

Direct Production of Ni–Co–Mn Mixtures for Cathode Precursors from Cobalt-Rich Lithium-Ion Battery Leachates by Solvent Extraction

Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals
2.2. Batch Experiments
2.3. Continuous Experiments
2.4. Analytical Methods
2.5. Data Treatment
3. Results and Discussion
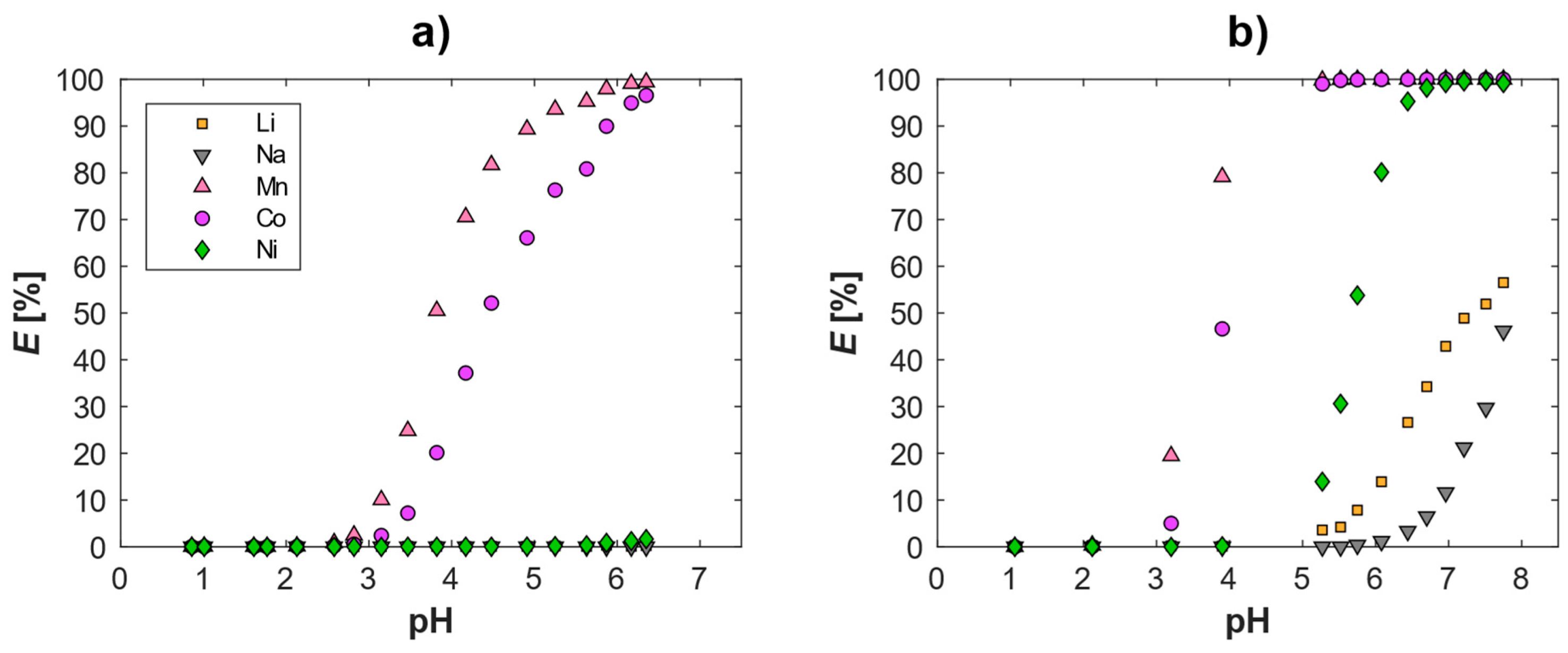
3.1. Selecting the pH for Mn, Co, and Ni Extraction Stages
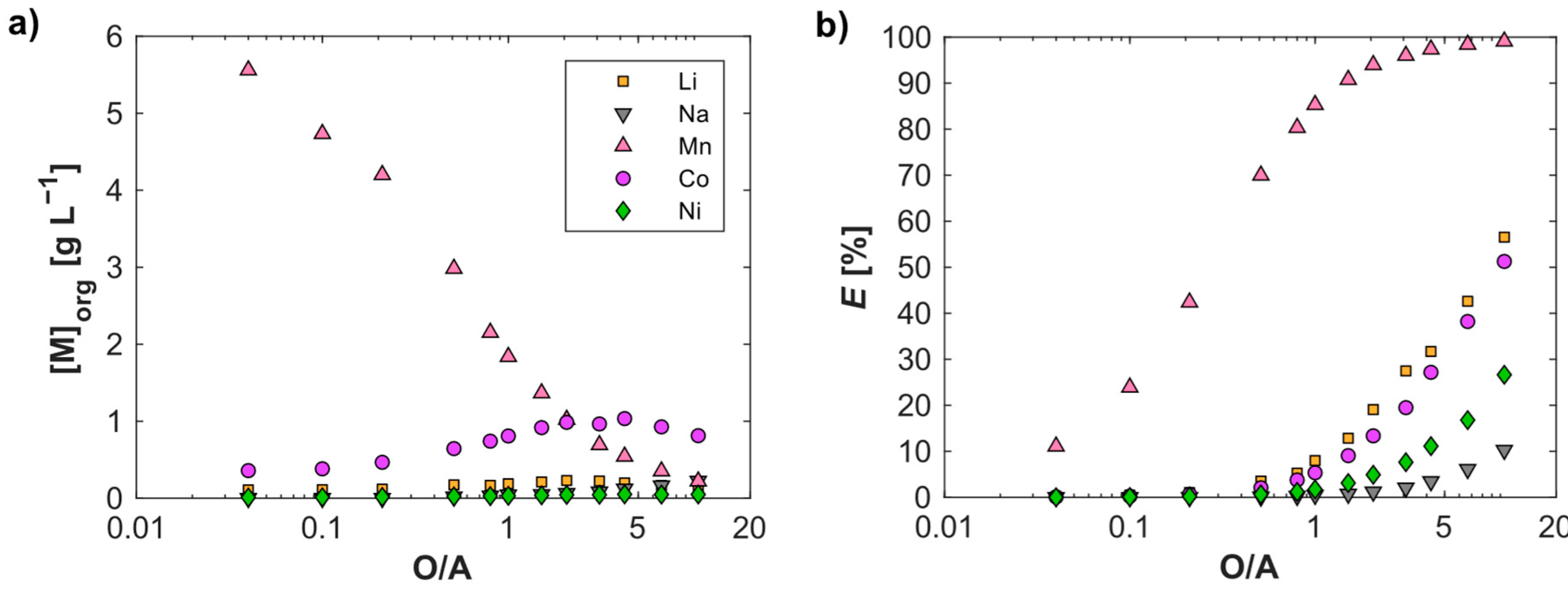
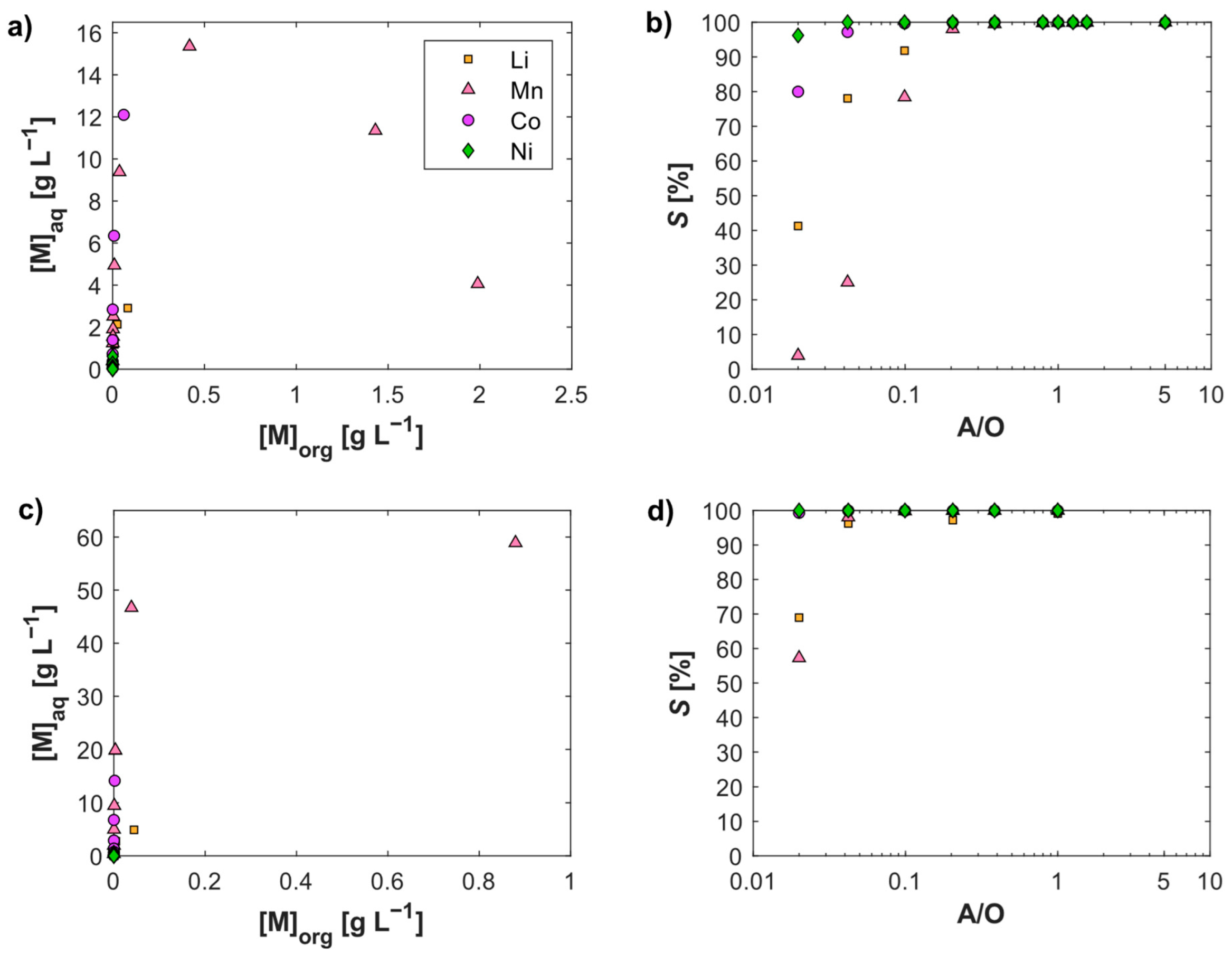
3.2. Separation of Mn from Li, Ni, and Co by 0.8 M D2EHPA
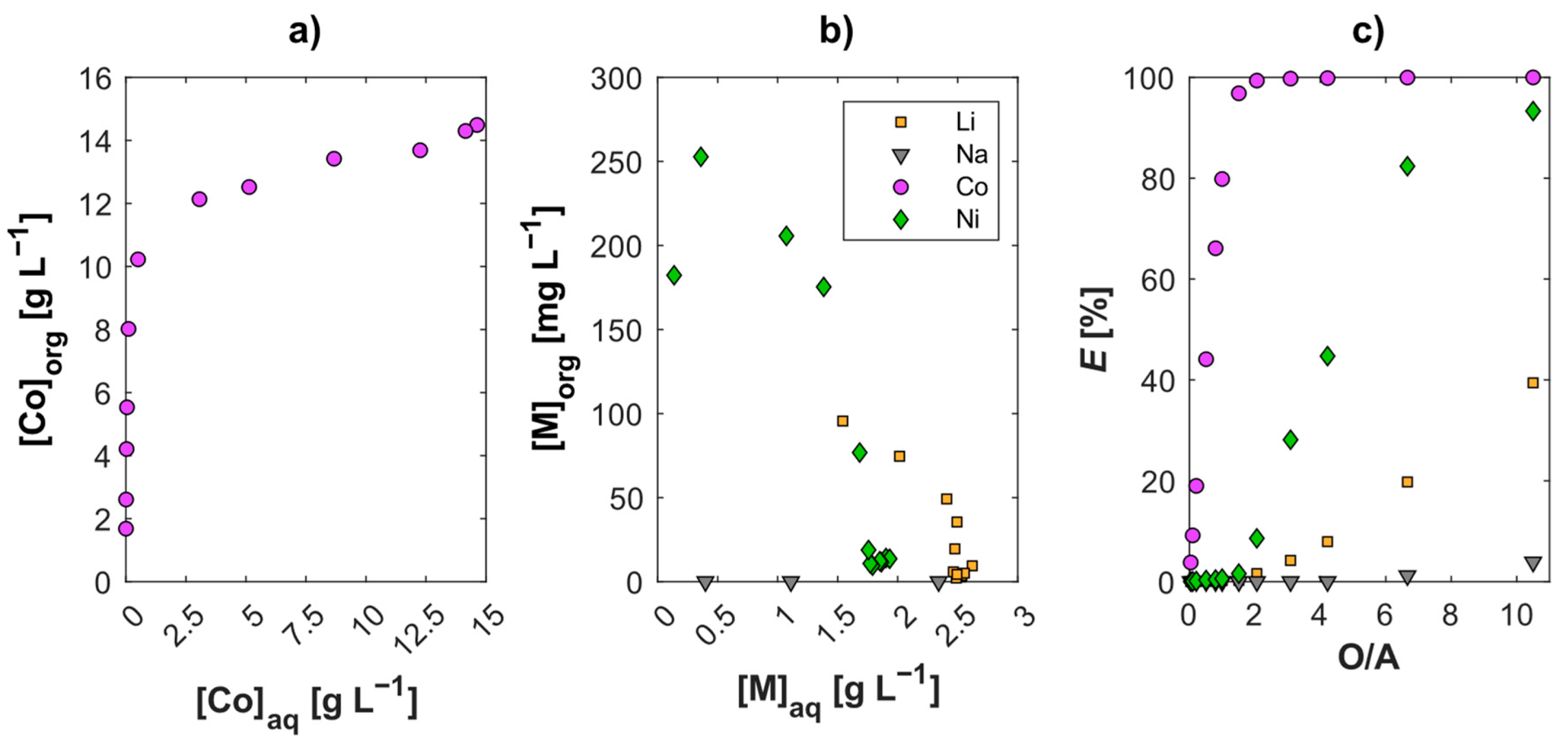
3.3. Separation of Co from Li and Ni by Cyanex 272
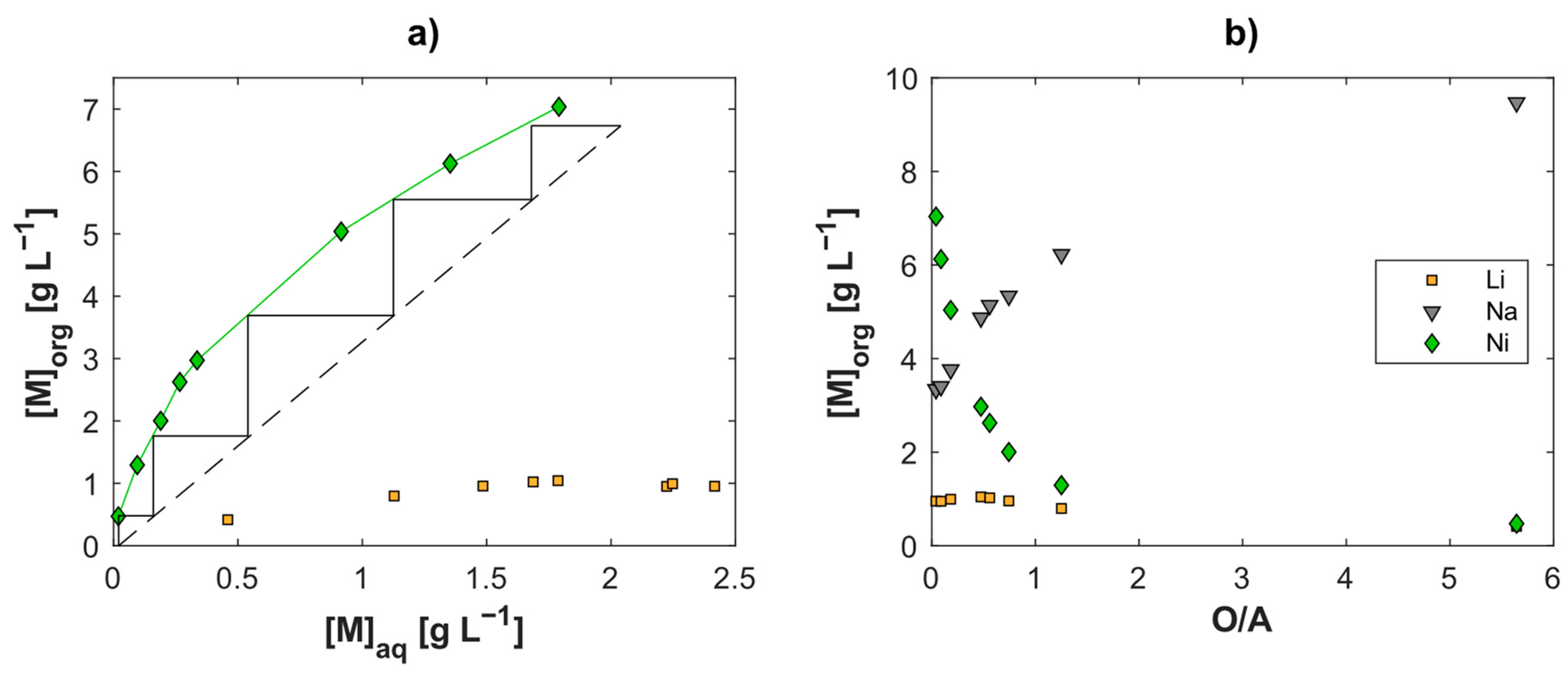
3.4. Separation of Ni and Li
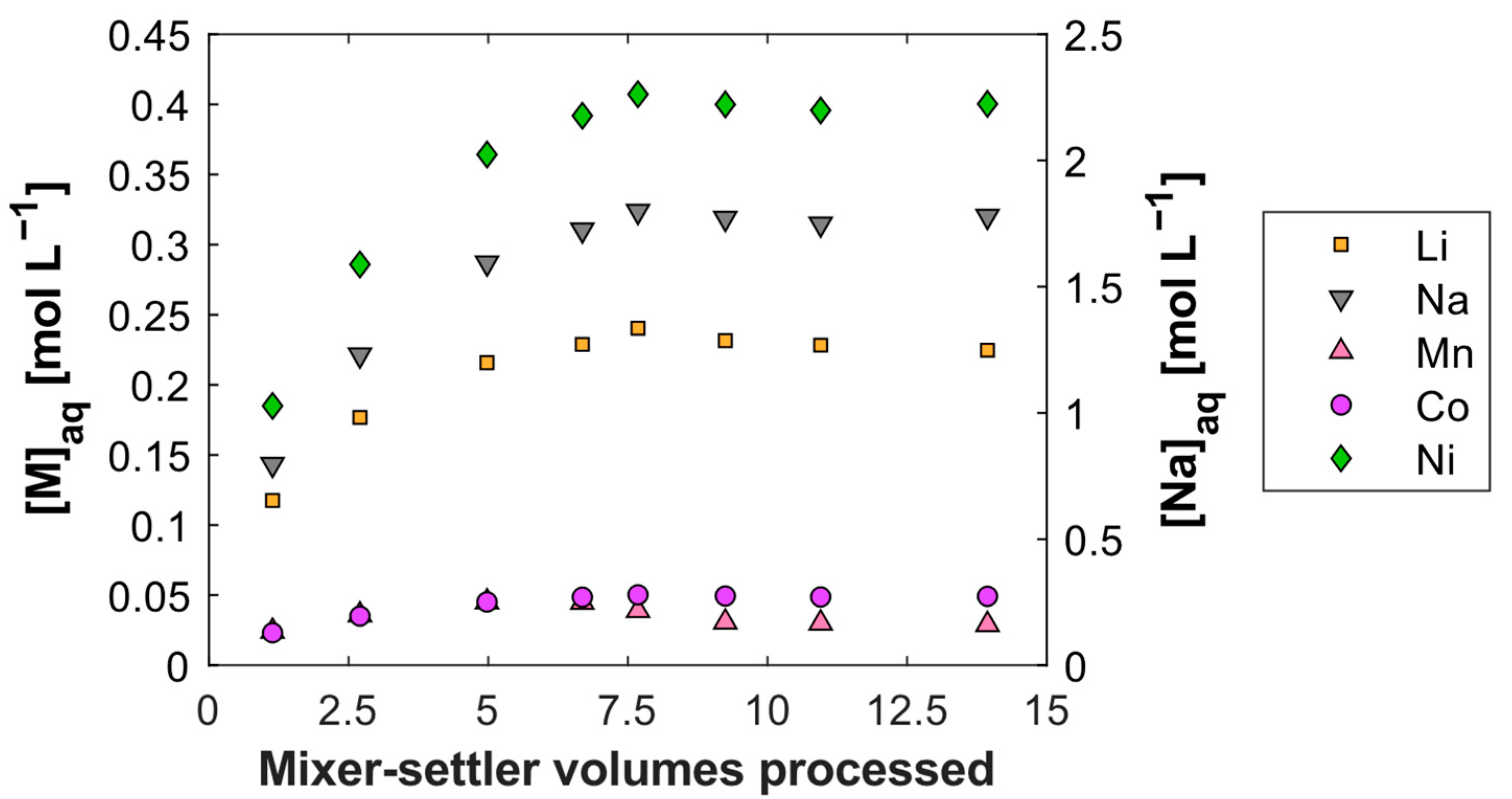
3.5. Production of the NCM Synthesis Mixture
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chagnes, A.; Pospiech, B. A Brief Review on Hydrometallurgical Technologies for Recycling Spent Lithium-Ion Batteries. J. Chem. Technol. Biotechnol. 2013, 88, 1191–1199. [Google Scholar] [CrossRef]
- Li, L.; Zhang, X.; Li, M.; Chen, R.; Wu, F.; Amine, K.; Lu, J. The Recycling of Spent Lithium-Ion Batteries: A Review of Current Processes and Technologies. Electrochem. Energy Rev. 2018, 1, 461–482. [Google Scholar] [CrossRef]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Extraction of Lithium from Primary and Secondary Sources by Pre-Treatment, Leaching and Separation: A Comprehensive Review. Hydrometallurgy 2014, 150, 192–208. [Google Scholar] [CrossRef]
- Chen, W.S.; Ho, H.J. Recovery of Valuable Metals from Lithium-Ion Batteries NMC Cathode Waste Materials by Hydrometallurgical Methods. Metals 2018, 8, 321. [Google Scholar] [CrossRef]
- Chen, X.; Chen, Y.; Zhou, T.; Liu, D.; Hu, H.; Fan, S. Hydrometallurgical Recovery of Metal Values from Sulfuric Acid Leaching Liquor of Spent Lithium-Ion Batteries. Waste Manag. 2015, 38, 349–356. [Google Scholar] [CrossRef]
- Chen, X.; Zhou, T.; Kong, J.; Fang, H.; Chen, Y. Separation and Recovery of Metal Values from Leach Liquor of Waste Lithium Nickel Cobalt Manganese Oxide Based Cathodes. Sep. Purif. Technol. 2015, 141, 76–83. [Google Scholar] [CrossRef]
- Liu, T.; Chen, J.; Li, H.; Li, K. An Integrated Process for the Separation and Recovery of Valuable Metals from the Spent LiNi0.5Co0.2Mn0.3O2 Cathode Materials. Sep. Purif. Technol. 2020, 245, 116869. [Google Scholar] [CrossRef]
- Suzuki, T.; Nakamura, T.; Inoue, Y.; Niinae, M.; Shibata, J. A Hydrometallurgical Process for the Separation of Aluminum, Cobalt, Copper and Lithium in Acidic Sulfate Media. Sep. Purif. Technol. 2012, 98, 396–401. [Google Scholar] [CrossRef]
- Tanong, K.; Tran, L.H.; Mercier, G.; Blais, J.F. Recovery of Zn (II), Mn (II), Cd (II) and Ni (II) from the Unsorted Spent Batteries Using Solvent Extraction, Electrodeposition and Precipitation Methods. J. Clean. Prod. 2017, 148, 233–244. [Google Scholar] [CrossRef]
- Virolainen, S.; Fallah Fini, M.; Laitinen, A.; Sainio, T. Solvent Extraction Fractionation of Li-Ion Battery Leachate Containing Li, Ni, and Co. Sep. Purif. Technol. 2017, 179, 274–282. [Google Scholar] [CrossRef]
- Wang, F.; He, F.; Zhao, J.; Sui, N.; Xu, L.; Liu, H. Extraction and Separation of Cobalt(II), Copper(II) and Manganese(II) by Cyanex272, PC-88A and Their Mixtures. Sep. Purif. Technol. 2012, 93, 8–14. [Google Scholar] [CrossRef]
- Liu, T.; Chen, J.; Shen, X.; Li, H. Regulating and Regenerating the Valuable Metals from the Cathode Materials in Lithium-Ion Batteries by Nickel-Cobalt-Manganese Co-Extraction. Sep. Purif. Technol. 2021, 259, 118088. [Google Scholar] [CrossRef]
- Shuya, L.; Yang, C.; Xuefeng, C.; Wei, S.; Yaqing, W.; Yue, Y. Separation of Lithium and Transition Metals from Leachate of Spent Lithium-Ion Batteries by Solvent Extraction Method with Versatic 10. Sep. Purif. Technol. 2020, 250, 117258. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, S.; He, Y. Lithium Recycling and Cathode Material Regeneration from Acid Leach Liquor of Spent Lithium-Ion Battery via Facile Co-Extraction and Co-Precipitation Processes. Waste Manag. 2017, 64, 219–227. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.; Tang, X.; Zhang, Y.; Li, L.; Zeng, Z.; Zhang, Y. Process for the Recovery of Cobalt Oxalate from Spent Lithium-Ion Batteries. Hydrometallurgy 2011, 108, 80–86. [Google Scholar] [CrossRef]
- Porvali, A.; Chernyaev, A.; Shukla, S.; Lundström, M. Lithium Ion Battery Active Material Dissolution Kinetics in Fe(II)/Fe(III) Catalyzed Cu-H2SO4 Leaching System. Sep. Purif. Technol. 2020, 236, 116305. [Google Scholar] [CrossRef]
- Joo, S.H.; Shin, D.J.; Oh, C.H.; Wang, J.P.; Senanayake, G.; Shin, S.M. Selective Extraction and Separation of Nickel from Cobalt, Manganese and Lithium in Pre-Treated Leach Liquors of Ternary Cathode Material of Spent Lithium-Ion Batteries Using Synergism Caused by Versatic 10 Acid and LIX 84-I. Hydrometallurgy 2016, 159, 65–74. [Google Scholar] [CrossRef]
- Virolainen, S.; Wesselborg, T.; Kaukinen, A.; Sainio, T. Removal of Iron, Aluminium, Manganese and Copper from Leach Solutions of Lithium-Ion Battery Waste Using Ion Exchange. Hydrometallurgy 2021, 202, 105602. [Google Scholar] [CrossRef]
- Nayl, A.A.; Hamed, M.M.; Rizk, S.E. Selective Extraction and Separation of Metal Values from Leach Liquor of Mixed Spent Li-Ion Batteries. J. Taiwan Inst. Chem. Eng. 2015, 55, 119–125. [Google Scholar] [CrossRef]
- Peng, C.; Chang, C.; Wang, Z.; Wilson, B.P.; Liu, F.; Lundström, M. Recovery of High-Purity MnO2 from the Acid Leaching Solution of Spent Li-Ion Batteries. JOM 2020, 72, 790–799. [Google Scholar] [CrossRef] [Green Version]
- Cheng, C.Y. Purification of Synthetic Laterite Leach Solution by Solvent Extraction Using D2EHPA. Hydrometallurgy 2000, 56, 369–386. [Google Scholar] [CrossRef]
- Sole, K.C. The Evolution of Cobalt–Nickel Separation and Purification Technologies: Fifty Years of Solvent Extraction and Ion Exchange. In Extraction 2018; Springer International Publishing: Cham, Switzerland, 2018; pp. 1167–1191. ISBN 978-3-319-95021-1. [Google Scholar] [CrossRef]
- Flett, D.S. Solvent Extraction in Hydrometallurgy: The Role of Organophosphorus Extractants. J. Organomet. Chem. 2005, 690, 2426–2438. [Google Scholar] [CrossRef]
- Yang, Y.; Lei, S.; Song, S.; Sun, W.; Wang, L. Stepwise Recycling of Valuable Metals from Ni-Rich Cathode Material of Spent Lithium-Ion Batteries. Waste Manag. 2020, 102, 131–138. [Google Scholar] [CrossRef] [PubMed]
- Swain, B.; Jeong, J.; Lee, J.; Lee, G.H. Separation of Cobalt and Lithium from Mixed Sulphate Solution Using Na-Cyanex 272. Hydrometallurgy 2006, 84, 130–138. [Google Scholar] [CrossRef]
- Porvali, A.; Aaltonen, M.; Ojanen, S.; Velazquez-Martinez, O.; Eronen, E.; Liu, F.; Wilson, B.P.; Serna-Guerrero, R.; Lundström, M. Mechanical and Hydrometallurgical Processes in HCl Media for the Recycling of Valuable Metals from Li-Ion Battery Waste. Resour. Conserv. Recycl. 2019, 142, 257–266. [Google Scholar] [CrossRef]
- Paatero, E.; Sjöblom, J. Phase Behaviour in Metal Extraction Systems. Hydrometallurgy 1990, 25, 231–256. [Google Scholar] [CrossRef]
- Cui, Y.; Liu, K.; Man, J.; Cui, J.; Zhang, H.; Zhao, W.; Sun, J. Preparation of Ultra-Stable Li[Ni0.6Co0.2Mn0.2]O2 Cathode Material with a Continuous Hydroxide Co-Precipitation Method. J. Alloys Compd. 2019, 793, 77–85. [Google Scholar] [CrossRef]
- Eilers-Rethwisch, M.; Winter, M.; Schappacher, F.M. Synthesis, Electrochemical Investigation and Structural Analysis of Doped Li[Ni0.6Mn0.2Co0.2-XMx]O2 (x = 0, 0.05; M = Al, Fe, Sn) Cathode Materials. J. Power Sources 2018, 387, 101–107. [Google Scholar] [CrossRef]
- Lee, M.H.; Kang, Y.J.; Myung, S.T.; Sun, Y.K. Synthetic Optimization of Li[Ni1/3Co1/3Mn1/3]O2 via Co-Precipitation. Electrochim. Acta 2004, 50, 939–948. [Google Scholar] [CrossRef]
- Luo, X.; Wang, X.; Liao, L.; Gamboa, S.; Sebastian, P.J. Synthesis and Characterization of High Tap-Density Layered Li[Ni1/3Co1/3Mn1/3]O2 Cathode Material via Hydroxide Co-Precipitation. J. Power Sources 2006, 158, 654–658. [Google Scholar] [CrossRef]
- Xun, F.; Golding, J.A. Solvent Extraction of Cobalt and Nickel in Bis(2,4,4-Trimethylpentyl) Phosphinic Acid, “Cyanex 272”. Solvent Extr. Ion Exch. 1987, 5, 205–226. [Google Scholar] [CrossRef]
- Vasilyev, F.; Virolainen, S.; Sainio, T. Numerical Simulation of Counter-Current Liquid–Liquid Extraction for Recovering Co, Ni and Li from Lithium-Ion Battery Leachates of Varying Composition. Sep. Purif. Technol. 2019, 210, 530–540. [Google Scholar] [CrossRef]
- Söhnel, O.; Novotný, P. Densities of Aqueous Solutions of Inorganic Substances; Elsevier: Amsterdam, The Netherlands, 1985. [Google Scholar]
- Potter, R.W., II; Clynne, M.A. Solubility of Highly Soluble Salts in Aqueous Media—Part 1, NaCl, KCl, CaCl2, Na2SO4, and K2SO4 Solubilities to 100 °C. J. Res. U.S. Geol. Surv. 1978, 6, 701–705. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Li | Ni | Co | Mn | H2SO4 | I (Ionic Strength) | |
|---|---|---|---|---|---|---|
| c [g L−1] | 2.50 | 2.00 | 16.8 | 2.10 | 15.0 | – |
| c [mmol L−1] | 360 | 34.1 | 285 | 38.2 | 306 | 2430 |
| [Li] | [Na] | [Mn] | [Co] | [Ni] | pHavg | |
|---|---|---|---|---|---|---|
| Simulated leachate | 2340 | 6930 | 2070 | 16,200 | 1820 | Stage 1: 2.08 ± 0.03 |
| Raffinate | 2180 | 8300 | 115 | 15,700 | 1790 | Stage 2: 2.52 ± 0.06 |
| Extract | 151 | 21.2 | 2970 | 541 | 17.7 | Stage 3: 2.49 ± 0.02 |
| [Li] | [Na] | [Mn] | [Co] | [Ni] | pHavg | |
|---|---|---|---|---|---|---|
| MnSX raffinate (aq. feed) | 2180 | 8610 | 111 | 16,200 | 1990 | Stage 1: 5.35 ± 0.43 |
| Raffinate | 1930 | 18,900 | 0 | 27.4 | 2390 | Stage 2: 4.86 ± 0.31 |
| Extract | 3.89 | 0 | 46.0 | 6490 | 4.14 | Stage 3: 3.68 ± 0.19 |
| [Li] | [Na] | [Mn] | [Co] | [Ni] | pHavg | |
|---|---|---|---|---|---|---|
| CoSX raffinate (aq. feed) | 2580 | 20,900 | 0 | 98.5 | 2000 | Stage 1: 7.19 ± 0.12 |
| Raffinate | 1680 | 26,700 | 0 | 1.03 | 38.7 | Stage 2: 7.66 ± 0.10 |
| Extract | 1770 | 9150 | 0 | 191 | 3830 |
| [Li] | [Na] | [Mn] | [Co] | [Ni] | pHavg | |
|---|---|---|---|---|---|---|
| NCM-D2EHPA (org. feed) | 55.2 | 391 | 11.2 | 11.1 | 89.9 | |
| Raffinate | 228 | 1770 | 30.1 | 49.2 | 399 | 1.62 ± 0.08 |
| Extract | 9.38 | 40.4 | 6.68 | 1.55 | 11.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jantunen, N.; Virolainen, S.; Sainio, T. Direct Production of Ni–Co–Mn Mixtures for Cathode Precursors from Cobalt-Rich Lithium-Ion Battery Leachates by Solvent Extraction. Metals 2022, 12, 1445. https://doi.org/10.3390/met12091445
Jantunen N, Virolainen S, Sainio T. Direct Production of Ni–Co–Mn Mixtures for Cathode Precursors from Cobalt-Rich Lithium-Ion Battery Leachates by Solvent Extraction. Metals. 2022; 12(9):1445. https://doi.org/10.3390/met12091445
Chicago/Turabian StyleJantunen, Niklas, Sami Virolainen, and Tuomo Sainio. 2022. "Direct Production of Ni–Co–Mn Mixtures for Cathode Precursors from Cobalt-Rich Lithium-Ion Battery Leachates by Solvent Extraction" Metals 12, no. 9: 1445. https://doi.org/10.3390/met12091445