
Influence of Sinter Parameters on CO Emission in Iron Ore Sintering Process


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Methods
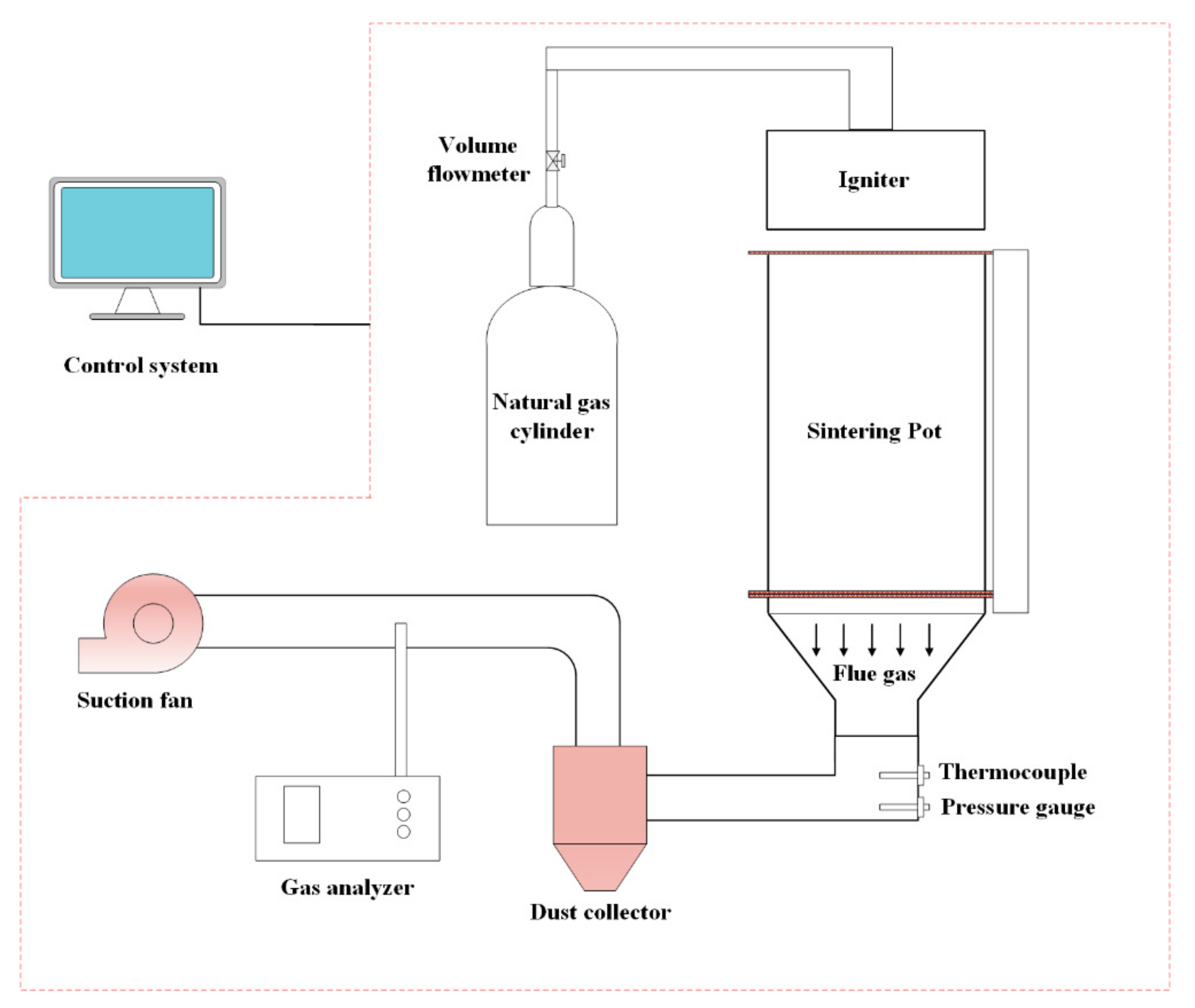
2.2.1. Sintering Pot Test
2.2.2. CO Concentration Detection and Analyses
3. Results and Discussion
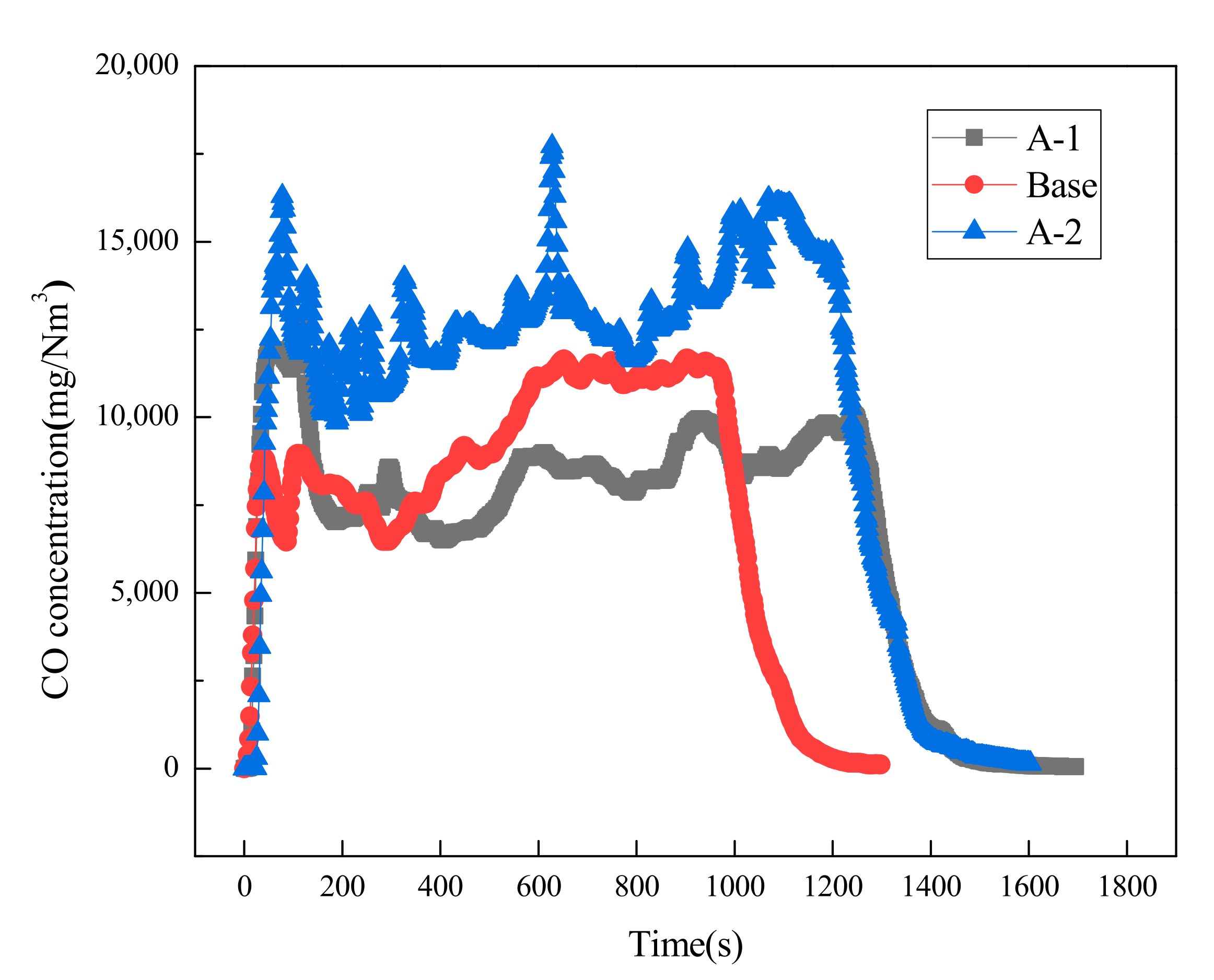
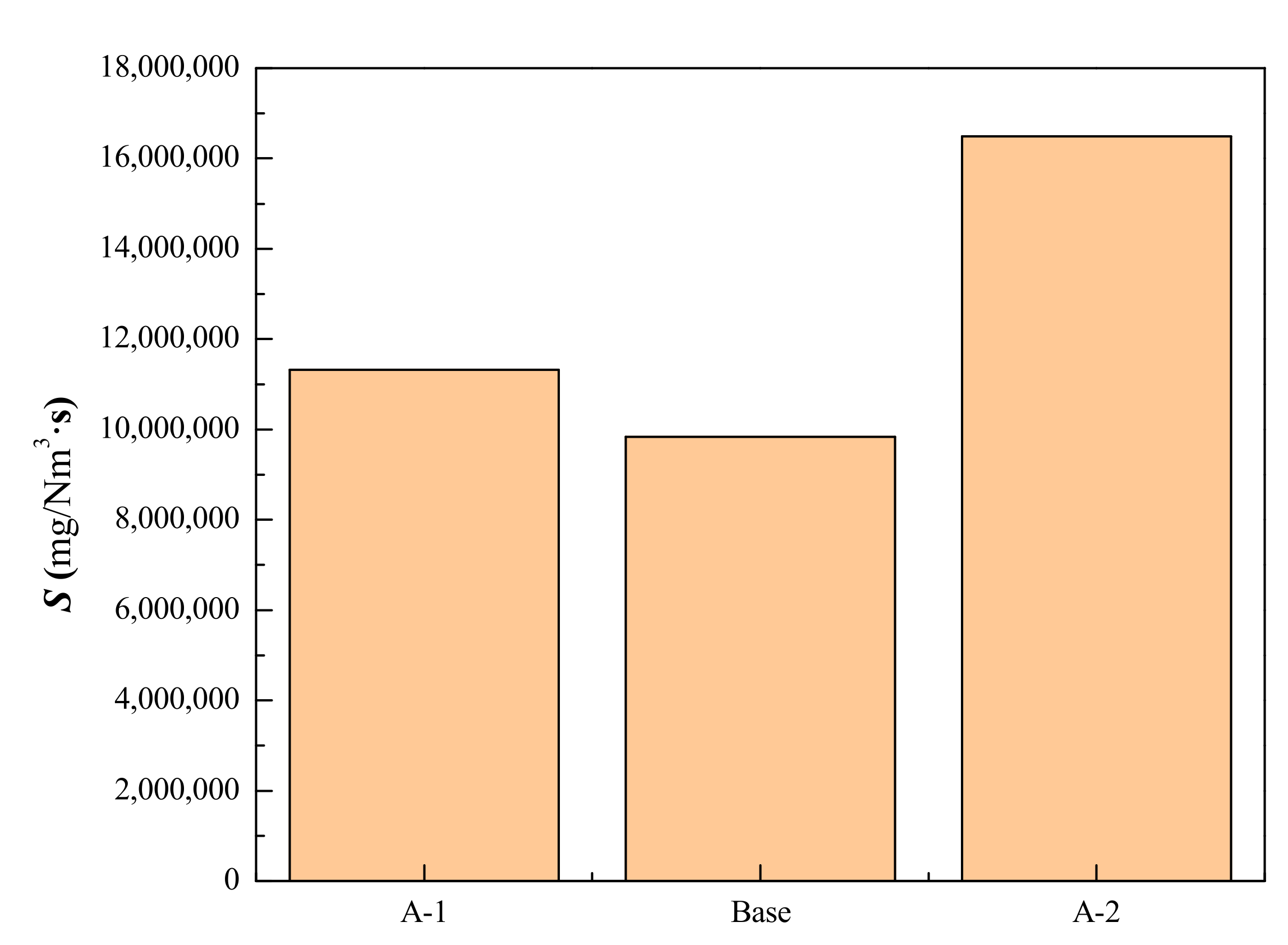
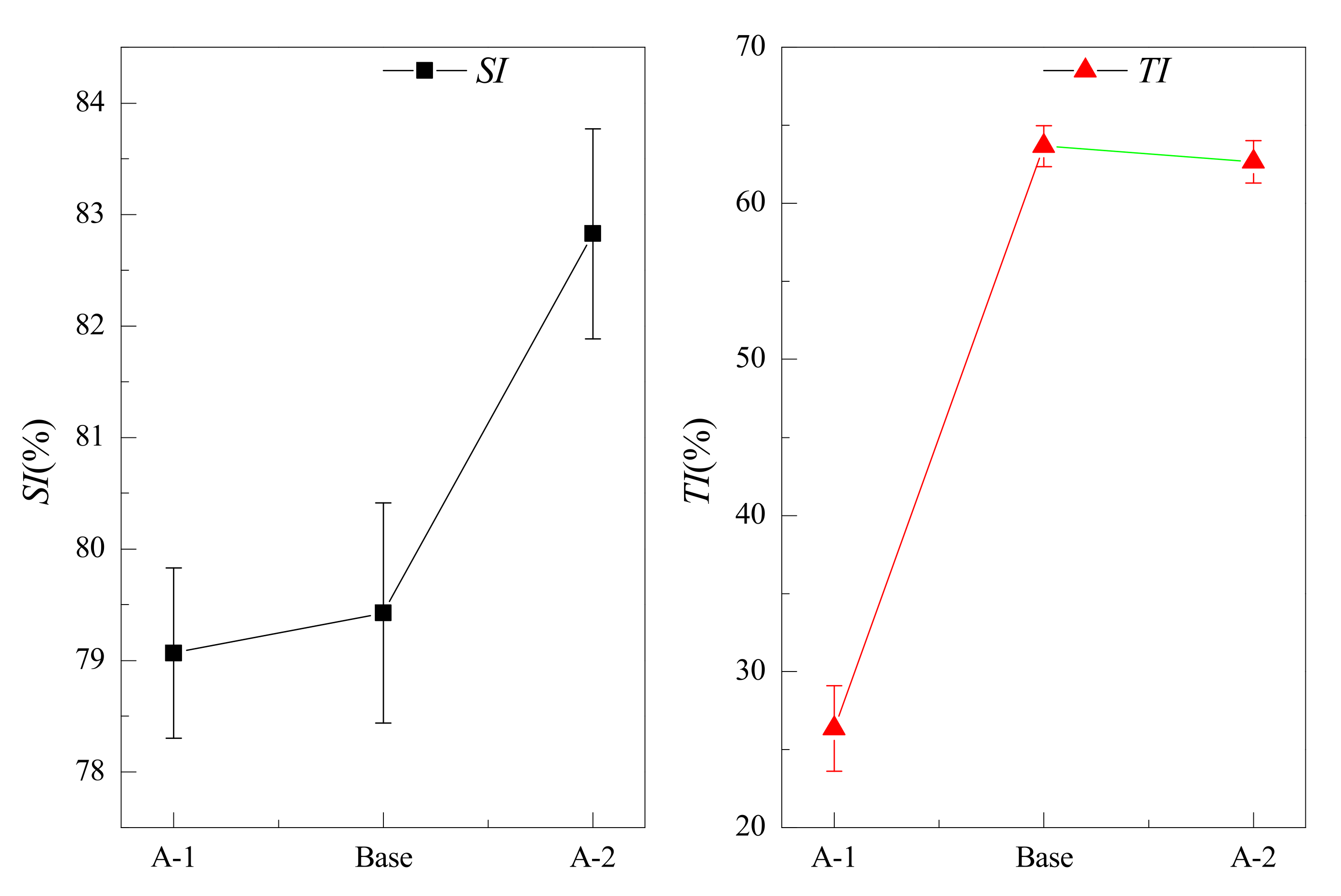
3.1. Influence of Carbon Addition on CO Emission
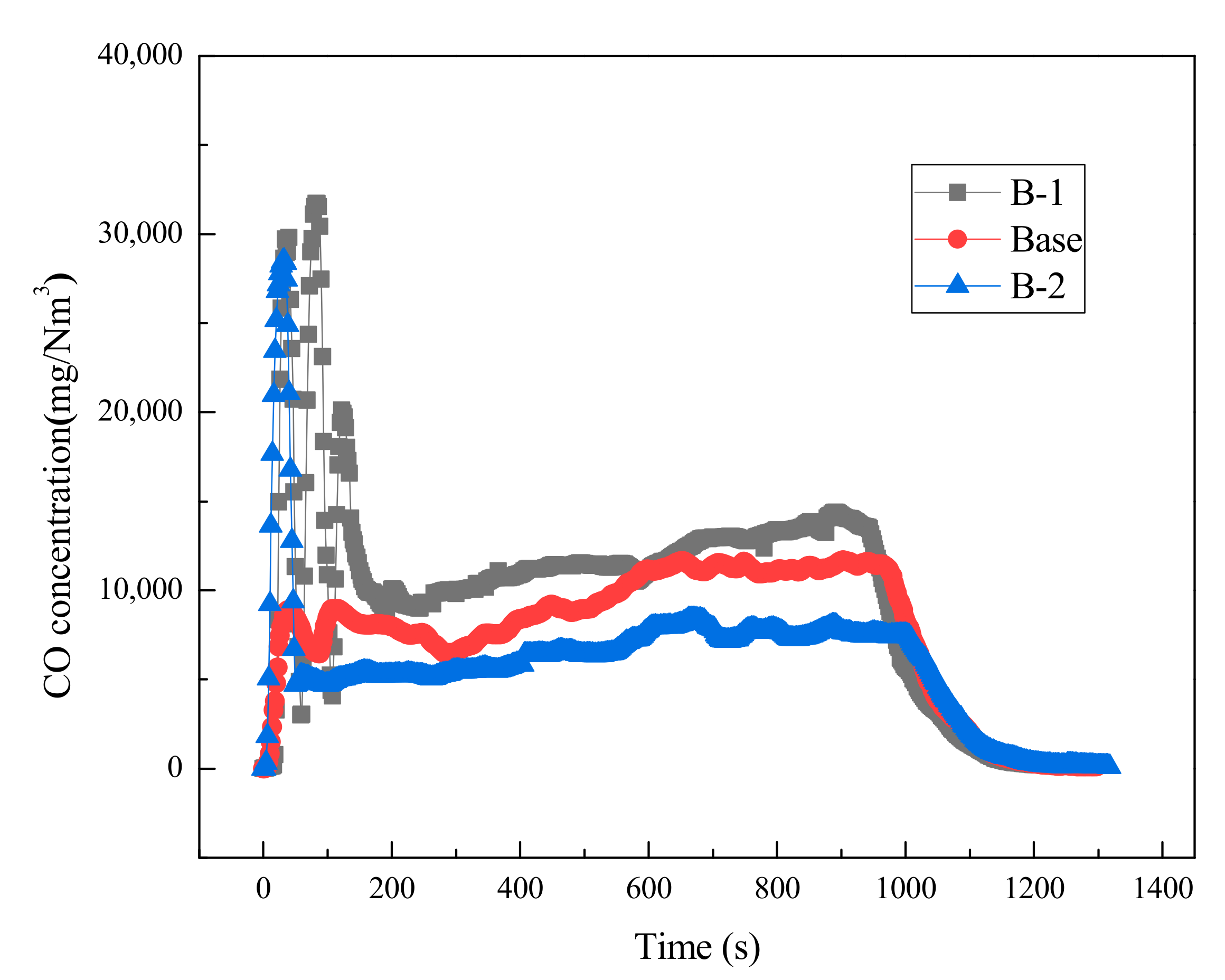
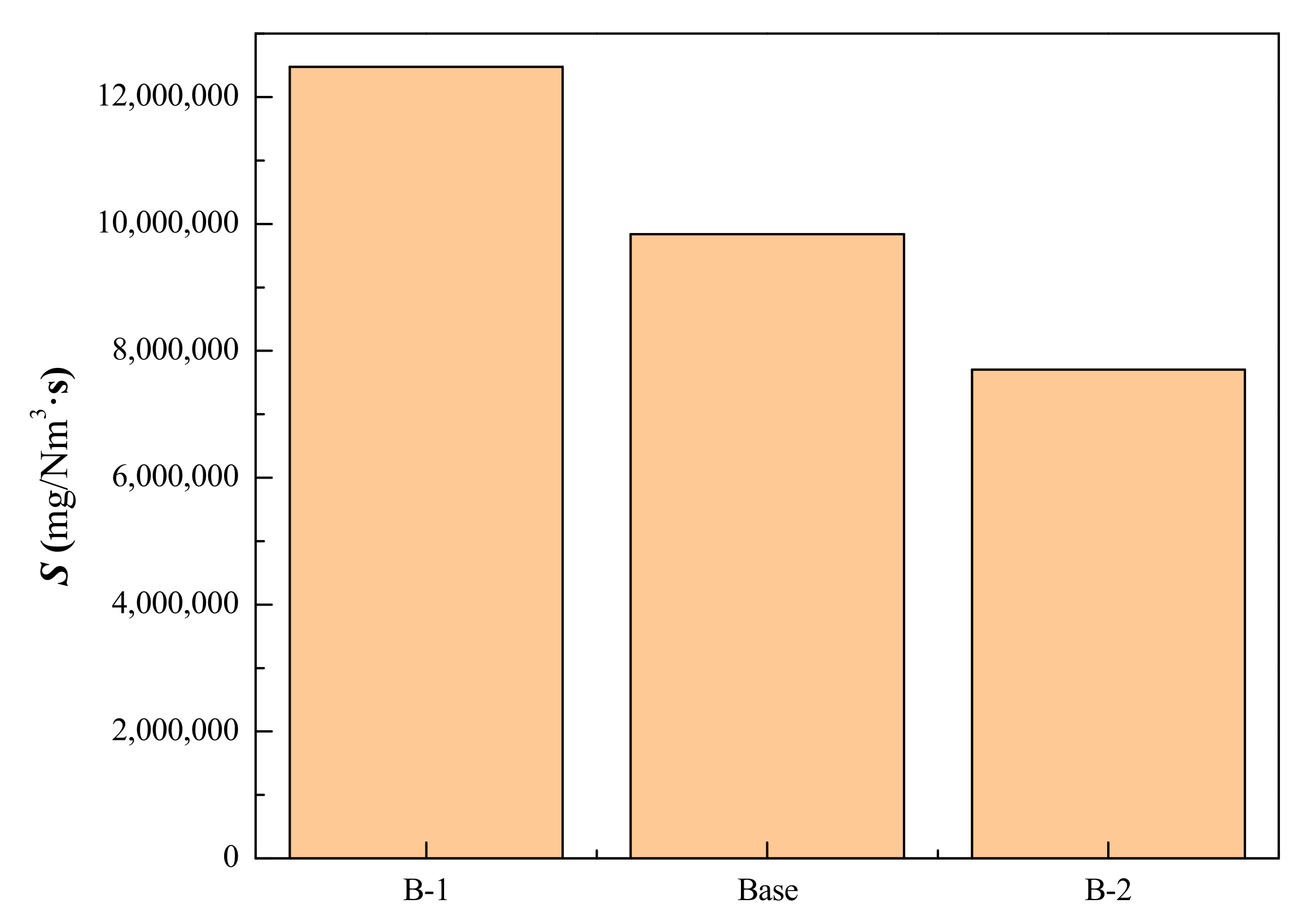
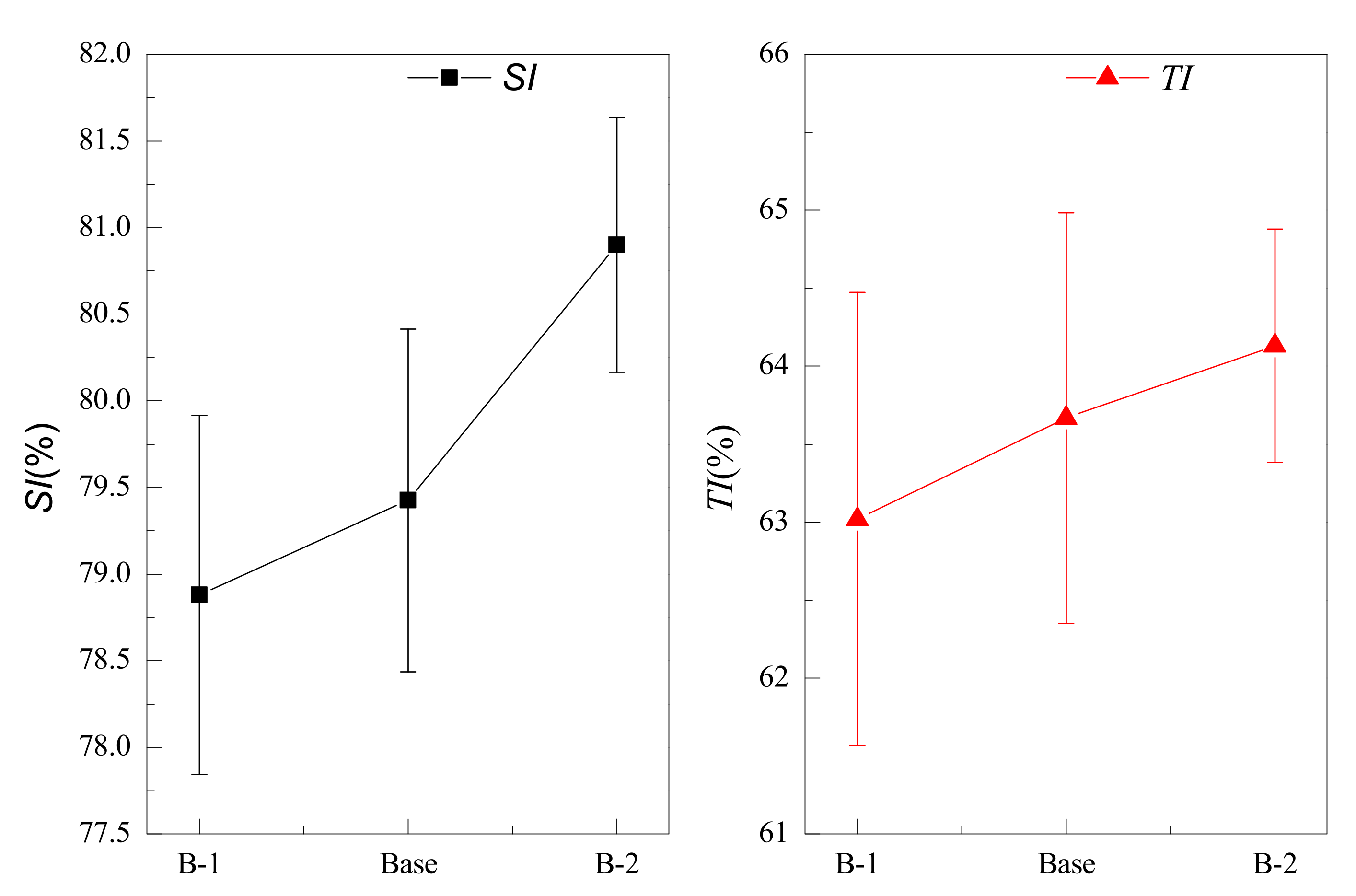
3.2. Influence of CTC Ratio on CO Emissions
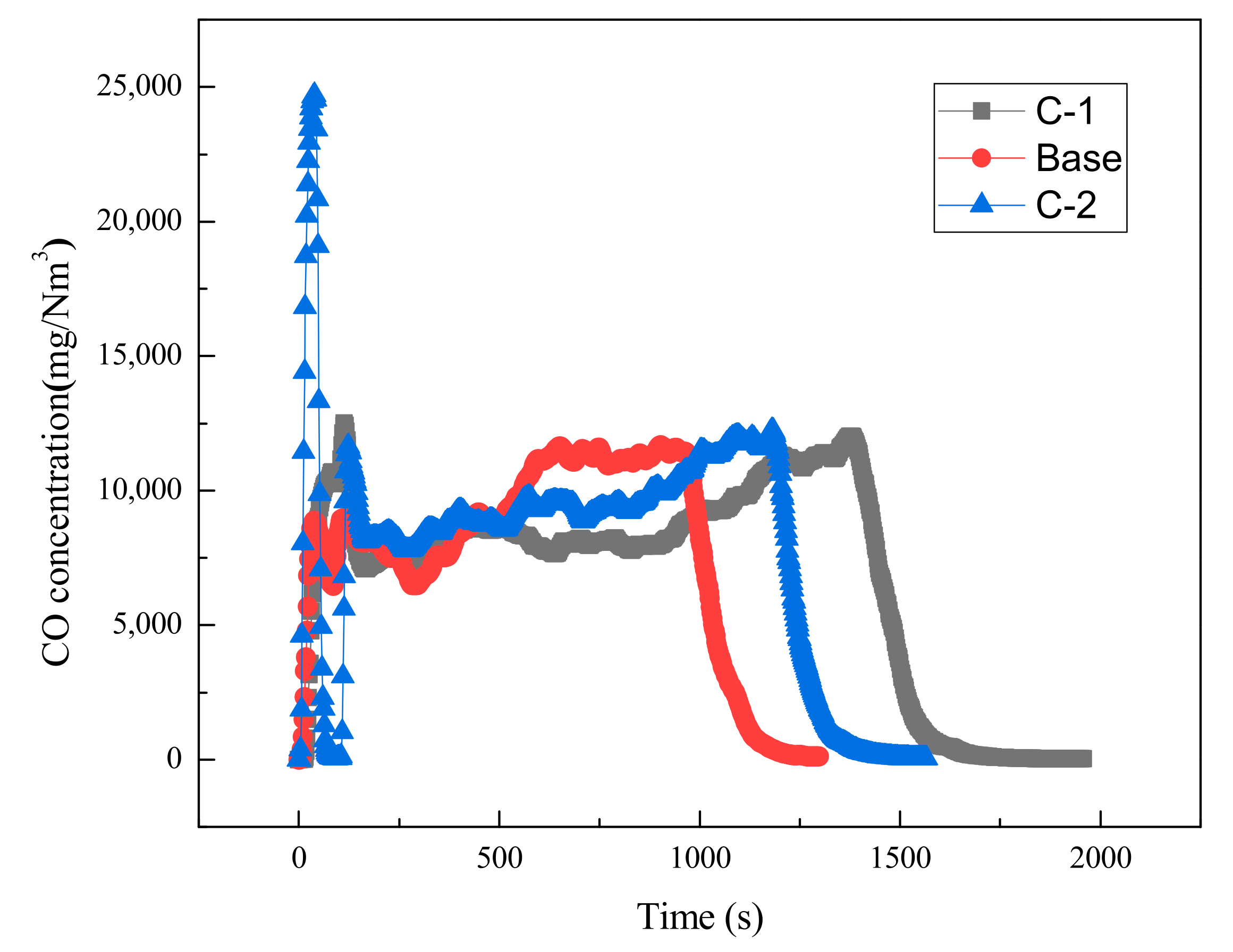
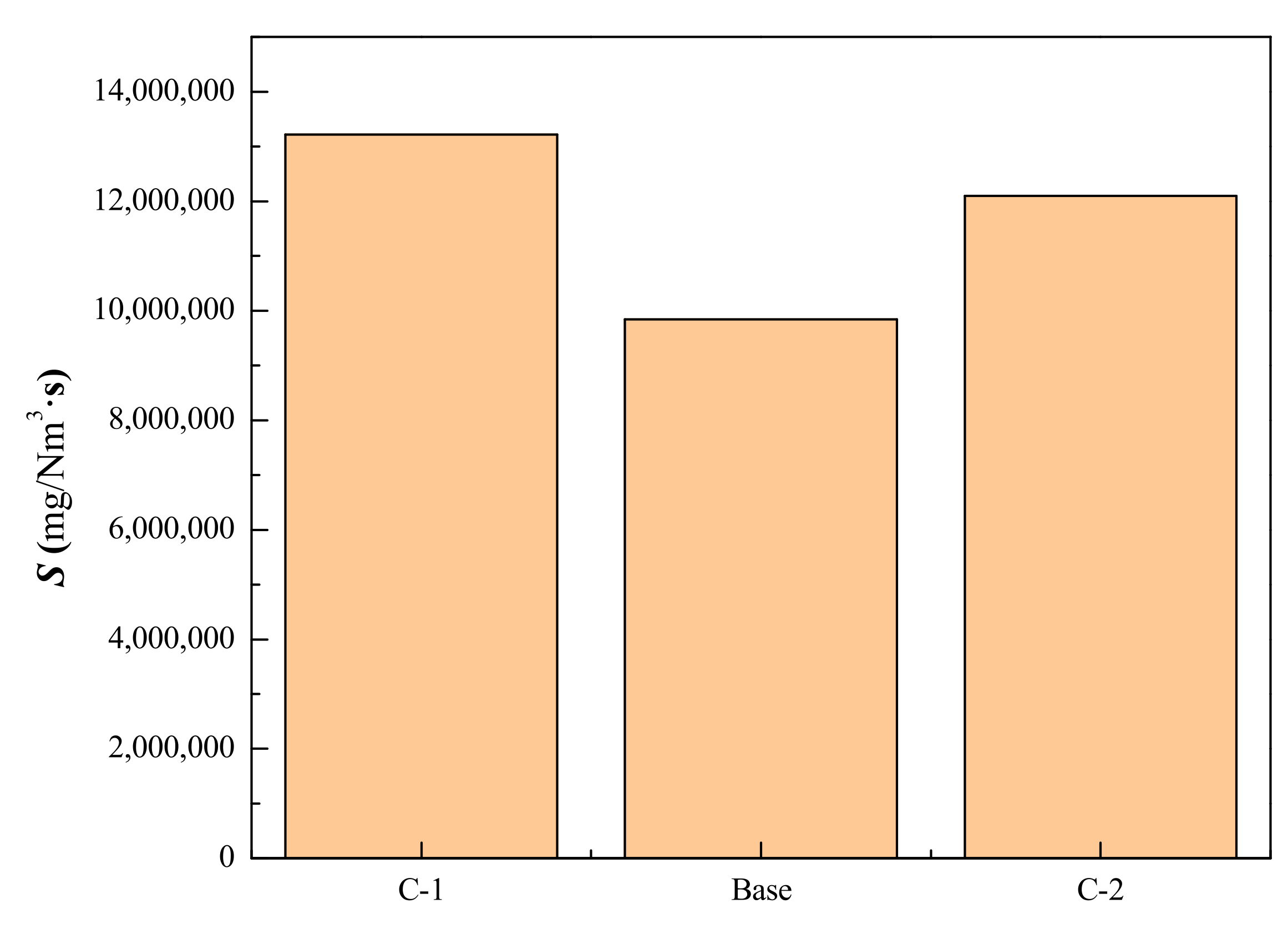
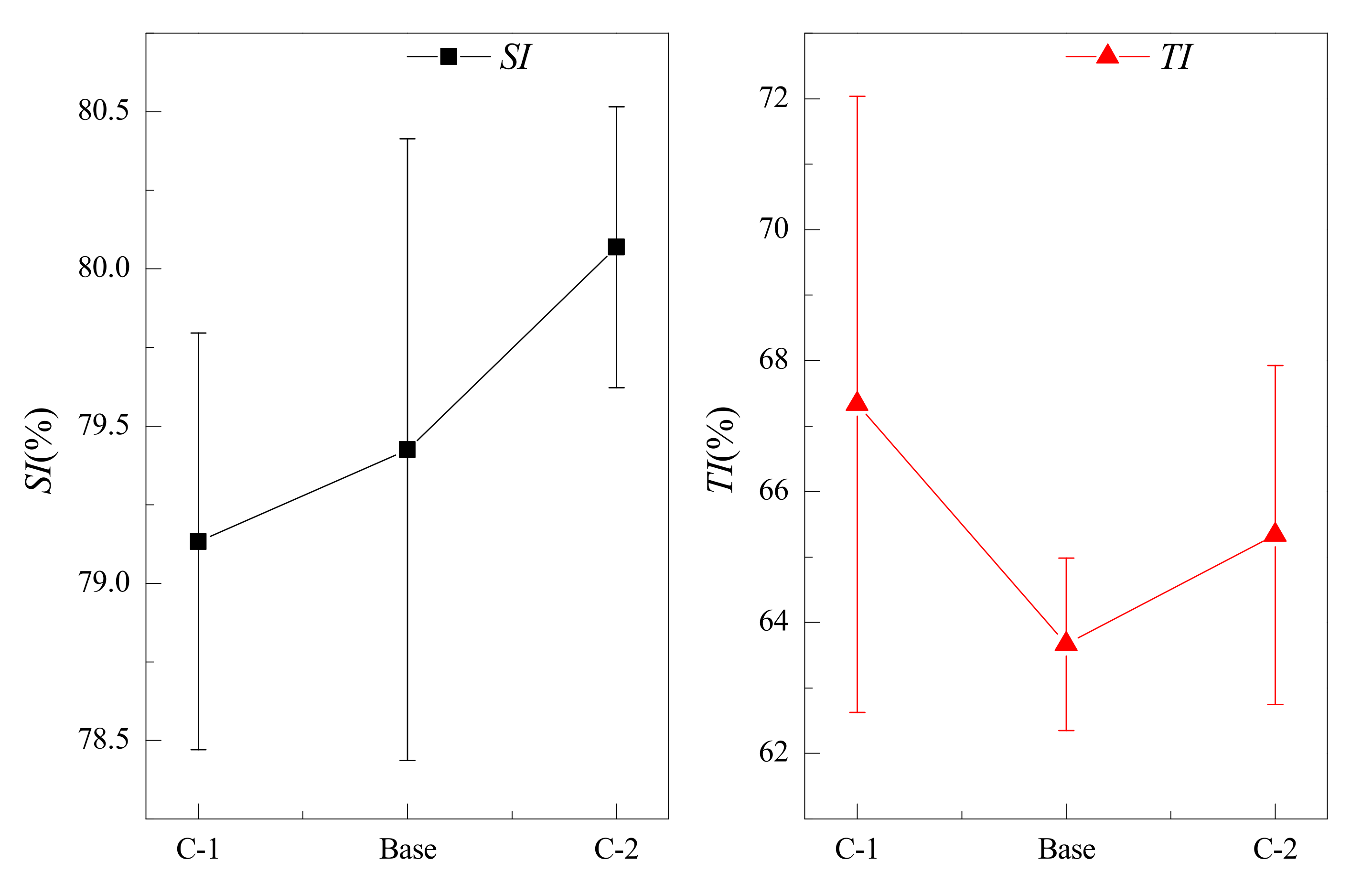
3.3. Influence of Water Ratio on CO Emissions
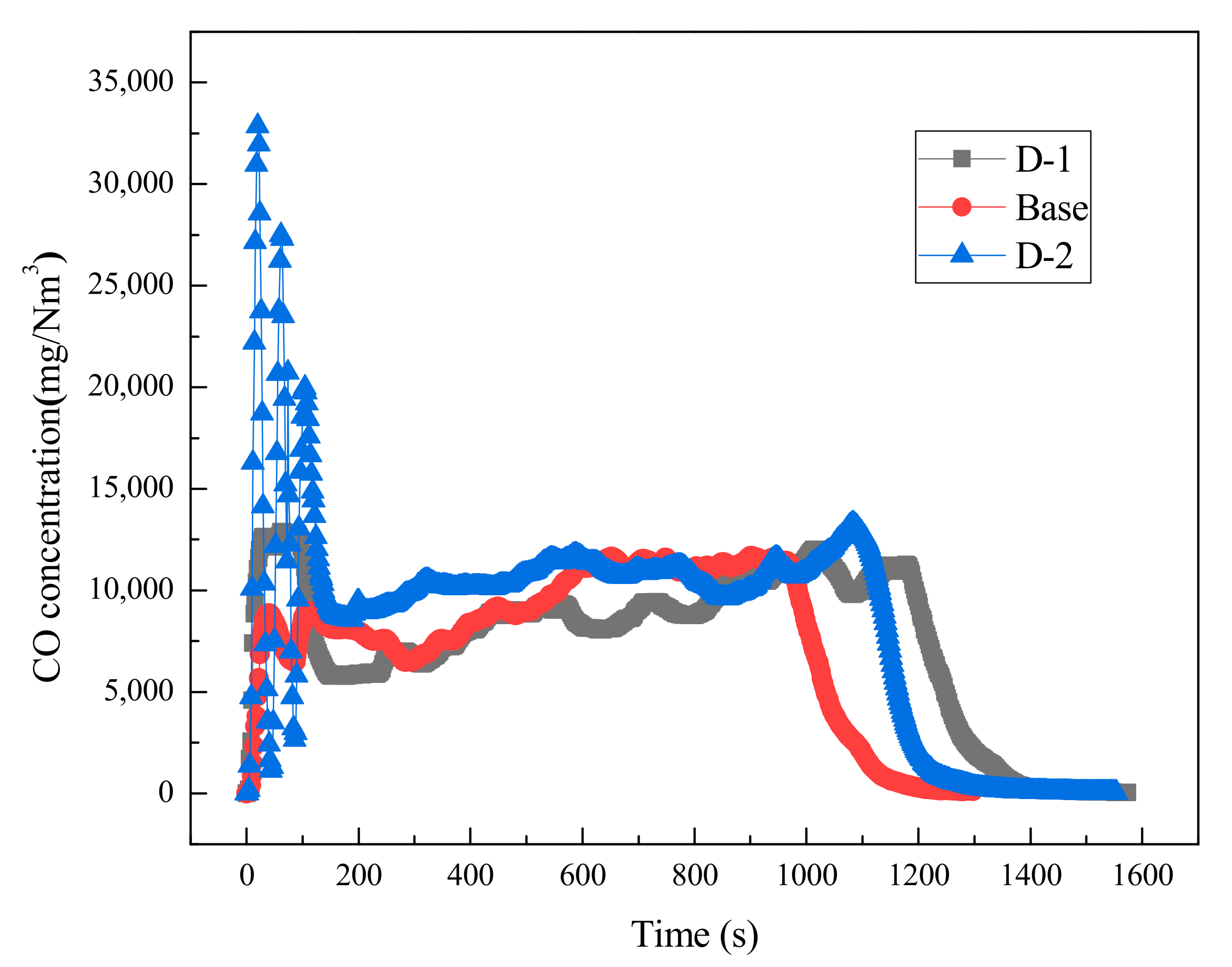
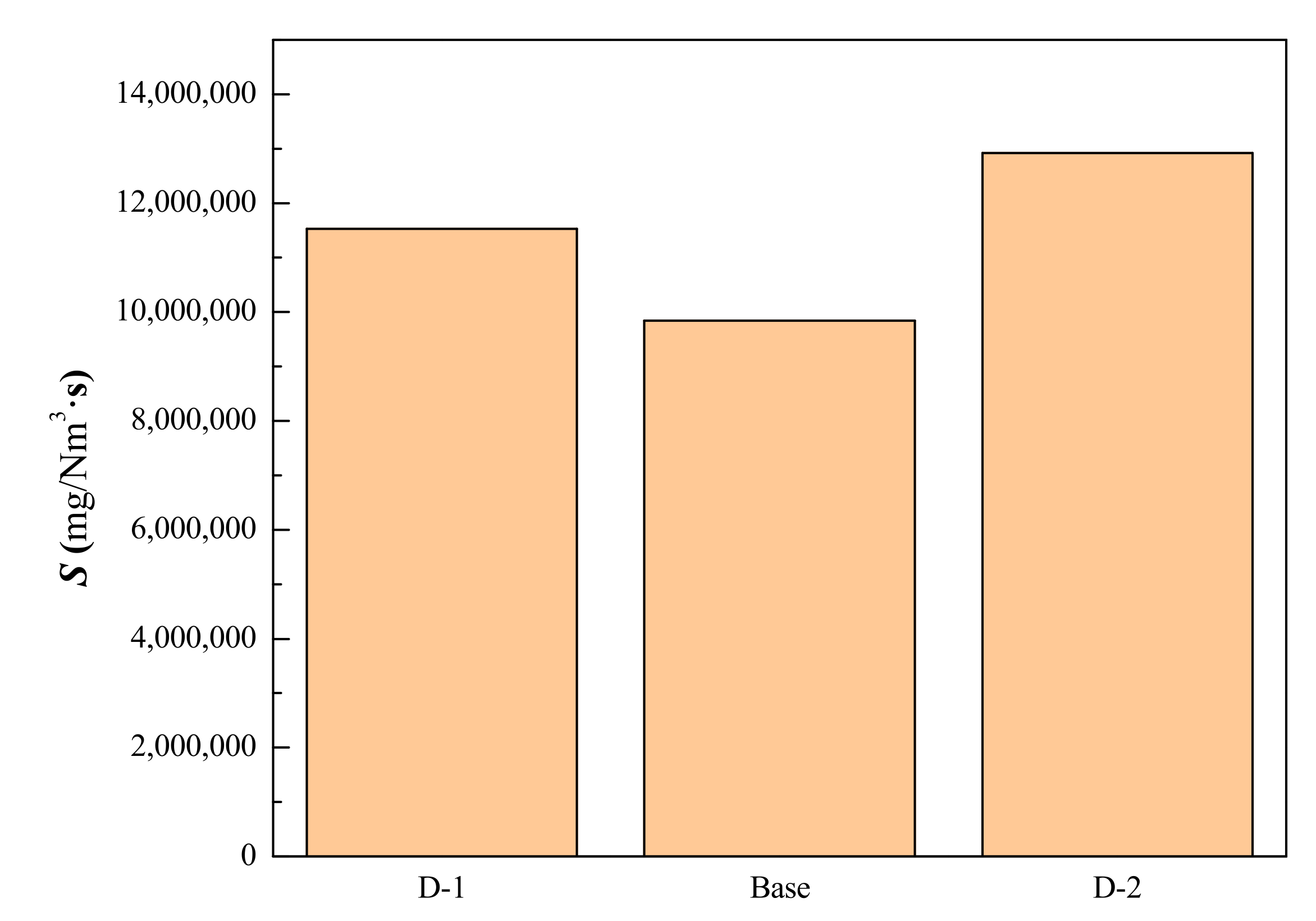
3.4. Influence of Negative Pressure on CO Emissions
3.5. Comprehensive Comparison of Schemes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cavaliere, P. Ironmaking and Steelmaking Processes; Springer: Cham, Switzerland, 2016; Volume 1, pp. 2–98. [Google Scholar]
- Dai, B.; Long, H.; Wen, Y.; Ji, Y.; Liu, Y. Development and production of large blast furnaces from 2015 to 2016 in China. Metall. Res. Technol. 2020, 117, 108. [Google Scholar] [CrossRef] [Green Version]
- Worls Steel Association. 2021 World Steel in Figures. 2021. Available online: https://worldsteel.org/wp-content/uploads/2021-World-Steel-in-Figures.pdf (accessed on 1 May 2022).
- Wang, Y.; Zhang, J.; Liu, Z.; Du, C. Recent advances and research status in energy conservation of iron ore sintering in China. Jom 2017, 69, 2404–2411. [Google Scholar] [CrossRef]
- Lu, L.; Ooi, T.; Li, X. Sintering emissions and their mitigation technologies. In Iron Ore; Elsevier: Amsterdam, The Netherlands, 2015; Volume 18, pp. 551–579. [Google Scholar]
- Xu, W.; Shao, M.; Yang, Y.; Liu, R.; Wu, Y.; Zhu, T. Mercury emission from sintering process in the iron and steel industry of China. Fuel Process. Technol. 2017, 159, 340–344. [Google Scholar] [CrossRef]
- Fernández-González, D.; Ruiz-Bustinza, I.; Mochón, J.; González-Gasca, C.; Verdeja, L.F. Iron ore sintering: Environment, automatic, and control techniques. Miner. Process. Extr. Metall. Rev. 2017, 38, 238–249. [Google Scholar] [CrossRef]
- Li, J.; He, X.; Pei, B.; Li, X.; Ying, D.; Wang, Y.; Jia, J. The ignored emission of volatile organic compounds from iron ore sinter process. J. Environ. Sci. 2019, 77, 282–290. [Google Scholar] [CrossRef]
- Qie, J.M.; Zhang, C.X.; Shangguan, F.Q.; Li, X.P.; Zhou, J.C. Effect of Iron-Bearing By-products on the Emission of SO2 and NOx in the Iron Ore Sintering Process. Trans. Indian Inst. Met. 2020, 73, 35–45. [Google Scholar] [CrossRef]
- Liu, Z.; Niu, L.; Zhang, S.; Dong, G.; Wang, Y.; Wang, G.; Kang, J.; Chen, L.; Zhang, J. Comprehensive Technologies for Iron Ore Sintering with a Bed Height of 1000 mm to Improve Sinter Quality, Enhance Productivity and Reduce Fuel Consumption. ISIJ Int. 2020, 60, 2400–2407. [Google Scholar] [CrossRef]
- Taira, K. NOx emission profile determined by in-situ gas monitoring of iron ore sintering during packed-bed coke combustion. Fuel 2019, 236, 244–250. [Google Scholar] [CrossRef]
- Ni, W.; Li, H.; Zhang, Y.; Zou, Z. Effects of Fuel Type and Operation Parameters on Combustion and NOx Emission of the Iron Ore Sintering Process. Energies 2019, 12, 213. [Google Scholar] [CrossRef] [Green Version]
- Chun, T.; Long, H.; Di, Z.; Zhang, X.; Wu, X.; Qian, L. Novel technology of reducing SO2 emission in the iron ore sintering. Process Saf. Environ. Prot. 2017, 105, 297–302. [Google Scholar] [CrossRef]
- Zhou, H.; Zhou, M.; Liu, Z.; Cheng, M.; Chen, J. Modeling NOx emission of coke combustion in iron ore sintering process and its experimental validation. Fuel 2016, 179, 322–331. [Google Scholar] [CrossRef]
- Zhou, H.; Cheng, M.; Zhou, M.; Liu, Z.; Liu, R.; Cen, K. Influence of sintering parameters of different sintering layers on NOx emission in iron ore sintering process. Appl. Therm. Eng. 2016, 94, 786–798. [Google Scholar] [CrossRef]
- Gan, M.; Fan, X.; Chen, X.; Ji, Z.; Lv, W.; Wang, Y.; Yu, Z.; Jiang, T. Reduction of pollutant emission in iron ore sintering process by applying biomass fuels. ISIJ Int. 2012, 52, 1574–1578. [Google Scholar] [CrossRef] [Green Version]
- Gan, M.; Lv, W.; Fan, X.; Chen, X.; Ji, Z.; Jiang, T. Gasification Reaction Characteristics between Biochar and CO2 as well as the Influence on Sintering Process. Adv. Mater. Sci. Eng. 2017, 2017, 9404801. [Google Scholar] [CrossRef] [Green Version]
- Gan, M.; Ji, Z.; Fan, X.; Chen, X.; Zhou, Y.; Wang, G.; Tian, Y.; Jiang, T. Clean recycle and utilization of hazardous iron-bearing waste in iron ore sintering process. J. Hazard. Mater. 2018, 353, 381–392. [Google Scholar] [CrossRef]
- Gan, M.; Ji, Z.; Fan, X.; Zhao, Y.; Chen, X.; Fan, Y. Insight into the high proportion application of biomass fuel in iron ore sintering through CO-containing flue gas recirculation. J. Clean. Prod. 2019, 232, 1335–1347. [Google Scholar] [CrossRef]
- Yu, Z.; Fan, X.; Gan, M.; Chen, X.; Lv, W. NOx Reduction in the Iron Ore Sintering Process with Flue Gas Recirculation. Jom 2017, 69, 1570–1574. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, J.; Qie, J.; Zhou, J.; Tian, X.; Qi, Y. Emission law and analysis of flue gas in sinter wind boxes. Iron Steel 2019, 54, 96–102. (In Chinese) [Google Scholar]
- Liao, J.; Zheng, H.; Gan, M.; Yu, H.; Fan, X. Generation and governance way of CO in sintering flue gas—formation mechanism and emission law. Sinter. Pelletizing 2021, 46, 1–7. (In Chinese) [Google Scholar]
- Zhu, D.; Xue, Y.; Pan, J.; Yang, C.; Guo, Z.; Tian, H.; Wang, X.; Huang, Q.; Pan, L.; Huang, X. Co-benefits of CO2 emission reduction and sintering performance improvement of limonitic laterite via hot exhaust-gas recirculation sintering. Powder Technol. 2020, 373, 727–740. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, Z.; Zhang, J.; Zhang, Y.; Niu, L.; Cheng, Q. Study of stand-support sintering to achieve high oxygen potential in iron ore sintering to enhance productivity and reduce CO content in exhaust gas. J. Clean. Prod. 2020, 252, 119855. [Google Scholar] [CrossRef]
- Liu, J.; Zhou, M.; Wu, F.; Zhang, H.; Xu, L.; Zhai, L.; Gao, W.; Zhong, Q. Study of the Double-Layer Sintering Process with Stand-Support. Metals 2022, 12, 629. [Google Scholar] [CrossRef]
- Lu, L.; Adam, M.; Kilburn, M.; Hapugoda, S.; Somerville, M.; Jahanshahi, S.; Mathieson, J.G. Substitution of Charcoal for Coke Breeze in Iron Ore Sintering. ISIJ Int. 2013, 53, 1607–1616. [Google Scholar] [CrossRef] [Green Version]
- Li, Q.; Wen, B.; Wang, G.; Cheng, J.; Zhong, W.; Dai, T.; Liang, L.; Han, Z. Study on calculation of carbon emission factors and embodied carbon emissions of iron-containing commodities in international trade of China. J. Clean. Prod. 2018, 191, 119–126. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | TFe | SiO2 | CaO | MgO | Al2O3 | Fe2O3 | S | Zn |
|---|---|---|---|---|---|---|---|---|
| Iron ore blending | 61.13 | 4.44 | 1.76 | 0.42 | 1.9 | 81.04 | 0.028 | 0.011 |
| Return fines | 56.08 | 5.11 | 8.72 | 1.77 | 2.36 | 71.35 | / | |
| Light burned dolomite | / | 3.63 | 40.22 | 22.54 | / | / | / | |
| Quicklime | / | 2.84 | 68.92 | / | / | / | / | |
| Dolomite | / | 4.28 | 29.31 | 18.69 | / | / | / |
| Fuels | Proximate Analysis | Ultimate Analysis | ||||||
|---|---|---|---|---|---|---|---|---|
| Mad 1 | Aad 2 | Vad 3 | FCad 4 | St,ad 5 | C | H | S | |
| Coal breeze | 4.36 | 14.35 | 7.10 | 74.19 | 0.61 | 74.85 | 2.54 | 0.44 |
| Coke breeze | 0.34 | 14.48 | 1.70 | 83.48 | 0.76 | 85.32 | 0.13 | 0.62 |
| Parameter | Unite | Value |
|---|---|---|
| Inner diameter | mm | 300 |
| Height | mm | 700 |
| Ignition negative pressure | kPa | 8 |
| Ignition temperature | ℃ | 1034 |
| Ignition time | s | 80 |
| Initial set value of negative pressure | kPa | 10–12 |
| Sintering time | min | 20–40 |
| Schemes | Mass Fraction/Mass% | Negative Pressure/(-kPa) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Iron Ore Blending | Return Fines | Quicklime | Light Burned Dolomite | Dolomite | Coke Breeze | Coal Breeze | Fixed Carbon | Water | Ratio of Coke Breeze and Coal Breeze | ||
| Base | 69.20 | 18.25 | 5.21 | 2.39 | 1.23 | 2.47 | 1.26 | 2.80 | 7.50 | 2.00 | 12.00 |
| A-1 | 69.39 | 18.30 | 5.22 | 2.40 | 1.23 | 2.30 | 1.17 | 2.60 | 7.50 | 2.00 | 12.00 |
| A-2 | 69.00 | 18.20 | 5.19 | 2.38 | 1.23 | 2.65 | 1.35 | 3.00 | 7.50 | 2.00 | 12.00 |
| B-1 | 69.19 | 18.24 | 5.21 | 2.39 | 1.23 | 2.41 | 1.34 | 2.80 | 7.50 | 1.80 | 12.00 |
| B-2 | 69.21 | 18.25 | 5.21 | 2.39 | 1.23 | 2.55 | 1.16 | 2.80 | 7.50 | 2.20 | 12.00 |
| C-1 | 69.20 | 18.25 | 5.21 | 2.39 | 1.23 | 2.47 | 1.26 | 2.80 | 7.00 | 2.00 | 12.00 |
| C-2 | 69.20 | 18.25 | 5.21 | 2.39 | 1.23 | 2.47 | 1.26 | 2.80 | 8.00 | 2.00 | 12.00 |
| D-1 | 69.20 | 18.25 | 5.21 | 2.39 | 1.23 | 2.47 | 1.26 | 2.80 | 7.50 | 2.00 | 11.00 |
| D-2 | 69.20 | 18.25 | 5.21 | 2.39 | 1.23 | 2.47 | 1.26 | 2.80 | 7.50 | 2.00 | 13.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, F.; Shi, X.; Ping, X.; Gao, J.; Zhang, J.; Zhang, H. Influence of Sinter Parameters on CO Emission in Iron Ore Sintering Process. Metals 2022, 12, 1202. https://doi.org/10.3390/met12071202
Wang F, Shi X, Ping X, Gao J, Zhang J, Zhang H. Influence of Sinter Parameters on CO Emission in Iron Ore Sintering Process. Metals. 2022; 12(7):1202. https://doi.org/10.3390/met12071202
Chicago/Turabian StyleWang, Feng, Xuefeng Shi, Xiaodong Ping, Jianjun Gao, Jun Zhang, and Huining Zhang. 2022. "Influence of Sinter Parameters on CO Emission in Iron Ore Sintering Process" Metals 12, no. 7: 1202. https://doi.org/10.3390/met12071202