
Improving Mechanical and Corrosion Behavior of 5052 Aluminum Alloy Processed by Cyclic Extrusion Compression

 , , ,
, , ,  and
and 
Abstract
:1. Introduction
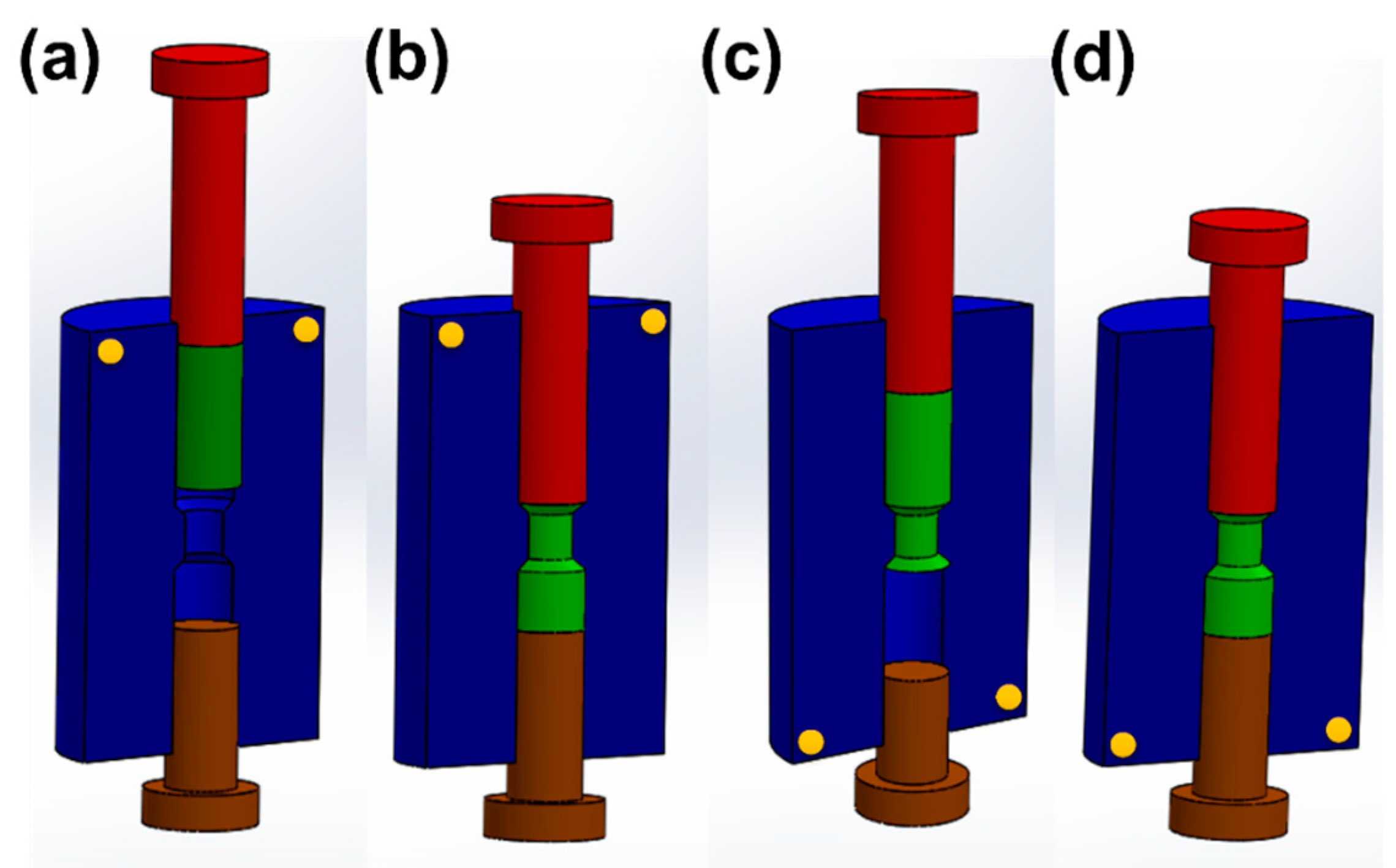
2. Materials and Methods
3. Results and Discussion
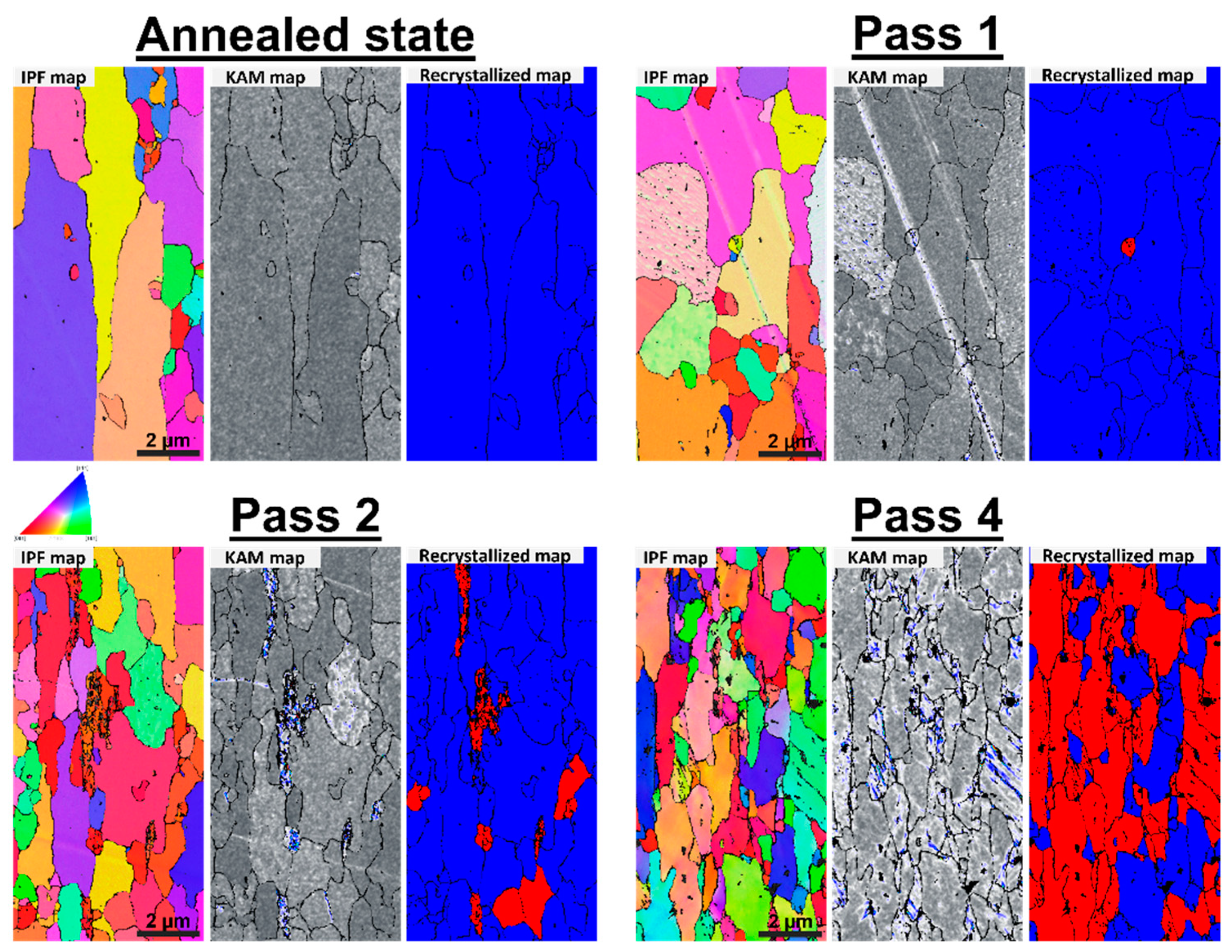
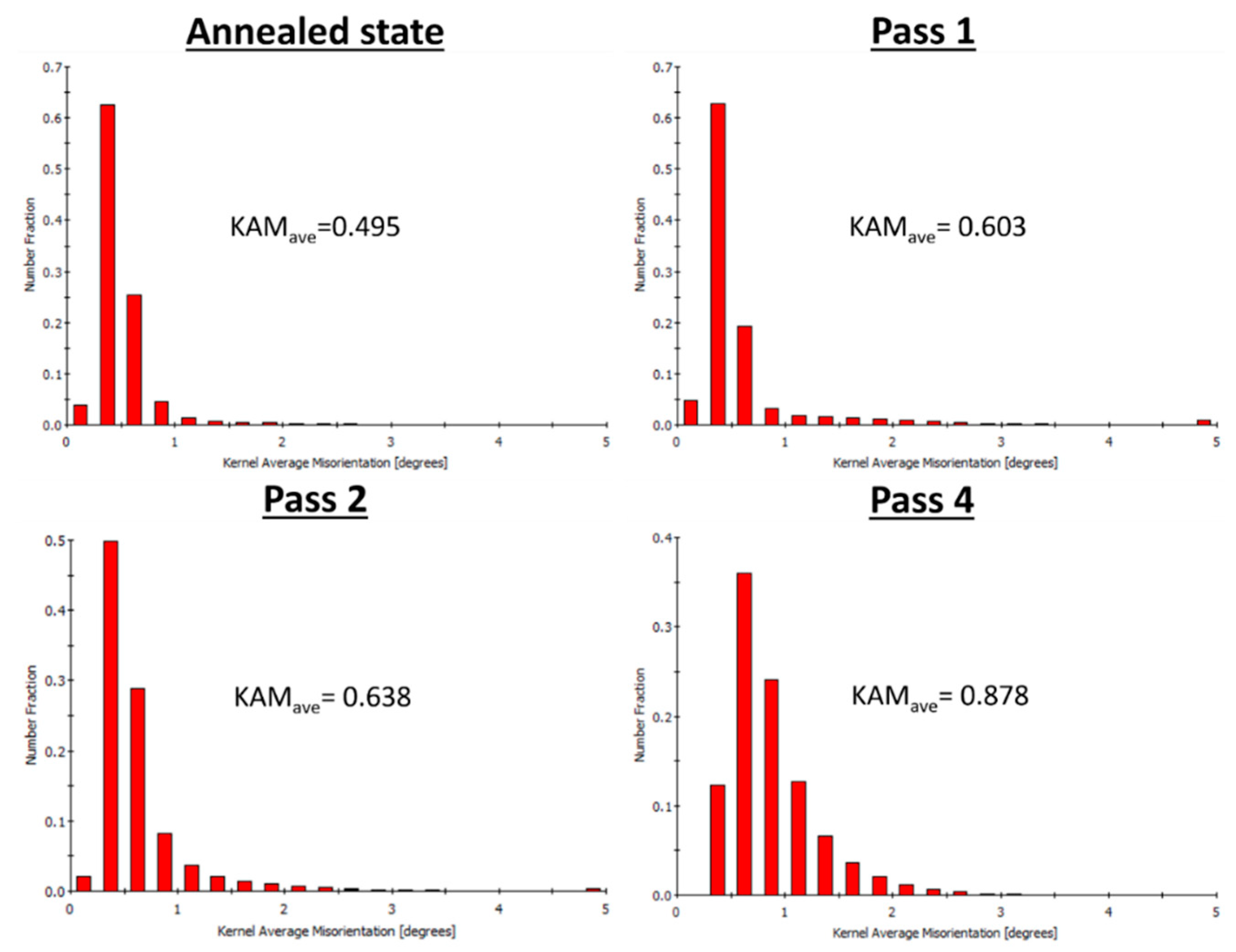
3.1. Microstructure Evolution
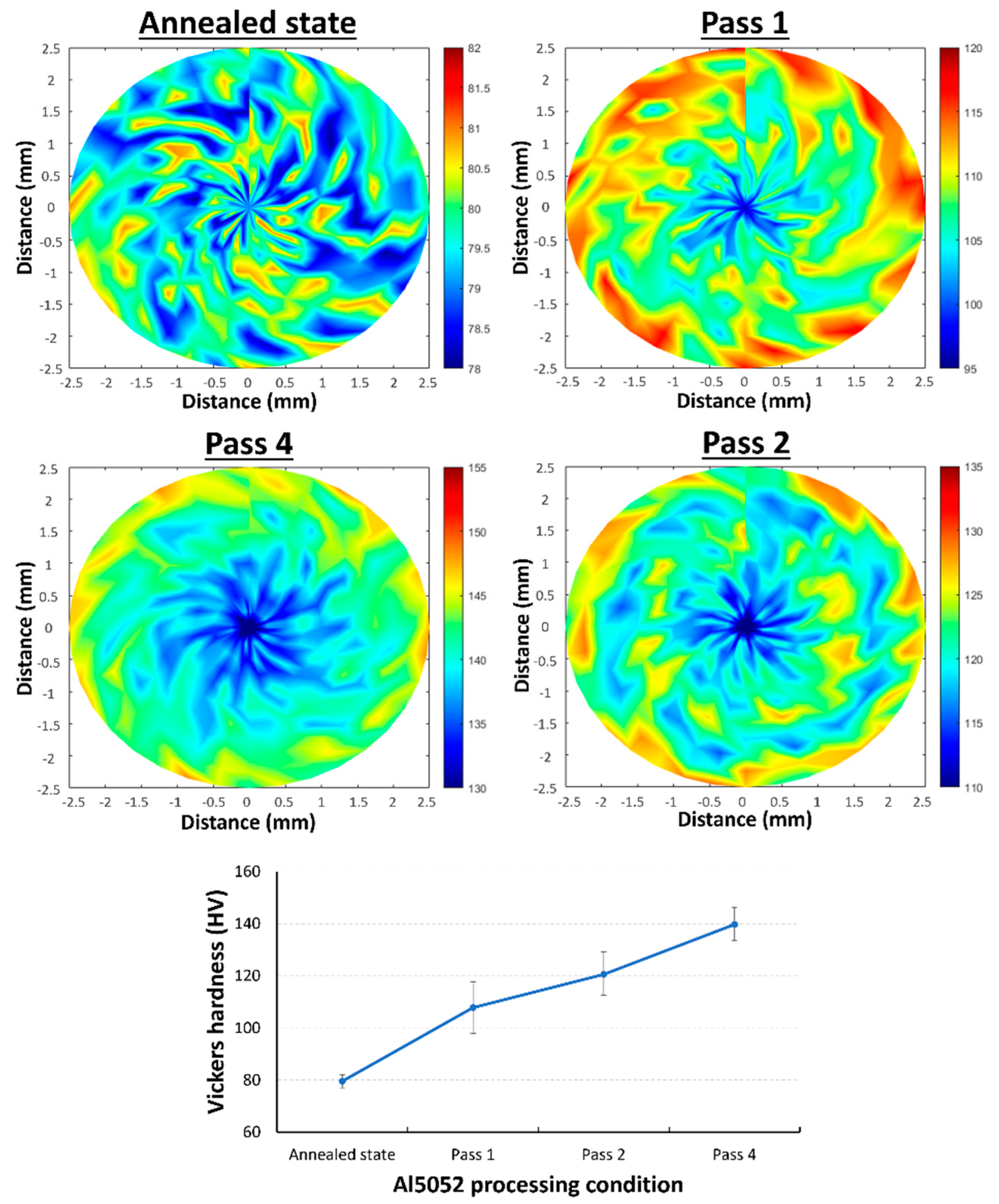
3.2. Hardness Behavior
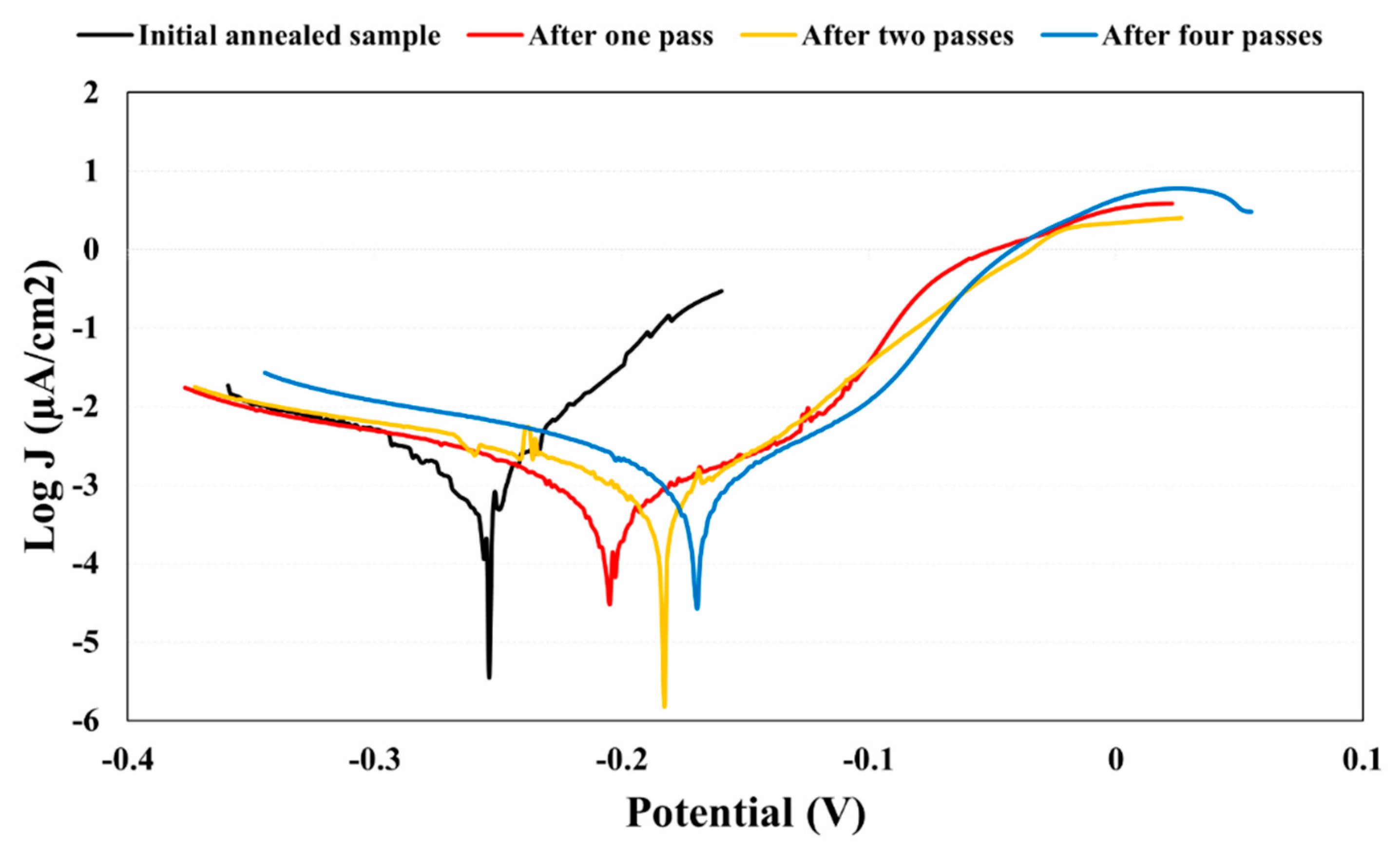
3.3. Corrosion Resistance
4. Conclusions
- The extreme grain refinement was attained by CEC processing, which transforms the initial annealed and coarse-grained Al5052 sample with a mean grain size of ~23 μm into a UFG structure with an average grain size of ~0.8 μm after four passes of CEC;
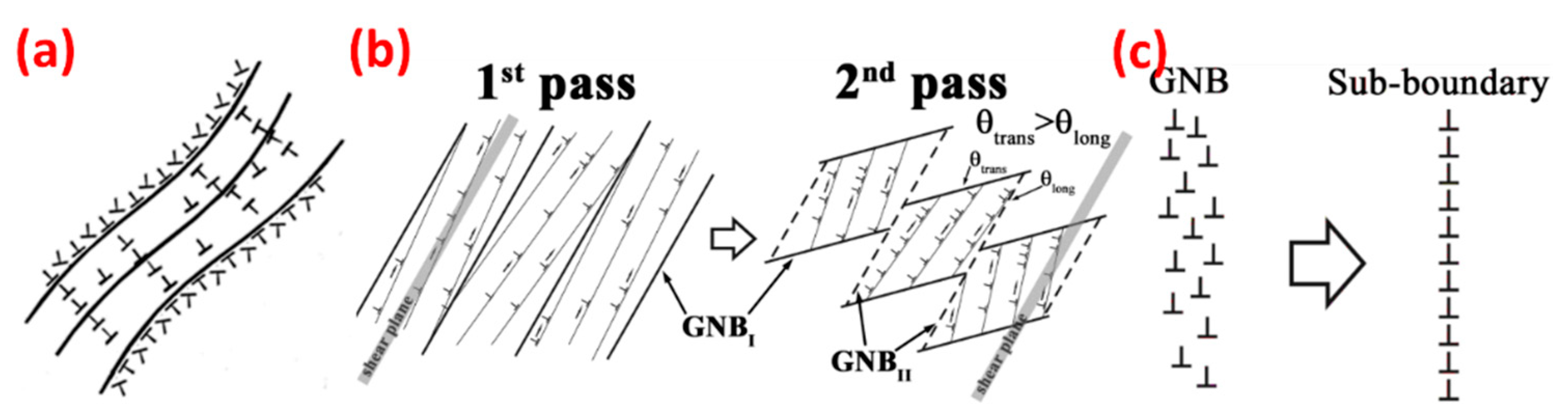
- The occurrence of continuous dynamic recrystallization was the main reason for microstructural refinement leading to the increment of HAGBs during CEC processing. Another effective mechanism in the microstructural evolution of Al5052 alloy was geometric dynamic recrystallization;
- It was seen that the CEC technique led to an increment of hardness value and its homogeneity since the final pass CEC-processed alloy had the highest hardness value of 139.7 HV with the suitable dispersion uniformity (SD of 3.738);
- The CEC processing led to the improvement in corrosion resistance up to 45.5%, and the addition of pass number reduced the corrosion current density and the corrosion rate. The corrosion rate of the sample in the initial annealing state and after the first, second, and fourth passes were respectively equal to 1.489, 1.111, 1.055, and 1.023 mpy. In addition, the more negative corrosion potential of the annealed samples compared to CEC-processed samples indicated the improvement in corrosion resistance by CEC application and the addition of pass numbers;
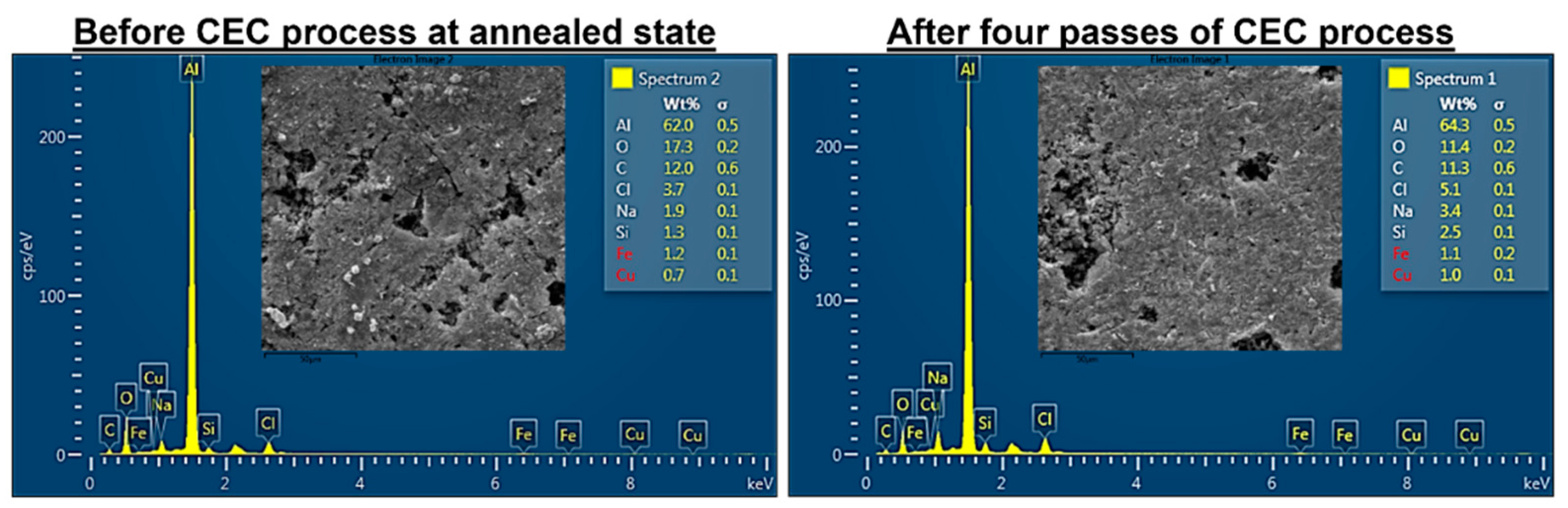
- The improvement in corrosion resistance by CEC processing was related to the production of the protective oxide layer, which is more prone to produce on a higher fraction of grain boundaries and higher residual stresses of CEC-processed samples;
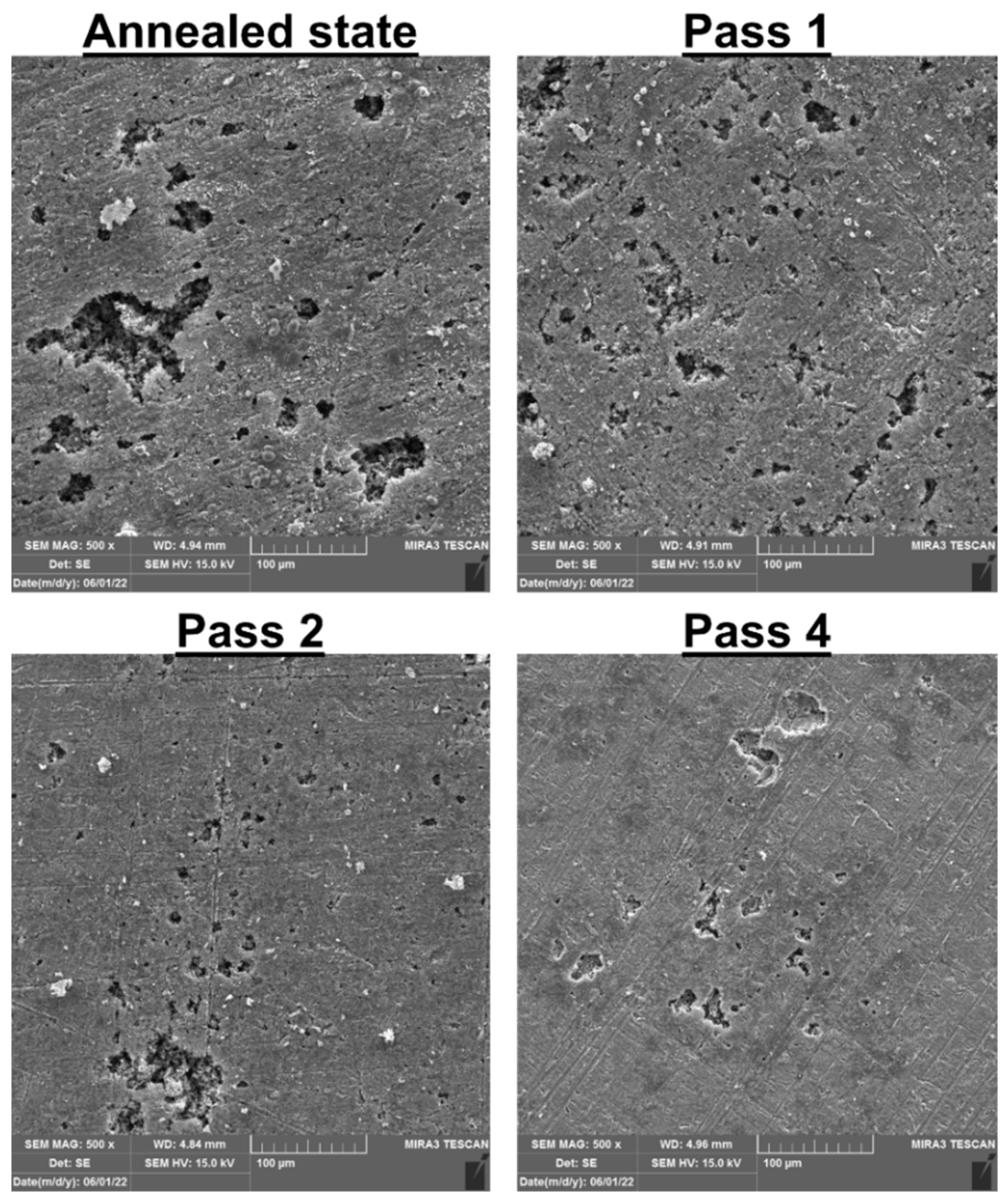
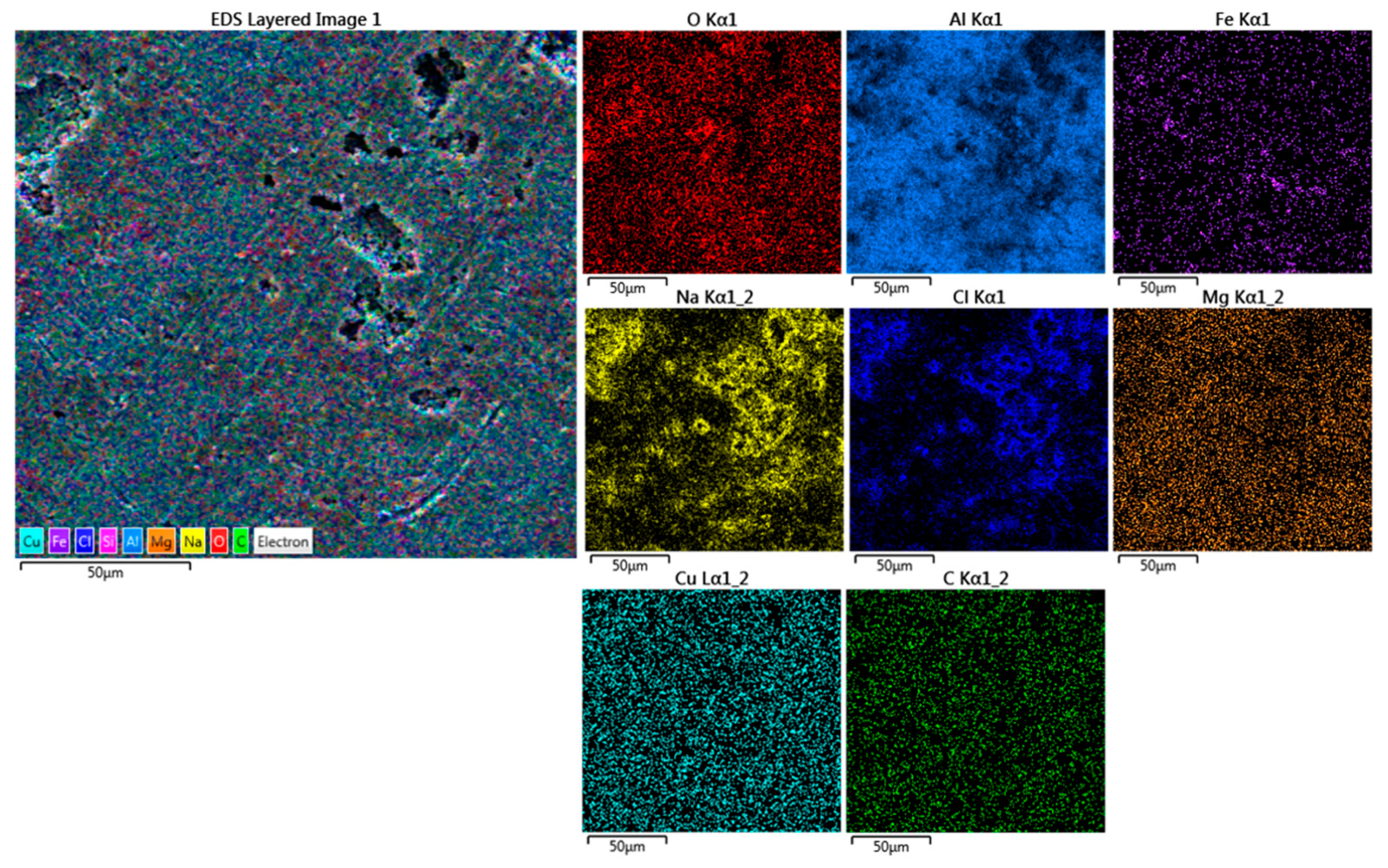
- The corroded surface of all the samples showed the formation of many pits, which is more large-sized and deeper in the initial state, and, subsequently, the number of these pits, size, and depth were reduced by CEC application. The pitting formation was related to the presence of chlorine ions and increment of potential, which attacks the protective oxide layer.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Staley, J.T.; Lege, D.J. Advances in Aluminium Alloy Products for Structural Applications in Transportation. Le J. Phys. IV 1993, 03, C7-170–C7-179. [Google Scholar] [CrossRef]
- Cole, G.S.; Sherman, A.M. Light Weight Materials for Automotive Applications. Mater. Charact. 1995, 35, 3–9. [Google Scholar] [CrossRef]
- Starke, E.A.; Staley, J.T. Application of Modern Aluminium Alloys to Aircraft. Prog. Aerosp. Sci. 1996, 32, 131–172. [Google Scholar]
- Omidi Bidgoli, M.; Reza Kashyzadeh, K.; Rahimian Koloor, S.S.; Petru, M. Estimation of Critical Dimensions for the Crack and Pitting Corrosion Defects in the Oil Storage Tank Using Finite Element Method and Taguchi Approach. Metals 2020, 10, 1372. [Google Scholar] [CrossRef]
- Swamy, P.K.; Mylaraiah, S.; Gowdru Chandrashekarappa, M.P.; Lakshmikanthan, A.; Pimenov, D.Y.; Giasin, K.; Krishna, M. Corrosion Behaviour of High-Strength Al 7005 Alloy and Its Composites Reinforced with Industrial Waste-Based Fly Ash and Glass Fibre: Comparison of Stir Cast and Extrusion Conditions. Materials 2021, 14, 3929. [Google Scholar] [CrossRef] [PubMed]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; De Smet, P.; Haszler, A.; Vieregge, A. Recent Development in Aluminium Alloys for the Automotive Industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Attarilar, S.; Ebrahimi, M.; Hsieh, T.-H.; Uan, J.-Y.; Göde, C. An Insight into the Vibration-Assisted Rolling of AA5052 Aluminum Alloy: Tensile Strength, Deformation Microstructure, and Texture Evolution. Mater. Sci. Eng. A 2021, 803. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Par, M.A. Twenty-Year Uninterrupted Endeavor of Friction Stir Processing by Focusing on Copper and Its Alloys. J. Alloys Compd. 2019, 781, 1074–1090. [Google Scholar] [CrossRef]
- Vinogradov, A.; Estrin, Y. Analytical and Numerical Approaches to Modelling Severe Plastic Deformation. Prog. Mater. Sci. 2018, 95, 172–242. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Djavanroodi, F. Experimental and Numerical Analyses of Pure Copper during ECFE Process as a Novel Severe Plastic Deformation Method. Prog. Nat. Sci. Mater. Int. 2014, 24, 68–74. [Google Scholar] [CrossRef] [Green Version]
- Bagherpour, E.; Pardis, N.; Reihanian, M.; Ebrahimi, R. An Overview on Severe Plastic Deformation: Research Status, Techniques Classification, Microstructure Evolution, and Applications. Int. J. Adv. Manuf. Technol. 2019, 100, 1647–1694. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.H.; Hwang, S.K.; Im, Y.-T.; Son, I.-H.; Bae, C.M. High-Strength Bolt-Forming of Fine-Grained Aluminum Alloy 6061 with a Continuous Hybrid Process. Mater. Sci. Eng. A 2012, 552, 316–322. [Google Scholar] [CrossRef]
- Sasaki, T.T.; Morris, R.A.; Thompson, G.B.; Syarif, Y.; Fox, D. Formation of Ultra-Fine Copper Grains in Copper-Clad Aluminum Wire. Scr. Mater. 2010, 63, 488–491. [Google Scholar] [CrossRef]
- Djavanroodi, F.; Sedighi, M.; Hashemi, P.; Ebrahimi, M. Equal Channel Angular Pressing of Copper Wire. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228. [Google Scholar] [CrossRef]
- Djavanroodi, F.; Zolfaghari, A.A.; Ebrahimi, M.; Nikbin, K.M. Equal Channel Angular Pressing of Tubular Samples. Acta Metall. Sin. 2013, 26, 574–580. [Google Scholar] [CrossRef] [Green Version]
- Ebrahimi, M.; Attarilar, S.; Gode, C.; Djavanroodi, F. Damage Prediction of 7025 Aluminum Alloy during Equal-Channel Angular Pressing. Int. J. Miner. Metall. Mater. 2014, 21. [Google Scholar] [CrossRef]
- Aal, M.I.A.E.; Kim, H.S. Wear Properties of High Pressure Torsion Processed Ultrafine Grained Al–7%Si Alloy. Mater. Des. 2014, 53, 373–382. [Google Scholar] [CrossRef]
- Ansarian, I.; Shaeri, M.H.; Ebrahimi, M.; Minárik, P.; Bartha, K. Microstructure Evolution and Mechanical Behaviour of Severely Deformed Pure Titanium through Multi Directional Forging. J. Alloys Compd. 2019, 776. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Gholipour, H.; Djavanroodi, F. A Study on the Capability of Equal Channel Forward Extrusion Process. Mater. Sci. Eng. A 2015, 650, 1–7. [Google Scholar] [CrossRef]
- Wang, Y.; Fu, R.; Jing, L.; Li, Y.; Sang, D. Grain Refinement and Nanostructure Formation in Pure Copper during Cryogenic Friction Stir Processing. Mater. Sci. Eng. A 2017, 703, 470–476. [Google Scholar] [CrossRef]
- Fan, R.-J.; Attarilar, S.; Shamsborhan, M.; Ebrahimi, M.; Göde, C.; Özkavak, H.V. Enhancing Mechanical Properties and Corrosion Performance of AA6063 Aluminum Alloys through Constrained Groove Pressing Technique. Trans. Nonferrous Met. Soc. China 2020, 30, 1790–1802. [Google Scholar] [CrossRef]
- Naeini, M.F.; Shariat, M.H.; Eizadjou, M. On the Chloride-Induced Pitting of Ultra Fine Grains 5052 Aluminum Alloy Produced by Accumulative Roll Bonding Process. J. Alloys Compd. 2011, 509, 4696–4700. [Google Scholar] [CrossRef]
- Ebrahimi, M. Fatigue Behaviors of Materials Processed by Planar Twist Extrusion. Metall. Mater. Trans. A 2017, 48, 6126–6134. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Shamsborhan, M. Monotonic and Dynamic Mechanical Properties of PTCAE Aluminum. J. Alloys Compd. 2017, 705, 28–37. [Google Scholar] [CrossRef]
- Wang, L.P.; Chen, T.; Jiang, W.Y.; Feng, Y.C.; Cao, G.J.; Zhu, Y. Microstructure and Mechanical Properties of AM60B Magnesium Alloy Prepared by Cyclic Extrusion Compression. Trans. Nonferrous Met. Soc. China 2013, 23, 3200–3205. [Google Scholar] [CrossRef]
- Richert, M. The Effect of Unlimited Cumulation of Large Plastic Strains on the Structure-Softening Processes of 99.999 Al. Mater. Sci. Eng. A 1990, 129, 1–10. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Q.; Liao, W.; Guo, W.; Li, W.; Jiang, H.; Ding, W. Microstructure and Mechanical Properties of the Carbon Nanotubes Reinforced AZ91D Magnesium Matrix Composites Processed by Cyclic Extrusion and Compression. Mater. Sci. Eng. A 2017, 689, 427–434. [Google Scholar] [CrossRef]
- Chen, Y.J.; Wang, Q.D.; Lin, J.B.; Liu, M.P.; Hjelen, J.; Roven, H.J. Grain Refinement of Magnesium Alloys Processed by Severe Plastic Deformation. Trans. Nonferrous Met. Soc. China 2014, 24, 3747–3754. [Google Scholar] [CrossRef]
- Sułkowski, B.; Janoska, M.; Boczkal, G.; Chulist, R.; Mroczkowski, M.; Pałka, P. The Effect of Severe Plastic Deformation on the Mg Properties after CEC Deformation. J. Magnes. Alloy. 2020, 8, 761–768. [Google Scholar] [CrossRef]
- Segal, V.M. Deformation Mode and Plastic Flow in Ultra Fine Grained Metals. Mater. Sci. Eng. A 2005, 406, 205–216. [Google Scholar] [CrossRef]
- Kaibyshev, R.; Malopheyev, S. Mechanisms of Dynamic Recrystallization in Aluminum Alloys. Mater. Sci. Forum 2014, 794–796, 784–789. [Google Scholar] [CrossRef]
- McQueen, H.J. Distinguishing Dynamic Recrystallization (DRX) in Aluminum and Single-Phase Alloys. ICAA13 Pittsburgh. 2012, pp. 951–956. Available online: https://link.springer.com/chapter/10.1007/978-3-319-48761-8_143 (accessed on 30 May 2022).
- Ajaoa, O.J.; Owolabib, G.M.; Whitworthc, H.A.; Scott-Emuakpor, O. Dynamic Impact Response of Ultrafine Grained AA5052 Aluminum Alloy Processed Via Multiaxial Forging at Cryogenic Temperature. Turkish J. Comput. Math. Educ. 2021, 12, 5082–5094. [Google Scholar] [CrossRef]
- Ko, Y.G.; Hamad, K. Microstructure Stability and Mechanical Properties of Ultrafine Grained 5052 Al Alloy Fabricated by Differential Speed Rolling. Mater. Sci. Eng. A 2018, 733, 24–27. [Google Scholar] [CrossRef]
- Mohebbi, M.S.; Akbarzadeh, A. Constitutive Equation and FEM Analysis of Incremental Cryo-Rolling of UFG AA 1050 and AA 5052. J. Mater. Process. Technol. 2018, 255, 35–46. [Google Scholar] [CrossRef]
- Dai, K.; Villegas, J.; Stone, Z.; Shaw, L. Finite Element Modeling of the Surface Roughness of 5052 Al Alloy Subjected to a Surface Severe Plastic Deformation Process. Acta Mater. 2004, 52, 5771–5782. [Google Scholar] [CrossRef]
- Dai, K.; Villegas, J.; Shaw, L. An Analytical Model of the Surface Roughness of an Aluminum Alloy Treated with a Surface Nanocrystallization and Hardening Process. Scr. Mater. 2005, 52, 259–263. [Google Scholar] [CrossRef]
- Yagami, T.; Manabe, K.; Miyamoto, T. Ductile Fracture Behavior of 5052 Aluminum Alloy Sheet under Cyclic Plastic Deformation at Room Temperature. J. Mater. Process. Technol. 2009, 209, 1042–1047. [Google Scholar] [CrossRef]
- Ui, G.G.; Sang, H.L.; Won, J.N. The Evolution of Microstructure and Mechanical Properties of a 5052 Aluminium Alloy by the Application of Cryogenic Rolling and Warm Rolling. Mater. Trans. 2009, 50, 82–86. [Google Scholar] [CrossRef] [Green Version]
- Entezami, S.S.; Honarpisheh, M. A Study on the Hardness of 7075 and 5052 Aluminum Alloys in the Equal Channel Angular Rolling Process. Bull. la Société R. des Sci. Liège 2016, 85, 879–889. [Google Scholar] [CrossRef]
- Song, P.; Li, W.B.; Wang, X.M. A Study on Dynamic Plastic Deformation Behavior of 5052 Aluminum Alloy. Key Eng. Mater. 2019, 812 KEM, 45–52. [Google Scholar] [CrossRef]
- El-Garhy, G.; El Mahallawy, N.; Shoukry, M.K. Effect of Grain Refining by Cyclic Extrusion Compression (CEC) of Al-6061 and Al-6061/SiC on Wear Behavior. J. Mater. Res. Technol. 2021, 12, 1886–1897. [Google Scholar] [CrossRef]
- Fundenberger, J.-J.; Beausir, B. Analysis Tools For Electron And X-Ray Diffraction. Available online: http://www.atex-software.eu/ (accessed on 30 May 2022).
- Frint, P.; Härtel, M.; Selbmann, R.; Dietrich, D.; Bergmann, M.; Lampke, T.; Landgrebe, D.; Wagner, M. Microstructural Evolution during Severe Plastic Deformation by Gradation Extrusion. Metals 2018, 8, 96. [Google Scholar] [CrossRef] [Green Version]
- Shaeri, M.H.; Shaeri, M.; Ebrahimi, M.; Salehi, M.T.; Seyyedein, S.H. Effect of ECAP Temperature on Microstructure and Mechanical Properties of Al-Zn-Mg-Cu Alloy. Prog. Nat. Sci. Mater. Int. 2016, 26. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Miura, H.; Sakai, T. Continuous Dynamic Recrystallization in a Superplastic 7075 Aluminum Alloy. Mater. Trans. 2002, 43, 2400–2407. [Google Scholar] [CrossRef] [Green Version]
- Cao, J.; Sun, Z.; Wu, H.; Yin, Z.; Huang, L. Continuous Dynamic Recrystallization Prediction in Multi-Direction Loading Forming of 7075 Aluminum Alloy Tee Valve. IOP Conf. Ser. Mater. Sci. Eng. 2018, 439, 022015. [Google Scholar] [CrossRef]
- Mogucheva, A.; Babich, E.; Ovsyannikov, B.; Kaibyshev, R. Microstructural Evolution in a 5024 Aluminum Alloy Processed by ECAP with and without Back Pressure. Mater. Sci. Eng. A 2013, 560, 178–192. [Google Scholar] [CrossRef]
- Lv, J.; Zheng, J.H.; Yardley, V.A.; Shi, Z.; Lin, J. A Review of Microstructural Evolution and Modelling of Aluminium Alloys under Hot Forming Conditions. Metals 2020, 10, 1516. [Google Scholar] [CrossRef]
- Wang, Y.; Jin, J.; Zhang, M.; Liu, F.; Wang, X.; Gong, P.; Tang, X. Influence of Plastic Deformation on the Corrosion Behavior of CrCoFeMnNi High Entropy Alloy. J. Alloys Compd. 2022, 891, 161822. [Google Scholar] [CrossRef]
- Abu Seman, A.; Chan, J.K.; Norazman, M.A.; Hussain, Z.; Brij, D.; Ismail, A. Corrosion Behavior of Heat-Treated and Cryorolled Al 5052 Alloys in Different Chloride Ion Concentrations. Anti-Corrosion Methods Mater. 2020, 67, 7–15. [Google Scholar] [CrossRef]
- Miyamoto, H. Corrosion of Ultrafine Grained Materials by Severe Plastic Deformation, an Overview. Mater. Trans. 2016, 57, 559–572. [Google Scholar] [CrossRef] [Green Version]
- Akiyama, E.; Zhang, Z.; Watanabe, Y.; Tsuzaki, K. Effects of Severe Plastic Deformation on the Corrosion Behavior of Aluminum Alloys. J. Solid State Electrochem. 2009, 13, 277–282. [Google Scholar] [CrossRef]
- Gode, C.; Attarilar, S.; Eghbali, B.; Ebrahimi, M. Electrochemical Behavior of Equal Channel Angular Pressed Titanium for Biomedical Application. AIP Conf. Proc. 2015, 1653, 020041. [Google Scholar]
- Wei, W.; Wei, K.X.; Du, Q.B. Corrosion and Tensile Behaviors of Ultra-Fine Grained Al–Mn Alloy Produced by Accumulative Roll Bonding. Mater. Sci. Eng. A 2007, 454–455, 536–541. [Google Scholar] [CrossRef]
- Shakoori Oskooie, M.; Asgharzadeh, H.; Sadighikia, S.; Salehi, M. Significant Corrosion Resistance in an Ultrafine-Grained Al6063 Alloy with a Bimodal Grain-Size Distribution through a Self-Anodic Protection Mechanism. Metals 2016, 6, 307. [Google Scholar] [CrossRef] [Green Version]
- Balyanov, A.; Kutnyakova, J.; Amirkhanova, N.A.; Stolyarov, V.V.; Valiev, R.Z.; Liao, X.Z.; Zhao, Y.H.; Jiang, Y.B.; Xu, H.F.; Lowe, T.C.; et al. Corrosion Resistance of Ultra Fine-Grained Ti. Scr. Mater. 2004, 51, 225–229. [Google Scholar] [CrossRef]
- Alfantazi, A.M.; Ahmed, T.M.; Tromans, D. Corrosion Behavior of Copper Alloys in Chloride Media. Mater. Des. 2009, 30, 2425–2430. [Google Scholar] [CrossRef]
- Nickel, D.; Dietrich, D.; Mehner, T.; Frint, P.; Spieler, D.; Lampke, T. Effect of Strain Localization on Pitting Corrosion of an AlMgSi0.5 Alloy. Metals 2015, 5, 172–191. [Google Scholar] [CrossRef] [Green Version]
- Desouky, H.E.; Aboeldahab, H.A. Effect of Chloride Concentration on the Corrosion Rate of Maraging Steel. Open J. Phys. Chem. 2014, 04, 147–165. [Google Scholar] [CrossRef] [Green Version]
- Rhouma, A.B.; Braham, C.; Fitzpatrick, M.E.; Leidion, J.; Sidhom, H. Effects of Surface Preparation on Pitting Resistance, Residual Stress, and Stress Corrosion Cracking in Austenitic Stainless Steels. J. Mater. Eng. Perform. 2001, 10, 507–514. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N. Effect of Grain Size on Corrosion: A Review. Corrosion 2010, 66, 075005. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mg | Fe | Cr | Si | Cu | Zn | Mn | Al |
|---|---|---|---|---|---|---|---|---|
| Composition | 2.73 | 0.42 | 0.27 | 0.24 | 0.14 | 0.14 | 0.12 | Balance |
| Material State | Parameters | Grain Boundary Type | |
|---|---|---|---|
| LAGBs (2°–15°) | HAGBs (>15°) | ||
| Annealed state | Fraction (%) | 10.7 | 89.3 |
| Boundary length in 100 µm2 | 5.6 | 53.2 | |
| The first pass | Fraction (%) | 41.3 | 58.7 |
| Boundary length in 100 µm2 | 99.6 | 208.9 | |
| The second pass | Fraction (%) | 32.8 | 67.2 |
| Boundary length in 100 µm2 | 73.2 | 283.4 | |
| The fourth pass | Fraction (%) | 23.4 | 76.6 |
| Boundary length in 100 µm2 | 65.7 | 375.4 | |
| Sample State | Ecorr (mV) | icorr (µA/cm2) | Ba (R-Squared Value) | Bc (R-Squared Value) | Corrosion Rate (mpy) |
|---|---|---|---|---|---|
| Annealed state | −253.1 | 4.31 | 28.241 (R2 = 0.983) | 12.461 (R2 = 0.896) | 1.489 |
| After the first pass | −204.7 | 3.21 | 20.966 (R2 = 0.963) | 7.6252 (R2 = 0.953) | 1.111 |
| After the second pass | −182.8 | 3.05 | 19.690 (R2 = 0.971) | 6.7071 (R2 = 0.943) | 1.055 |
| After the fourth pass | −169.4 | 2.96 | 21.050 (R2 = 0.951) | 7.5487 (R2 = 0.950) | 1.023 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, J.; Djavanroodi, F.; Shamsborhan, M.; Attarilar, S.; Ebrahimi, M. Improving Mechanical and Corrosion Behavior of 5052 Aluminum Alloy Processed by Cyclic Extrusion Compression. Metals 2022, 12, 1288. https://doi.org/10.3390/met12081288
Wu J, Djavanroodi F, Shamsborhan M, Attarilar S, Ebrahimi M. Improving Mechanical and Corrosion Behavior of 5052 Aluminum Alloy Processed by Cyclic Extrusion Compression. Metals. 2022; 12(8):1288. https://doi.org/10.3390/met12081288
Chicago/Turabian StyleWu, Jianxin, Faramarz Djavanroodi, Mahmoud Shamsborhan, Shokouh Attarilar, and Mahmoud Ebrahimi. 2022. "Improving Mechanical and Corrosion Behavior of 5052 Aluminum Alloy Processed by Cyclic Extrusion Compression" Metals 12, no. 8: 1288. https://doi.org/10.3390/met12081288