
Fatigue Crack Initiation on Semi-Solid Al–7Si–Mg Castings



Abstract
:1. Introduction
2. Experimental
2.1. Alloys
2.2. Semi-Solid Castings
2.3. Heat Treatments
2.4. Anodising
2.5. Tensile Testing
2.6. Four-Point Bending Fatigue
2.7. Characterisation
3. Results
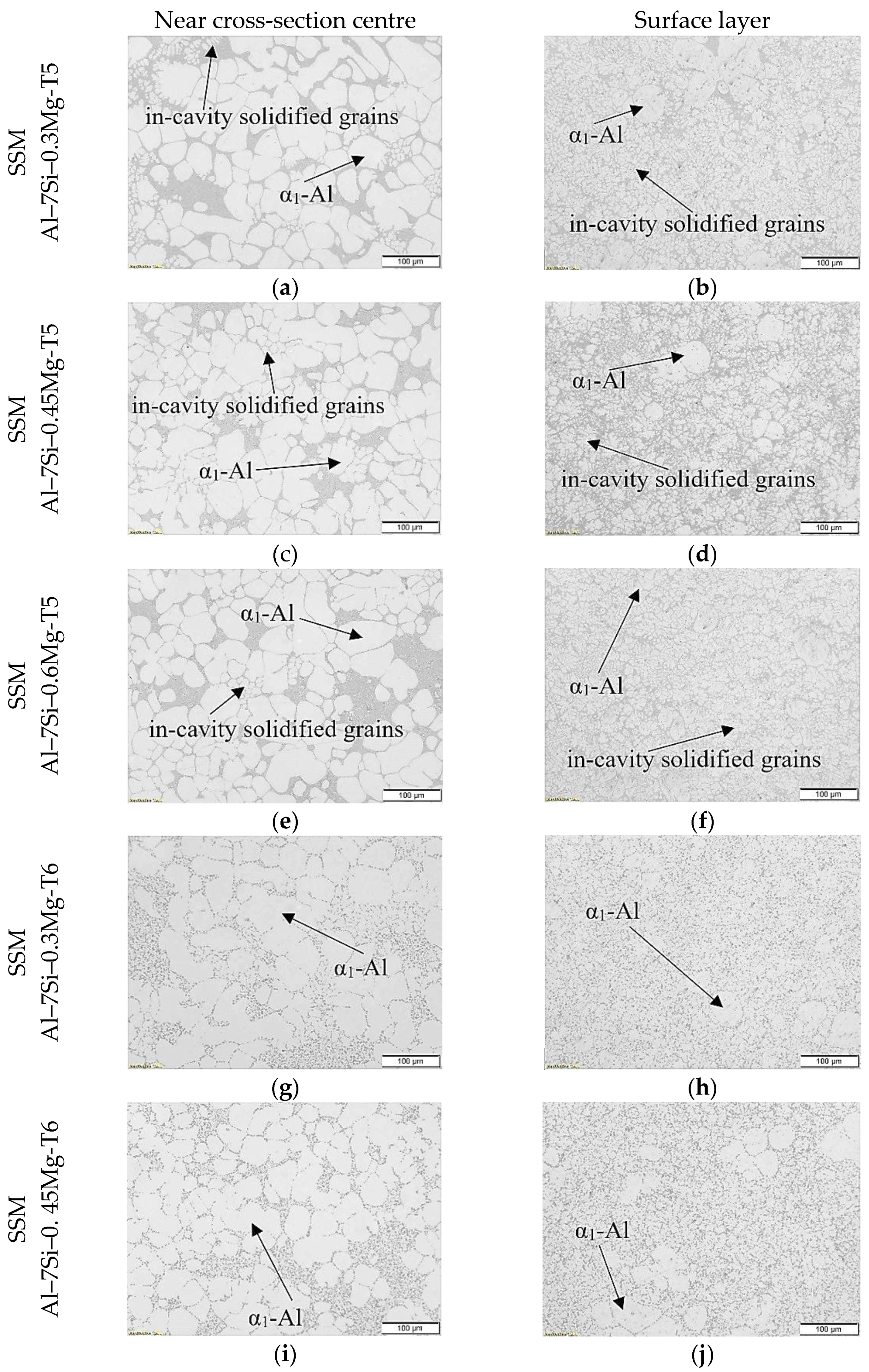
3.1. Microstructural Analysis
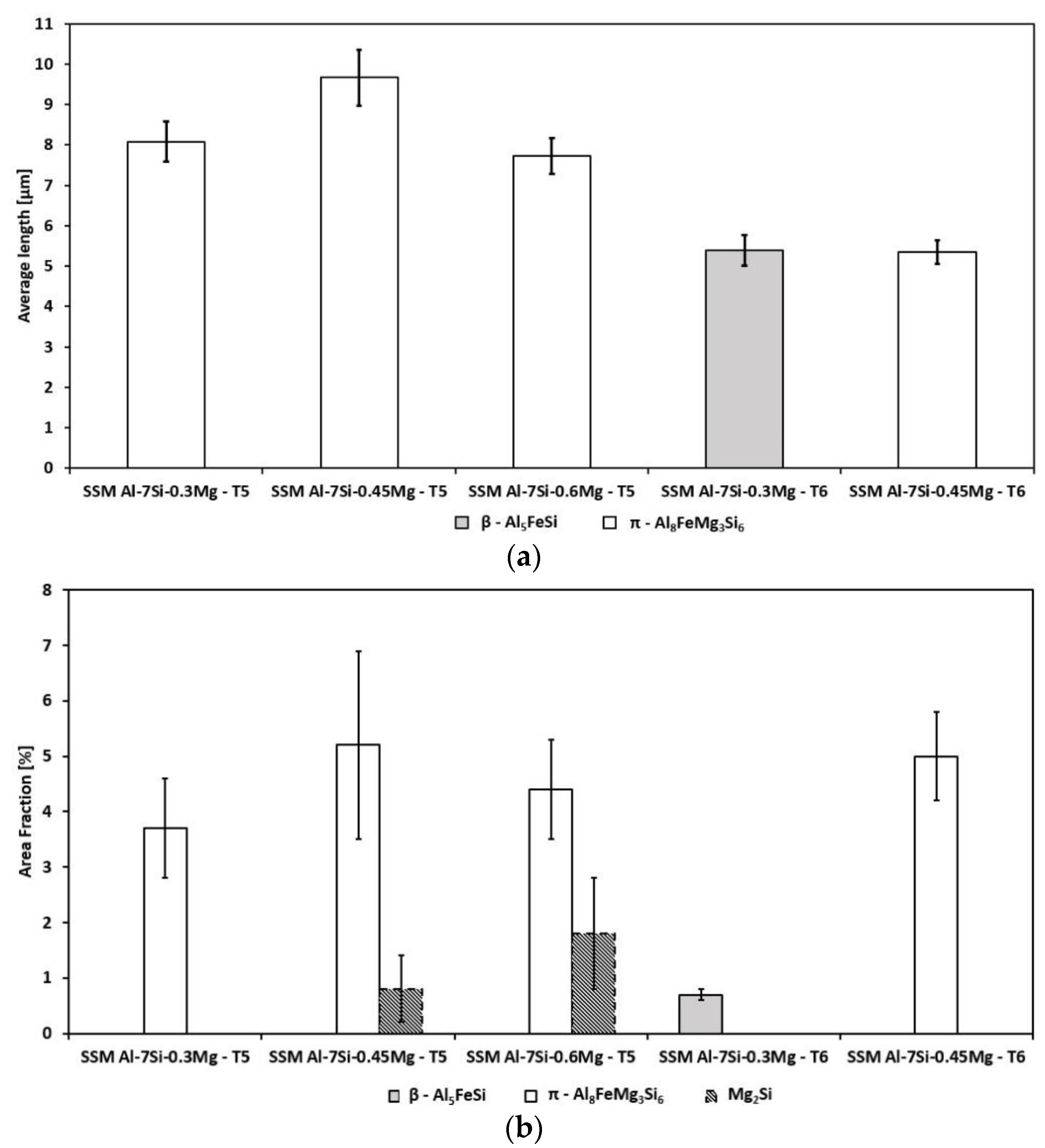
3.2. Size and Area Fraction of Intermetallic Phases
3.3. Effect of Heat Treatment and Magnesium Content on Tensile Properties
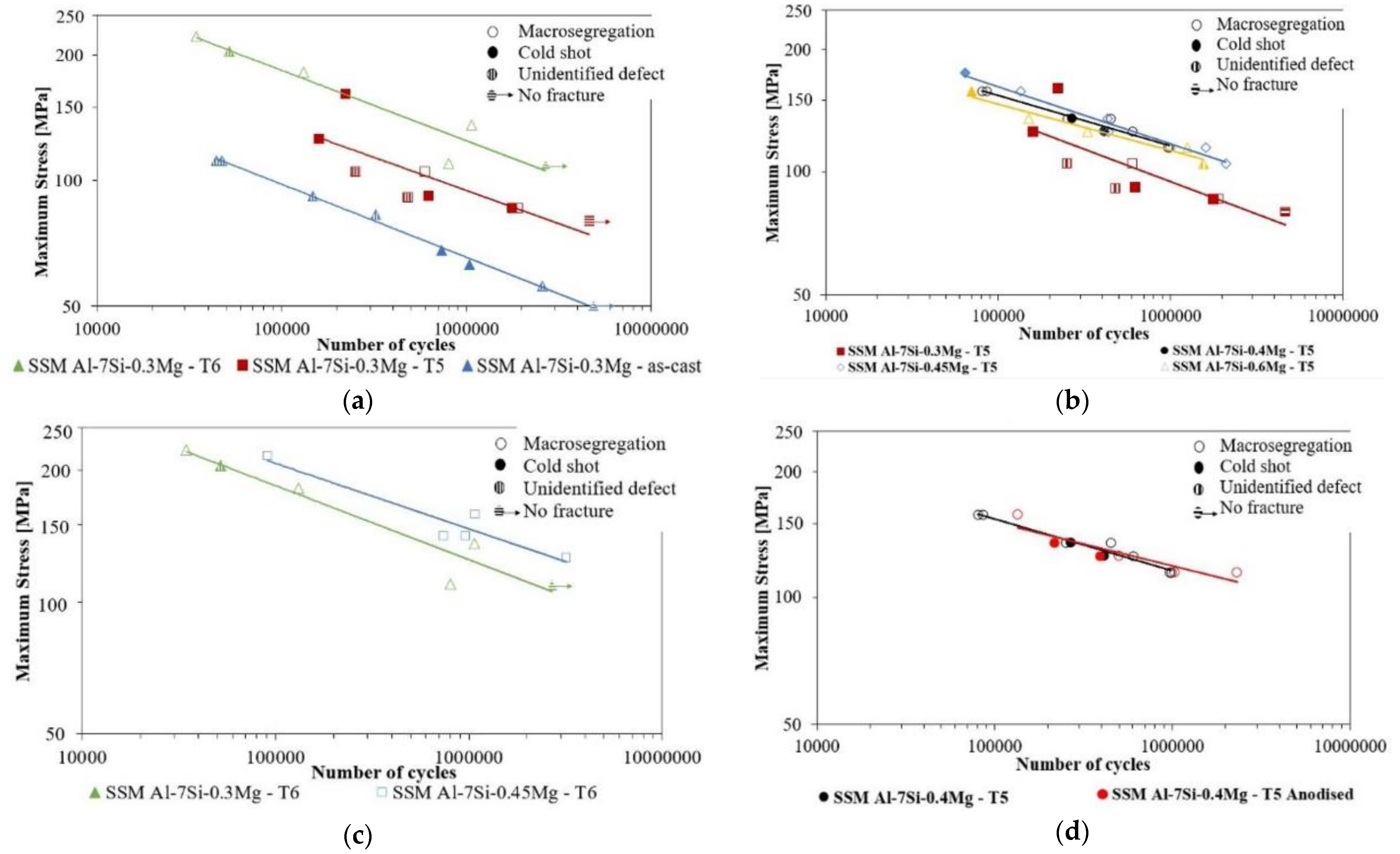
3.4. Effect of Heat Treatment and Magnesium Content on Fatigue Properties
3.5. Fatigue Crack Initiation
4. Discussion
4.1. Fatigue Results
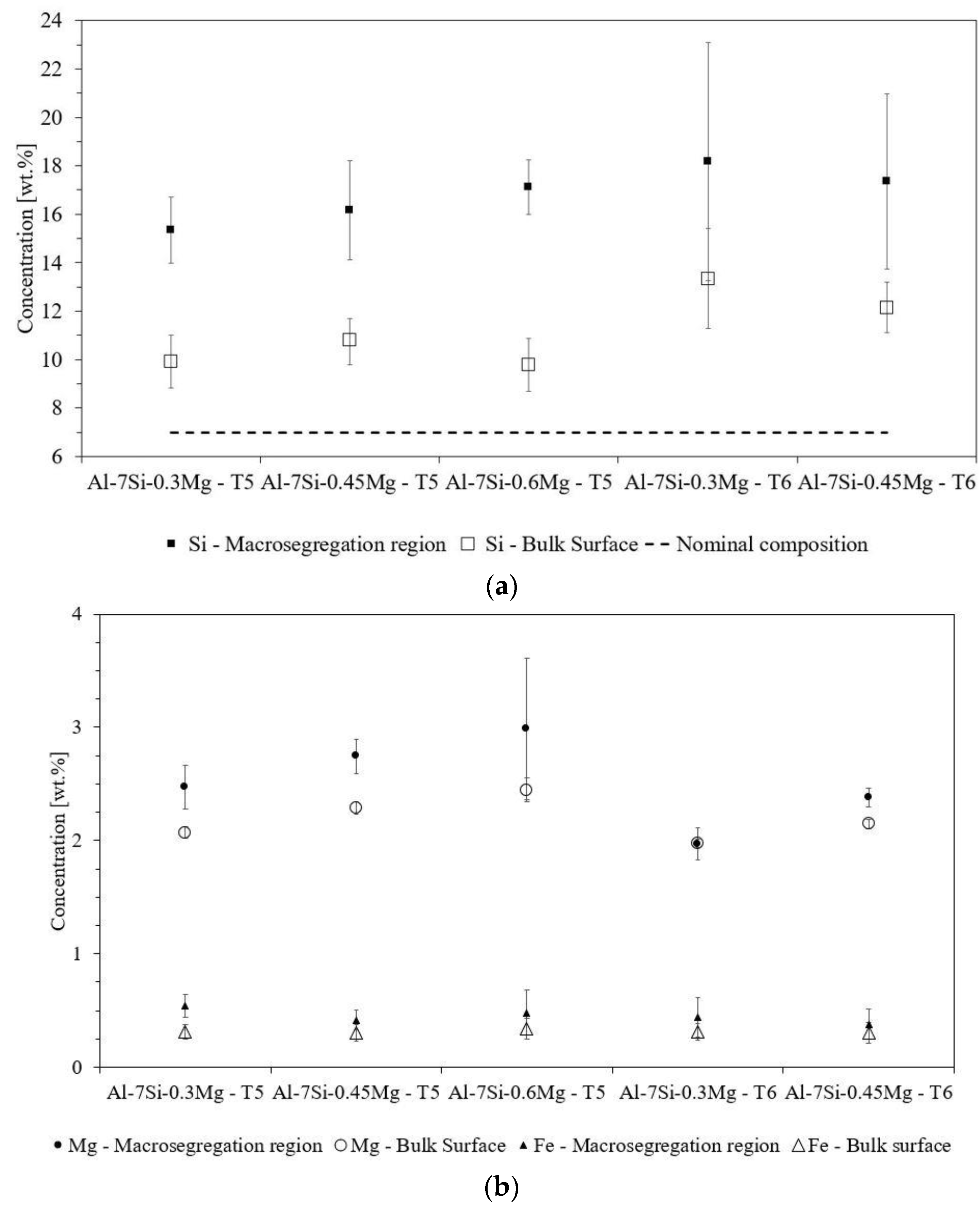
4.2. Defects Formation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Krupp, U. Fatigue Crack Propagation in Metals and Alloys: Microstructural Aspects and Modelling Concepts; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2007. [Google Scholar]
- Lados, D.; Apelian, D.; Paris, P.; Donald, J. Closure mechanisms in Al–Si–Mg cast alloys and long-crack to small-crack corrections. Int. J. Fatigue 2005, 27, 1463–1472. [Google Scholar] [CrossRef]
- Wang, Q.; Apelian, D.; Lados, D. Fatigue behavior of A356/357 aluminum cast alloys. Part II—Effect of microstructural constituents. J. Light Met. 2001, 1, 85–97. [Google Scholar] [CrossRef]
- Ammar, H.; Samuel, A.; Samuel, F. Effect of casting imperfections on the fatigue life of 319-F and A356-T6 Al–Si casting alloys. Mater. Sci. Eng. A 2008, 473, 65–75. [Google Scholar] [CrossRef]
- Tijani, Y.; Heinrietz, A.; Stets, W.; Voigt, P. Detection and Influence of Shrinkage Pores and Nonmetallic Inclusions on Fatigue Life of Cast Aluminum Alloys. Met. Mater. Trans. A 2013, 44, 5408–5415. [Google Scholar] [CrossRef]
- Dezecot, S.; Brochu, M. Microstructural characterization and high cycle fatigue behavior of investment cast A357 aluminum alloy. Int. J. Fatigue 2015, 77, 154–159. [Google Scholar] [CrossRef]
- Serrano-Munoz, I.; Buffiere, J.-Y.; Verdu, C. Casting defects in structural components: Are they all dangerous? A 3D Study. Int. J. Fatigue 2018, 117, 471–484. [Google Scholar] [CrossRef]
- Wang, Q.; Apelian, D.; Lados, D. Fatigue behavior of A356-T6 aluminum cast alloys. Part I. Effect of casting defects. J. Light Met. 2001, 1, 73–84. [Google Scholar] [CrossRef]
- Couper, M.J.; Neeson, A.E.; Griffiths, J.R. CASTING DEFECTS AND THE FATIGUE BEHAVIOUR OF AN ALUMINIUM CASTING ALLOY. Fatigue Fract. Eng. Mater. Struct. 1990, 13, 213–227. [Google Scholar] [CrossRef]
- Serrano-Munoz, I.; Buffiere, J.-Y.; Verdu, C.; Gaillard, Y.; Mu, P.; Nadot, Y. Influence of surface and internal casting defects on the fatigue behaviour of A357-T6 cast aluminium alloy. Int. J. Fatigue 2016, 82, 361–370. [Google Scholar] [CrossRef]
- Hu, X.; Zhu, Q.; Midson, S.; Atkinson, H.; Dong, H.; Zhang, F.; Kang, Y. Blistering in semi-solid die casting of aluminium alloys and its avoidance. Acta Mater. 2017, 124, 446–455. [Google Scholar] [CrossRef] [Green Version]
- Brochu, M.; Verreman, Y.; Ajersch, F.; Bouchard, D. High cycle fatigue strength of permanent mold and rheocast aluminum 357 alloy. Int. J. Fatigue 2010, 32, 1233–1242. [Google Scholar] [CrossRef] [Green Version]
- Brochu, M.; Verreman, Y.; Ajersch, F.; Bouchard, D. Propagation of short fatigue cracks in permanent and semi-solid mold 357 aluminum alloy. Int. J. Fatigue 2012, 36, 120–129. [Google Scholar] [CrossRef] [Green Version]
- Nadella, R.; Eskin, D.; Du, Q.; Katgerman, L. Macrosegregation in direct-chill casting of aluminium alloys. Prog. Mater. Sci. 2008, 53, 421–480. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.; Patel, G.; Gokhale, A. Inverse surface macro-segregation in high-pressure die-cast AM60 magnesium alloy and its effects on fatigue behavior. Scr. Mater. 2005, 52, 1063–1068. [Google Scholar] [CrossRef]
- Otarawanna, S.; Gourlay, C.M.; Laukli, H.I.; Dahle, A.K. Microstructure Formation in AlSi4MgMn and AlMg5Si2Mn High-Pressure Die Castings. Met. Mater. Trans. A 2009, 40, 1645–1659. [Google Scholar] [CrossRef]
- Otarawanna, S.; Gourlay, C.; Laukli, H.; Dahle, A. Formation of the surface layer in hypoeutectic Al-alloy high-pressure die castings. Mater. Chem. Phys. 2011, 130, 251–258. [Google Scholar] [CrossRef]
- Payandeh, M.; Jarfors, A.E.; Wessen, M. Influence of Microstructural Inhomogeneity on Fracture Behaviour in SSM-HPDC Al-Si-Cu-Fe Component with Low Si Content. Solid State Phenom. 2014, 217–218, 67–74. [Google Scholar] [CrossRef] [Green Version]
- Eslami, M.; Payandeh, M.; Deflorian, F.; Jarfors, A.E.W.; Zanella, C. Effect of Segregation and Surface Condition on Corrosion of Rheo-HPDC Al–Si Alloys. Metals 2018, 8, 209. [Google Scholar] [CrossRef] [Green Version]
- Zhu, B.; Zanella, C. Hardness and corrosion behaviour of anodised Al-Si produced by rheocasting. Mater. Des. 2019, 173, 107764. [Google Scholar] [CrossRef]
- Gourlay, C.M.; Dahle, A.K.; Laukli, H.I. Segregation band formation in Al-Si die castings. Met. Mater. Trans. A 2004, 35, 2881–2891. [Google Scholar] [CrossRef]
- Gourlay, C.; Laukli, H.; Dahle, A. Defect Band Characteristics in Mg-Al and Al-Si High-Pressure Die Castings. Met. Mater. Trans. A 2007, 38, 1833–1844. [Google Scholar] [CrossRef]
- Lee, S.G.; Patel, G.; Gokhale, A. Characterization of the effects of process parameters on macrosegregation in a high-pressure die-cast Magnesium alloy. Mater. Charact. 2005, 55, 219–224. [Google Scholar] [CrossRef]
- Antoun, A.A.; Brochu, M.; Möller, H. Effect of the Rheocasting Process and of the SLS Layer on the Fatigue Behavior of 357 Aluminum Alloy. Solid State Phenom. 2014, 217–218, 227–234. [Google Scholar] [CrossRef]
- Cirik, E.; Genel, K. Effect of anodic oxidation on fatigue performance of 7075-T6 alloy. Surf. Coat. Technol. 2008, 202, 5190–5201. [Google Scholar] [CrossRef]
- Granath, O.; Wessén, M.; Cao, H. Determining effect of slurry process parameters on semisolid A356 alloy microstructures produced by RheoMetal process. Int. J. Cast Met. Res. 2008, 21, 349–356. [Google Scholar] [CrossRef]
- Santos, J.; Dahle, A.K.; Jarfors, A.E.W. Magnesium Solubility in Primary α-Al and Heat Treatment Response of Cast Al-7Si-Mg. Metals 2020, 10, 614. [Google Scholar] [CrossRef]
- SS-EN-ISO 6892-1:2016; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature 2016. Swedish Institute for Standards: Stockholm, Sweden, 2016.
- Li, J.X.; Zhai, T.; Garratt, M.D.; Bray, G.H. Four-point-bend fatigue of AA 2026 aluminum alloys. Met. Mater. Trans. A 2005, 36, 2529–2539. [Google Scholar] [CrossRef]
- ASTM E562-11; Standard Test Method for Determining Volume Fraction by Systematic Manual Point Count. ASTM Int.: West Conshohocken, PA, USA, 2011; pp. 1–7. [CrossRef]
- Payandeh, M.; Jarfors, A.E.W.; Wessén, M. Solidification Sequence and Evolution of Microstructure during Rheocasting of Four Al-Si-Mg-Fe Alloys with Low Si Content. Met. Mater. Trans. A 2015, 47, 1215–1228. [Google Scholar] [CrossRef]
- Laukli, H.I.; Gourlay, C.M.; Dahle, A.K. Migration of crystals during the filling of semi-solid castings. Met. Mater. Trans. A 2005, 36, 805–818. [Google Scholar] [CrossRef]
- Law, M.; Hulme-Smith, C.N.; Matsushita, T.; Jönsson, P.G. Assessment of Mechanisms for Particle Migration in Semi-Solid High Pressure Die Cast Aluminium-Silicon Alloys. J. Manuf. Mater. Process. 2020, 4, 51. [Google Scholar] [CrossRef]
- Wang, Q.G.; Davidson, C.J. Solidification and precipitation behaviour of Al-Si-Mg casting alloys. J. Mater. Sci. 2001, 36, 739–750. [Google Scholar] [CrossRef]
- Murakami, Y. Effects of Small Defects and Nonmetallic Inclusions on the Fatigue Strength of Metals. JSME Int. J. Ser. A Mech. Mater. Eng. 1989, 32, 167–180. [Google Scholar] [CrossRef] [Green Version]
- Caceres, C.H.; Davidson, C.J.; Griffiths, J.R.; Wang, Q.G. The effect of Mg on the microstructure and mechanical behavior of Al-Si-Mg casting alloys. Met. Mater. Trans. A 1999, 30, 2611–2618. [Google Scholar] [CrossRef]
- Davidson, C.J.; Griffiths, J.R.; Zanada, A. Fatigue properties of a semi-solid cast Al-7Si-0.3Mg-T6 alloy. Metall. Sci. Tecnol. 2000, 18, 2. [Google Scholar]
- Dahle, A.; StJohn, D. Rheological behaviour of the mushy zone and its effect on the formation of casting defects during solidification. Acta Mater. 1998, 47, 31–41. [Google Scholar] [CrossRef]
- Strzelecki, P.; Tomaszewski, T. Analysis of axial load and bending load effects on the fatigue life. In AIP Conference Proceedings; AIP Publishing LLC.: Melville, NY, USA, 2018; Volume 2028, p. 20019. [Google Scholar] [CrossRef]
- Murakami, Y.; Endo, M. Effects of hardness and crack geometries on ΔKth of small cracks emanating from small defects. In The Behaviour of Short Fatigue Cracks; Mechanical Engineering Publications: London, UK, 1986; pp. 275–293. [Google Scholar]
- Chen, R.; Xu, Q.; Guo, H.; Xia, Z.; Wu, Q.; Liu, B. Correlation of solidification microstructure refining scale, Mg composition and heat treatment conditions with mechanical properties in Al-7Si-Mg cast aluminum alloys. Mater. Sci. Eng. A 2017, 685, 391–402. [Google Scholar] [CrossRef]
- Laukli, H.; Arnberg, L.; Lohne, O. Effects of grain refiner additions on the grain structures in HPDC A356 castings. Int. J. Cast Met. Res. 2005, 18, 65–72. [Google Scholar] [CrossRef]
- Kaempffer, F.; Weinberg, F. Macrosegregation in a copper alloy directionally cast with exudation of liquid. Met. Mater. Trans. A 1971, 2, 2477–2483. [Google Scholar] [CrossRef]
- Haug, E.; Mo, A.; Thevik, H.J. Macrosegregation near a cast surface caused by exudation and solidification shrinkage. Int. J. Heat Mass Transf. 1995, 38, 1553–1563. [Google Scholar] [CrossRef]
- Figueiredo, A.M.; Kato, A.; Flemings, M.C. Viscosity of Semi-Solid A357 Alloy in the Transient High Shear Rate Regime. Metall. Sci. Tecnol. 2000, 18, 32–36. Available online: http://www.fracturae.com/index.php/MST/article/view/988 (accessed on 2 May 2022).
- Chucheep, T.; Wannasin, J.; Canyook, R.; Rattanochaikul, T.; Janudom, S.; Wisutmethangoon, S.; Flemings, M.C. Characterization of Flow Behavior of Semi-Solid Slurries with Low Solid Fractions. Met. Mater. Trans. A 2013, 44, 4754–4763. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Si | Mg | Fe | Ti | Sr | Al |
|---|---|---|---|---|---|---|
| Al–7Si–0.3Mg | 7.0 ± 0.1 | 0.32 ± 0.04 | 0.14 ± 0.02 | 0.09 ± 0.02 | 0.020 ± 0.011 | Bal. |
| Al–7Si–0.4Mg | 7.2 ± 0.1 | 0.41 ± 0.02 | 0.12 ± 0.01 | 0.11 ± 0.01 | 0.029 ± 0.001 | Bal. |
| Al–7Si–0.45Mg | 7.4 ± 0.2 | 0.47 ± 0.01 | 0.11 ± 0.01 | 0.11 ± 0.01 | 0.025 ± 0.002 | Bal. |
| Al–7Si–0.6Mg | 7.1 ± 0.1 | 0.60 (0.04) | 0.12 ± 0.01 | 0.12 ± 0.01 | 0.024 ± 0.002 | Bal. |
| Defect | Casting Surface Position during Die Cavity Filling | |
|---|---|---|
| Top die | Bottom die | |
| Macrosegregation | 16 | 16 |
| Cold shot | 5 | 6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santos, J.; Zhu, B.; Zanella, C.; Jarfors, A.E.W. Fatigue Crack Initiation on Semi-Solid Al–7Si–Mg Castings. Metals 2022, 12, 1061. https://doi.org/10.3390/met12071061
Santos J, Zhu B, Zanella C, Jarfors AEW. Fatigue Crack Initiation on Semi-Solid Al–7Si–Mg Castings. Metals. 2022; 12(7):1061. https://doi.org/10.3390/met12071061
Chicago/Turabian StyleSantos, Jorge, Baiwei Zhu, Caterina Zanella, and Anders E. W. Jarfors. 2022. "Fatigue Crack Initiation on Semi-Solid Al–7Si–Mg Castings" Metals 12, no. 7: 1061. https://doi.org/10.3390/met12071061