
Study of the Printability, Microstructures, and Mechanical Performances of Laser Powder Bed Fusion Built Haynes 230



Abstract
:1. Introduction
2. Methods
2.1. Materials and Processing
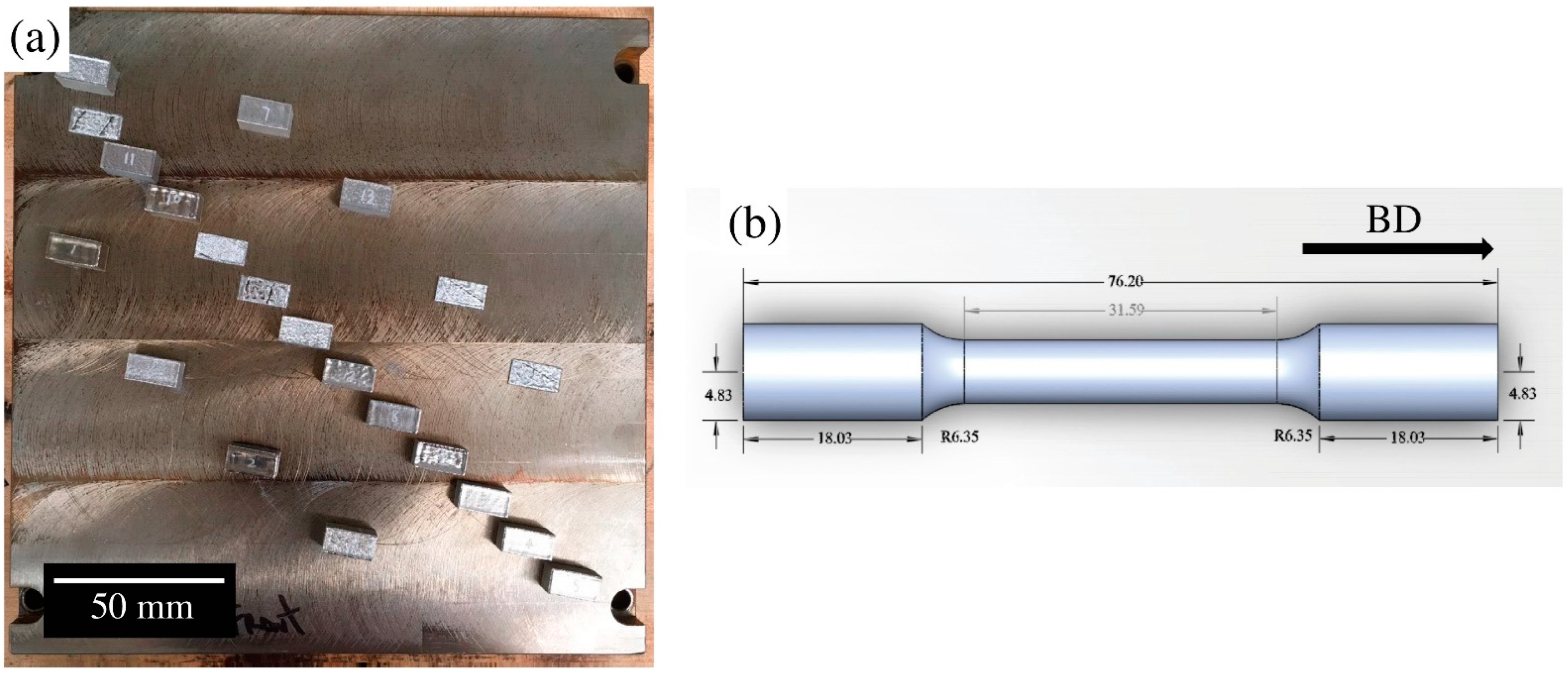
2.2. Tensile and Creep Tests
2.3. Characterization and Testing
2.4. Finite Element Stress Simulations
3. Results and Discussions
3.1. Printability of H230
3.2. Heat-Treated H230
3.3. Room Temperature Tensile Properties
3.4. Creep Properties at 760 °C and 816 °C
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tano, I.N.; Rasouli, E.; Ziev, T.; Wu, Z.; Lamprinakos, N.; Seo, J.; Balhorn, L.S.; Vaishnav, P.; Rollett, A.; Narayanan, V. An additively-manufactured molten salt-to-supercritical carbon di-oxide primary heat exchanger for solar thermal power generation—Design and techno-economic performance. Sol. Energy 2022, 234, 152–169. [Google Scholar] [CrossRef]
- Haynes International. HAYNES ® 230 ® alloy. 2021. Available online: https://haynesintl.com/docs/default-source/pdfs/new-alloy-brochures/high-temperature-alloys/brochures/230-brochure.pdf?sfvrsn=ae7229d4_86 (accessed on 3 July 2022).
- Veverkova, J.; Strang, A.; Marchant, G.R.; Mccolvin, G.M.; Atkinson, H.V. High temperature microstructural degradation of Haynes alloy 230. Superalloys 2008, 2008, 479–488. [Google Scholar]
- Veverkova, J. Effects of Long-Term High Temperature Exposure on the Microstructure of Haynes Alloy 230; University of Leicester: Leicester, UK, 2010. [Google Scholar]
- Hrutkay, K.; Kaoumi, D. Tensile deformation behavior of a nickel based superalloy at different temperatures. Mater. Sci. Eng. A 2014, 599, 196–203. [Google Scholar] [CrossRef]
- Boehlert, C.J.; Longanbach, S.C. A comparison of the microstructure and creep behavior of cold rolled HAYNES® 230 alloy TM and HAYNES® 282 alloy TM. Mater. Sci. Eng. A 2011, 528, 4888–4898. [Google Scholar] [CrossRef]
- Pataky, G.J.; Sehitoglu, H.; Maier, H.J. Creep deformation and mechanisms in Haynes 230 at 800 °C and 900 °C. J. Nucl. Mater. 2013, 443, 484–490. [Google Scholar] [CrossRef]
- Yoon, J.G.; Jeong, H.W.; Yoo, Y.S.; Hong, H.U. Influence of initial microstructure on creep deformation behaviors and fracture characteristics of Haynes 230 superalloy at 900 °C. Mater. Charact. 2015, 101, 49–57. [Google Scholar] [CrossRef]
- Jiang, L.; Hu, R.; Kou, H.; Li, J.; Bai, G.; Fu, H. The effect of M23C6 carbides on the formation of grain boundary serrations in a wrought Ni-based superalloy. Mater. Sci. Eng. A 2012, 536, 37–44. [Google Scholar] [CrossRef]
- Lu, Y.L.; Chen, L.J.; Liaw, P.K.; Wang, G.Y.; Brooks, C.R.; Thompson, S.A.; Blust, J.W.; Browning, P.F.; Bhattacharya, A.K.; Aurrecoechea, J.M.; et al. Effects of temperature and hold time on creep-fatigue crack-growth behavior of HAYNES® 230® alloy. Mater. Sci. Eng. A 2006, 429, 1–10. [Google Scholar] [CrossRef]
- Choi, G.W. Creep-Fatigue-Ratcheting Behavior of Haynes 230 via Isothermal Multiaxial Experimentation; The Pennsylvania State University: State College, PA, USA, 2013. [Google Scholar]
- Bauer, T.; Dawson, K.; Spierings, A.B.; Wegener, K.; Bauer, T.; Dawson, K.; Spierings, A.B.; Wegener, K. Microstructure and mechanical characterisation of SLM processed Haynes® 230®. In Proceedings of the 26th Annual International Solid Freeform Fabrabrication Symposium, Austin, TX, USA, 10–12 August 2015. [Google Scholar] [CrossRef]
- Haack, M.; Kuczyk, M.; Seidel, A.; López, E.; Brueckner, F.; Leyens, C. Comprehensive study on the formation of grain boundary serrations in additively manufactured Haynes 230 alloy. Mater. Charact. 2020, 160, 110092. [Google Scholar] [CrossRef]
- Yang, B.; Shang, Z.; Ding, J.; Lopez, J.; Jarosinski, W.; Sun, T.; Richter, N.; Zhang, Y.; Wang, H.; Zhang, X. Investigation of strengthening mechanisms in an additively manufactured Haynes 230 alloy. Acta Mater. 2022, 222, 117404. [Google Scholar] [CrossRef]
- Xia, T.; Wang, R.; Bi, Z.; Wang, R.; Zhang, P.; Sun, G.; Zhang, J. Microstructure and mechanical properties of carbides reinforced nickel matrix alloy prepared by selective laser melting. Materials 2021, 14, 4792. [Google Scholar] [CrossRef] [PubMed]
- Tomus, D.; Jarvis, T.; Wu, X.; Mei, J.; Rometsch, P.; Herny, E.; Rideau, J.F.; Vaillant, S. Controlling the microstructure of Hastelloy-X components manufactured by selective laser melting. Phys. Proced. 2013, 41, 823–827. [Google Scholar] [CrossRef]
- Marchese, G.; Basile, G.; Bassini, E.; Aversa, A.; Lombardi, M.; Ugues, D.; Fino, P.; Biamino, S. Study of the microstructure and cracking mechanisms of hastelloy X produced by laser powder bed fusion. Materials 2018, 11, 106. [Google Scholar] [CrossRef] [PubMed]
- Otto, R.; Brøtan, V.; Carvalho, P.A.; Reiersen, M.; Graff, J.S.; Sunding, M.F.; Berg, O.Å.; Diplas, S.; Azar, A.S. Roadmap for additive manufacturing of HAYNES® 282® superalloy by laser beam powder bed fusion (PBF-LB) technology. Mater. Des. 2021, 204, 109656. [Google Scholar] [CrossRef]
- Zhong, M.; Sun, H.; Liu, W.; Zhu, X.; He, J. Boundary liquation and interface cracking characterization in laser deposition of Inconel 738 on directionally solidified Ni-based superalloy. Scr. Mater. 2005, 53, 159–164. [Google Scholar] [CrossRef]
- Carter, L.N.; Attallah, M.M.; Reed, R.C. Laser powder bed fabrication of nickel-base superalloys: Influence of parameters; characterisation, quantification and mitigation of cracking. In Proceedings of the International Symposium on Superalloys, Seven Springs, PA, USA, 9–13 September 2012; pp. 577–586. [Google Scholar] [CrossRef]
- Pumphrey, W.I. A consideration of the nature of brittleness at temperatures above the solidus in castings and welds in aluminium alloys. J. Inst. Met. 1948, 75, 235–256. [Google Scholar]
- Pellini, W.S. Strain theory of hot tearing. Foundary 1952, 80, 125. [Google Scholar]
- Borland, J.C. Generalized theory of super-solidus cracking in welds (and castings). Br. Weld. J. 1960, 7, 22–59. [Google Scholar]
- Young, G.A.; Capobianco, T.E.; Penik, M.A.; Morris, B.W.; McGee, J.J. The mechanism of ductility dip cracking in nickel-chromium alloys. Weld. J. 2008, 87, 31. [Google Scholar]
- Ramirez, A.J.; Lippold, J.C. High temperature behavior of Ni-base weld metal Part II-Insight into the mechanism for ductility dip cracking. Mater. Sci. Eng. A 2004, 380, 245–258. [Google Scholar] [CrossRef]
- Collins, M.G.; Lippold, J.C. An investigation of ductility dip cracking in nickel-based filler materials—Part I. Weld. Res. 2003, 82, 288–295. [Google Scholar]
- Collins, M.G.; Ramirez, A.J.; Lippold, J.C. An investigation of ductility dip cracking in nickel-based weld metals—Part II. Weld. Res. 2003, 82, 348–354. [Google Scholar]
- Collins, M.G.; Ramirez, A.J.; Lippold, J.C. An investigation of ductility-dip cracking in nickel-based weld metals—Part III. Weld. J. 2004, 83, 39–49. [Google Scholar]
- Tang, G.; Gould, B.J.; Ngowe, A.; Rollett, A.D. An Updated Index Including Toughness for Hot-Cracking Susceptibility. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2022, 53, 1486–1498. [Google Scholar] [CrossRef]
- ASTM E8/E8M; Standard Test Methods for Tension Testing of Metallic Materials. ASTM: West Conshohocken, PA, USA, 2010. [CrossRef]
- Ernst, S.C. Weldability Studies of Haynes® 230 Alloy. Weld. Res. 1994, 73, 80–89. [Google Scholar]
- Kou, S. A criterion for cracking during solidification. Acta Mater. 2015, 88, 366–374. [Google Scholar] [CrossRef]
- Bean, G.E.; McLouth, T.D.; Witkin, D.B.; Sitzman, S.D.; Adams, P.M.; Zaldivar, R.J. Build Orientation Effects on Texture and Mechanical Properties of Selective Laser Melting Inconel 718. J. Mater. Eng. Perform. 2019, 28, 1942–1949. [Google Scholar] [CrossRef]
- Zhou, X.; Li, K.; Zhang, D.; Liu, X.; Ma, J.; Liu, W.; Shen, Z. Textures formed in a CoCrMo alloy by selective laser melting. J. Alloys Compd. 2015, 631, 153–164. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | W | Mo | Mn | Si | Al | C | O | N | S |
|---|---|---|---|---|---|---|---|---|---|---|
| 59.94 | 21.90 | 14.22 | 2.73 | 0.41 | 0.356 | 0.40 | 0.087 | 0.0117 | 0.0011 | <0.001 |
| Raster Infill | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Sample # | Pre-Heat (°C) | Power (W) | Velocity (mm/s) | Hatch (mm) | Sample # | Pre-Heat (°C) | Power (W) | Velocity (mm/s) | Hatch (mm) |
| L1/H1 | 80/200 | 285 | 700 | 0.11 | H15 | 200 | 330 | 1300 | 0.05 |
| L2/H2 | 80/200 | 330 | 700 | 0.11 | H16 | 200 | 370 | 1300 | 0.05 |
| L3/H3 | 80/200 | 370 | 700 | 0.11 | H17 | 200 | 285 | 1600 | 0.05 |
| L4/H4 | 80/200 | 285 | 960 | 0.11 | H18 | 200 | 330 | 1600 | 0.05 |
| L5/H5 | 80/200 | 330 | 960 | 0.11 | H19 | 200 | 370 | 1600 | 0.05 |
| L6/H6 | 80/200 | 370 | 960 | 0.11 | H20 | 200 | 330 | 1900 | 0.05 |
| H7 | 200 | 285 | 400 | 0.11 | H21 | 200 | 370 | 1900 | 0.05 |
| H8 | 200 | 330 | 400 | 0.11 | L7 | 80 | 285 | 550 | 0.11 |
| H9 | 200 | 170 | 700 | 0.05 | L8 | 80 | 330 | 550 | 0.11 |
| H10 | 200 | 220 | 700 | 0.05 | L9 | 80 | 370 | 550 | 0.11 |
| H11 | 200 | 170 | 960 | 0.05 | L10 | 80 | 70 | 250 | 0.11 |
| H12 | 200 | 220 | 960 | 0.05 | L11 | 80 | 100 | 350 | 0.11 |
| H13 | 200 | 220 | 1300 | 0.05 | L12 | 80 | 130 | 450 | 0.11 |
| H14 | 200 | 285 | 1300 | 0.05 | |||||
| Inner Contour | Outer Contour | ||||||||
| Power (W) | Velocity (mm/s) | Offset (mm) | Power (W) | Velocity (mm/s) | Offset (mm) | ||||
| 139 | 390 | 0.012 | 80 | 800 | 0 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Z.; Yarasi, S.R.; Seo, J.; Lamprinakos, N.; Rollett, A.D. Study of the Printability, Microstructures, and Mechanical Performances of Laser Powder Bed Fusion Built Haynes 230. Metals 2022, 12, 1380. https://doi.org/10.3390/met12081380
Wu Z, Yarasi SR, Seo J, Lamprinakos N, Rollett AD. Study of the Printability, Microstructures, and Mechanical Performances of Laser Powder Bed Fusion Built Haynes 230. Metals. 2022; 12(8):1380. https://doi.org/10.3390/met12081380
Chicago/Turabian StyleWu, Ziheng, Srujana Rao Yarasi, Junwon Seo, Nicholas Lamprinakos, and Anthony D. Rollett. 2022. "Study of the Printability, Microstructures, and Mechanical Performances of Laser Powder Bed Fusion Built Haynes 230" Metals 12, no. 8: 1380. https://doi.org/10.3390/met12081380