1. Introduction
The phase transformations of iron in the solid-state give iron alloys a great advantage as they can achieve different material properties. The different transformations of austenite during cooling play a major role. Different temperatures and times of austenitisation, the cooling rate and the initial state of the steel are important parameters that are reflected in the final structure and properties. Transformation can be diffusion-driven by the migration of interstitial and substitutional atoms. While at lower temperatures and higher cooling rates, the diffusion of atoms is limited, transformation takes place with a shear displacement of the planes [
1,
2,
3].
In the case of rapid cooling in the temperature range between 250 °C and 500 °C, the diffusion of substitutional atoms in the solution is limited, and interstitial atoms still have sufficient energy to overcome shorter distances. In the mentioned temperature range, bainite is formed from austenite, upper bainite (feathery bainite) at higher temperatures and lower bainite (plate bainite) at lower temperatures. The formation of upper and lower bainite is attributed to different transformation temperatures and cooling rates, which affect the morphology of the bainitic ferrite plates and the distribution of the carbides [
1,
2,
3,
4,
5,
6,
7]. The transformation in the bainite phase shows similarities between the formation of Widmanstätten ferrite and martensitic transformation. Due to the duality of the formation mechanism, the transformation has divided the opinions of the experts for decades. Two theories have developed independently, each describing and advocating the mechanism of the bainite transformation in its own way [
4,
8,
9,
10,
11]. The bainitic ferrite plates (α
B) of upper bainite are similar to Widmanstätten ferrite (α
W), the nucleation of which occurs at the boundaries of austenitic grains, and the decomposition of austenite (γ) occurs by deformation displacement of the planes, and the kinetics of growth of the ferrite plates is determined by the rate of diffusion of carbon atoms into the surrounding austenite [
2,
12]. The proponents of the first theory argue that the bainitic growth is a diffusion-driven process, and the kinetic of the growth can be described by the Zener–Hillert model, which accounts for the diffusion of carbon into austenite [
3,
4,
8,
9,
10,
11]. Bainite transformation can take place under isothermal conditions (in contrast to martensitic transformation), confirming that the process is controlled by diffusion. In steels with a high content of alloying elements that reduce carbon activity (Cr, Mo, V, Ti, Mn, etc.), the transformation to bainite does not take place completely, which the proponents of the diffusion-controlled theory explain by a lower carbon activity at the austenite–bainite interface, e.g., due to diffusion of substitutional elements. Aaronson et al. [
13] argue that during bainite transformation, substitutional elements diffuse to the α
B/γ crystal boundaries, leading to a decrease in carbon activity, lowering the carbon gradient and reducing the driving force for bainite growth [
14]. According to Lawrynowicz et al. [
4], diffusion of substitutional elements is not detectable at low transformation temperatures (temperatures of lower bainite formation), indicating that the mechanisms of lower and upper bainite formation are different.
On the other hand, a theory has developed whose proponents argue that bainite transformation is a non-diffusion-controlled process similar to the martensitic transformation [
4,
5,
6,
7,
11,
15,
16,
17,
18,
19]. Since the lower bainite is morphologically similar to martensite, the proponents of the second theory describe the formation of bainite by the shear displacement of the planes in addition to the diffusion of the carbon atoms. The growth of the ferrite plates occurs between the boundaries of the austenitic grains and between the twin boundaries, the growth of the bainite is rapid but slightly slower than the growth of the martensite, and the final structure is a surface relief [
20]. Bainitic ferrite nucleates at the boundaries of the austenitic grains and grow with the shear displacement of the planes, and the growth of the plates is stopped by the plastic deformation of the austenitic matrix. The carbon is partially displaced from the ferrite plates into the surrounding austenite, resulting in stabilisation of the austenite and incomplete isothermal transformation to bainite. With the formation of carbides at the α
B/γ boundary, the solubility of carbon in austenite decreases as well as the stability of the austenite, and the transformation into bainite continues. Excessive carbon concentration in ferritic plates results in the formation of orientated, metastable ε–carbides (Fe
2.4C) [
4,
5,
6,
7].
The bainite transformation depends on the initial state of the material, its chemical composition and the heat treatment parameters. When heating the steel in the austenitic region, diffusion processes take place in the material, aiming at homogenisation of the chemical composition, dissolving of carbides and growth of crystal grains. The austenitisation time influences the diffusion paths of the alloying elements and the degree of homogenisation of the material. The analysis of the influence of austenitisation temperatures and times on the martensitic and isothermal bainite transformation of 51CrV4 spring steel was performed. The steel is intended to be used in the martensitic state, where austenitisation takes place between temperatures of 820 and 880 °C, followed by the oil quenching and tempering between 540 and 680 °C. The martensitic transformation takes place below the temperature (M
S) at around 270 °C, however, it was found that the bainitic microstructure has better toughness and resistance to crack propagation while being a cheaper heat treat. During cooling, in the temperature range between 300 and 550 °C, the bainite transformation takes place; above the temperature of 430 °C upper bainite is formed, and below 430 °C, lower bainite is formed [
10,
21,
22]. Lambers et al. [
23] found that partial homogenisation of the material or the presence of undissolved carbides accelerates the nucleation and growth kinetics of bainite. Due to the undissolved carbides, the concentration of carbon and carbide-forming elements in the matrix is lower, and the stability of austenite at transformation temperatures is lower. In a nonhomogeneous matrix, the diffusion paths are shorter, and consequently, the transformation kinetics are more intense. The size of the austenitic grains when the material is fully homogenised, influences nucleation and bainite transformation. Additionally, steels with larger crystal grains have fewer crystal boundaries and thus fewer potential nucleation sites for bainite plates [
24,
25].
In the present work, we analysed the influence of the temperature and time of austenitisation and the size of the crystal grains on the martensitic transformation. Additionally, we analysed the influence of the austenitisation and bainitisation parameters on the bainite phase transformation. The influence of the parameters was evaluated by characterising the microstructures, supported by the hardness of the phases in the samples.
2. Materials and Methods
Samples of 51CrV4 spring steel with the chemical composition given in
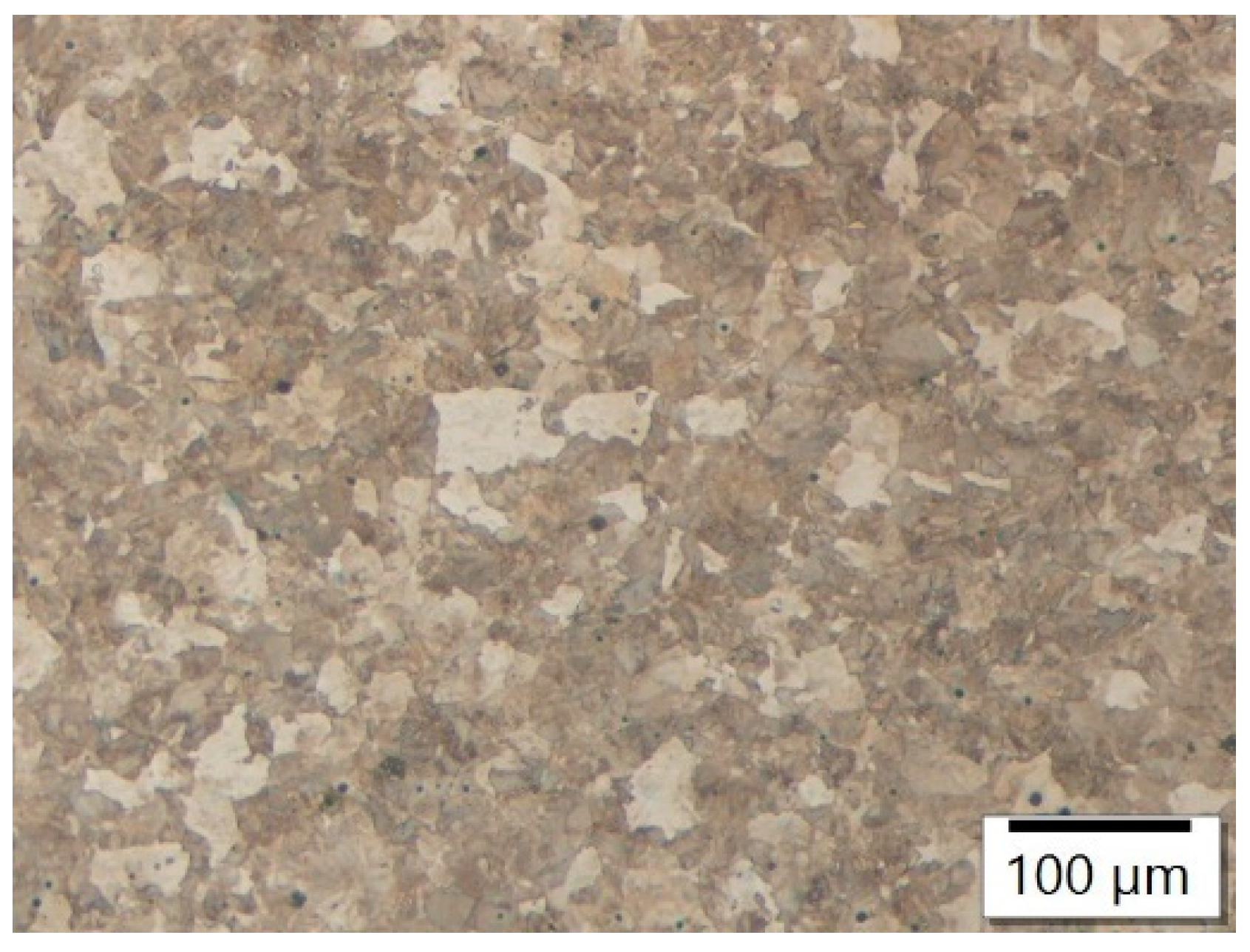
Table 1 were cut from the as-rolled condition piece in the pearlitic–ferritic state;
Figure 1 shows the microstructure of the steel in its initial state. The sulphur and carbon content were determined using a LECO CS-600 combustion mass spectrometer (Leco Corporation, St. Joseph, MI, USA), and the content of other elements was determined by optical emission spectroscopy using ARL 3460 (ThermoFisher Scientific, Waltham, MA, USA).
Cylindrical shape specimens with dimensions Ø4 mm × 10 mm were prepared for dilatometric measurements using a TA DIL805A dilatometer (TA, New Castle, DE, USA). Firstly, the transformation temperatures during heating (A
C1, A
C3) were determined at a different heating rate, 0.05 K/s and 10 K/s, respectively. The influence of austenitisation temperature and time on the size of the austenitic grains and the martensitic transformation was analysed. The samples were heated in a vacuum to 800, 860, 920 and 960 °C at a heating rate of 10 K/s, and kept for 5, 10 and 30 min at the temperature, respectively, followed by rapid cooling in an Ar atmosphere at a cooling rate of 40 K/s (
Figure 2a). The martensite start temperatures (M
S) and the size of the primary austenitic crystal grains were determined, followed by microstructure analysis using an optical light microscope Microphot FXA, Nikon (Nikon, Minato City, Japan) with a 3CCD video camera Hitachi HV-C20A (Hitachi, Ltd., Tokyo, Japan). The onset of martensitic transformation was estimated based on the tangent method. M
S temperature was determined at the point of the first deviation in the curve from the tangent [
26,
27,
28]. The size of the primary austenite crystal grains was determined by the diagonal method [
25], and the average size of two diagonals was measured in each investigated grain. For greater measurement accuracy, the average grain sizes at 10 different locations were measured for each sample. In the second stage, the isothermal bainite transformation of samples was performed, and the heating regimes at austenitisation temperatures and times were the same as in the first stage, followed by cooling (40 K/s) to temperatures of 330 °C (lower bainite), 430 °C (lower and upper bainite) and 520 °C (upper bainite), holding for 2 h for isothermal bainite transformation in the Ar atmosphere (
Figure 2b). The temperatures of the isothermal bainite transformations were determined based on the isothermal transformation diagram for 51CrV4 steel given in
Figure 2c [
22]. After isothermal bainite transformation, the samples were rapidly cooled to room temperature.
The samples from the dilatometric measurements were prepared for metallographic analysis. The specimens were ground, polished and etched with 5 vol. % Nital. Optical microscopy was performed using an optical microscope Microphot FXA, Nikon (Nikon, Minato City, Japan) with a 3CCD video camera Hitachi HV-C20A (Hitachi, Ltd., Tokyo, Japan). Vickers hardness (HV10 and HV0.01) was measured on metallographic specimens using an Instron Tukon 2100B (Wilson Instruments, Norwood, MA, USA), and results in support of metallographic characterisation were considered.
3. Results
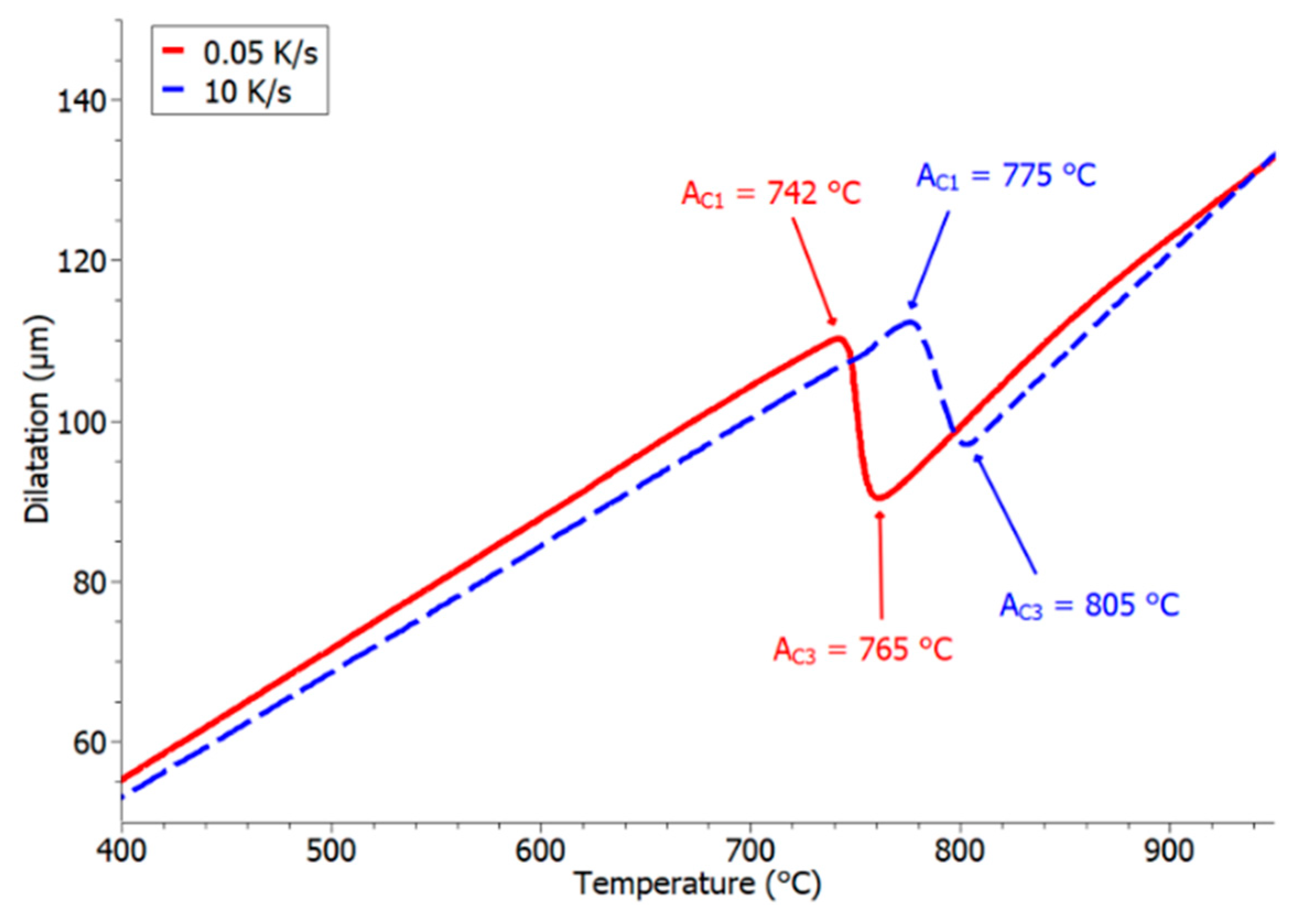
Figure 3 shows dilatation curves for samples heated to 1000 °C in a vacuum at a heating rate of 0.05 K/s and 10 K/s. Transformation temperatures were evaluated using the tangents method. By increasing the heating rate, the transformation temperatures A
C1 and A
C3 increase as well. The transformation into austenite is diffusion-driven and, therefore, relatively slow, so the onset of the transformation is delayed at faster heating [
29]. In the case of lower heating rate, the transformation temperatures A
C1 and A
C3 were 742 °C and 765 °C, while in the case of higher heating rate, the transformation temperatures were 775 °C and 805 °C.
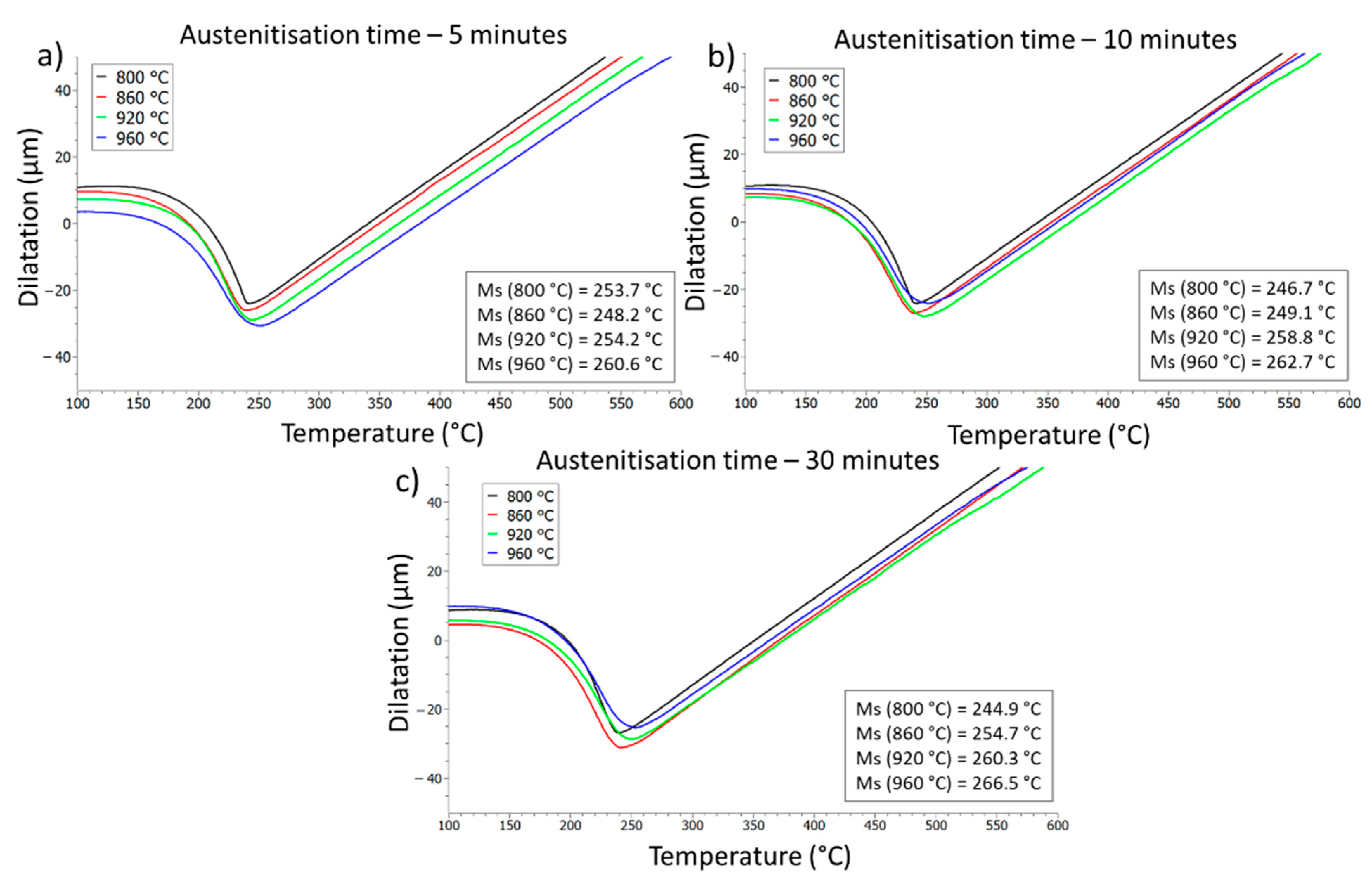
Figure 4a–c show dilatometric cooling curves from different austenitisation temperatures (800, 860, 920 and 960 °C) and at different austenitisation times (5, 10, 30 min). The M
S were estimated from dilatometric curves and plotted in
Table 2, in addition to the hardness and size of the primary austenite grains. At the austenitisation temperature of 800 °C, a partial transformation into austenite took place, which can be deduced from the dilatometric curve of transformation temperatures in
Figure 3. As the austenitisation time increases, M
S decreases due to the dissolution of carbides and other phases. The material inhomogeneities lower the activation energy for martensite transformation, and with increasing austenitisation times, more carbon–chromium and other alloying elements are dissolved in the matrix, which increases the transformation activation energy [
24]. At 860 °C, the homogenisation of the material was more efficient, the transformation took place completely, a larger number of carbides were dissolved, crystal grain growth was not so pronounced, and the M
S temperature in sample 860-5 was lower than in sample 800-5. As the austenitisation temperatures and times increase, austenitic crystal grains grow, and the M
S increases. According to the Hall–Patch model, the strength of a material decreases with increasing crystal grain size, which similarly applies to the shear energy of martensitic transformation [
24].
The hardness of the quenched samples varies between 706 and 734 HV. In samples heated to 800 and 860 °C, a slight trend of increasing hardness with increasing austenitisation time was observed, which can be associated with longer dissolution times of chromium and vanadium carbides and thus increasing the carbon concentration in the austenitic matrix. According to Goulas et al. [
10], vanadium carbides are stable up to 910 °C and chromium carbides slightly lower. In samples heated above 920 °C, the carbides were expected to be completely dissolved in the matrix, and consequently, there was no trend of increasing hardness with increasing austenitisation time. With increasing temperature and time of austenitisation, diffusion processes were more intense and consequently, the size of primary austenitic crystal grains increases [
30].
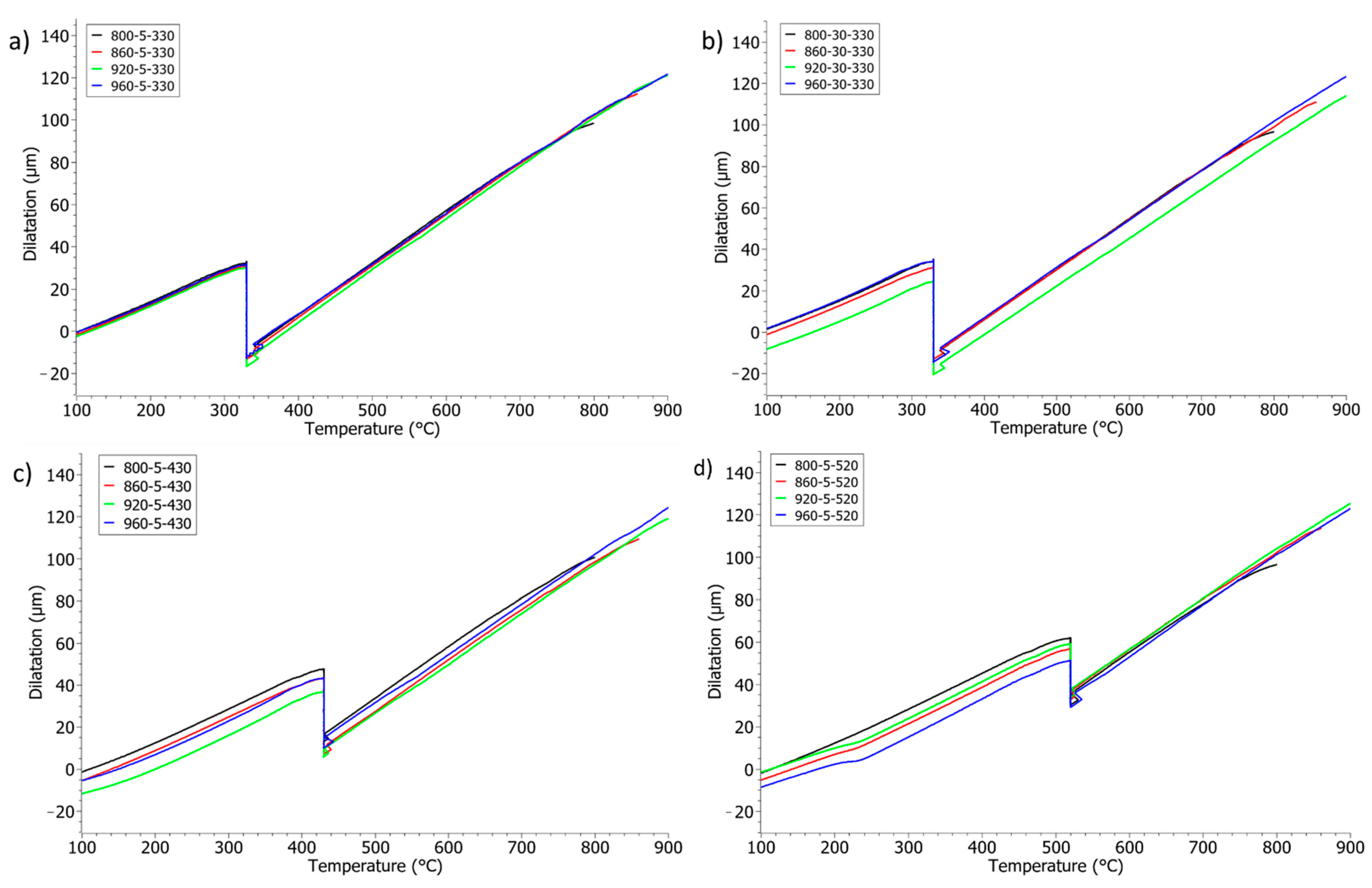
Figure 5a–d show dilatometric cooling curves of isothermal bainite transformation. The samples were heated to 800, 860, 920 and 960 °C and kept at these temperatures for 5 or 30 min, rapidly cooled (40 K/s) in an Ar atmosphere, followed by 2 h of isothermal transformation at 330, 430 and 520 °C.
Figure 5a,c,d show the curves of the samples kept at the austenitisation temperature for 5 min, and
Figure 5b belongs to the samples kept at the austenitisation temperature for 30 min. At a temperature of 520 °C, the isothermal bainite transformation was not complete. The deviation of the cooling curves at temperatures around 240 °C of samples heated to 860, 920 and 960 °C indicates a martensitic transformation. At higher temperatures (520 °C), due to the greater stability of austenite, isothermal bainite transformation was relatively slow. Goulas et al. [
9,
10] stated that at higher temperatures, the migration of alloying atoms (especially chromium atoms) to the boundaries of bainite ferrite and austenitic grains is the cause of limited bainite growth. At temperatures of 430 and 330 °C during quenching, there were no noticeable deviations in the curves, which would indicate martensitic transformation. We could conclude that the transformation in the bainite stage was complete, or the stability of the untransformed austenitic grains was high. The stepwise shape of the curve that occurs in all samples before the isothermal transformation was due to the rapid transition between the quenching stage and the isothermal stage, a similar anomaly was encountered by Goulas et al. [
9,
10].
Figure 6 shows a diagram of the absolute dilatation as a function of the holding time at the selected transformation temperature. The diagrams in
Figure 5a–d show that at isothermal annealing at 330 °C and 430 °C, the transformation to bainite was complete. The isothermal annealing at 520 °C resulted in unfinished bainite transformation, except at the 800 °C austenitisation temperature. The transformation was the fastest at 430 °C, the temperature is near the peak of the transformation curve for the investigated steel (
Figure 2c), which means that the nucleation rate and the growth rate of the bainite were the fastest. At a temperature of 330 °C, lower bainite formed, the stability of austenite was low, diffusion was limited, and consequently, the transformation into bainite was slightly slower than in the case of transformation at 430 °C. Despite long holding times at 520 °C, bainite transformation was not complete, and according to Goulas et al. [
9,
10], bainite growth was inhibited by diffusion of alloying elements to the austenite/bainite phase boundaries. The isothermal transformation at 430 °C was completed after 400 s of holding at temperature, at 330 °C after 700 s, and in the case of the transformation at 520 °C, the bainite transformation took place over the whole holding interval. The austenitisation temperature or the size of austenitic crystal grains did not have a significant effect on the kinetics of bainite transformation.
Figure 7,
Figure 8,
Figure 9 and
Figure 10 show the microstructures of the samples after bainite transformation; hardness HV10 is written on the upper edge of the figures. Hardness HV0.01 is written below the individual phases, values were slightly higher compared to hardness at a higher load (HV10), which is consistent with practical data, where apparent microhardness increases with decreasing applied test load [
31]. Additionally, characterised phases and hardness (HV10) of samples after bainite transformation were collected in
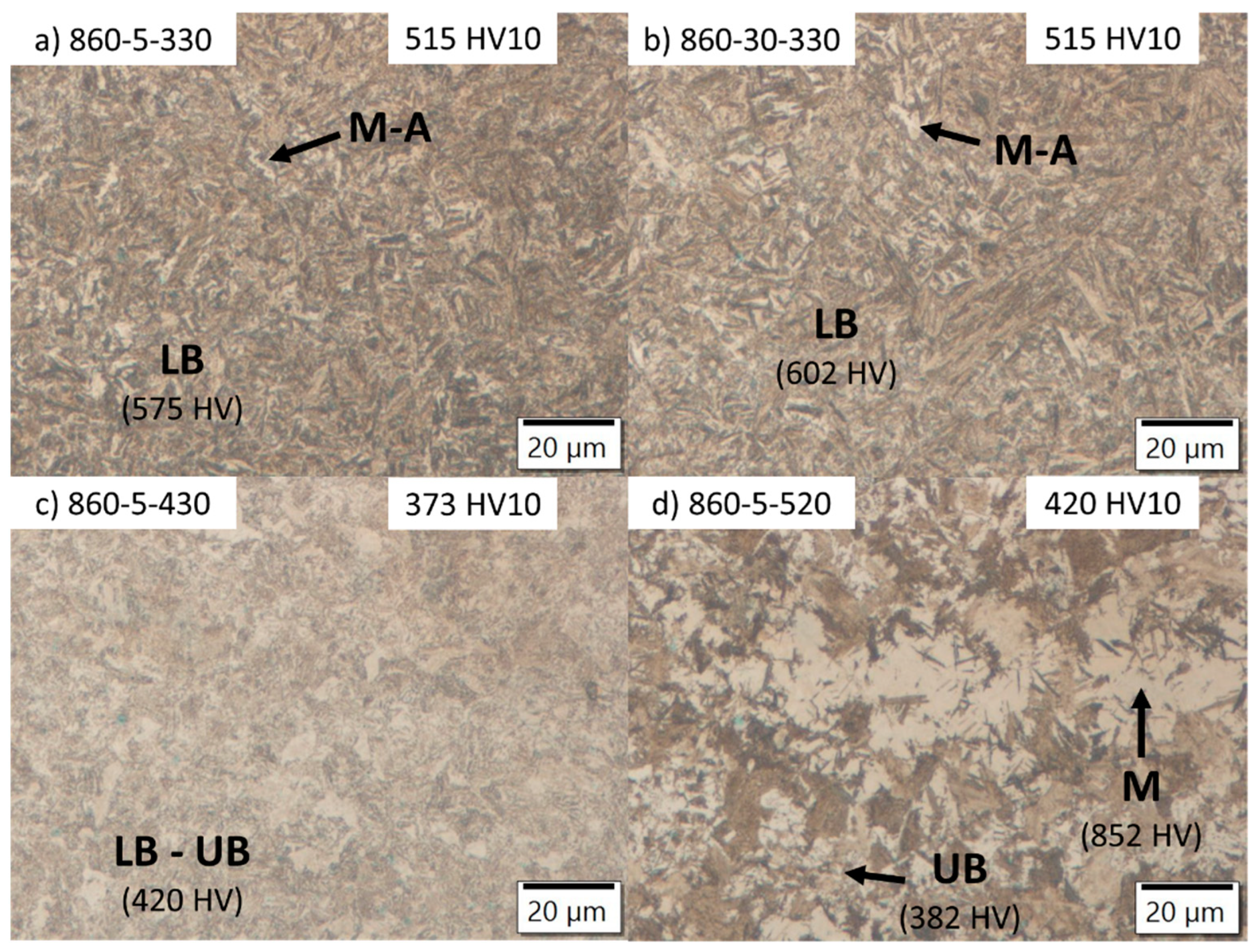
Table 3. At a transformation temperature of 330 °C, the transformation into lower bainite took place in all samples, and the size of the crystal grains increased with increasing austenitisation temperature. The hardness of the samples reached average values between 510 and 515 HV. Lower bainite (LB), martensite and untransformed austenite (M-A) were characterised in the samples.
In all samples, the banded structure appeared, which is related to segregations of alloying elements and subsequent hot rolling and cooling rate after deformation. In the positively segregated areas, the concentration of alloying elements was higher, and microhardness exceeded the values of 700 HV as martensite was formed. Retained austenite was present in a trace between crystal grains which was a consequence of the carbon diffusion and other alloying elements to the phase boundary and the associated stabilization of the microstructure.
During the isothermal holding temperature of 430 °C, a combination of upper (UB) and lower (LB) bainite was found in the microstructure. Due to the presence of the upper bainite, the hardness of the samples was slightly lower compared to the samples held at 330 °C, reaching values between 362 and 388 HV. At the bainite transformation temperature of 520 °C, the upper bainite was predominant in the microstructure. Due to incomplete bainite transformation in samples 860-, 920- and 960-5-520, a higher proportion of martensite (M) was present, which has already been presented with dilatometric curves and was confirmed by higher hardness values. Along the segregation areas, however, lower bainite forms. Allotriomorphic ferrite (AF) was formed along the boundaries of some primary austenitic grains. Primary TiN were also observed in the material. These sharp-edged non-metallic inclusions (nitrides) can negatively affect the mechanical properties of the steel [
32].














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}