
Processes of Physical Treatment of Stainless Steels Obtained by Additive Manufacturing
Abstract
:1. Introduction
2. Investigated Characteristics in Post-Processing
2.1. Roughness
2.2. Microhardness, Fatigue Performance
2.3. Anisotropy, Residual Stresses
2.4. Corrosion Resistance
2.5. Biocompatibility
2.6. Tribological Properties
3. Methods of Treatment of Stainless Steel AM
3.1. Machining Technologies
3.2. Grinding and Abrasive Process
3.3. Tumbling or Treatment in a Free Abrasive Medium
3.4. Polishing (Finishing)
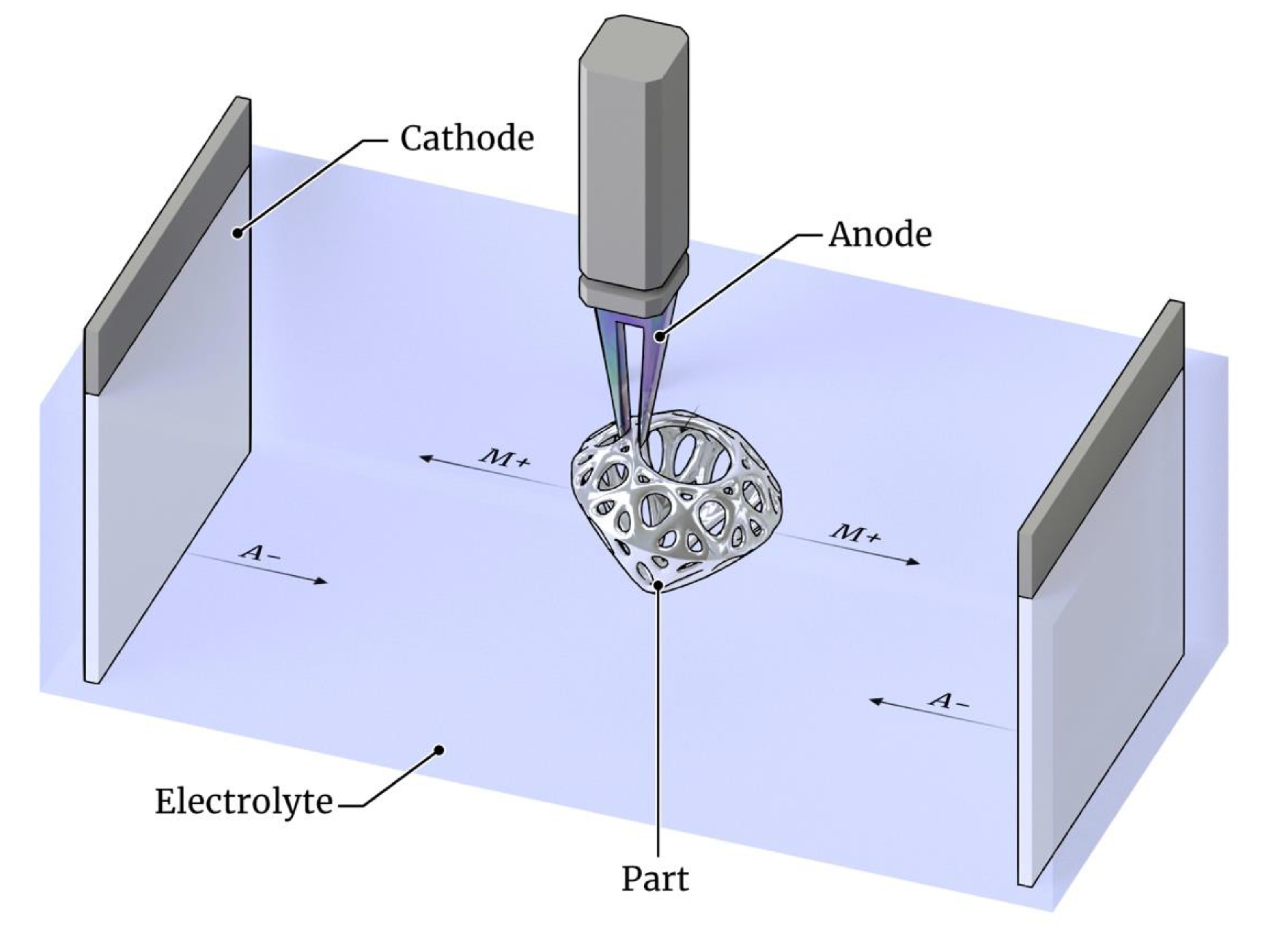
3.5. Chemical Polishing and Electropolishing
3.6. Combined Polishing Techniques
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sreehitha, V. Impact of 3D printing in the automotive industry. Int. J. Mech. Prod. Eng. 2017, 5, 91–94. [Google Scholar]
- Bai, Y.; Chaudhari, A.; Wang, H. Investigation on the microstructure and machinability of ASTM A131 steel manufactured by directed energy deposition. J. Mater. Process. Technol. 2020, 276, 116410. [Google Scholar] [CrossRef]
- Makinen, M.; Jauhiainen, E.; Matilainen, V.; Riihimäki, J.; Ritvanen, J.; Piili, H.; Salminen, A. Preliminary Comparison of Properties between Ni-electroplated Stainless Steel Parts Fabricated with Laser Additive Manufacturing and Conventional Machining. Phys. Procedia 2015, 78, 337–346. [Google Scholar] [CrossRef]
- Núñez, P.J.; García-Plaza, E.; Hernando, M.; Trujillo, R. Characterization of Surface Finish of Electropolished Stainless Steel AISI 316L with Varying Electrolyte Concentrations. Procedia Eng. 2013, 63, 771–778. [Google Scholar] [CrossRef]
- Hällgren, S.; Pejryd, L.; Ekengren, J. Additive Manufacturing and High Speed Machining-cost Comparison of short Lead Time Manufacturing Methods. Procedia CIRP 2016, 50, 384–389. [Google Scholar] [CrossRef]
- Boban, J.; Ahmed, A.; Rahman, M.A.; Rahman, M. Wire electrical discharge polishing of additive manufactured metallic components. Procedia CIRP 2020, 87, 321–326. [Google Scholar] [CrossRef]
- Parenti, P.; Cataldo, S.; Grigis, A.; Covelli, M.; Annoni, M. Implementation of hybrid additive manufacturing based on extrusion of feedstock and milling. Procedia Manuf. 2019, 34, 738–746. [Google Scholar] [CrossRef]
- Langi, E.; Bisht, A.; Silberschmidt, V.V.; Ruiz, P.D.; Vogt, F.; Mailto, L.; Masseling, L.; Zhao, L. Characterisation of Additively Manufactured Metallic Stents. Procedia Struct. Integr. 2019, 15, 41–45. [Google Scholar] [CrossRef]
- Rotty, C.; Mandroyan, A.; Doche, M.L.; Monney, S.; Hihn, J.Y.; Rouge, N. Electrochemical Superfinishing of Cast and ALM 316L Stainless Steels in Deep Eutectic Solvents: Surface Microroughness Evolution and Corrosion Resistance. J. Electrochem. Soc. 2019, 166, 468. [Google Scholar] [CrossRef]
- Fousová, M.; Vojtěch, D.; Kubásek, J.; Dvorskỳ, D.; Machová, M. 3D Printing as an Alternative to Casting, Forging and Machining Technologies? Manuf. Technol. 2015, 15, 809–814. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Tilton, M.; Lewis, G.S.; Manogharan, G.P. Additive Manufacturing of Orthopedic Implants. In Orthopedic Biomaterials; Springer: Cham, Switzerland, 2018; pp. 21–55. [Google Scholar]
- Adekanye, S.A.; Mahamood, R.M.; Akinlabi, E.T.; Owolabi, M.G. Additive manufacturing: The future of manufacturing. Addit. Manuf. 2017, 709, 715. [Google Scholar] [CrossRef]
- Brent, D.; Saunders, T.A.; Moreno, F.G.; Tyagi, P. Taguchi Design of Experiment for the Optimization of Electrochemical Polishing of Metal Additive Manufacturing Components. ASME Int. Mech. Eng. Congr. Expo. 2016, 50527, V002T02A014. [Google Scholar]
- Traxel, K.D.; Bandyopadhyay, A. First demonstration of additive manufacturing of cutting tools using directed energy deposition system: Stellite™-based cutting tools. Addit. Manuf. 2019, 25, 460–468. [Google Scholar] [CrossRef]
- Kaynak, Y.; Kitay, O. Porosity, surface quality, microhardness and microstructure of selective laser melted 316L stainless steel resulting from finish machining. J. Manuf. Mater. Process. 2018, 2, 36. [Google Scholar] [CrossRef]
- Teo, A.Q.A.; Yan, L.; Chaudhari, A.; O’Neill, G.K. Post-processing and surface characterization of additively manufactured stainless steel 316l lattice: Implications for biomedical use. Materials 2021, 14, 1376. [Google Scholar] [CrossRef]
- Batista, C.D.; das Neves de Pinho Fernandes, A.A.M.; Vieira, M.T.F.; Emadinia, O. From Machining Chips to Raw Material for Powder Metallurgy—A Review. Materials 2021, 14, 5432. [Google Scholar] [CrossRef]
- Popov, V.V.; Fleisher, A. Hybrid additive manufacturing of steels and alloys. Manuf. Rev. 2020, 7, 6. [Google Scholar] [CrossRef]
- Kozior, T.; Bochnia, J. The influence of printing orientation on surface texture parameters in powder bed fusion technology with 316L steel. Micromachines 2020, 11, 639. [Google Scholar] [CrossRef]
- Aqilah, D.N.; Sayuti, M.; Yusof, F.; Dambatta, Y.; Amran, N.A.M.; Izzati, W.N. Effects of process parameters on the surface roughness of stainless steel 316L parts produced by selective laser melting. J. Test. Eval. 2018, 46, 1673–1683. [Google Scholar] [CrossRef]
- Yung, K.C.; Zhang, S.S.; Duan, L.; Choy, H.S.; Cai, Z.X. Laser polishing of additive manufactured tool steel components using pulsed or continuous-wave lasers. Int. J. Adv. Manuf. Technol. 2019, 105, 425–440. [Google Scholar] [CrossRef]
- Yang, Y.; Gong, Y.; Qu, S.; Xie, H.; Cai, M.; Xu, Y. Densification, mechanical behaviors, and machining characteristics of 316L stainless steel in hybrid additive/subtractive manufacturing. Int. J. Adv. Manuf. Technol. 2020, 107, 177–189. [Google Scholar] [CrossRef]
- Lu, Y.; Sun, G.F.; Wang, Z.D.; Su, B.Y.; Zhang, Y.K.; Ni, Z.H. The effects of laser peening on laser additive manufactured 316L steel. Int. J. Adv. Manuf. Technol. 2020, 107, 2239–2249. [Google Scholar] [CrossRef]
- Jeng, J.Y.; Lin, M.C. Mold fabrication and modification using hybrid processes of selective laser cladding and milling. J. Mater. Process. Technol. 2001, 110, 98–103. [Google Scholar] [CrossRef]
- Brown, D.W.; Losko, A.; Carpenter, J.S.; Cooley, J.C.; Clausen, B.; Dahal, J.; Kenesei, P.; Park, J.S. Microstructure development of 308L stainless steel during additive manufacturing. Metall. Mater. Trans. A 2019, 50, 2538–2553. [Google Scholar] [CrossRef]
- Marya, M.; Singh, V.; Marya, S.; Hascoet, J.Y. Microstructural development and technical challenges in laser additive manufacturing: Case study with a 316L industrial part. Metall. Mater. Trans. B 2015, 46, 1654–1665. [Google Scholar] [CrossRef]
- Riemer, A.; Leuders, S.; Thone, M.; Richard, H.A.; Troster, T.; Niendorf, T. On the fatigue crack growth behavior in 316L stainless steel manufactured by selective laser melting. Eng. Fract. Mech. 2014, 120, 15–25. [Google Scholar] [CrossRef]
- Kumbhar, N.N.; Mulay, A.V. Post processing methods used to improve surface finish of products which are manufactured by additive manufacturing technologies: A review. J. Inst. Eng. Ser. C 2018, 99, 481–487. [Google Scholar] [CrossRef]
- Sireesha, M.; Lee, J.; Kiran, A.S.K.; Babu, V.J.; Kee, B.B.T.; Ramakrishna, A. A review on additive manufacturing and its way into the oil and gas industry. RSC Adv. 2018, 8, 22460–22468. [Google Scholar] [CrossRef]
- Horn, T.J.; Harrysson, O.L.A. Overview of current additive manufacturing technologies and selected applications. Sci. Prog. 2012, 95, 255–282. [Google Scholar] [CrossRef]
- Spierings, A.B.; Starr, T.L.; Wegener, K. Fatigue performance of additive manufactured metallic parts. Rapid Prototyp. J. 2013, 19, 88–94. [Google Scholar] [CrossRef]
- Örnek, C. Additive manufacturing—A general corrosion perspective. Corros. Eng. Sci. Technol. 2018, 53, 531–535. [Google Scholar] [CrossRef]
- Zhukov, V.V.; Grigorenko, G.M.; Shapovalov, V.A. Additive manufacturing of metal products. Paton Weld. J. 2016, 5, 137–142. [Google Scholar] [CrossRef]
- Song, Y.A.; Park, S.; Choi, D.; Jee, H. 3D welding and milling: Part I—A direct approach for freeform fabrication of metallic prototypes. Int. J. Mach. Tools Manuf. 2005, 45, 1057–1062. [Google Scholar] [CrossRef]
- Strano, G.; Hao, L.; Everson, R.M.; Evans, K.E. Surface roughness analysis, modelling and prediction in selective laser melting. J. Mater. Process. Technol. 2013, 213, 589–597. [Google Scholar] [CrossRef]
- Luecke, W.E.; Slotwinski, J.A. Mechanical properties of austenitic stainless steel made by additive manufacturing. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 398. [Google Scholar] [CrossRef]
- Urhal, P.; Weightman, A.; Diver, C.; Bartolo, P. Robot assisted additive manufacturing: A review. Robot. Comput. Integr. Manuf. 2019, 59, 335–345. [Google Scholar] [CrossRef]
- Nowotny, S.; Scharek, S.; Beyer, E.; Richter, K.H. Laser beam build-up welding: Precision in repair, surface cladding, and direct 3D metal deposition. J. Therm. Spray Technol. 2007, 16, 344–348. [Google Scholar] [CrossRef]
- Caggiano, A.; Teti, R.; Alfieri, V.; Caiazzo, F. Automated laser polishing for surface finish enhancement of additive manufactured components for the automotive industry. Prod. Eng. 2021, 15, 109–117. [Google Scholar] [CrossRef]
- Mohd, Y.S.; Cutler, S.; Gao, N. The impact of metal additive manufacturing on the aerospace industry. Metals 2019, 9, 1286. [Google Scholar] [CrossRef]
- Habibzadeh, S.; Li, L.; Shum-Tim, D.; Davis, E.C.; Omanovic, S. Electrochemical polishing as a 316L stainless steel surface treatment method: Towards the improvement of biocompatibility. Corros. Sci. 2014, 87, 89–100. [Google Scholar] [CrossRef]
- Du, W.; Bai, Q.; Zhang, B. A novel method for additive/subtractive hybrid manufacturing of metallic parts. Procedia Manuf. 2016, 5, 1018–1030. [Google Scholar] [CrossRef] [Green Version]
- Cao, J.; Brinksmeir, E.; Fu, M.; Gao, R.X.; Liang, B.; Merklein, M.; Schmidt, M.; Yanagimoto, J. Manufacturing of advanced smart tooling for metal forming. CIRP Ann. 2019, 68, 605–628. [Google Scholar] [CrossRef]
- Trojan, K.; Ocelík, V.; Čapek, J.; Čech, J.; Canelo-Yubero, D.; Ganev, N.; Kolařík, K.; De Hosson, J.T.M. Microstructure and Mechanical Properties of Laser Additive Manufactured H13 Tool Steel. Metals 2022, 12, 243. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, X.; Chen, X.; He, Y.; Cheng, L.; Huo, M.; Yin, J.; Hao, F.; Chen, S.; Wang, P.; et al. Additive manufacturing of structural materials. Mater. Sci. Eng. R Rep. 2021, 145, 100596. [Google Scholar] [CrossRef]
- Korium, M.S.; Roozbahani, H.; Alizadeh, M.; Perepelklina, S.; Handroos, H. Direct Metal Laser Sintering of Precious Metals for Jewelry Applications: Process Parameter Selection and Microstructure Analysis. IEEE Access 2021, 9, 126530–126540. [Google Scholar] [CrossRef]
- Skrzyniarz, M.; Nowakowski, L.; Blasiak, S. Geometry, Structure and Surface Quality of a Maraging Steel Milling Cutter Printed by Direct Metal Laser Melting. Materials 2022, 15, 773. [Google Scholar] [CrossRef] [PubMed]
- Leicht, A.; Klement, U.; Hryha, E. Effect of build geometry on the microstructural development of 316L parts produced by additive manufacturing. Mater. Charact. 2018, 143, 137–143. [Google Scholar] [CrossRef]
- Yuan, X.; Guo, X.; Qiu, H.; Cui, F.; Wang, X.; Guan, N.; Li, H.; Li, J.; Zhan, J.; Zeng, F. Mechanical Properties and Microstructure of 316 Stainless Steel Processed by Pulsed Micro-Plasma Additive Manufacturing. J. Therm. Spray Technol. 2022, 31, 623–635. [Google Scholar] [CrossRef]
- Zhang, X.; Cui, W.; Li, W.; Liou, F. A Hybrid Process Integrating Reverse Engineering, Pre-Repair Processing, Additive Manufacturing, and Material Testing for Component Remanufacturing. Materials 2019, 12, 1961. [Google Scholar] [CrossRef]
- Lopes, J.G.; Machado, C.M.; Duarte, V.R.; Rodrigues, T.A.; Santos, T.G.; Oliveria, J.P. Effect of milling parameters on HSLA steel parts produced by Wire and Arc Additive Manufacturing (WAAM). J. Manuf. Process. 2020, 59, 739–749. [Google Scholar] [CrossRef]
- Khan, H.M.; Karabulut, Y.; Kitay, O.; Kaynak, Y.; Jawahir, I.S. Influence of the post-processing operations on surface integrity of metal components produced by laser powder bed fusion additive manufacturing: A review. Mach. Sci. Technol. 2020, 25, 118–176. [Google Scholar] [CrossRef]
- Boyard, N. Design for Additive Manufacturing—DFAM. J. Mater. Process. Technol 2014, 12, 616–622. [Google Scholar]
- Liu, Y.; Zhang, M.; Shi, W.; Ma, Y.; Yang, J. Study on performance optimization of 316L stainless steel parts by High-Efficiency Selective Laser Melting. Opt. Laser Technol. 2021, 138, 106872. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I. Evaluation of residual stress in stainless steel 316L and Ti6Al4V samples produced by selective laser melting. Virtual Phys. Prototyp. 2015, 10, 67–76. [Google Scholar] [CrossRef]
- Wu, A.S.; Brown, D.W.; Kumar, M.; Gallegos, G.F.; King, W.E. An experimental investigation into additive manufacturing-induced residual stresses in 316L stainless steel. Metall. Mater. Trans. A 2014, 45, 6260–6270. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Seely, D.W. Effects of process time interval and heat treatment on the mechanical and microstructural properties of direct laser deposited 316L stainless steel. Mater. Sci. Eng. A 2015, 644, 171–183. [Google Scholar] [CrossRef]
- Trelewicz, J.R.; Halada, G.P.; Donaldson, O.K.; Manoghran, G. Microstructure and corrosion resistance of laser additively manufactured 316L stainless steel. JOM 2016, 68, 850–859. [Google Scholar] [CrossRef]
- Cherry, J.A.; Davies, H.M.; Mehmood, S.; Lavery, N.P.; Brown, S.G.R.; Sienz, J. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2015, 76, 869–879. [Google Scholar] [CrossRef]
- Ziętala, M.; Durejko, T.; Polański, M.; Kunce, I.; Płociński, T.; Zieliński, W.; Łazińska, M.; Stępniowski, W.; Czujko, T.; Kurzydłowski, K.J.; et al. The microstructure, mechanical properties and corrosion resistance of 316 L stainless steel fabricated using laser engineered net shaping. Mater. Sci. Eng. A 2016, 677, 1–10. [Google Scholar] [CrossRef]
- Portella, Q.; Chemkhi, M.; Retraint, D. Influence of surface mechanical attrition treatment (SMAT) post-treatment on microstructural, mechanical and tensile behaviour of additive manufactured AISI 316L. Mater. Charact. 2020, 167, 110463. [Google Scholar] [CrossRef]
- Zhang, B.; Dembinski, L.; Coddet, C. Materials Science & Engineering A The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater. Sci. Eng. A 2013, 584, 21–31. [Google Scholar]
- Dirisu, P.; Ganguly, D.; Mehmanparast, A.; Martina, F.; Williams, S. Analysis of fracture toughness properties of wire+ arc additive manufactured high strength low alloy structural steel components. Mater. Sci. Eng. A 2019, 765, 138285. [Google Scholar] [CrossRef]
- Yao, C.; Xiaotong, P.; Qunfu, G.; Zhijie, W.; Pulin, N. Effect of laser remelting on the microstructure and mechanical properties of AerMet100 steel fabricated by laser cladding. Mater. Sci. Eng. A 2022, 840, 142951. [Google Scholar] [CrossRef]
- Ye, Z.; Zhang, Z.; Jin, Z.; Xiao, M.; Su, J. Study of hybrid additive manufacturing based on pulse laser wire depositing and milling. Int. J. Adv. Manuf. Technol. 2017, 88, 2237–2248. [Google Scholar] [CrossRef]
- Mirzababaei, S.; Pasebani, S. A review on binder jet additive manufacturing of 316L stainless steel. J. Manuf. Mater. Process. 2019, 3, 82. [Google Scholar] [CrossRef]
- Standard terminology for additive manufacturing technologies. F2792-12a; ASTM International: West Conshohocken, PA, USA, 2012.
- He, X.; Mazumder, J. Transport phenomena during direct metal deposition. J. Appl. Phys. 2007, 101, 053113. [Google Scholar] [CrossRef]
- Kučerová, L.; Burdova, K.; Jenicek, S.; Chena, I. Effect of solution annealing and precipitation hardening at 250 C–550 C on microstructure and mechanical properties of additively manufactured 1.2709 maraging steel. Mater. Sci. Eng. A 2021, 814, 141195. [Google Scholar] [CrossRef]
- Mooney, B.; Kourousis, K.I.; Raghavendra, R. Plastic anisotropy of additively manufactured maraging steel: Influence of the build orientation and heat treatments. Addit. Manuf. 2019, 25, 19–31. [Google Scholar] [CrossRef]
- Islam, N.K.M.S.; Harun, W.S.W.; Ghani, S.A.C.; Omar, M.A.; Ramli, M.H.; Ismail, M.H. Physical properties and microstructure study of stainless steel 316L alloy fabricated by selective laser melting. AIP Conf. Proc. 2017, 1901, 100015. [Google Scholar]
- Mercelis, P. Binding mechanisms in selective laser sinteringand selective laser melting. Rapid Prototyp. J. 2005, 11, 26–36. [Google Scholar]
- Klotz, U.E.; Tiberto, D.; Held, F.; Klotz, U.E.; Tiberto, D.; Held, F. Additive manufacturing of 18-karat yellow-gold alloys. In Proceedings of the Santa Fe Symposium on Jewelry Manufacturing Technology, Santa Fe, NM, USA, 15–18 May 2016; pp. 255–272. [Google Scholar]
- Yin, S.; Yan, X.; Jenkins, R.; Chen, C.; Kazasidis, M.; Liu, M.; Kuang, M.; Lupoi, R. Hybrid additive manufacture of 316L stainless steel with cold spray and selective laser melting: Microstructure and mechanical properties. J. Mater. Process. Technol. 2019, 273, 116248. [Google Scholar] [CrossRef]
- Struzikiewicz, G.; Zębala, W.; Matras, A.; Machno, M.; Ślusarczyk, Ł.; Hichert, S.; Laufer, F. Turning Research of Additive Laser Molten Stainless Steel 316L Obtained by 3D Printing. Materials 2019, 12, 182. [Google Scholar] [CrossRef] [PubMed]
- Obeidi, M.A.; McCarthy, E.; O’Connell, B.; Ul Ahad, I.; Brabazon, D. Laser Polishing of Additive Manufactured 316L Stainless Steel Synthesized by Selective Laser Melting. Materials 2019, 12, 991. [Google Scholar] [CrossRef] [PubMed]
- Lutter-Günther, M.; Wagner, S.; Seidel, C.; Reinhart, G. Economic and ecological evaluation of hybrid additive manufacturing technologies based on the combination of laser metal deposition and CNC machining. Appl. Mech. Mater. 2015, 805, 213–222. [Google Scholar] [CrossRef]
- Gadelmawla, E.S.; Koura, M.M.; Maksoud, T.M.A.; Elwa, I.M.; Soliman, H.H. Roughness parameters. J. Mater. Process. Technol. 2002, 123, 133–145. [Google Scholar] [CrossRef]
- Helmli, F.; Pötsch, K.; Repitsch, C. Choosing the appropriate parameter. In Characterisation of Areal Surface Texture; Springer: Berlin/Heidelberg, Germany, 2013; pp. 155–177. [Google Scholar]
- Yadroitsev, I.; Smurov, I. Surface morphology in selective laser melting of metal powders. Phys. Procedia 2011, 12, 264–270. [Google Scholar] [CrossRef]
- Yang, L.; Laugel, N.; Housden, l.; Espitslier, L.; Matthews, A.; Yerokhin, A. Plasma additive layer manufacture smoothing (PALMS) technology—An industrial prototype machine development and a comparative study on both additive manufactured and conventional machined AISI 316 stainless steel. Addit. Manuf. 2020, 34, 101204. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, Z.; He, Y.; Song, G.; Liu, L. The effect of low-power laser on micro-forming of 316 stainless steel additive manufacturing part. J. Manuf. Processes 2021, 68, 583–601. [Google Scholar] [CrossRef]
- Williams, S.W. Wire+ arc additive manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef]
- Xiong, J.; Lei, Y.; Chen, H.; Zhang, G. Fabrication of inclined thin-walled parts in multi-layer single-pass GMAW-based additive manufacturing with flat position deposition. J. Mater. Process. Technol. 2017, 240, 397–403. [Google Scholar] [CrossRef]
- Chaturvedi, M.; Scutelnicu, E.; Rusu, C.C.; Mistodie, L.R.; Mihailescu, D.; Subbiah, A.V. Wire Arc Additive Manufacturing: Review on Recent Findings and Challenges in Industrial Applications and Materials Characterization. Metals 2021, 11, 939. [Google Scholar] [CrossRef]
- Cao, Q.; Shi, Z.; Bai, Y.; Zhang, J.; Zhao, C.; Fuh, J.; Wang, H. A novel method to improve the removability of cone support structures in selective laser melting of 316L stainless steel. J. Alloys Compd. 2021, 854, 157133. [Google Scholar] [CrossRef]
- Hildreth, O.J.; Nassar, A.R.; Chasse, K.R.; Simpson, T.W. Dissolvable metal supports for 3D direct metal printing. 3d Print. Addit. Manuf. 2016, 3, 90–97. [Google Scholar] [CrossRef]
- Zhang, J.; Lee, Y.J.; Wang, H. A Brief Review on the Enhancement of Surface Finish for Metal Additive Manufacturing. J. Miner. Met. Mater. Eng. 2021, 7, 1–14. [Google Scholar]
- Stepanov, G.A. The Strength of AISI 304L Rolled Sheet Steel with Thickness up to 25 mm. Chem. Pet. Eng. 2005, 41, 287–290. [Google Scholar] [CrossRef]
- Du, W.; Bai, Q.; Zhang, B. Machining characteristics of 18Ni-300 steel in additive/subtractive hybrid manufacturing. Int. J. Adv. Manuf. Technol. 2018, 95, 2509–2519. [Google Scholar] [CrossRef]
- Pace, M.L.; Guarnaccio, A.; Dilce, P.; Molica, D.; Parisi, D.P.; Lettino, A.; Medici, L.; Summa, V.; Ciancio, R.; Santagata, A. 3D additive manufactured 316L components microstructural features and changes induced by working life cycles. Appl. Surf. Sci. 2017, 418, 437–445. [Google Scholar] [CrossRef]
- Ashouri, D.; Voshage, M.; Burkamp, K.; Kunz, J.; Bezold, A.; Schleifenbaum, J.H.; Broeckmann, C. Mechanical behaviour of additive manufactured 316L f2ccz lattice structure under static and cyclic loading. Int. J. Fatigue 2020, 134, 105503. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Lofaj, F.; Kvetkova, L.; Shen, Z.J. Transformation of austenite to duplex austenite-ferrite assembly in annealed stainless steel 316L consolidated by laser melting. J. Alloys Compd. 2015, 633, 463–469. [Google Scholar] [CrossRef]
- Maleki, E.; Bagherifard, S.; Bandini, M.; Guagliano, M. Surface post-treatments for metal additive manufacturing: Progress, challenges, and opportunities. Addit. Manuf. 2021, 37, 101619. [Google Scholar] [CrossRef]
- Guenther, E.; Kahlert, M.; Vollmer, M.; Niendorf, T.; Greiner, C. Tribological Performance of Additively Manufactured AISI H13 Steel in Different Surface Conditions. Materials 2021, 14, 928. [Google Scholar] [CrossRef] [PubMed]
- Merklein, M.; Plettke, R.; Junker, D.; Schaub, A.; Ahuja, B. Mechanical Testing of Additive Manufactured Metal Parts. Key Eng. Mater. 2015, 651, 713–718. [Google Scholar] [CrossRef]
- Łyczkowska-Widłak, E.; Lochyński, P.; Nawrat, G. Electrochemical Polishing of Austenitic Stainless Steels. Materials 2020, 13, 2557. [Google Scholar] [CrossRef]
- Kozhukhova, N.; Kozhukhova, M.; Zhernovskaya, I.; Promakhov, V. The Correlation of Temperature-Mineral Phase Transformation as a Controlling Factor of Thermal and Mechanical Performance of Fly Ash-Based Alkali-Activated Binders. Materials 2020, 13, 5181. [Google Scholar] [CrossRef] [PubMed]
- Bai, Y.; Zhao, C.; Yang, J.; Hong, R.; Weng, C.; Wang, H. Microstructure and machinability of selective laser melted high-strength maraging steel with heat treatment. J. Mater. Process. Technol. 2021, 288, 116906. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Fini, S.; Olmi, G.; Robusto, F.; Kostić, S.Ć.; Vranić, A.; Bogojević, N. Fatigue Response of As-Built DMLS Maraging Steel and Effects of Aging, Machining, and Peening Treatments. Metals 2018, 8, 505. [Google Scholar] [CrossRef] [Green Version]
- Zhao, C.; Bai, Y.; Zhang, Y.; Wang, X.; Xue, J.; Wang, H. Influence of scanning strategy and building direction on microstructure and corrosion behaviour of selective laser melted 316L stainless steel. Mater. Des. 2021, 209, 109999. [Google Scholar] [CrossRef]
- Jabir, H.A.; Abid, S.R.; Murali, G.; Ali, S.H.; Klyuev, S.; Fediuk, R.; Vatin, N.; Promakhov, V.; Vasilev, Y. Experimental Tests and Reliability Analysis of the Cracking Impact Resistance of UHPFRC. Fibers 2020, 8, 74. [Google Scholar] [CrossRef]
- Zhukov, I.A.; Kozulin, A.A.; Khrustalyov, A.P.; Matveev, A.E.; Platov, V.V.; Vorozhtsov, A.B.; Zhukova, T.V.; Promakhov, V.V. The Impact of Particle Reinforcement with Al2O3, TiB2, and TiC and Severe Plastic Deformation Treatment on the Combination of Strength and Electrical Conductivity of Pure Aluminum. Metals 2019, 9, 65. [Google Scholar] [CrossRef]
- Promakhov, V.; Zhukov, A.; Dubkova, Y.; Zhukov, I.; Kovalchuk, S.; Zhukova, T.; Olisov, A.; Klimenko, V.; Savkina, N. Structure and Properties of ZrO2–20%Al2O3 Ceramic Composites Obtained Using Additive Technologies. Materials 2018, 11, 2361. [Google Scholar] [CrossRef] [PubMed]
- Artyukhova, N.; Anikeev, S.; Promakhov, V.; Korobenkov, M. The Effect of Cobalt on the Deformation Behaviour of a Porous TiNi-Based Alloy Obtained by Sintering. Materials 2021, 14, 7584. [Google Scholar] [CrossRef]
- Promakhov, V.; Zhukov, A.; Ziatdinov, M.; Zhukov, I.; Schulz, N.; Kovalchuk, S.; Dubkova, Y.; Korsmik, R.; Klimova-Korsmik, O.; Turichin, G.; et al. Inconel 625/TiB2 Metal Matrix Composites by Direct Laser Deposition. Metals 2019, 9, 141. [Google Scholar] [CrossRef]
- Mendagaliev, R.; Klimova-Korsmik, O.; Promakhov, V.; Schulz, N.; Zhukov, A.; Klimenko, V.; Olisov, A. Heat Treatment of Corrosion Resistant Steel for Water Propellers Fabricated by Direct Laser Deposition. Materials 2020, 13, 2738. [Google Scholar] [CrossRef] [PubMed]
- Promakhov, V.V.; Khmeleva, M.G.; Zhukov, I.A.; Platov, V.V.; Khrustalyov, A.P.; Vorozhtsov, A.B. Influence of Vibration Treatment and Modification of A356 Aluminum Alloy on Its Structure and Mechanical Properties. Metals 2019, 9, 87. [Google Scholar] [CrossRef]
- Matveev, A.; Promakhov, V.; Schultz, N.; Vorozhtsov, A. Synthesis of Metal Matrix Composites Based on CrxNiy-TiN for Additive Technology. Materials 2021, 14, 5914. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Si | Cr | Ni | Mo | Ti | Fr |
|---|---|---|---|---|---|---|---|---|---|
| <0.3 | <2.0 | <0.045 | <0.03 | <1.0 | 16.0–18.0 | 10.0–14.0 | 2.0–3.0 | <0.5 | The rest |
| Tensile Strength, MPa | 530…640 |
|---|---|
| Yield strength at 0.2%, MPa | 290…295 |
| Brinell hardness, HB | 165…230 |
| Fatigue strength, N/mm2 | 220…260 |
| Relative elongation, % | 40…42 |
| C | Mn | P | S | Si | Cr | Ni | Mo | Co | Ti | Fr |
|---|---|---|---|---|---|---|---|---|---|---|
| <0.01 | <0.06 | <0.01 | <0.01 | <0.02 | <0.1 | 17.0–19.0 | 4.0–5.0 | 7.0–8.0 | <0.5 | The rest |
| Tensile Strength, MPa | 1500…1750 | 1034 |
|---|---|---|
| Yield strength at 0.2%, MPa | 760…810 | 758 |
| Brinell hardness, HB | 300…330 | 304 |
| Modulus of Elasticity, GPa | 190…200 | 190 |
| Relative elongation, % | 12…18 | 18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Babaev, A.; Promakhov, V.; Schulz, N.; Semenov, A.; Bakhmat, V.; Vorozhtsov, A. Processes of Physical Treatment of Stainless Steels Obtained by Additive Manufacturing. Metals 2022, 12, 1449. https://doi.org/10.3390/met12091449
Babaev A, Promakhov V, Schulz N, Semenov A, Bakhmat V, Vorozhtsov A. Processes of Physical Treatment of Stainless Steels Obtained by Additive Manufacturing. Metals. 2022; 12(9):1449. https://doi.org/10.3390/met12091449
Chicago/Turabian StyleBabaev, Artem, Vladimir Promakhov, Nikita Schulz, Artem Semenov, Vladislav Bakhmat, and Alexander Vorozhtsov. 2022. "Processes of Physical Treatment of Stainless Steels Obtained by Additive Manufacturing" Metals 12, no. 9: 1449. https://doi.org/10.3390/met12091449