. In addition, the CaO-SiO2-Al2O3-type inclusions from scheme B are in a low melting point and are deformable during hot rolling, which will be beneficial to an improved fatigue resistance for the final spring products.
- (4)
- The observed Al2O3 in the inclusions under the two schemes are all related to the residual Al from alloys and deoxidizers. To avoid harmful inclusions with high Al2O3 or MgO content, it is essential to use alloys and deoxidizers with a minimum Al content in advance, and/or to select scheme B when refining the steel.
- (5)
- The MgO in inclusions originate from refractory. The maximum solubility limit of Mg in molten steel is around 10 ppm. The maximum solubility limit of MgO in liquid inclusions is 6 ppm. When beyond this value, it will exist in the steel in the form of calcite.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, C.; Jiang, Z.; Li, Y.; Sun, M.; Wang, Q.; Chen, K.; Li, H. State of the art in the control of inclusions in spring steel for automobile—A review. ISIJ Int. 2020, 60, 617–627. [Google Scholar] [CrossRef]
- Hu, Y.; Chen, W.; Wan, C.; Wang, F.; Han, H. Effect of deoxidation process on inclusion and fatigue performance of spring steel for automobile suspension. Metall. Mater. Trans. B 2018, 49, 569–580. [Google Scholar] [CrossRef]
- Terentev, V. Endurance limit of metals and alloys. Met. Sci. Heat Treat. 2008, 50, 88–96. [Google Scholar] [CrossRef]
- Nam, W.; Lee, C.; Ban, D. Effects of alloy additions and tempering temperature on the sag resistance of Si–Cr spring steels. Mater. Sci. Eng. A 2000, 289, 8–17. [Google Scholar] [CrossRef]
- Mughrabi, H. On ‘multi-stage’ fatigue life diagrams and the relevant life-controlling mechanisms in ultrahigh-cycle fatigue. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 755–764. [Google Scholar] [CrossRef]
- Das, S.; Mukhopadhyay, N.; Kumar, B.; Bhattacharya, D. Failure analysis of a passenger car coil spring. Eng. Fail. Anal. 2007, 14, 158–163. [Google Scholar] [CrossRef]
- Klevebring, B.; Bogren, E.; Mahrs, R. Determination of the critical inclusion size with respect to void formation during hot working. Metall. Mater. Trans. A 1975, 6, 319–327. [Google Scholar] [CrossRef]
- Murakami, Y. Effects of Small Defects and Nonmetallic Inclusions. In Metal Fatigue; Elsevier: Oxford, UK, 2002. [Google Scholar]
- Murakami, Y.; Kodama, S.; Konuma, S. Quantitative evaluation of effects of non-metallic inclusions on fatigue strength of high strength steels. I: Basic fatigue mechanism and evaluation of correlation between the fatigue fracture stress and the size and location of non-metallic inclusions. Int. J. Fatigue 1989, 11, 291–298. [Google Scholar] [CrossRef]
- Krewerth, D.; Lippmann, T.; Weidner, A.; Biermann, H. Influence of non-metallic inclusions on fatigue life in the very high cycle fatigue regime. Int. J. Fatigue 2016, 84, 40–52. [Google Scholar] [CrossRef]
- Saberifar, S.; Mashreghi, A. A novel method for the prediction of critical inclusion size leading to fatigue failure. Metall. Mater. Trans. B 2012, 43, 603–608. [Google Scholar] [CrossRef]
- Beretta, S.; Murakami, Y. Largest-extreme-value distribution analysis of multiple inclusion types in determining steel cleanliness. Metall. Mater. Trans. B 2001, 32, 517–523. [Google Scholar] [CrossRef]
- Que, S.; Liang, Y.; Zhao, F. Influences of inclusion size and position on fatigue life of 51CrV4 spring steel. Mater. Mech. Eng. 2011, 35, 85–87. (In Chinese) [Google Scholar]
- Meng, Y.; Guo, X.; Zhao, L.; Zhao, H.; Zhang, L. Study on exogenous inclusions in rotary bending fatigue fracture of Si-Killed spring steel 55SiCr. J. Iron Steel Res. 2018, 30, 977–982. (In Chinese) [Google Scholar]
- Li, Y.; Yu, W.; He, X.; Shi, J.; Wang, M. Effect of different smelting methods on very high cycle fatigue properties of a torsion bar spring steel. J. Iron Steel Res. 2020, 32, 1006–1013. (In Chinese) [Google Scholar]
- Lyu, S.; Ma, X.; Huang, Z.; Yao, Z.; Lee, H.; Jiang, Z.; Wang, G.; Zou, J.; Zhao, B. Formation mechanism of Al2O3-containing inclusions in Al-deoxidized spring steel. Metall. Mater. Trans. B 2019, 50, 2205–2220. [Google Scholar] [CrossRef]
- Lei, Z.; Hong, Y.; Xie, J.; Sun, C.; Zhao, A. Effects of inclusion size and location on very-high-cycle fatigue behavior for high strength steels. Mater. Sci. Eng. A 2012, 558, 234–241. [Google Scholar] [CrossRef]
- Gu, C.; Lian, J.; Bao, Y.; Xie, Q.; Münstermann, S. Microstructure-based fatigue modelling with residual stresses: Prediction of the fatigue life for various inclusion sizes. Int. J. Fatigue 2019, 129, 105158. [Google Scholar] [CrossRef]
- Sakaguch, R.; Shiraiwa, T.; Chivavibul, P.; Kasuya, T.; Enoki, M.; Yamashita, N.; Yokota, H.; Matsui, Y.; Kazama, A.; Ozaki, K.; et al. Multiscale analysis of MnS inclusion distributions in high strength steel. ISIJ Int. 2020, 60, 1714–1723. [Google Scholar] [CrossRef]
- Liu, Y.; Tian, Z.; Ma, C.; Zhao, H.; Chen, H.; Zeng, Y.; Feng, Q. Effect of inclusions on high cycle fatigue characteristics of spring steel. Iron Steel Vanadium Titanium 2020, 41, 151–157. (In Chinese) [Google Scholar]
- Jiang, C.; Yue, F.; Xin, C. Inclusions control of 55SiCr cantilever spring steel. Chin, J. Eng. 2016, 38, 96–100. (In Chinese) [Google Scholar]
- Wang, Y.; Tang, H.; Wu, T.; Wu, G.; Li, J. Effect of acid-soluble aluminum on the evolution of non-metallic inclusions in spring steel. Metall. Mater. Trans. B 2017, 48, 943–955. [Google Scholar] [CrossRef]
- Tang, H.; Guo, L.; Nie, R.; Liu, J.; Chen, Z.; Zhang, J. Thermodynamic study on component design and deoxidization ability of Si-Ca-Ba complex deoxidizer. J. Iron Steel Res. 2018, 30, 963–969. (In Chinese) [Google Scholar]
- Grigorovich, K.; Demin, K.; Arsenkin, A.; Garber, A. Prospects of the application of barium-bearing master alloys for the deoxidation and modification of a railroad metal. Russ. Metall. 2011, 2011, 912–920. [Google Scholar] [CrossRef]
- Golubtsov, V.; Demin, K.; Demin, Y.; Shub, L.; Ryabchikov, I. Improving wheel steel by means of barium-based modifiers. Steel Transl. 2009, 39, 1078–1083. [Google Scholar] [CrossRef]
- Wang, Y.; Karasev, A.; Park, J.; Jönsson, P. Non-metallic inclusions in different ferroalloys and their effect on the steel quality: A review. Metall. Mater. Trans. B 2021, 52, 2892–2925. [Google Scholar] [CrossRef]
- Mukai, K.; Han, Q. Application of barium-bearing alloys in steelmaking. ISIJ Int. 1999, 39, 625–636. [Google Scholar] [CrossRef]
- Li, Y.; Li, W.; Jiang, Z.; Li, S. Infection for deoxidation behavior in 430 stainless steel with complex deoxidizers. J. Univ. Sci. Technol. Beijing 2009, 31, 100–103. (In Chinese) [Google Scholar]
- Guo, L. Study on Deoxidation Process and Inclusion Control of 55SiCr Spring Steel with High Stress. Master’s Thesis, University of Science and Technology Beijing, Beijing, China, 2019. [Google Scholar]
- Liu, J.; Tie, Z.; Guo, L.; Zhang, S.; Zhang, J.; Tang, H. Study on deoxidation, desulfurization and inclusion control of SiCaBa alloy on spring steel 55SiCr. Special Steel 2020, 41, 20–24. (In Chinese) [Google Scholar]
- Ryabchikov, I.; Kovalev, V. Prospects of barium-containing ferroalloys production and application for non-furnace treatment of steel and cast iron. Chem. J. Technol. Metall. 2016, 51, 465–472. [Google Scholar]
- Wang, H.; Jiang, Z.; Li, Y.; Liang, L.; Wang, J.; Gu, W. Effect of feeding SiCaBa wire on inclusion modification in steel. J. Iron Steel Res. 2004, 16, 19–22. (In Chinese) [Google Scholar]
- Li, Y.; Jiang, Z.; Liu, Y.; Li, H.; Liang, L. Deoxidation, desulfurization and reductive dephosphorization of stainless steel using barium bearing alloys. J. Iron Steel Res. 2006, 18, 14–18. (In Chinese) [Google Scholar]
- Ju, L.; Liu, P.; Luo, H. Application of Si-Ba-Ca alloy deoxidizer in steelmaking. Sci. Technol. Baotou Steel 2010, 36, 5–6. (In Chinese) [Google Scholar]
- Mao, W. Analysis of surface polish defects on SUS304 stainless steel and the improvement measures. Shanghai Met. 2011, 33, 58–62. (In Chinese) [Google Scholar]
- Long, Y. Study and application of compound deoxide Si-Ca-Ba in steel-making production. Steelmaking 2005, 21, 19–21. (In Chinese) [Google Scholar]
- Chu, Y.; Chen, Z.; Liu, N.; Zhang, L. Formation and control of spinel inclusion in high-speed heavy rail steel. Iron Steel 2020, 55, 38–46. (In Chinese) [Google Scholar]
- Tang, H.; Wang, Y.; Wu, T.; Li, J.; Yang, S. Characteristics analysis of inclusion of 60Si2MnCr spring steel via experiments and thermodynamic calculations. Ironmak. Steelmak. 2016, 44, 377–388. [Google Scholar] [CrossRef]
- Liu, Z.; Song, G.; Deng, Z.; Zhu, M. Evolution of inclusions in Si-Mn-killed steel during ladle furnace (LF) refining process. Metall. Mater. Trans. B 2021, 52, 1243–1254. [Google Scholar] [CrossRef]
- Liu, C.; Huang, F.; Suo, J.; Wang, X. Effect of magnesia-carbon refractory on the kinetics of MgO·Al2O3 spinel inclusion generation in extra-low oxygen steels. Metall. Mater. Trans. B 2016, 47, 989–998. [Google Scholar] [CrossRef]
- Ma, Y.; Tang, H.; Liu, Y.; Liu, J.; Jiang, Y.; Zhang, J. Modification of non-metallic inclusions in 55SiCr high stress spring steel by rare earth Ce. Iron Steel 2022, 57, 57–71. (In Chinese) [Google Scholar]
- Tang, H.; Wang, Y.; Wu, G.; Lan, P.; Zhang, J. Inclusion evolution in 50CrVA spring steel by optimization of refining slag. J. Iron Steel Res. (Int.) 2017, 24, 879–887. [Google Scholar] [CrossRef]
- Wang, Y.; Tang, H.; Wu, T.; Li, J.; Yang, S. Research on the cleanliness of 50CrVA spring steel produced by the BOF-LF-CC process. Chin. J. Eng. 2016, 38, 187–194. (In Chinese) [Google Scholar]
- Tang, H.; Li, J.; Ji, C. Mass action concentration model of CaO-MgO-FeO-Al2O3-SiO2 slag systems and its application to the formation mechanism of MgO·Al2O3 spinel type inclusion in casing steel. In Materials Processing Fundamentals; John Wiley & Sons: Hoboken, NJ, USA, 2013; pp. 17–30. [Google Scholar]
- Liu, C.; Yagi, M.; Gao, X.; Kim, S.; Huang, F.; Ueda, S.; Kitamura, S. Kinetics of transformation of Al2O3 to MgO·Al2O3 spinel inclusions in Mg-containing steel. Metall. Mater. Trans. B 2017, 49, 113–122. [Google Scholar] [CrossRef]
- Yang, J.; Wang, X. Thermodynamics analysis and control of formation of magnesia-alumina spinel during refining of ultra-low oxygen. Iron Steel 2011, 46, 26–31. (In Chinese) [Google Scholar]
- Jiang, M.; Wang, X.; Chen, B.; Wang, W. Formation of MgO·Al2O3 inclusions in high strength alloyed structural steel refined by CaO–SiO2–Al2O3–MgO slag. ISIJ Int. 2008, 48, 885–890. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Cr | P | S | Ca | Ba | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Spring steel | 0.51~0.59 | 1.2~1.6 | 0.5~0.8 | 0.5~0.8 | ≤0.025 | ≤0.020 | - | - | - | Other |
| Si-Ca-Ba deoxidizer | - | 50.9 | - | - | - | - | 31.5 | 11.2 | 0.05 | Other |
| Scheme | Pure Iron | Ferrosilicon | Ferromanganese | Ferrochrome | Carbon Powder |
|---|---|---|---|---|---|
| A | 400 | 6.9 | 3.6 | 5.5 | 2.3 |
| B | 392 | 6.9 | 3.5 | 5.4 | 2.2 |
| Composition | C | Si | Mn | Cr | O |
|---|---|---|---|---|---|
| A-S4 | 0.54 | 1.24 | 0.68 | 0.78 | 0.0020 |
| B-S4 | 0.54 | 1.30 | 0.69 | 0.79 | 0.0019 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Tang, H.; Guo, L.; Zhang, J. Effect of Deoxidizing and Alloying Routes on the Evolution of Non-Metallic Inclusions in 55SiCr Spring Steel. Metals 2022, 12, 1531. https://doi.org/10.3390/met12091531
Liu J, Tang H, Guo L, Zhang J. Effect of Deoxidizing and Alloying Routes on the Evolution of Non-Metallic Inclusions in 55SiCr Spring Steel. Metals. 2022; 12(9):1531. https://doi.org/10.3390/met12091531
Chicago/Turabian StyleLiu, Jinwen, Haiyan Tang, Luzhao Guo, and Jiaquan Zhang. 2022. "Effect of Deoxidizing and Alloying Routes on the Evolution of Non-Metallic Inclusions in 55SiCr Spring Steel" Metals 12, no. 9: 1531. https://doi.org/10.3390/met12091531