
Machining Distortion for Thin-Walled Superalloy GH4169 Caused by Residual Stress and Manufacturing Sequences

Abstract
:1. Introduction
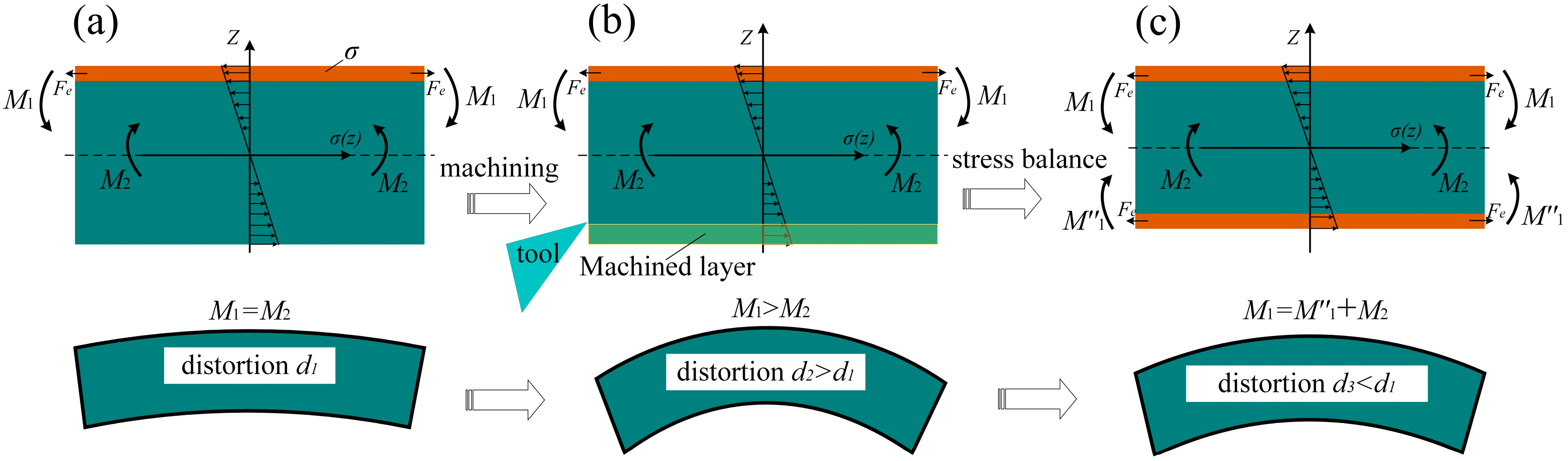
2. Modelling of Machining Residual Stress Induced Distortion
2.1. Equivalent Bending Moment
2.2. Bending Stress and Distortion of Machined the Thin-Walled Workpiece
3. FEM Simulation of Thin-Walled Workpiece Bending Distortion
3.1. Orthogonal Cutting Simulation Modeling
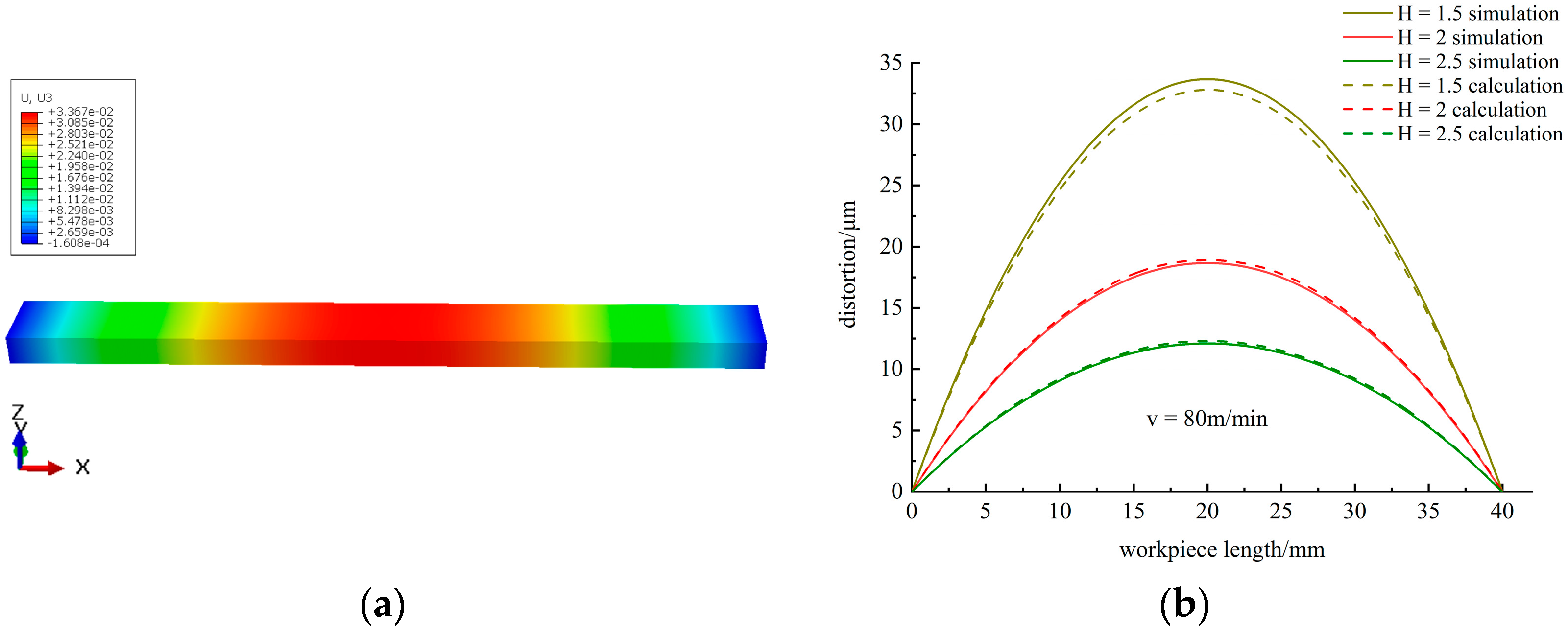
3.2. Bending Distortion Simulation
4. Results and Discussion
4.1. Orthogonal Cutting Simulation Modeling
4.2. Controlling to Suppress Distortion by Process Planning
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Madariaga, A.; Esnaola, J.A.; Fernandez, E.; Arrazola, P.J.; Garay, A.; Morel, F. Analysis of residual stress and work-hardened profiles on Inconel 718 when face turning with large-nose radius tools. Int. J. Adv. Manuf. Technol. 2014, 71, 1587–1598. [Google Scholar] [CrossRef]
- Pawade, R.S.; Joshi, S.S.; Brahmankar, P.K. Effect of machining parameters and cutting edge geometry on surface integrity of high-speed turned Inconel 718. Int. J. Mach. Tools Manuf. 2008, 48, 15–28. [Google Scholar] [CrossRef]
- Wang, Z.; Sun, J.; Chen, W.; Liu, L.; Wang, R. Machining distortion of titanium alloys aero engine case based on the energy principles. Metals 2018, 8, 464. [Google Scholar] [CrossRef]
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Toubhans, B.; Viprey, F.; Fromentin, G.; Karaouni, H.; Dorlin, T. Study of phenomena responsible for part distortions when turning thin Inconel 718 workpieces. J. Manuf. Process. 2021, 61, 46–55. [Google Scholar] [CrossRef]
- Akhtar, W.; Lazoglu, I.; Liang, S.Y. Prediction and control of residual stress-based distortions in the machining of aerospace parts: A review. J. Manuf. Process. 2022, 76, 106–122. [Google Scholar] [CrossRef]
- Meng, L.; Atli, M.; He, N. Measurement of equivalent residual stresses generated by milling and corresponding deformation prediction. Precis. Eng. 2017, 50, 160–170. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, Z.; Zhang, D.; Luo, M. Milling distortion prediction for thin-walled component based on the average MIRS in specimen machining. Int. J. Adv. Manuf. Technol. 2020, 111, 3379–3392. [Google Scholar] [CrossRef]
- Wang, Z.; Sun, J.; Liu, L.; Wang, R.; Chen, W. An analytical model to predict the machining deformation of frame parts caused by residual stress. J. Mater. Process. Technol. 2019, 274, 116282. [Google Scholar] [CrossRef]
- Masoudi, S.; Amini, S.; Saeidi, E.; Eslami-Chalander, H. Effect of machining-induced residual stress on the distortion of thin-walled parts. Int. J. Adv. Manuf. Technol. 2015, 76, 597–608. [Google Scholar] [CrossRef]
- Hussain, A.; Lazoglu, I. Distortion in milling of structural parts. CIRP Ann. 2019, 68, 105–108. [Google Scholar] [CrossRef]
- Gao, H.; Zhang, Y.; Wu, Q.; Li, B. Investigation on influences of initial residual stress on thin-walled part machining deformation based on a semi-analytical model. J. Mater. Process. Technol. 2018, 262, 437–448. [Google Scholar] [CrossRef]
- Weber, D.; Kirsch, B.; Jonsson, J.E.; D Elia, C.R.; Linke, B.S.; Hill, M.R.; Aurich, J.C. Simulation based compensation techniques to minimize distortion of thin-walled monolithic aluminum parts due to residual stresses. CIRP J. Manuf. Sci. Technol. 2022, 38, 427–441. [Google Scholar] [CrossRef]
- Aurrekoetxea, M.; López De Lacalle, L.N.; Llanos, I. Machining stresses and initial geometry on bulk residual stresses characterization by On-Machine layer removal. Materials 2020, 13, 1445. [Google Scholar] [CrossRef]
- Cerutti, X.; Mocellin, K.; Hassini, S.; Blaysat, B.; Duc, E. Methodology for aluminium part machining quality improvement considering mechanical properties and process conditions. CIRP J. Manuf. Sci. Technol. 2017, 18, 18–38. [Google Scholar] [CrossRef]
- Herranz, S.; Campa, F.J.; de Lacalle, L.N.L.; Rivero, A.; Lamikiz, A.; Ukar, E.; Sánchez, J.A.; Bravo, U. The milling of airframe components with low rigidity: A general approach to avoid static and dynamic problems. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2005, 219, 789–801. [Google Scholar] [CrossRef]
- Zhu, J.; Yuan, W.; Peng, F.; Fu, Q. Interaction of stress relaxation aging behavior and microstructural evolution in Inconel 718 alloy with different initial stress status. J. Mater. Sci. 2021, 56, 13814–13826. [Google Scholar] [CrossRef]
- Rahimi, S.; King, M.; Dumont, C. Stress relaxation behaviour in IN718 nickel based superalloy during ageing heat treatments. Mater. Sci. Eng. A 2017, 708, 563–573. [Google Scholar] [CrossRef]
- Landwehr, M.; Oehler, F.; Behnken, H.; Holling, H.; Sambathkumar, R.; Ganser, P.; Bergs, T. Influence of heat treatment on the residual stress-related machining distortion of Ti-6Al-4V alloy monolithic parts. Procedia CIRP 2021, 104, 1328–1333. [Google Scholar] [CrossRef]
- Rafey Khan, A.; Nisar, S.; Shah, A.; Khan, M.A.; Khan, S.Z.; Sheikh, M.A. Reducing machining distortion in AA 6061 alloy through re-heating technique. Mater. Sci. Technol.-Lond. 2017, 33, 731–737. [Google Scholar] [CrossRef] [Green Version]
- Jafarian, F.; Imaz Ciaran, M.; Umbrello, D.; Arrazola, P.J.; Filice, L.; Amirabadi, H. Finite element simulation of machining Inconel 718 alloy including microstructure changes. Int. J. Mech. Sci. 2014, 88, 110–121. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | A (Mpa) | B (Mpa) | C | n | m |
|---|---|---|---|---|---|
| Component | 1290 | 895 | 0.016 | 0.526 | 1.55 |
| Case | Cutting Speed | Workpiece Thickness |
|---|---|---|
| 01 | 60 m/min | 2 mm |
| 02 | 80 m/min | 1.5 mm |
| 03 | 80 m/min | 2 mm |
| 04 | 80 m/min | 2.5 mm |
| 05 | 120 m/min | 2 mm |
| Layers | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| 60 m/min | 303 | −141 | −252 | −206 | −142 | −79 | −24 |
| 80 m/min | 412 | −162 | −333 | −264 | −178 | −104 | −46 |
| 120 m/min | 547 | −367 | −436 | −278 | −167 | −97 | −46 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, P.; Liu, Z.; Ren, X.; Cai, Y. Machining Distortion for Thin-Walled Superalloy GH4169 Caused by Residual Stress and Manufacturing Sequences. Metals 2022, 12, 1460. https://doi.org/10.3390/met12091460
Zhu P, Liu Z, Ren X, Cai Y. Machining Distortion for Thin-Walled Superalloy GH4169 Caused by Residual Stress and Manufacturing Sequences. Metals. 2022; 12(9):1460. https://doi.org/10.3390/met12091460
Chicago/Turabian StyleZhu, Pingzhong, Zhanqiang Liu, Xiaoping Ren, and Yukui Cai. 2022. "Machining Distortion for Thin-Walled Superalloy GH4169 Caused by Residual Stress and Manufacturing Sequences" Metals 12, no. 9: 1460. https://doi.org/10.3390/met12091460