
Experimental Investigation of the Tribological Contact between Ti6Al4V-EBM Pin and UHMWPE Rotating Sheet for Prosthetic Applications

 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Production of the Ti6Al4V Alloy Pin
2.2. Production of UHMWPE Sheets
2.3. Tribometric Test
2.4. Experimental Methods for Materials Characterization
3. Results
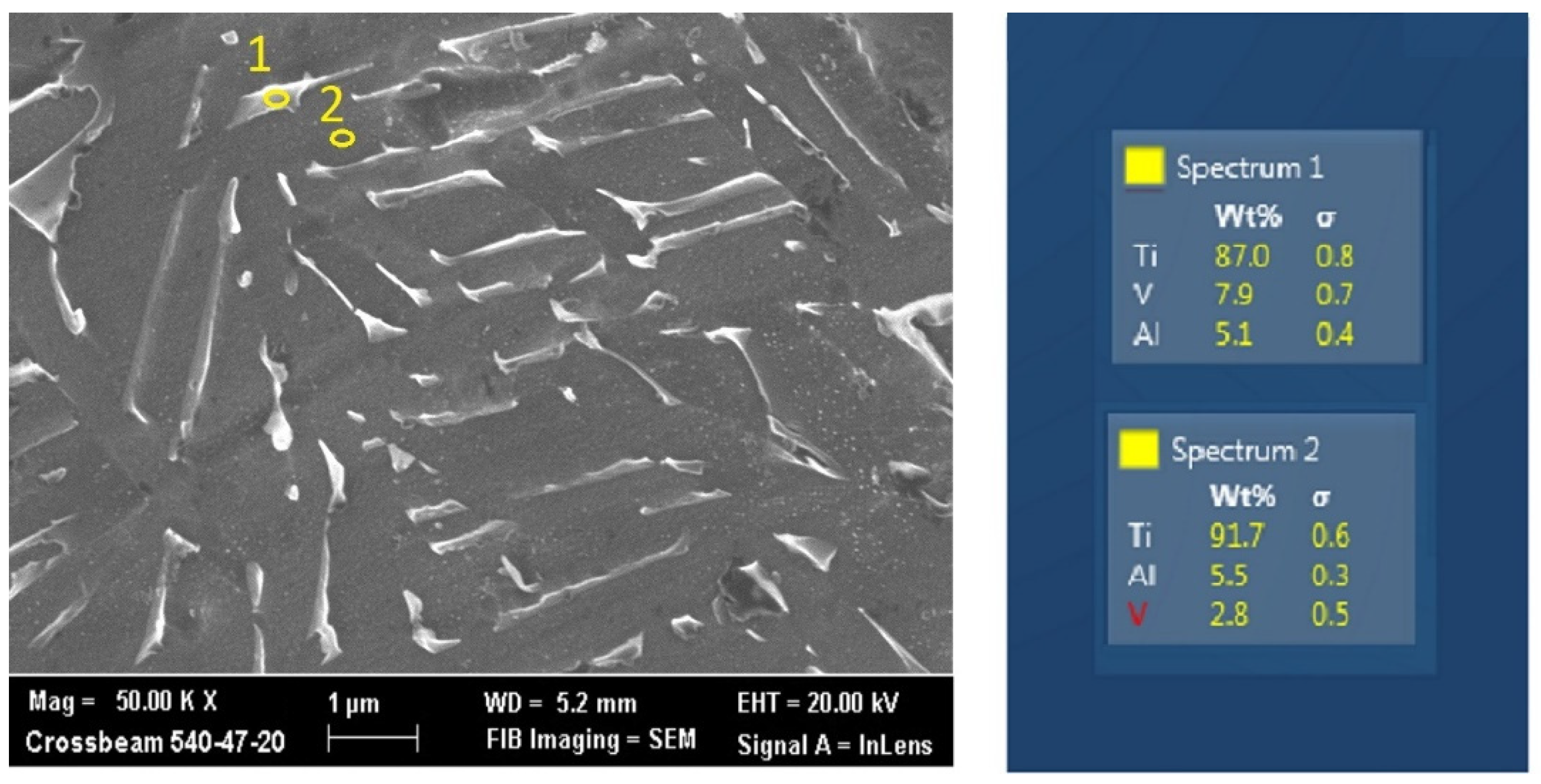
3.1. Characterization of the Ti6Al4V Alloy Pin
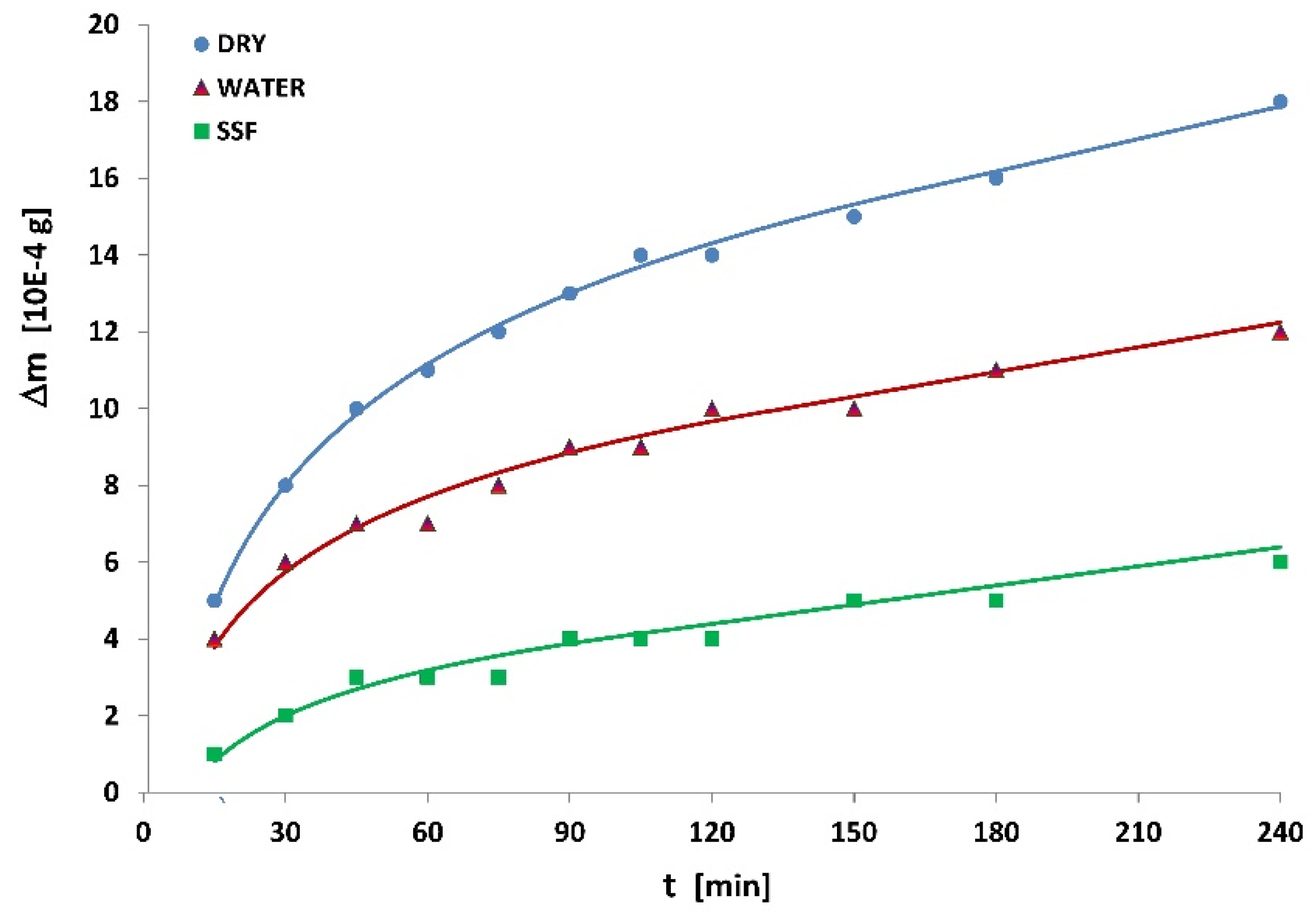
3.2. Tribometric Test
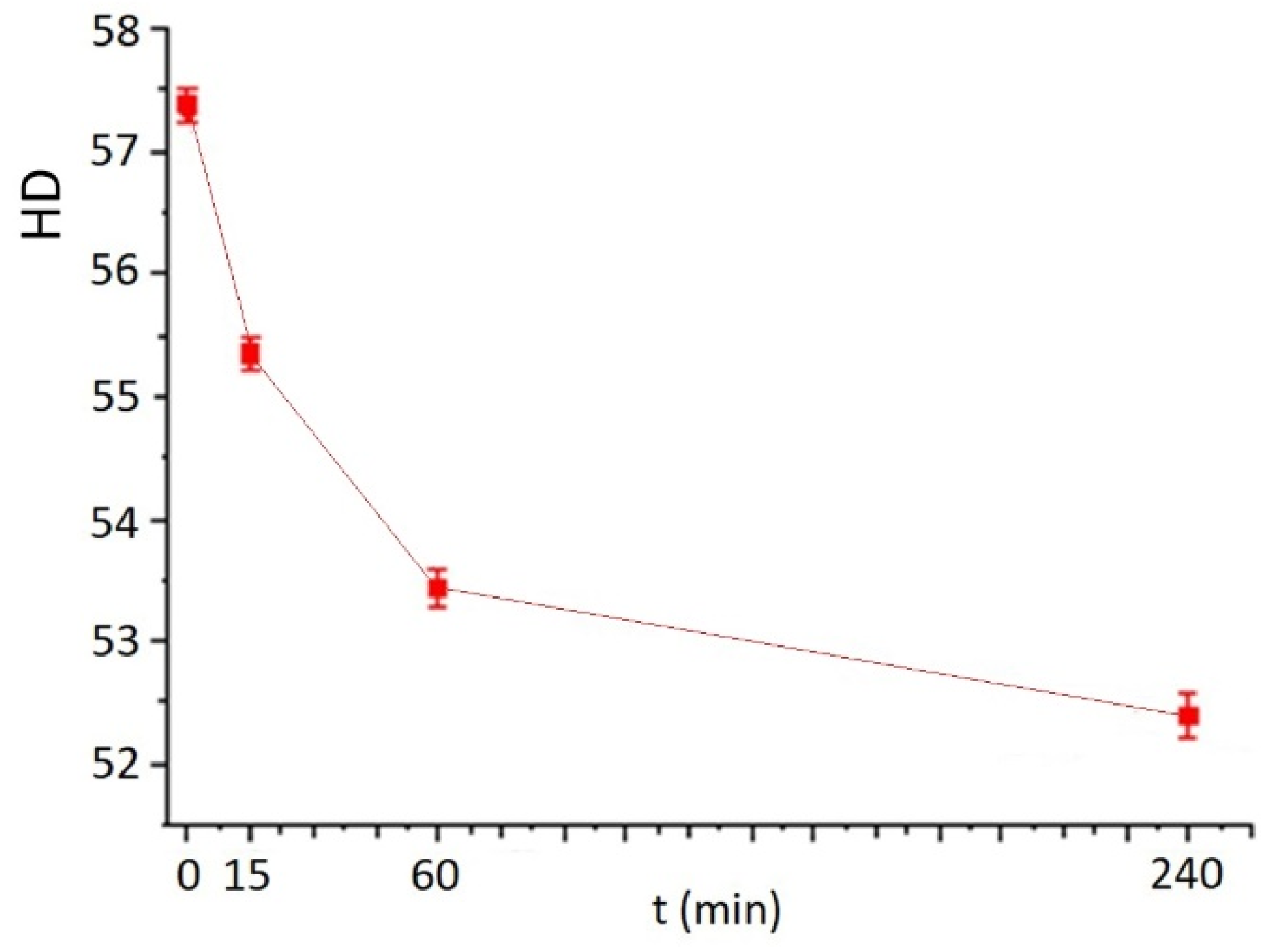
3.3. Investigations on the Contacting Surfaces
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Merola, M.; Affatato, S. Materials for hip prostheses: A review of wear and loading considerations. Materials 2019, 12, 495. [Google Scholar] [CrossRef]
- Tamayo, J.A.; Riascos, M.; Vargas, C.A.; Baena, L.M. Additive manufacturing of Ti6Al4V alloy via electron beam melting for the development of implants for the biomedical industry. Heliyon 2021, 7, e06892. [Google Scholar] [CrossRef]
- Cronskär, M.; Bäckström, M.L.; Rännar, E. Production of customized hip stem prostheses—A comparison between conventional machining and electron beam melting (EBM). Rapid Prototyp. J. 2013, 19, 365–372. [Google Scholar] [CrossRef]
- Macuvele, D.L.P.; Nones, J.; Matsinhe, J.V.; Lima, M.M.; Soares, C.; Fiori, M.A.; Riella, H.G. Advances in ultra high molecular weight polyethylene/hydroxyapatite composites for biomedical applications: A brief review. Mater. Sci. Eng. C 2017, 76, 1248–1262. [Google Scholar] [CrossRef]
- Yousef, S.; Visco, A.; Galtieri, G.; Nocita, D.; Espro, C. Wear behaviour of UHMWPE reinforced by carbon nanofiller and paraffin oil for joint replacement. Mater. Sci. Eng. C 2001, C73, 234–244. [Google Scholar] [CrossRef] [PubMed]
- Catauro, M.; Scolaro, C.; Dal Poggetto, G.; Pacifico, S.; Visco, A. Wear resistant nanocomposites based on biomedical grade UHMWPE paraffin oil and carbon nano-filler: Preliminary biocompatibility and antibacterial activity investigation. Polymers 2020, 12, 978. [Google Scholar] [CrossRef] [PubMed]
- Visco, A.; Grasso, A.; Recca, G.; Carbone, D.C.; Pistone, A. Mechanical, wea and thermal behavior of polyethylene blended with graphite treated in ball milling. Polymers 2021, 13, 975. [Google Scholar] [CrossRef] [PubMed]
- Visco, A.; Grasso, A.; Scolaro, C.; Belhamdi, H.; Sili, A. Tribological behavior of UHMWPE (disc) against Ti6Al4V (pin) under different lubrication conditions. Macromol. Symp. 2022, 404, 2100294. [Google Scholar]
- Belhamdi, H.; Kouini, B.; Grasso, A.; Scolaro, C.; Sili, A.; Visco, A. Tribological behavior of biomedical grade UHMWPE with graphite-based fillers against EBM-Ti6Al4V pin under various lubricating conditions. J. Appl. Polym. Sci. 2022, 139, e52313. [Google Scholar] [CrossRef]
- Hutchings, I.; Shipway, P. Tribology, 2nd ed.; Elsevier: Oxford, UK, 2017. [Google Scholar]
- Yang, L.J. Wear coefficient equation for aluminium-based matrix composites against steel disc. Wear 2003, 255, 579–592. [Google Scholar] [CrossRef]
- Tai, Z.; Chen, Y.; An, Y.; Yan, X.; Xue, Q. Tribological behavior of UHMWPE reinforced with graphene oxide nanosheets. Tribol. Lett. 2012, 46, 55–63. [Google Scholar] [CrossRef]
- Guezmil, M.; Bensalah, W.; Mezlini, S. Tribological behavior of UHMWPE against TiAl6V4 and CoCr28Mo alloys under dry and lubricated conditions. J. Mech. Behav. Biomed. Mater 2016, 63, 375–385. [Google Scholar] [CrossRef] [PubMed]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, J.K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal fabrication by additive manufacturing using laser and electron beam melting technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Gong, X.; Anderson, T.; Chou, K. Review on powder-based electron beam additive manufacturing technology. Manuf. Rev. 2014, 1, 1–12. [Google Scholar] [CrossRef]
- Zhang, L.C.; Liu, Y.; Li, S.; Hao, Y. Additive manufacturing of titanium alloys by electron beam melting: A review. Adv. Eng. Mater. 2018, 20, 170084. [Google Scholar] [CrossRef]
- Aliprandi, P.; Giudice, F.; Guglielmino, E.; La Rosa, G.; Sili, A. Creep behavior of Ti-6Al-4V alloy specimens produced by electron beam melting. Metall. Ital. 2019, 6, 18–23. [Google Scholar]
- Arcam, A.B. Welcome to Manufacturing Unbound. Available online: www.arcam.com (accessed on 13 May 2022).
- Galati, M.; Iuliano, L.A. Literature review of powder-based electron beam melting focusing on numerical simulations. Addit. Manuf. 2018, 19, 1–20. [Google Scholar] [CrossRef]
- Harun, W.S.W.; Manam, N.S.; Kamariah, M.S.I.N.; Sharif, S.; Zulkifly, A.H.; Ahmad, I.; Miura, H. A review of powdered additive manufacturing techniques for Ti-6Al-4v biomedical applications. Powder Technol. 2018, 331, 74–97. [Google Scholar] [CrossRef]
- Aliprandi, P.; Giudice, F.; Guglielmino, E.; Sili, A. Tensile and creep properties improvement of Ti-6Al-4V alloy specimens produced by electron beam powder bed fusion additive manufacturing. Metals 2019, 9, 1207. [Google Scholar] [CrossRef]
- Gaytan, S.M.; Murr, L.E.; Medina, F.; Martinez, E.; Lopez, M.I.; Wicker, R.B. Advanced metal powder based manufacturing of complex components by electron beam melting. Mater. Technol. 2009, 24, 180–190. [Google Scholar] [CrossRef]
- Al-Bermani, S.S.; Blackmore, M.L.; Zhang, W.; Todd, I. The origin of microstructural diversity, texture, and mechanical properties in electron beam melted Ti-6Al-4V. Metall. Mater. Trans. A 2010, 41, 3422–3434. [Google Scholar] [CrossRef]
- Ran, J.; Jiang, F.; Sun, X.; Chen, Z.; Tian, C.; Zhao, H. Microstructure and mechanical properties of Ti-6Al-4V fabricated by electron beam melting. Crystals 2020, 10, 972. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | V | C | Fe | O | N | H | Ti |
|---|---|---|---|---|---|---|---|
| Composition of the powder used | |||||||
| 6.0 | 4.0 | 0.03 | 0.1 | 0.1 | 0.001 | <0.003 | Bal. |
| Limits in composition range of the alloy Ti6Al4V ELI—Grade 23 (ASTM F136) | |||||||
| 5.5–6.5 | 3.5–4.5 | <0.08 | <0.25 | <0.13 | <0.05 | <0.012 | Bal. |
| Acceleration Voltage | 60 kV |
|---|---|
| Beam current intensity | 15 mA |
| Scanning speed | 4500 mm/s |
| Scan spacing | 200 μm |
| Layer thickness | 50 μm |
| Lubricating Condition | Transient Stage (Logarithmic Law) | Stationary Stage (Linear Law) | ||||
|---|---|---|---|---|---|---|
| y = a1∙ln(x) + b1 | y = a2∙x + b2 | |||||
| a1 | b1 | R2 | a2 | b2 | R2 | |
| Dry | 4.540 | 7.427 | 0.995 | 0.028 | 10.830 | 0.983 |
| Water | 2.829 | 3.876 | 0.978 | 0.021 | 6.928 | 0.974 |
| SSF | 1.713 | −3.831 | 0.965 | 0.017 | 1.950 | 0.992 |
| Lubricating Condition | (dV/dL)s (mm3/m) | P (N) | Specific Wear Rate (mm3/N m) |
|---|---|---|---|
| Dry | 0.00138 | 30 | 4.6 × 10−5 |
| Water | 0.00087 | 30 | 2.9 × 10−5 |
| SSF | 0.00078 | 30 | 2.6 × 10−5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Visco, A.; Giudice, F.; Guglielmino, E.; Scolaro, C.; Sili, A. Experimental Investigation of the Tribological Contact between Ti6Al4V-EBM Pin and UHMWPE Rotating Sheet for Prosthetic Applications. Metals 2022, 12, 1526. https://doi.org/10.3390/met12091526
Visco A, Giudice F, Guglielmino E, Scolaro C, Sili A. Experimental Investigation of the Tribological Contact between Ti6Al4V-EBM Pin and UHMWPE Rotating Sheet for Prosthetic Applications. Metals. 2022; 12(9):1526. https://doi.org/10.3390/met12091526
Chicago/Turabian StyleVisco, Annamaria, Fabio Giudice, Eugenio Guglielmino, Cristina Scolaro, and Andrea Sili. 2022. "Experimental Investigation of the Tribological Contact between Ti6Al4V-EBM Pin and UHMWPE Rotating Sheet for Prosthetic Applications" Metals 12, no. 9: 1526. https://doi.org/10.3390/met12091526