
In-Production Rheometry of Semi-Solid Metal Slurries

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Slurry Making
2.2. Viscosity Measurement
2.3. Microstructural Characterization
3. Results
3.1. Microstructural Characterization
3.2. General Results and Parameter Fitting
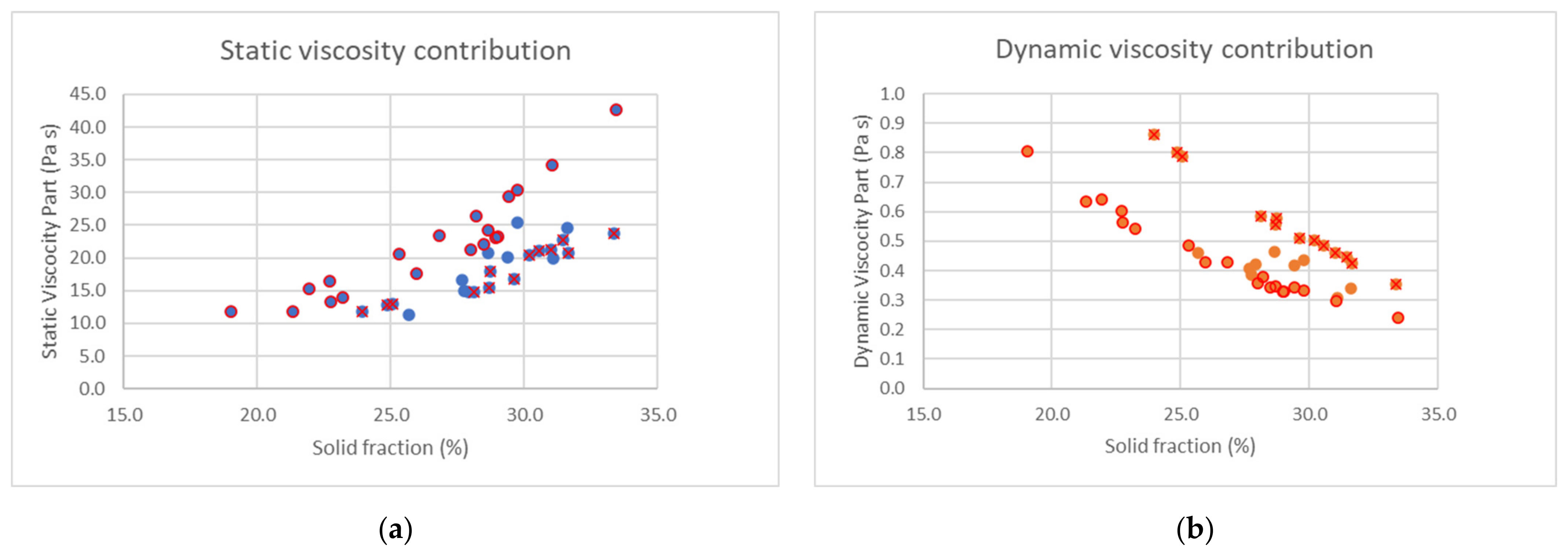
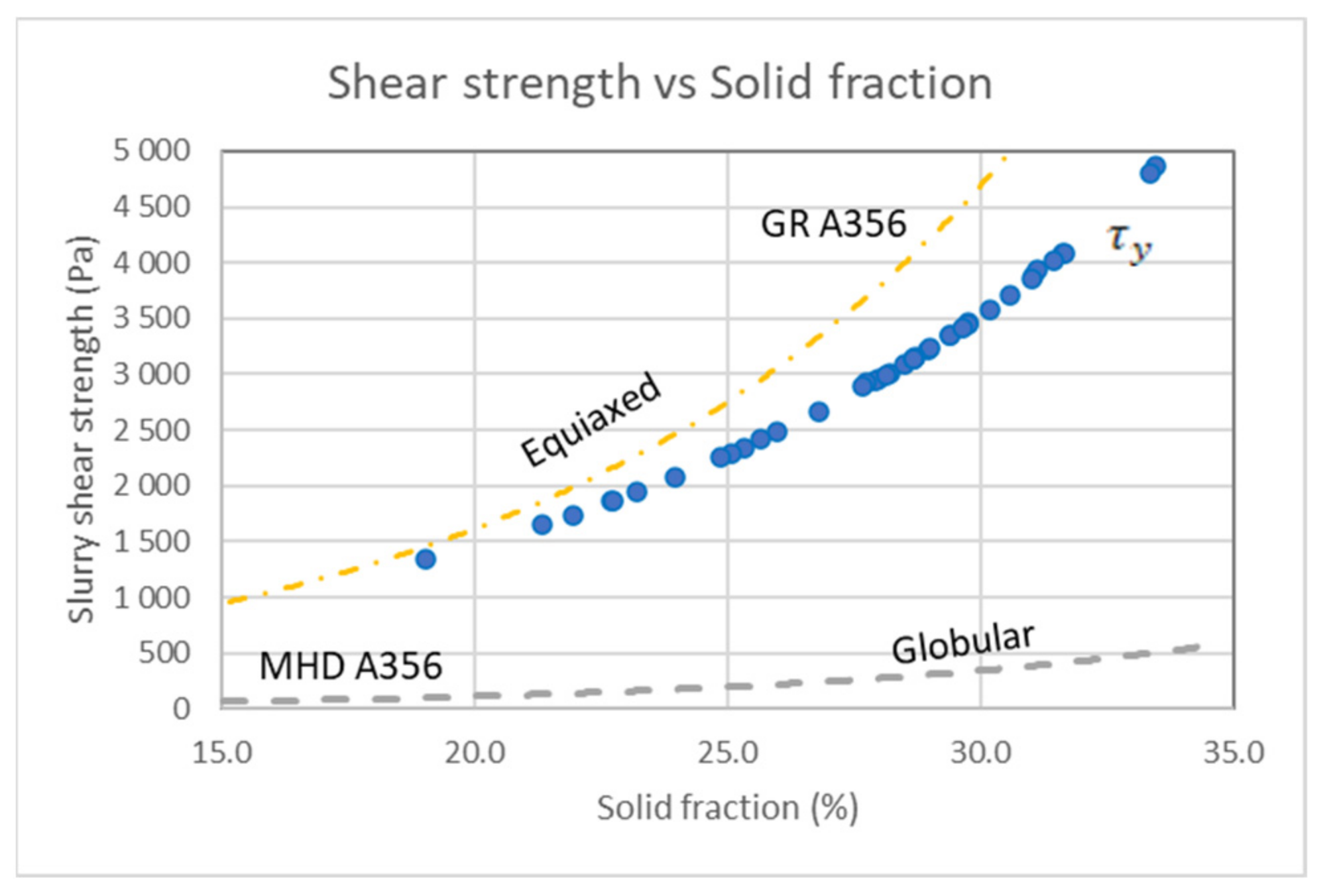
3.3. Viscosity Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run No | Shot Weight (kg) | Melt Temp. (°C) | EEM Add. (%) | EEM Diam. (mm) | EEM Height (mm) | EEM Stirring Speed (rpm) | Secondary Stirring Time (s) | Secondary Stirring Speed (rpm) |
|---|---|---|---|---|---|---|---|---|
| 1 | 20 | 678 | 6 | 70 | 115 | 1106 | 8 | 1106 |
| 2 | 20 | 638 | 5 | 70 | 100 | 900 | 11 | 900 |
| 3 | 20 | 640 | 5 | 70 | 100 | 900 | 20 | 900 |
| 4 | 20 | 631 | 5 | 70 | 100 | 1100 | 8 | 900 |
| 5 | 20 | 633 | 5 | 70 | 100 | 1100 | 8 | 900 |
| 6 | 20 | 680 | 6 | 70 | 115 | 896 | 20 | 896 |
| 7 | 20 | 644 | 5 | 70 | 100 | 1100 | 16 | 1020 |
| 8 | 20 | 687 | 5 | 70 | 100 | 896 | 8 | 896 |
| 9 | 20 | 681 | 5 | 70 | 100 | 1106 | 20 | 896 |
| 10 | 20 | 638 | 6 | 70 | 115 | 1100 | 8 | 900 |
| 11 | 20 | 642 | 5 | 70 | 100 | 1100 | 8 | 1100 |
| 12 | 20 | 685 | 6 | 70 | 115 | 1106 | 8 | 896 |
| 13 | 20 | 657 | 5 | 70 | 100 | 900 | 8 | 1100 |
| 14 | 20 | 635 | 6 | 70 | 115 | 1100 | 20 | 1100 |
| 15 | 20 | 642 | 6 | 70 | 115 | 1010 | 8 | 1100 |
| 16 | 20 | 686 | 6 | 70 | 115 | 1106 | 8 | 1106 |
| 17 | 20 | 687 | 5 | 70 | 100 | 896 | 20 | 1106 |
| 18 | 20 | 688 | 6 | 70 | 115 | 1106 | 13 | 1106 |
| 19 | 20 | 655 | 6 | 70 | 115 | 1000 | 20 | 900 |
| 20 | 10 | 647 | 9 | 70 | 90 | 1100 | 20 | 900 |
| 21 | 10 | 681 | 7 | 70 | 70 | 900 | 8 | 1000 |
| 22 | 10 | 647 | 9 | 70 | 90 | 900 | 12 | 1100 |
| 23 | 10 | 656 | 5 | 70 | 50 | 1100 | 20 | 1100 |
| 24 | 7 | 644 | 6 | 40 | 42 | 1000 | 14 | 1020 |
| 25 | 7 | 640 | 5 | 40 | 117 | 990 | 14 | 1020 |
| 26 | 5 | 644 | 8 | 40 | 40 | 900 | 8 | 1010 |
| 27 | 5 | 646 | 9 | 40 | 46 | 1100 | 8 | 900 |
| 28 | 5 | 687 | 9 | 70 | 46 | 980 | 20 | 1100 |
| 29 | 2 | 655 | 8 | 40 | 53.5 | 1080 | 20 | 670 |
| 30 | 2 | 648 | 5 | 40 | 35 | 1000 | 8 | 600 |
| 31 | 2 | 667 | 9 | 40 | 60 | 900 | 8 | 690 |
| 32 | 2 | 642 | 9 | 40 | 60 | 900 | 20 | 620 |
| 33 | 2 | 675 | 9 | 40 | 60 | 900 | 8 | 600 |
| 34 | 2 | 670 | 9 | 40 | 60 | 1100 | 20 | 600 |
| 35 | 2 | 645 | 5 | 40 | 35 | 1100 | 20 | 600 |
| 36 | 2 | 654 | 9 | 40 | 60 | 1100 | 8 | 690 |
| 37 | 2 | 694 | 5 | 40 | 35 | 900 | 20 | 600 |
| 38 | 2 | 694 | 5 | 40 | 35 | 900 | 19 | 600 |
| 39 | 2 | 684 | 5 | 40 | 35 | 1100 | 8 | 600 |
| 40 | 2 | 645 | 7 | 40 | 46 | 900 | 20 | 690 |
| 41 | 2 | 676 | 5 | 40 | 35 | 1100 | 20 | 690 |
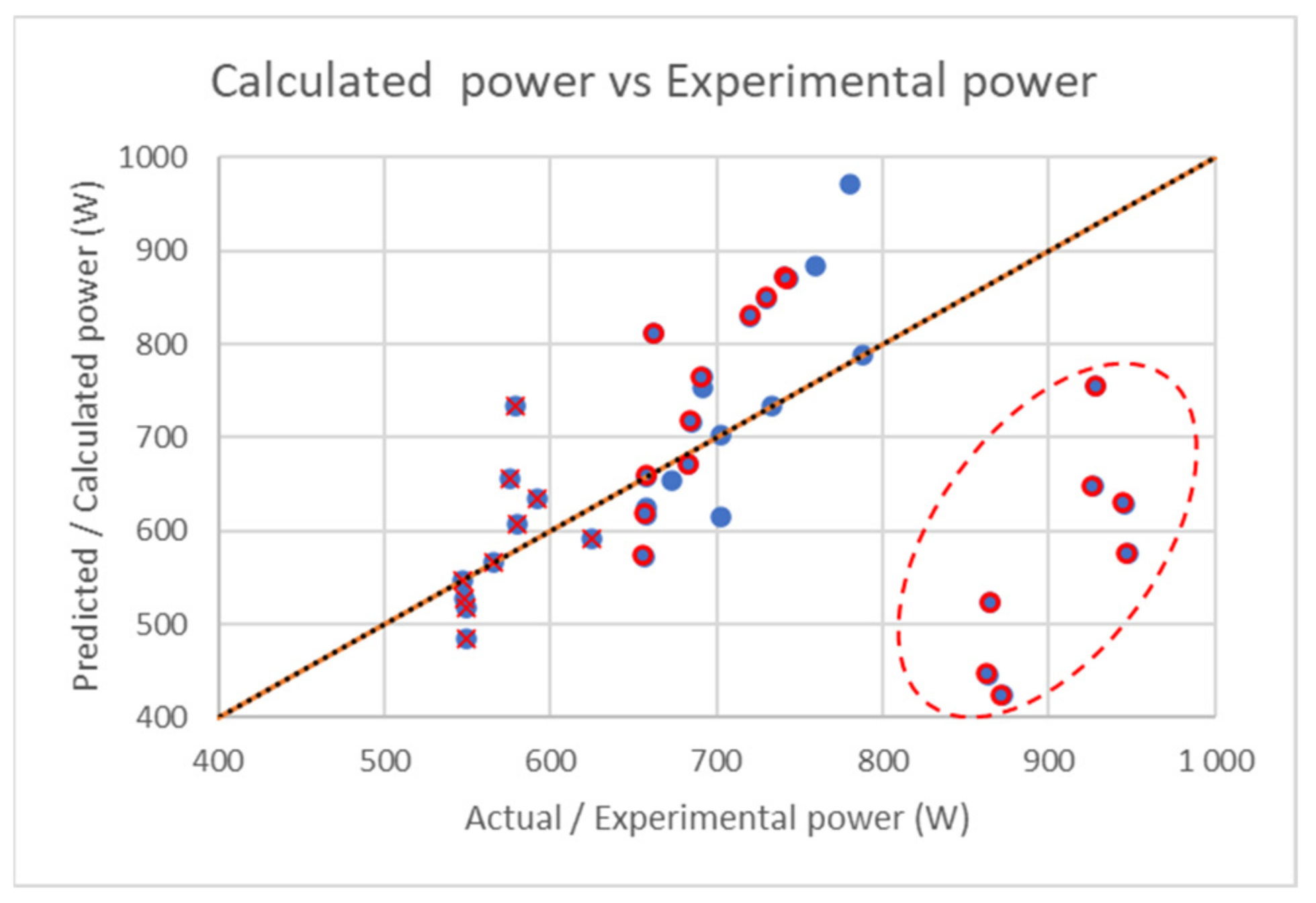
| Run No | (%) | Error (±%) | kp | ks | PExp (W) | PCalc (W) |
|---|---|---|---|---|---|---|
| 1 | 26.0 | 2.4 | 613.53 | 7.601 | 929 | 755 |
| 2 | 26.8 | 2.2 | 613.53 | 7.601 | 656 | 573 |
| 3 | 28.2 | 3.0 | 613.53 | 7.601 | 657 | 617 |
| 4 | 29.4 | 0.6 | 613.53 | 7.601 | 658 | 658 |
| 5 | 29.8 | 2.0 | 613.53 | 7.601 | 683 | 670 |
| 6 | 25.3 | 1.6 | 613.53 | 7.601 | 865 | 523 |
| 7 | 28.7 | 1.7 | 613.53 | 7.601 | 691 | 764 |
| 8 | 22.7 | 0.5 | 613.53 | 7.601 | 863 | 446 |
| 9 | 21.9 | 1.4 | 613.53 | 7.601 | 872 | 424 |
| 10 | 31.1 | 2.5 | 613.53 | 7.601 | 685 | 717 |
| 11 | 28.0 | 0.9 | 613.53 | 7.601 | 720 | 830 |
| 12 | 19.0 | 3.4 | 613.53 | 7.601 | 860 | 343 |
| 13 | 28.5 | 1.9 | 613.53 | 7.601 | 730 | 850 |
| 14 | 29.0 | 1.9 | 613.53 | 7.601 | 743 | 870 |
| 15 | 29.0 | 4.0 | 613.53 | 7.601 | 741 | 872 |
| 16 | 23.2 | 1.2 | 613.53 | 7.601 | 927 | 648 |
| 17 | 22.7 | 1.9 | 613.53 | 7.601 | 945 | 629 |
| 18 | 21.3 | 1.1 | 613.53 | 7.601 | 948 | 575 |
| 19 | 33.5 | 2.1 | 613.53 | 7.601 | 662 | 812 |
| 20 | 29.8 | 2.1 | 661.47 | 9.065 | 673 | 655 |
| 21 | 28.7 | 2.1 | 661.47 | 9.065 | 733 | 733 |
| 22 | 29.4 | 1.4 | 661.47 | 9.065 | 760 | 883 |
| 23 | 31.6 | 1.8 | 661.47 | 9.065 | 781 | 971 |
| 24 | 27.9 | 2.9 | 644.56 | 11.657 | 703 | 616 |
| 25 | 31.1 | 2.1 | 644.56 | 11.657 | 703 | 703 |
| 26 | 27.7 | 1.2 | 590.84 | 11.657 | 692 | 753 |
| 27 | 27.7 | 0.7 | 590.84 | 11.657 | 658 | 624 |
| 28 | 25.7 | 3.7 | 590.84 | 11.657 | 788 | 788 |
| 29 | 31.6 | 0.8 | 694.82 | 17.616 | 575 | 656 |
| 30 | 31.5 | 1.7 | 694.82 | 17.616 | 547 | 547 |
| 31 | 33.4 | 1.6 | 694.82 | 17.616 | 579 | 734 |
| 32 | 31.0 | 0.9 | 694.82 | 17.616 | 565 | 565 |
| 33 | 30.6 | 3.4 | 694.82 | 17.616 | 548 | 527 |
| 34 | 30.2 | 1.2 | 694.82 | 17.616 | 550 | 518 |
| 35 | 28.7 | 2.2 | 694.82 | 17.616 | 549 | 484 |
| 36 | 29.6 | 1.6 | 694.82 | 17.616 | 592 | 634 |
| 37 | 25.1 | 1.7 | 694.82 | 17.616 | 591 | 399 |
| 38 | 24.9 | 2.0 | 694.82 | 17.616 | 583 | 394 |
| 39 | 23.9 | 1.7 | 694.82 | 17.616 | 558 | 372 |
| 40 | 28.7 | 1.7 | 694.82 | 17.616 | 580 | 608 |
| 41 | 28.1 | 1.8 | 694.82 | 17.616 | 625 | 592 |
References
- Jarfors, A.E.W.; Zheng, J.C.; Chen, L.; Yang, J. Recent Advances in Commercial Application of the Rheometal Process in China and Europe. Solid State Phenom. 2019, 285, 405–410. Available online: https://www.scientific.net/SSP.285.405 (accessed on 3 May 2022). [CrossRef]
- Jarfors, A.E.W. A comparison between semi-solid casting methods for aluminium alloys. Metals 2020, 10, 1368. [Google Scholar] [CrossRef]
- Spencer, D.B.; Mehrabian, R.; Flemings, M.C. Rheological behavior of Sn-15 pct Pb in the crystallization range. Metall. Mater. Trans. B 1972, 3, 1925–1932. [Google Scholar] [CrossRef]
- Kirkwood, D.; Kapranos, P.; Suéry, M.; Atkinson, H.V.; Young, K.P. Semi-Solid Processing of Alloys; Springer Series in Materials Science; Springer: Berlin/Heidelberg, Germany, 2010; pp. 1–169. [Google Scholar]
- Atkinson, H.V. Modelling the Semi-solid Processing of Metallic Alloys. Prog. Mater. Sci. 2005, 50, 341–412. [Google Scholar] [CrossRef] [Green Version]
- Modigell, M.; Pola, A.; Tocci, M. Rheological Characterization of Semi-Solid Metals: A Review. Metals 2018, 8, 245. Available online: https://www.mdpi.com/2075-4701/8/4/245 (accessed on 3 May 2022). [CrossRef] [Green Version]
- Pan, Q.Y.; Apelian, D.; Alexandrou, A.N. Yield behavior of commercial Al-Si alloys in the semi-solid state. Metall. Mater. Trans. B 2004, 35, 1187–1202. Available online: http://link.springer.com/10.1007/s11663-004-0073-x (accessed on 3 May 2022). [CrossRef]
- Atkinson, H.V.; Favier, V. Does Shear Thickening Occur in Semi-solid Metals? Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2016, 47, 1740–1750. [Google Scholar] [CrossRef] [Green Version]
- Einstein, A. Eine Neue Bestimimmung Der Moleuldimensionen. Ann. Physik 1906, 19, 230–247. [Google Scholar]
- Alexandrou, A.N.; Georgiou, G. On the early breakdown of semi-solid suspensions. J. Non-Newton. Fluid Mech. 2007, 142, 199–206. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, H.; Fu, H.; Fonseca, J.; Yang, Y.; Du, M.; Zhang, H. Modelling flow-induced microstructural segregation in semi-solid metals. Mater. Des. 2022, 213, 110364. [Google Scholar] [CrossRef]
- Mueller, S.; Llewellin, E.W.; Mader, H.M. The rheology of suspennsions of solid particles. Proc. R. Soc. A 2010, 466, 1201–1228. [Google Scholar] [CrossRef] [Green Version]
- Maron, S.H.; Pierce, P.E. Application of ree-eyring generalized flow theory to suspensions of spherical particles. J. Colloid Sci. 1956, 11, 80–95. [Google Scholar] [CrossRef]
- Dinsdale, A.T.; Quested, P.N. The viscosity of aluminium and its alloys—A review of data and models. J. Mater. Sci. 2004, 39, 7221–7228. [Google Scholar] [CrossRef]
- Fahroughi, S.A.; Huber, C. A generalized equation for rheology of emulsions and suspensions of deformable particles subjected to simple shear at low Reynolds number. Rheol. Acta 2015, 54, 85–108. [Google Scholar] [CrossRef]
- Heymann, L.; Peukert, S.; Aksel, N. On the solid-liquid transition of concentrated suspensions in transient shear flow. Rheol. Acta 2002, 41, 307–315. [Google Scholar] [CrossRef]
- Das, P.; Samanta, S.K.; Dutta, P. Rheological Behavior of Al-7Si-0.3Mg Alloy at Mushy State. Metall. Mater. Trans. B Process. Metall. Mater. Process. Sci. 2015, 46, 1302–1313. [Google Scholar] [CrossRef]
- Torrez, C.; André, C. Simulation of a Rushton turbine mixing yield stress fluids: Application of the Metzner-Otto concept. Chem. Eng. Technol. 1999, 22, 701–706. [Google Scholar] [CrossRef]
- Esmaily, M.; Shahabi-Navid, M.; Mortazavi, N.; Svenssona, J.E.; Halvarsson, M.; Wessén, M.; Jarfors, A.E.W.; Johansson, L.G. Microstructural characterization of the Mg–Al alloy AM50 produced by a newly developed rheo-casting process. Mater. Charact. 2014, 95, 50–64. [Google Scholar] [CrossRef]








| Parameter | Current Study | Literature | ||||
|---|---|---|---|---|---|---|
| Shot weight (kg) | 20 | 10 | 7 | 5 | 2 | - |
| a | 0.94 | 1.00 | 0.83 | 0.67 | 1 | 1 [11] |
| b | 1.26 | 1.51 | 1.49 | 1.47 | 1.75 | 0.725 [11] |
| c | −0.12 | −0.12 | −0.12 | −0.12 | −0.12 | −0.12 1, −1.87 2 [7] |
| d | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 1, 0.43 2 [7] |
| 1.06 | 1.00 | 1.20 | 1.5 | 1 | 1 [11] | |
| 523 | 439 | 434 | 523 | 516 | - | |
| (Pa s) | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.59 [11], 0.001–0.0014 3 [16,17] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jarfors, A.E.W.; Jafari, M.; Aqeel, M.; Liljeqvist, P.; Jansson, P. In-Production Rheometry of Semi-Solid Metal Slurries. Metals 2022, 12, 1221. https://doi.org/10.3390/met12071221
Jarfors AEW, Jafari M, Aqeel M, Liljeqvist P, Jansson P. In-Production Rheometry of Semi-Solid Metal Slurries. Metals. 2022; 12(7):1221. https://doi.org/10.3390/met12071221
Chicago/Turabian StyleJarfors, Anders E. W., Mahdi Jafari, Muhammed Aqeel, Patrik Liljeqvist, and Per Jansson. 2022. "In-Production Rheometry of Semi-Solid Metal Slurries" Metals 12, no. 7: 1221. https://doi.org/10.3390/met12071221