
Comparison of the Three-Phase Corrosion Behavior of SiN and 304L Stainless Steels in 6 M Nitric Acid Solution at Different Temperatures

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Section
3. Results and Discussion
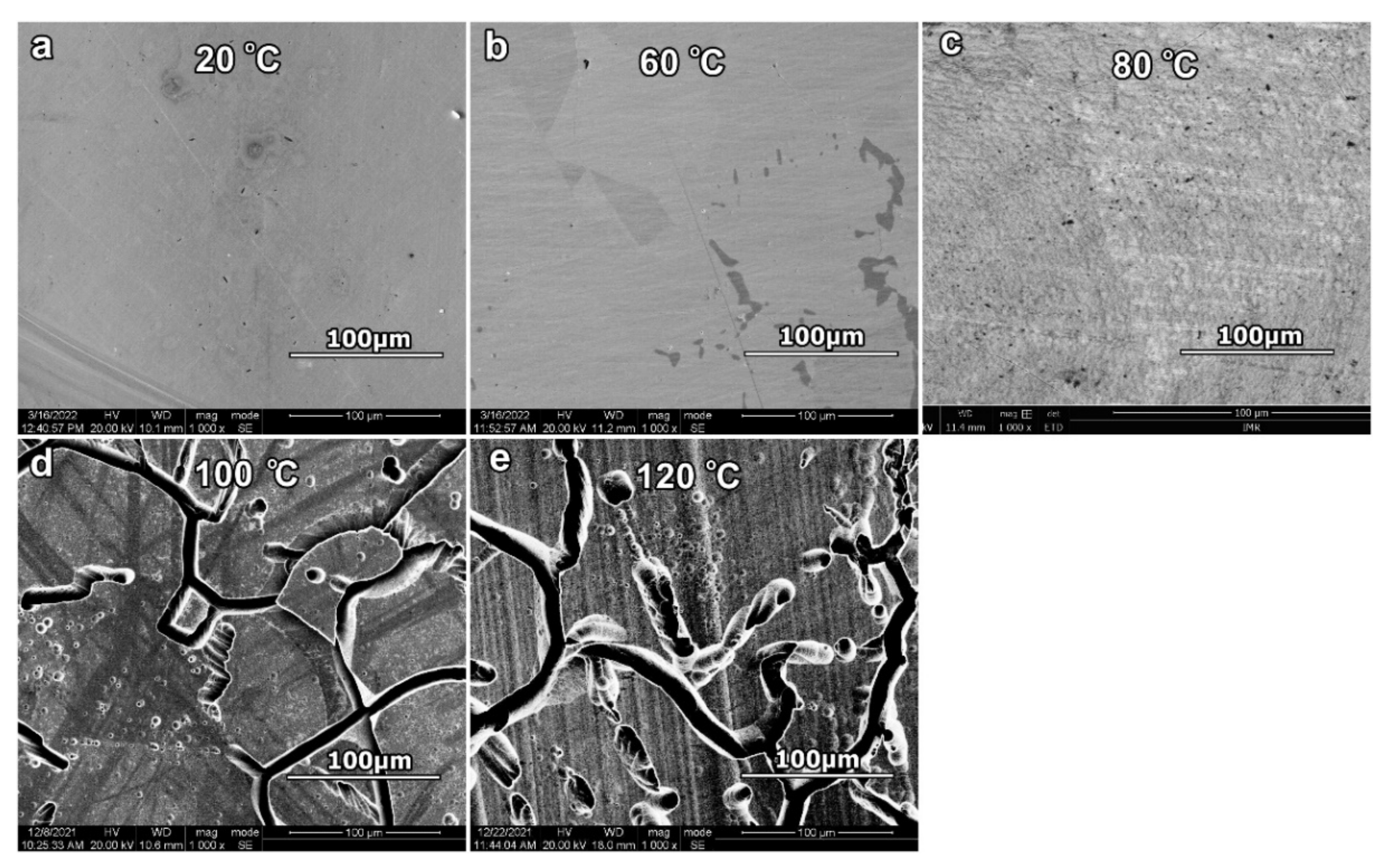
3.1. Liquid-Phase Corrosion Behavior of Stainless Steels at Different Temperatures
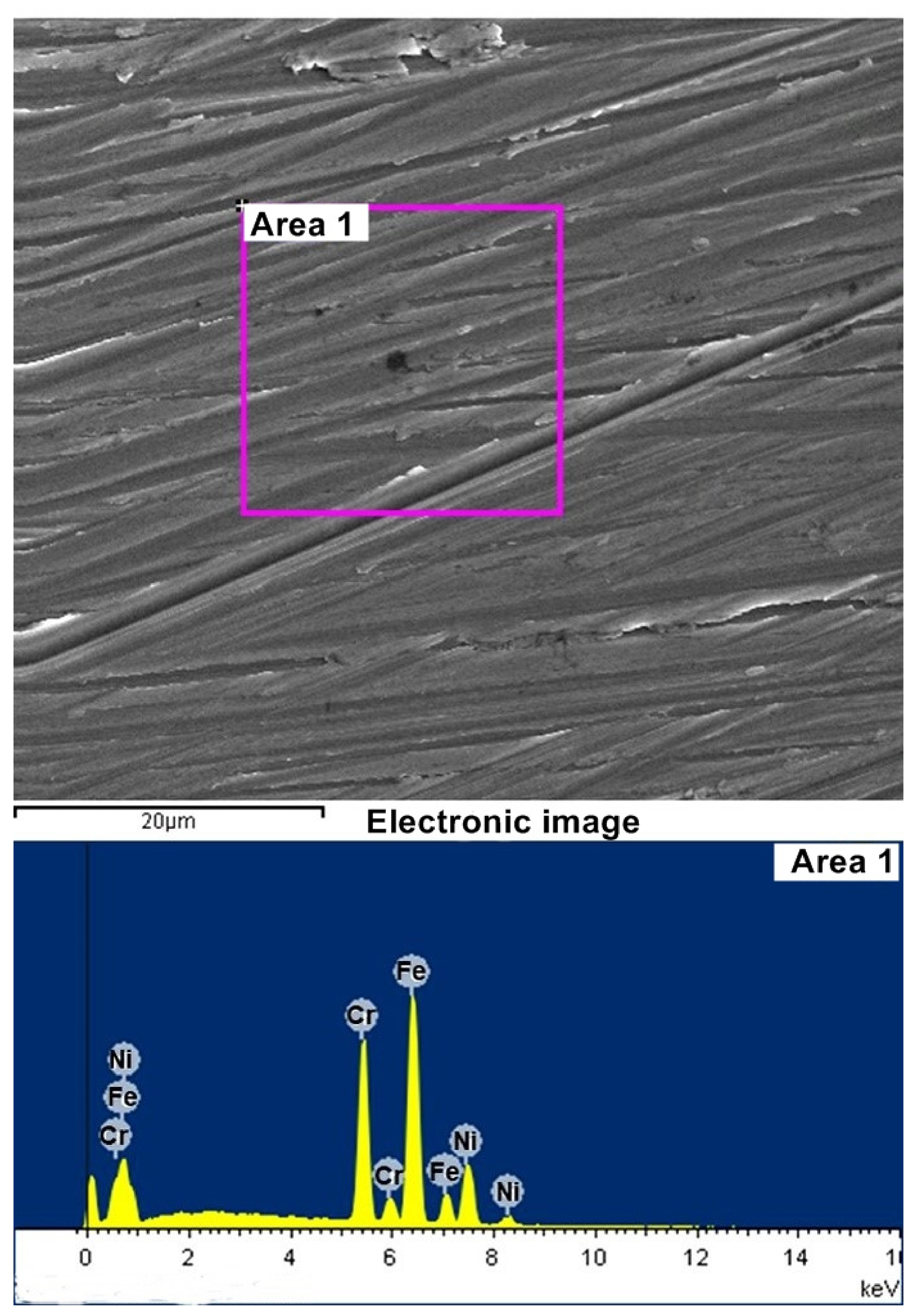
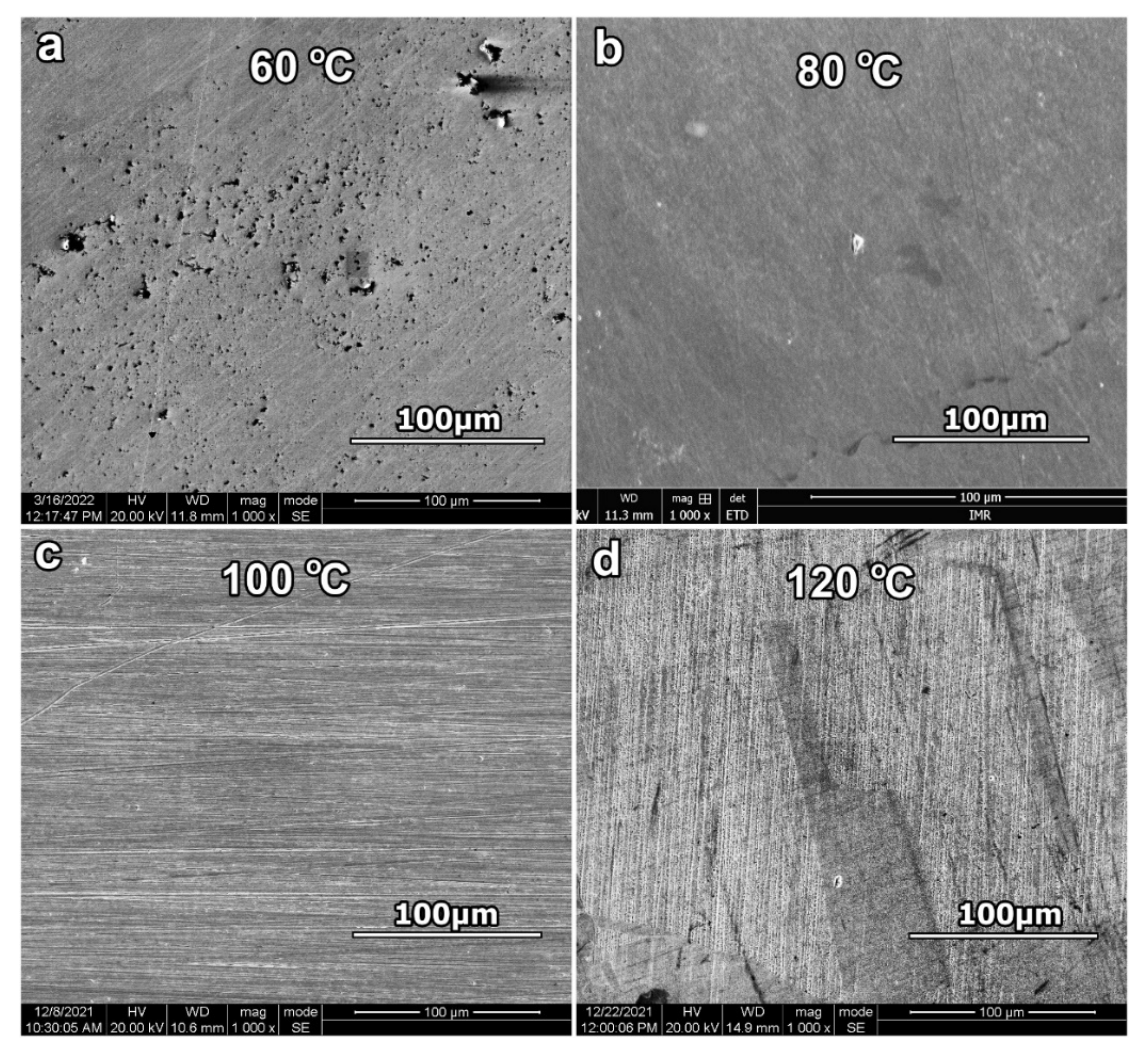
3.2. Vapor-Phase Corrosion Behavior of Stainless Steels at Different Temperatures
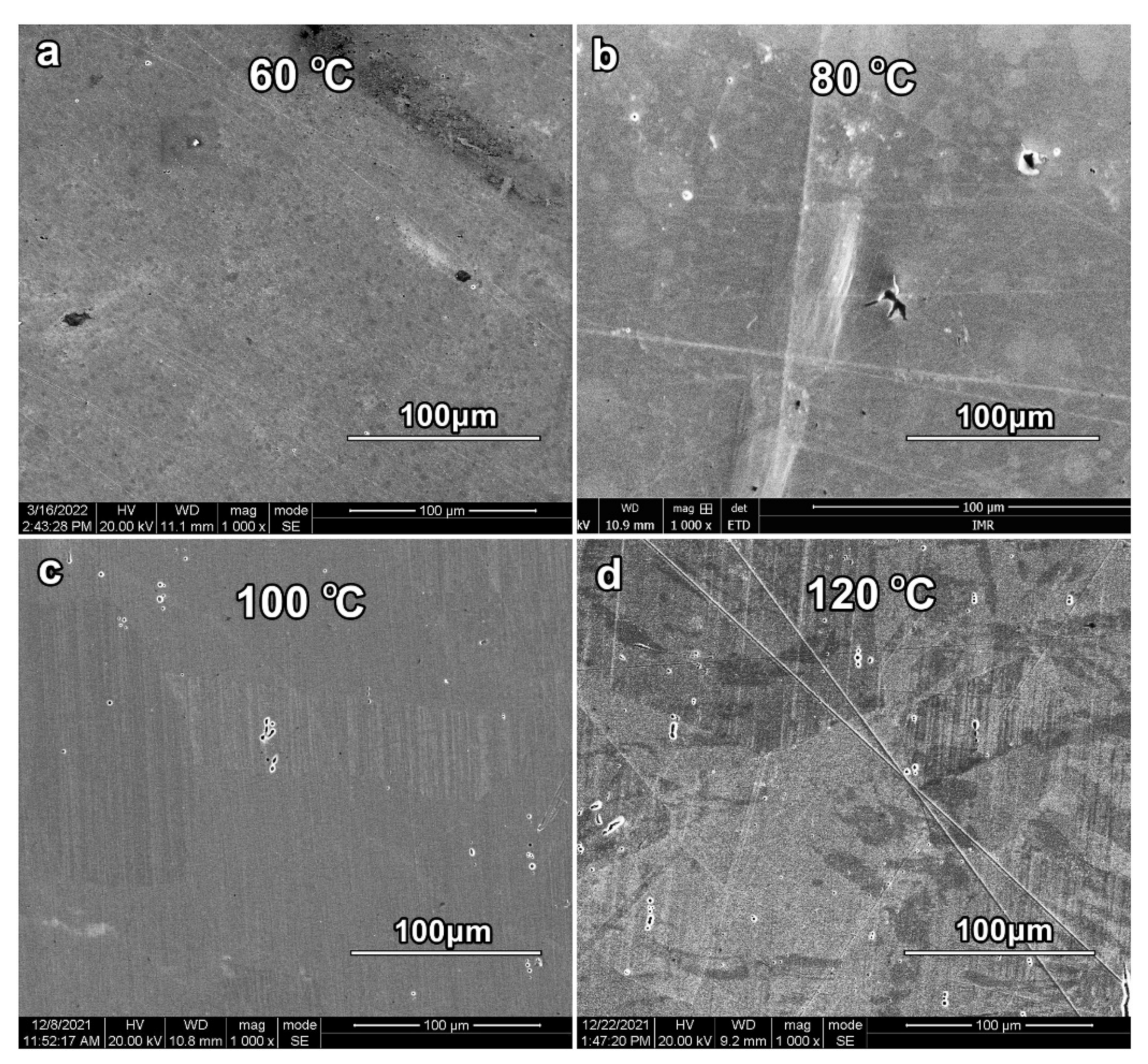
3.3. Condensate-Phase Corrosion Behavior of Stainless Steels at Different Temperatures
4. Conclusions
- (1)
- The corrosion rate of SiN stainless steel in the nitric acid liquid phase containing oxidizing ions was significantly lower than that of 304L stainless steel at the same temperature, and SiN stainless steel did not undergo IGC at 100 °C and 120 °C, whereas 304L stainless steel did undergo IGC at the same temperature. The corrosion rate of SiN and 304L stainless steels in the nitric acid liquid phase had a cubic function relationship with temperature, indicating that the corrosion rates of both stainless steels in the liquid phase were sensitive to the high-temperature area but less sensitive to the low-temperature area.
- (2)
- The corrosion rate of SiN stainless steel in the nitric acid vapor phase was obviously higher than that of 304L stainless steel at high temperatures. The corrosion rates of SiN stainless steel at 100 °C and 120 °C were about twice that of 304L stainless steel. The reason should be correlated with the alloy composition difference between the two steels. The addition of about 4 wt.% Si to SiN stainless steel would increase its uniform corrosion rate to some extent. In addition, the corrosion rates of SiN and 304L stainless steels in the nitric acid vapor phase showed a quadratic function relationship with temperature, which was different from the cubic function relationship in the nitric acid liquid phase containing oxidizing ions, implying that the degree of corrosion of both stainless steels in the nitric acid vapor phase was milder than that in the nitric acid liquid phase.
- (3)
- The corrosion rates of SiN and 304L stainless steels in the nitric acid condensate phase showed an increasing trend with the rising temperature, with no evidence of IGC. The corrosion rate of SiN stainless steel was higher than that of 304L stainless steel at the same temperature, indicating that 304L stainless steel had a better corrosion resistance in the nitric acid condensate phase. The corrosion rates of both stainless steels in the condensate phase showed a quadratic function relationship with temperature, which was similar to the case in the nitric acid vapor phase.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baumgärtner, F.; Ertel, D. The modern purex process and its analytical requirements. J. Radioanal. Nucl. Chem. 1980, 58, 11–28. [Google Scholar] [CrossRef]
- Nash, K.L.; Nilsson, M. Introduction to the reprocessing and recycling of spent nuclear fuels. In Reprocessing and Recycling of Spent Nuclear Fuel; Elsevier: Amsterdam, The Netherlands, 2015; pp. 3–25. [Google Scholar]
- Jubin, R. Spent Duel Reprocessing. Introduction to Nuclear Chemistry and Fuel Cycle Separations Course, Consortium for Risk Evaluation with Stakeholder Participation. 2008. Available online: http://www.cresp.org/education/courses/shortcourse (accessed on 19 April 2022).
- Liu, X.G.; Jing-Ming, X.U. Chinese Nuclear Power Development and Related Fuel Cycle Scenarios. Chin. J. Nucl. Sci. Eng. 2006, 24, 22–25. [Google Scholar]
- Fauvet, P. Corrosion issues in nuclear fuel reprocessing plants. In Nuclear Corrosion Science and Engineering; Elsevier: Amsterdam, The Netherlands, 2012; pp. 679–728. [Google Scholar]
- Robin, R.; Miserque, F.; Spagnol, V. Correlation between composition of passive layer and corrosion behavior of high Si-containing austenitic stainless steels in nitric acid. J. Nucl. Mater. 2008, 375, 65–71. [Google Scholar] [CrossRef]
- Shit, G.; Ningshen, S. The corrosion behavior of compositional modified AISI type 304L stainless steel for nitric acid application. Anti-Corros. Methods Mater. 2019, 66, 149–158. [Google Scholar] [CrossRef]
- Khobragade, N.N.; Bansod, A.V.; Patil, A.P.; Bihade, M. Effect of various ratios of nitric acid–chloride on electronic properties of passive films on AISI 304L stainless steel. Int. J. Mater. Res. 2018, 109, 522–531. [Google Scholar] [CrossRef]
- Ningshen, S.; Sakairi, M. Corrosion degradation of AISI type 304L stainless steel for application in nuclear reprocessing plant. J. Solid. State. Electr. 2015, 19, 3533–3542. [Google Scholar] [CrossRef]
- Padhy, N.; Kamal, S.; Chandra, R.; Mudali, U.K.; Raj, B.J.S.; Technology, C. Corrosion performance of TiO2 coated type 304L stainless steel in nitric acid medium. Surf. Coat. Technol. 2010, 204, 2782–2788. [Google Scholar] [CrossRef]
- Priya, R.; Ningshen, S.; Mudali, U.K. Influence of oxidizing ion concentration on the corrosion resistance of type 304L stainless steel in nitric acid medium. Corrosion. 2013, 69, 335–344. [Google Scholar] [CrossRef]
- Gwinner, B.; Auroy, M.; Balbaud-Célérier, F.; Fauvet, P.; Larabi-Gruet, N.; Laghoutaris, P.; Robin, R. Towards a reliable determination of the intergranular corrosion rate of austenitic stainless steel in oxidizing media. Corros. Sci. 2016, 107, 60–75. [Google Scholar] [CrossRef]
- Wang, N.; Zhang, T.; Wei, S.; Yan, X.; Liu, K. Uniform corrosion demonstration test of high purity austenitic stainless steel. In Progress Report on Nuclear Science and Technology in China (Vol. 1), Proceedings of the Academic Annual Meeting of China Nuclear Society in 2009, Beijing, China, 18–20 November 2009; Atomic Energy Press: Beijing, China.
- Furuya, T.; Kawafuku, J.; Satoh, H.; Shimogori, K.; Aoshima, A.; Takeda, S. A corrosion testing method for titanium in nitric acid environments. ISIJ. Int. 1991, 31, 189–193. [Google Scholar] [CrossRef]
- Shankar, A.R.; Raju, V.; Rao, M.N.; Mudali, U.K.; Khatak, H.; Raj, B. Corrosion of Zircaloy-4 and its welds in nitric acid medium. Corros. Sci. 2007, 49, 3527–3538. [Google Scholar] [CrossRef]
- Armijo, J.; Wilde, B. Influence of Si content on the corrosion resistance of austenitic Fe-Cr-Ni alloys in oxidizing acids. Corros. Sci. 1968, 8, 649–664. [Google Scholar] [CrossRef]
- Ningshen, S.; Mudali, U.K.; Amarendra, G.; Raj, B. Corrosion assessment of nitric acid grade austenitic stainless steels. Corros. Sci. 2009, 51, 322–329. [Google Scholar] [CrossRef]
- Razygraev, V.; Lebedeva, M.; Kabakchi, S.; Ponomareva, E.Y.; Balovneva, R.; Lobanova, L. Features of cathode reduction of boiling solutions of nitric acid on a platinum electrode. J. Appl. Chem. USSR 1988, 61, 71–79. [Google Scholar]
- Shankar, A.R.; Dayal, R.; Balasubramaniam, R.; Raju, V.; Mythili, R.; Saroja, S.; Vijayalakshmi, M.; Raghunathan, V. Effect of heat treatment on the corrosion behaviour of Ti–5Ta–1.8 Nb alloy in boiling concentrated nitric acid. J. Nucl. Mater. 2008, 372, 277–284. [Google Scholar] [CrossRef]
- Shankar, A.R.; Karthiselva, N.; Mudali, U.K. Thermal oxidation of titanium to improve corrosion resistance in boiling nitric acid medium. Surf. Coat. Technol. 2013, 235, 45–53. [Google Scholar] [CrossRef]
- Shankar, A.R.; Mudali, U.K. Refractory metal coatings on titanium to improve corrosion resistance in nitric acid medium. Surf. Coat. Technol. 2013, 235, 155–164. [Google Scholar] [CrossRef]
- Sano, Y.; Takeuchi, M.; Nakajima, Y.; Hirano, H.; Uchiyama, G.; Nojima, Y.; Fujine, S.; Matsumoto, S. Effect of metal ions in a heated nitric acid solution on the corrosion behavior of a titanium–5% tantalum alloy in the hot nitric acid condensate. J. Nucl. Mater. 2013, 432, 475–481. [Google Scholar] [CrossRef]
- Armstrong, R.; Cleland, G.; Whillock, G. Effect of dissolved chromium species on the corrosionof stainless steel in nitric acid. J. Appl. Electrochem. 1998, 28, 1205–1211. [Google Scholar] [CrossRef]
- Fauvet, P.; Balbaud, F.; Robin, R.; Tran, Q.-T.; Mugnier, A.; Espinoux, D. Corrosion mechanisms of austenitic stainless steels in nitric media used in reprocessing plants. J. Nucl. Mater. 2008, 375, 52–64. [Google Scholar] [CrossRef]
- Laurent, B.; Gruet, N.; Gwinner, B.; Miserque, F.; Rousseau, K.; Ogle, K. The kinetics of transpassive dissolution chemistry of stainless steels in nitric acid: The impact of Si. Electrochim. Acta 2017, 258, 653–661. [Google Scholar] [CrossRef]
- Laurent, B.; Gruet, N.; Gwinner, B.; Miserque, F.; Soares-Teixeira, V.; Ogle, K. Silicon enrichment of an austenitic stainless steel–Impact on electrochemical behavior in concentrated nitric acid with oxidizing ions. Electrochim. Acta 2019, 322, 134703. [Google Scholar] [CrossRef]
- Laurent, B.; Gruet, N.; Gwinner, B.; Miserque, F.; Tabarant, M.; Ogle, K. A direct measurement of the activation potential of stainless steels in nitric acid. J. Electrochem. Soc. 2017, 164, C481. [Google Scholar] [CrossRef]
- Laurent, B.; Gruet, N.; Gwinner, B.; Miserque, F.; Rousseau, K.; Ogle, K. Dissolution and passivation of a silicon-rich austenitic stainless steel during active-passive cycles in sulfuric and nitric acid. J. Electrochem. Soc. 2017, 164, C892. [Google Scholar] [CrossRef]
- Honda, T.; Yokosuka, T.; Arai, Y.; Sukekawa, M. Effect of silicon on intergranular corrosion of stainless steel in nitric acid solutions. In Proceedings of the Corrosion, 97, New Orleans, LA, USA, 10–14 March 1997. [Google Scholar]
- Balbaud, F.; Sanchez, G.; Fauvet, P.; Santarini, G.; Picard, G. Mechanism of corrosion of AISI 304L stainless steel in the presence of nitric acid condensates. Corros. Sci. 2000, 42, 1685–1707. [Google Scholar] [CrossRef]
- Kain, V.; Shinde, S.; Gadiyar, H. Mechanism of improved corrosion resistance of type 304L stainless steel, nitric acid grade, in nitric acid environments. J. Mater. Eng. Perform. 1994, 3, 699–705. [Google Scholar] [CrossRef]
- Raj, B.; Mudali, U.K. Materials development and corrosion problems in nuclear fuel reprocessing plants. Prog. Nucl. Energy 2006, 48, 283–313. [Google Scholar] [CrossRef]
- Ningshen, S.; Mudali, U.K.; Ramya, S.; Raj, B. Corrosion behaviour of AISI type 304L stainless steel in nitric acid media containing oxidizing species. Corros. Sci. 2011, 53, 64–70. [Google Scholar] [CrossRef]
- Ghiban, B.; Ghiban, N. Silicon influence on corrosion behaviour of stainless steels. Sci. Bull. Ser. B Chem. Mater. Sci. 2000, 62, 79–86. [Google Scholar]
- Wilde, B. Influence of silicon on the intergranular corrosion behavior of 18Cr-8Ni stainless steels. Corrosion 1988, 44, 699–704. [Google Scholar] [CrossRef]
- Balbaud, F.; Sanchez, G.; Santarini, G.; Picard, G. Cathodic reactions involved in corrosion processes occurring in concentrated nitric acid at 100 °C. Eur. J. Inorg. Chem. 2000, 2000, 665–674. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | C | Cr | Ni | Mo | Mn | Si | S | P | Nb | N | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| SiN | ≤0.010 | 17.74 | 14.88 | 0.30 | 1.39 | 3.84 | ≤0.005 | ≤0.004 | 0.05 | 0.042 | Bal. |
| 304L | ≤0.03 | 18.33 | 10.12 | - | 1.640 | 0.064 | ≤0.004 | ≤0.030 | - | - | Bal. |
| Composition | HNO3 | Cr6+ | V5+ | Ce4+ |
|---|---|---|---|---|
| Concentration | 6 mol/L | 0.125 g/L | 1.7 g/L | 1.06 g/L |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, S.; Zhang, L.; Ma, A.; Daniel, E.F.; Zhang, C.; Zheng, Y. Comparison of the Three-Phase Corrosion Behavior of SiN and 304L Stainless Steels in 6 M Nitric Acid Solution at Different Temperatures. Metals 2022, 12, 922. https://doi.org/10.3390/met12060922
Sun S, Zhang L, Ma A, Daniel EF, Zhang C, Zheng Y. Comparison of the Three-Phase Corrosion Behavior of SiN and 304L Stainless Steels in 6 M Nitric Acid Solution at Different Temperatures. Metals. 2022; 12(6):922. https://doi.org/10.3390/met12060922
Chicago/Turabian StyleSun, Shengxuan, Lianmin Zhang, Aili Ma, Enobong Felix Daniel, Chunzhi Zhang, and Yugui Zheng. 2022. "Comparison of the Three-Phase Corrosion Behavior of SiN and 304L Stainless Steels in 6 M Nitric Acid Solution at Different Temperatures" Metals 12, no. 6: 922. https://doi.org/10.3390/met12060922