
Effect of Microstructure on Mechanical Properties of 2519A Aluminum Alloy in Thickness Direction

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
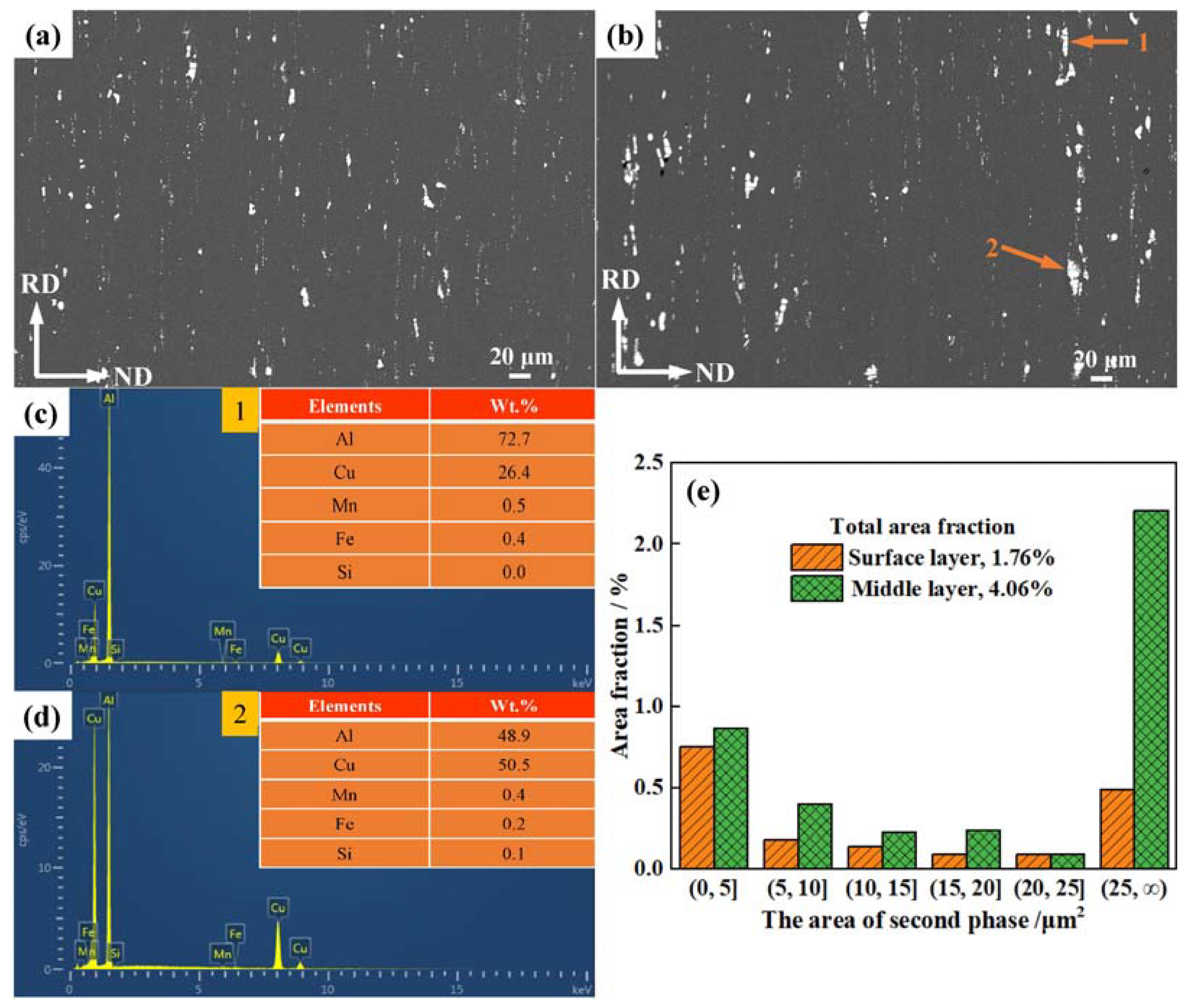
3.1. Microstructure Analysis
3.2. Mechanical Tensile Properties
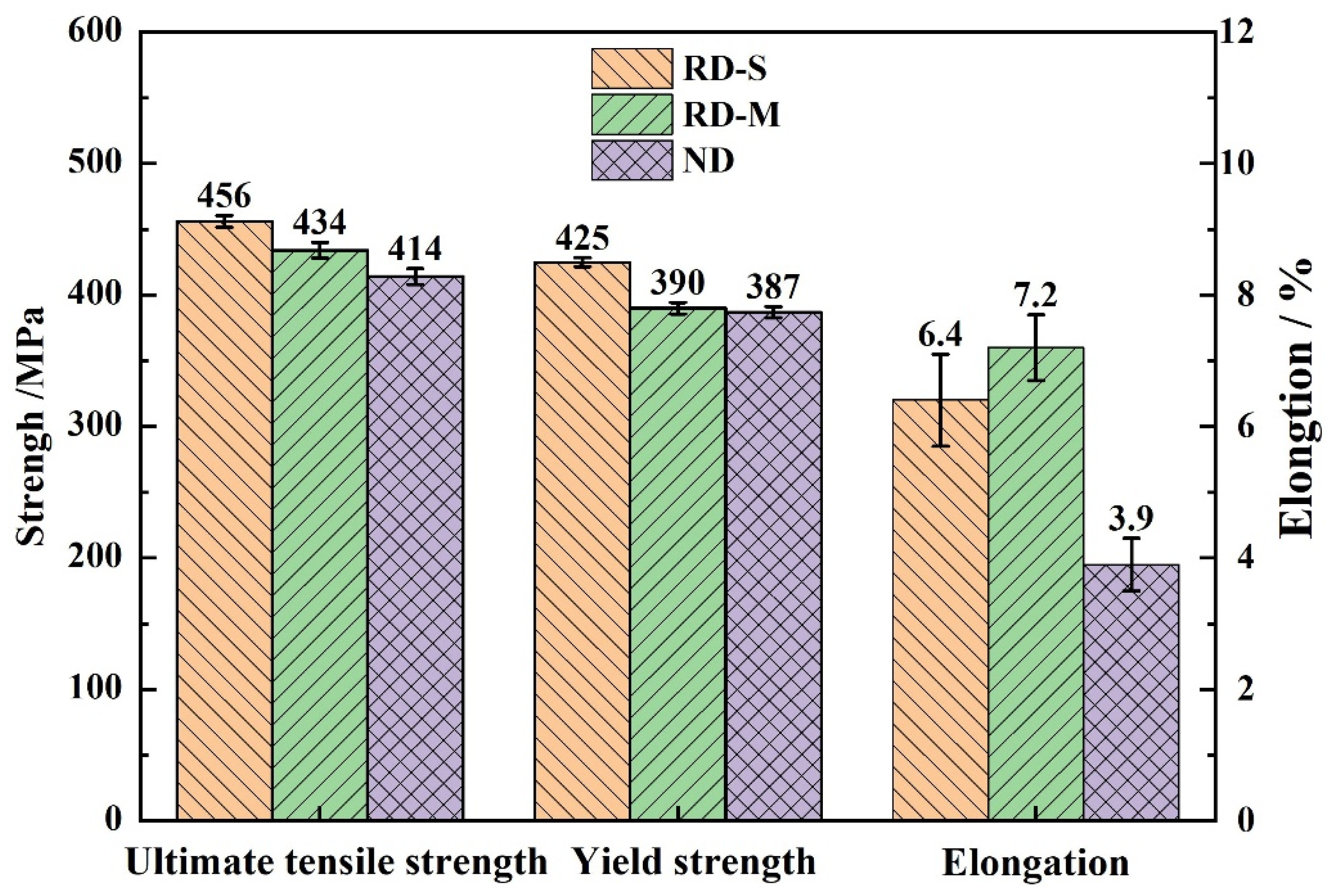
3.3. Fatigue Properties
4. Conclusions
- (1)
- The tensile strength of the alloy decreases, and the elongation increases from surface layer to middle layer along the rolling direction. The tensile strength and elongation of the alloy in the thickness direction are 4.6% and 45.8% lower than those values in the rolling direction, respectively. The ΔKcr values of the RD specimen is 79.0% higher than that of the ND specimen.
- (2)
- The spacing between the adjacent second phase is the main factor affecting the mechanical properties of the alloys. The L0 and L1 in the surface layer are 19.79 μm and 25.22 μm, whereas the L0 and L1 in the middle layer are 6.19 μm and 10.17 μm, respectively (L0 and L1 represent the average spacing of the second phase in RD and ND). The crack propagation distance in the adjacent coarse second phase of the alloy subjected to the rolling direction load (L1) is much larger than that of the alloy subjected to the thickness direction load (L0). As a result, the microcracks tend to coalesce and bridge when the alloy is subjected to the thickness direction load. The alloy has weak fracture resistance and poor mechanical properties in the thickness direction.
- (3)
- The crack propagation mode of the RD sample is transgranular crack propagation, whereas that of the ND sample is intergranular/transgranular crack propagation. When dislocations pile up at grain boundaries, cracks are more likely to occur. These cracks are more likely to propagation along grain boundaries due to the weak binding force of grain boundaries, which makes the alloy is more likely to fracture under the thickness direction load.
- (4)
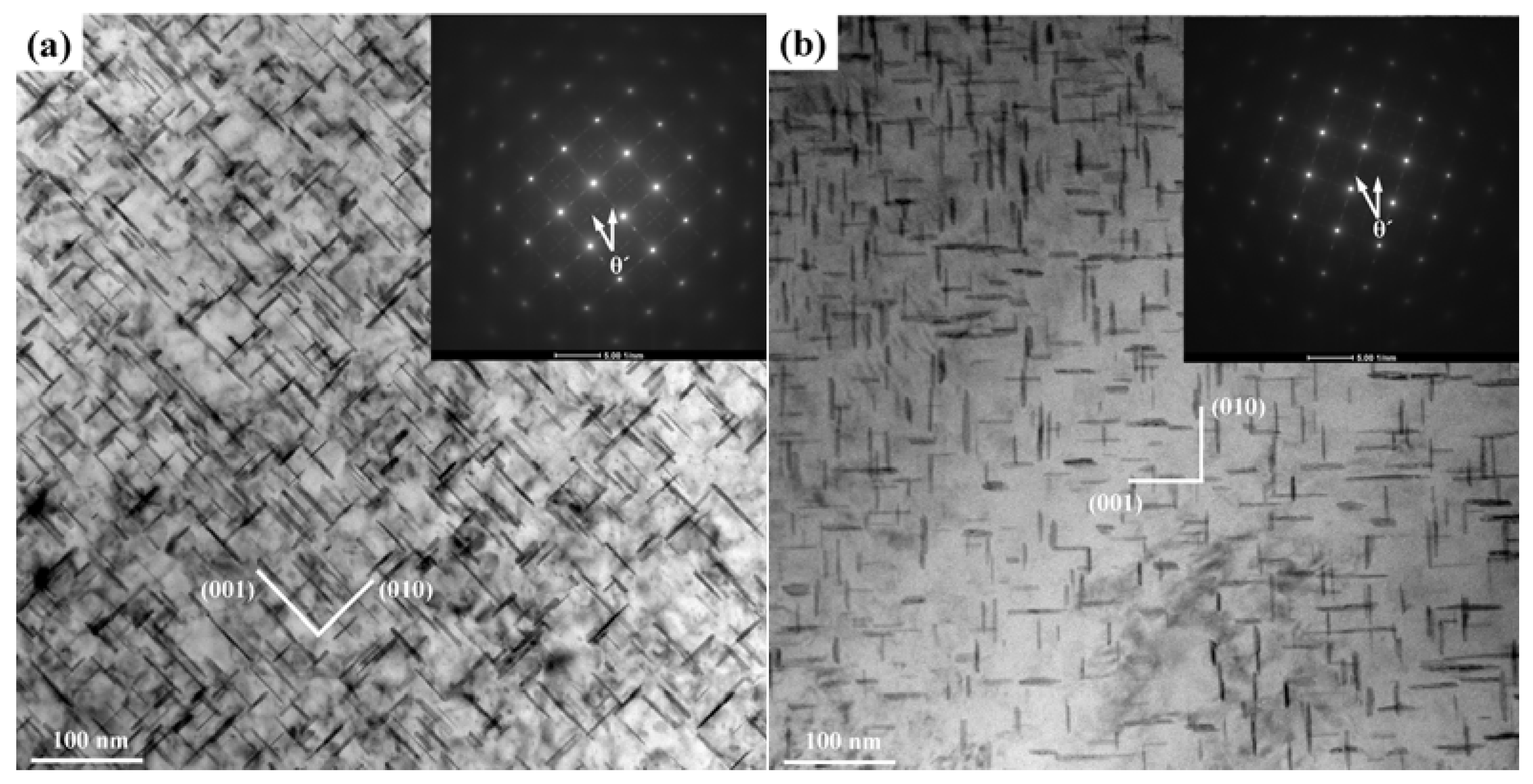
- From the surface layer to the middle layer, the average aspect ratio of grains, the size and density of the coarsened Al(CuFeSiMn) phases gradually increases. The size of the θ′ phases increases, whereas the density in this phase decreases from surface layer to middle layer. The deformation of the alloy under the thickness direction load is not coordinated due to the inhomogeneous distribution of the microstructure, so the alloy is more prone to fracture.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ye, L.Y.; Dong, Y.; Zhang, Y.; Sun, D.X.; Zhang, X.M. Effect of test temperature and strain rate on dynamic mechanical behavior of aluminum alloy 2519A. J. Mater. Eng. Perform. 2019, 28, 4964–4971. [Google Scholar] [CrossRef]
- Selyutina, N.S. Prediction of the temperature-time effects of irreversible deformation for 2519A aluminum alloy. Phys. Mesomech. 2020, 23, 487–493. [Google Scholar] [CrossRef]
- She, X.W.; Jiang, X.Q.; Wang, P.Q.; Tang, B.B.; Chen, K.; Liu, Y.J.; Cao, W.N. Relationship between microstructure and mechanical properties of 5083 aluminum alloy thick plate. Trans. Nonferrous Met. Soc. China 2020, 30, 1780–1789. [Google Scholar] [CrossRef]
- Gong, H.; Cao, X.; Liu, Y.Q.; Wu, Y.X.; Jiang, F.M.; Zhang, M.H. Simulation and experimental study on the inhomogeneity of mechanical properties of aluminum alloy 7050 plate. Metals 2020, 10, 515. [Google Scholar] [CrossRef]
- Feng, L.; Pan, Q.L.; Wei, L.L.; Huang, Z.Q.; Liu, Z.M. Through-thickness inhomogeneity of localized corrosion in 7050-T7451 Al alloy thick plate. J. Cent. South Univ. 2015, 22, 2423–2434. [Google Scholar] [CrossRef]
- Liu, W.H.; He, Z.T.; Chen, Y.Q.; Tang, S.W. Dynamic mechanical properties and constitutive equations of 2519A aluminum alloy. Trans. Nonferrous Met. Soc. China 2014, 24, 2179–2186. [Google Scholar] [CrossRef]
- Wei, L.L.; Pan, Q.L.; Wang, Y.L.; Feng, L.; Huang, H.F. Characterization of fracture and fatigue behavior of 7050 aluminum alloy ultra-thick plate. J. Mater. Eng. Perform. 2013, 22, 2665–2672. [Google Scholar] [CrossRef]
- Chen, J.; Pan, Q.L.; Yu, X.H.; Li, M.J.; Zou, H.; Xiang, H.; Huang, Z.Q.; Hu, Q. Effect of annealing treatment on microstructure and fatigue crack growth behavior of Al–Zn–Mg–Sc–Zr alloy. J. Cent. South Univ. 2018, 25, 961–975. [Google Scholar] [CrossRef]
- Liu, W.H.; Cao, P.; Zhao, C.B.; Song, Y.F.; Tang, C.P. Effect of temperature and strain rate on crack behavior and deformation mode of 7B52 laminated aluminum alloy under impact loading. Met. Mater. Int. 2021, 27, 4397–4407. [Google Scholar] [CrossRef]
- Song, Y.F.; Ding, X.F.; Xiao, L.R.; Liu, W.H.; Chen, Y.Q.; Zhao, X.J. The effect of Ni plating on the residual stress and micro-yield strength in an Al-Cu-Mg alloy under different diffusion treatments. JOM 2019, 71, 4370–4377. [Google Scholar] [CrossRef]
- Li, Y.X.; Qiu, S.F.; Zhu, Z.T.; Han, D.Q.; Chen, J.Q.; Chen, H. Intergranular crack during fatigue in Al-Mg-Si aluminum alloy thin extrusions. Int. J. Fatigue 2017, 100, 105–112. [Google Scholar] [CrossRef]
- Song, Y.F.; Ding, X.F.; Zhao, X.J.; Xiao, L.R.; Yu, C.X. The effect of SiC addition on the dimensional stability of Al-Cu-Mg alloy. J. Alloys Compd. 2018, 750, 111–116. [Google Scholar] [CrossRef]
- Wu, W.T.; Liu, Z.Y.; Hu, Y.C.; Li, F.D.; Bai, S.; Xia, P.; Wang, A.; Ye, C.W. Goss texture intensity effect on fatigue crack propagation resistance in an Al-Cu-Mg alloy. J. Alloys Compd. 2018, 730, 318–326. [Google Scholar] [CrossRef]
- Zhao, K.; Liu, J.H.; Yu, M.; Li, S.M. Through-thickness inhomogeneity of precipitate distribution and pitting corrosion behavior of Al–Li alloy thick plate. Trans. Nonferrous Met. Soc. China 2019, 29, 1793–1802. [Google Scholar] [CrossRef]
- Yin, Y.; Luo, B.H.; Bai, Z.H.; Jing, H.B. Quench sensitivity of Al–Cu–Mg alloy thick plate. Rare Met. 2019, 1–9. [Google Scholar] [CrossRef]
- Zhou, L.; Chen, S.Y.; Chen, K.H.; Chang, J.H.; Huang, L.P. Effect of average pass reduction ratio on thickness-oriented microstructure and properties homogeneity of an Al–Zn–Mg–Cu aluminum alloy thick plate. Appl. Phys. A 2019, 125, 387. [Google Scholar] [CrossRef]
- Wu, P.F.; Deng, Y.L.; Zhang, J.; Fan, S.T.; Zhang, X.M. The effect of inhomogeneous microstructures on strength and fatigue properties of an Al-Cu-Li thick plate. Mater. Sci. Eng. A 2018, 731, 1–11. [Google Scholar] [CrossRef]
- Płonka, B.; Rajda, M.; Zamkotowicz, Z.; Żelechowski, J.; Remsak, K.; Korczak, P.; Szymański, W.; Śnieżek, L. Studies of the AA2519 Alloy Hot Rolling Process and Cladding with EN AW-1050A Alloy. Arch. Met. Mater. 2016, 61, 381–388. [Google Scholar] [CrossRef]
- Kotyk, M.; Boroński, D.; Maćkowiak, P. The influence of cryogenic conditions on the process of AA2519 aluminum alloy cracking. Materials 2020, 13, 1555. [Google Scholar] [CrossRef] [Green Version]
- Zuiko, I.; Gazizov, M.R.; Kaibyshev, R.O. Effect of thermomechanical treatment on the microstructure, phase composition, and mechanical properties of Al-Cu-Mn-Mg-Zr alloy. Phys. Met. Met. 2016, 117, 906–919. [Google Scholar] [CrossRef]
- Tu, J.; Wang, Y.N.; He, D.Y.; Peng, H.B.; Wen, Y.H. Ductile CuAlMn shape memory alloys with higher strength by Fe alloying and grain boundary engineering. Mater. Sci. Eng. A 2022, 841, 143032. [Google Scholar] [CrossRef]
- Ji, C.; Luo, S.; Zhu, M.Y.; Sahai, Y. Uneven solidification during wide-thick slab continuous casting process and its influence on soft reduction zone. ISIJ Int. 2014, 54, 103–111. [Google Scholar] [CrossRef] [Green Version]
- Ma, P.P.; Liu, C.H.; Wu, C.L.; Liu, L.M.; Chen, J.H. Mechanical properties enhanced by deformation-modified precipitation of θ′-phase approximants in an Al-Cu alloy. Mater. Sci. Eng. A 2016, 676, 138–145. [Google Scholar] [CrossRef]
- Yu, W.F.; Zhan, L.H.; Xu, Y.Q.; Chen, K.; Yang, Y.L.; Xu, L.Z.; Peng, N.H.; Ma, B.L.; Liu, C.; Chen, Z.C. Temperature-dependent creep aging behavior of 2A14 aluminum alloy. J. Mater. Res. Technol. 2022, 19, 1343–1354. [Google Scholar] [CrossRef]
- Sun, D.X.; Zhang, X.M.; Ye, L.Y.; Gu, G.; Jiang, H.C.; Gui, X.H. Evolution of θ′ precipitate in aluminum alloy 2519A impacted by split Hopkinson bar. Mater. Sci. Eng. A 2015, 620, 241–245. [Google Scholar] [CrossRef]
- Ye, L.Y.; Dong, Y.; Liu, S.D.; Jiang, H.C.; Sun, D.X.; Zhang, X.M. Effects of pre-ageing on microstructure and mechanical properties of T9I6 treated 2519A aluminum alloy. Met. Mater. Int. 2018, 24, 1149–1161. [Google Scholar] [CrossRef]
- Zhou, Z.Y.; Xiao, X.; Zhang, W.J.; Wang, F.C.; Ren, W.C.; Liu, C. Microstructure and Tensile Properties Anisotropy of 7xxx Ultra-Thick Plate. Mater. Sci. Forum 2021, 1035, 134–142. [Google Scholar] [CrossRef]
- Smith, W.F.; Hashemi, J. Foundations of Materials Science and Engineering, 6th ed.; Mcgraw-Hill Publishing: New York, NY, USA, 2019; pp. 432–438. [Google Scholar]
- She, H.; Shu, D.; Wang, J.; Sun, B.D. Influence of multi-microstructural alterations on tensile property inhomogeneity of 7055 aluminum alloy medium thick plate. Mater. Charact. 2016, 113, 189–197. [Google Scholar] [CrossRef]
- Dixit, M.; Mishra, R.S.; Sankaran, K.K. Structure–property correlations in Al 7050 and Al 7055 high-strength aluminum alloys. Mater. Sci. Eng. A 2008, 478, 163–172. [Google Scholar] [CrossRef]
- Zhang, Z.F.; Wang, Z.G. Dependence of intergranular fatigue cracking on the interactions of persistent slip bands with grain boundaries. Acta Mater. 2003, 51, 347–364. [Google Scholar] [CrossRef]
- Li, S.X.; Cui, G.R. Dependence of strength, elongation, and toughness on grain size in metallic structural materials. J. Appl. Phys. 2007, 101, 083525. [Google Scholar] [CrossRef]
- Zhang, G.J.; Wang, R.H.; Yuan, S.P.; Liu, G.; Scudino, S.; Sun, J.; Chen, K.H. Influence of constituents on the ductile fracture of Al–Cu–Mg alloys: Modulated by the aging treatment. Mater. Sci. Eng. A 2009, 526, 171–176. [Google Scholar] [CrossRef]
- Paris, P.; Erdogan, F. A Critical Analysis of Crack Propagation Laws. J. Basic Eng. 1963, 85, 528–533. [Google Scholar] [CrossRef]
- Huang, G.; Li, Z.H.; Sun, L.M.; Li, X.W.; Wen, K.; Yan, L.Z.; Xiong, B.Q.; Zhang, Y.A. Fatigue crack growth behavior of 2624-T39 aluminum alloy with different grain sizes. Rare Met. 2021, 40, 2523–2529. [Google Scholar] [CrossRef]
- She, X.W.; Jiang, X.Q.; Zhang, R.H.; Wang, P.Q.; Tang, B.B.; Du, E.C. Study on microstructure and fracture characteristics of 5083 aluminum alloy thick plate. J. Alloys Compd. 2020, 825, 153960. [Google Scholar] [CrossRef]
- Li, Z.H.; Guo, W.L. The influence of plasticity mismatch on the growth and coalescence of spheroidal voids on the bimaterial interface. Int. J. Plast. 2002, 18, 249–279. [Google Scholar] [CrossRef]
- Chen, Y.Q.; Pan, S.P.; Zhou, M.Z.; Yi, D.Q.; Xu, D.Z.; Xu, Y.F. Effects of inclusions, grain boundaries and grain orientations on the fatigue crack initiation and propagation behavior of 2524-T3 Al alloy. Mater. Sci. Eng. A 2013, 580, 150–158. [Google Scholar] [CrossRef]
- Meng, X.; Yang, S.L.; Huang, Y.B.; Fang, Y.; Gu, J.X.; Xiong, Q.; Duan, C.F. Microstructure characterization and mechanism of fatigue crack propagation of 6082 aluminum alloy joints. Mater. Chem. Phys. 2021, 257, 123734. [Google Scholar] [CrossRef]
- Xia, P.; Liu, Z.; Bai, S. Coupling Effect of Grain Structures and Residual Secondary Phases on Fatigue Crack Propagation Behavior in an Al-Cu-Mg Alloy. J. Mater. Eng. Perform. 2021, 30, 2669–2679. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cu | Fe | Mg | Mn | Ni | Si | Ti | Zn | Zr |
|---|---|---|---|---|---|---|---|---|---|
| Content | 5.9 | 0.31 | 0.19 | 0.3 | 0.04 | 0.17 | 0.05 | 0.1 | 0.19 |
| Loading Direction | C | m | da/dN (mm/cycle) | ||
|---|---|---|---|---|---|
| ΔK = 11 MPa·m1/2 | ΔK = 13 MPa·m1/2 | ΔK = 15 MPa·m1/2 | |||
| RD | 2.73 × 10−7 | 2.34 | 6.81 × 10−5 | 1.09 × 10−4 | 2.37 × 10−4 |
| ND | 9.70 × 10−12 | 6.85 | 1.14 × 10−4 | 4.08 × 10−4 | 6.15 × 10−4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Q.; Liu, W.; Tang, C.; Zhao, C.; Xiao, M.; Song, Y. Effect of Microstructure on Mechanical Properties of 2519A Aluminum Alloy in Thickness Direction. Metals 2022, 12, 1218. https://doi.org/10.3390/met12071218
Hu Q, Liu W, Tang C, Zhao C, Xiao M, Song Y. Effect of Microstructure on Mechanical Properties of 2519A Aluminum Alloy in Thickness Direction. Metals. 2022; 12(7):1218. https://doi.org/10.3390/met12071218
Chicago/Turabian StyleHu, Qiang, Wenhui Liu, Changping Tang, Chenbing Zhao, Mingyue Xiao, and Yufeng Song. 2022. "Effect of Microstructure on Mechanical Properties of 2519A Aluminum Alloy in Thickness Direction" Metals 12, no. 7: 1218. https://doi.org/10.3390/met12071218