
Effect of Solution Treatment and Aging Treatment on Mechanical Properties of 2060 Al-Li Alloy and Process Multi-Objective Optimization


Abstract
:1. Introduction
2. Experimental
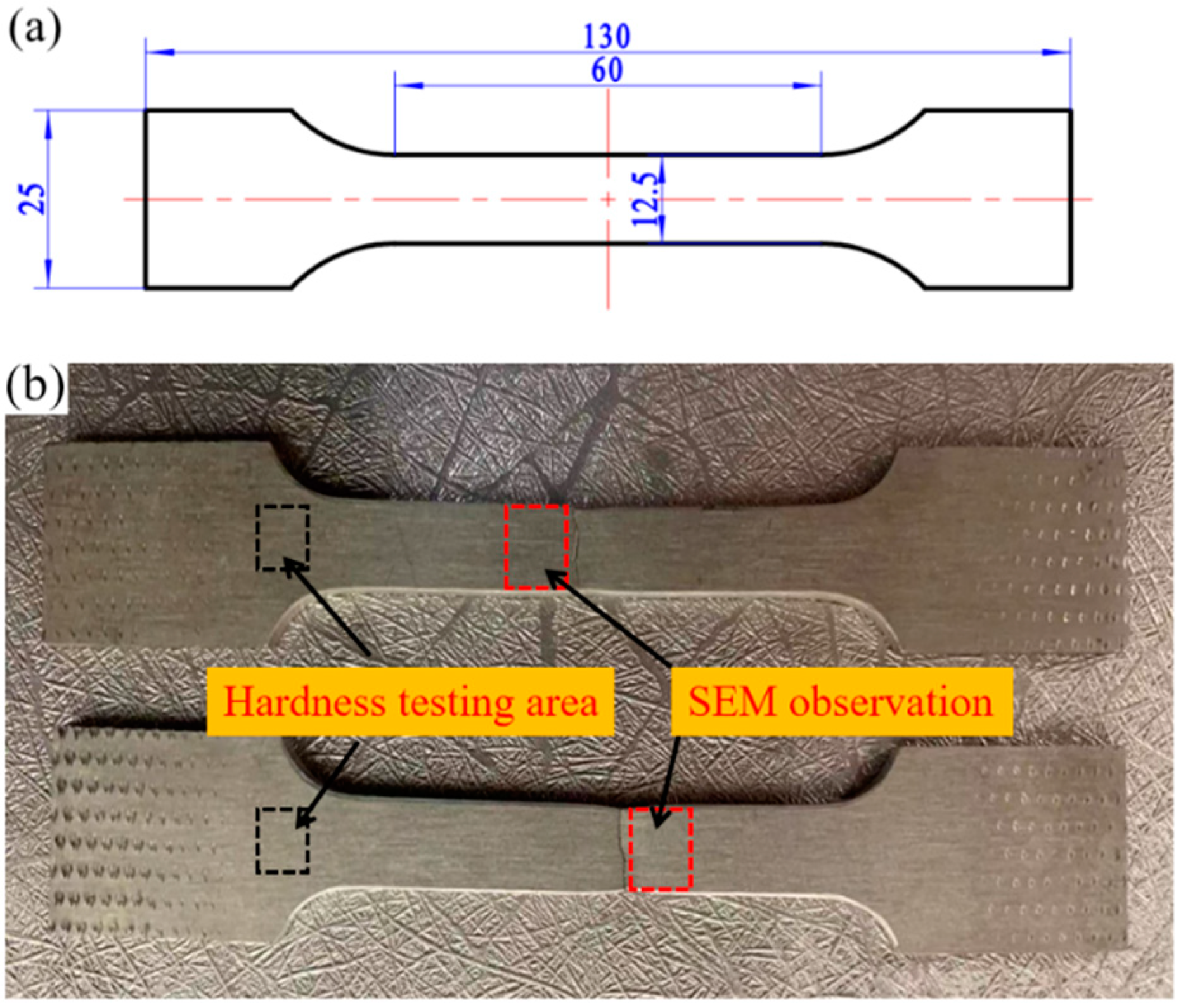
2.1. Experimental Materials and Procedures
2.2. Experiment Design and Test Results
3. Response Surface Model Analysis
3.1. Response Surface Equation Fitting
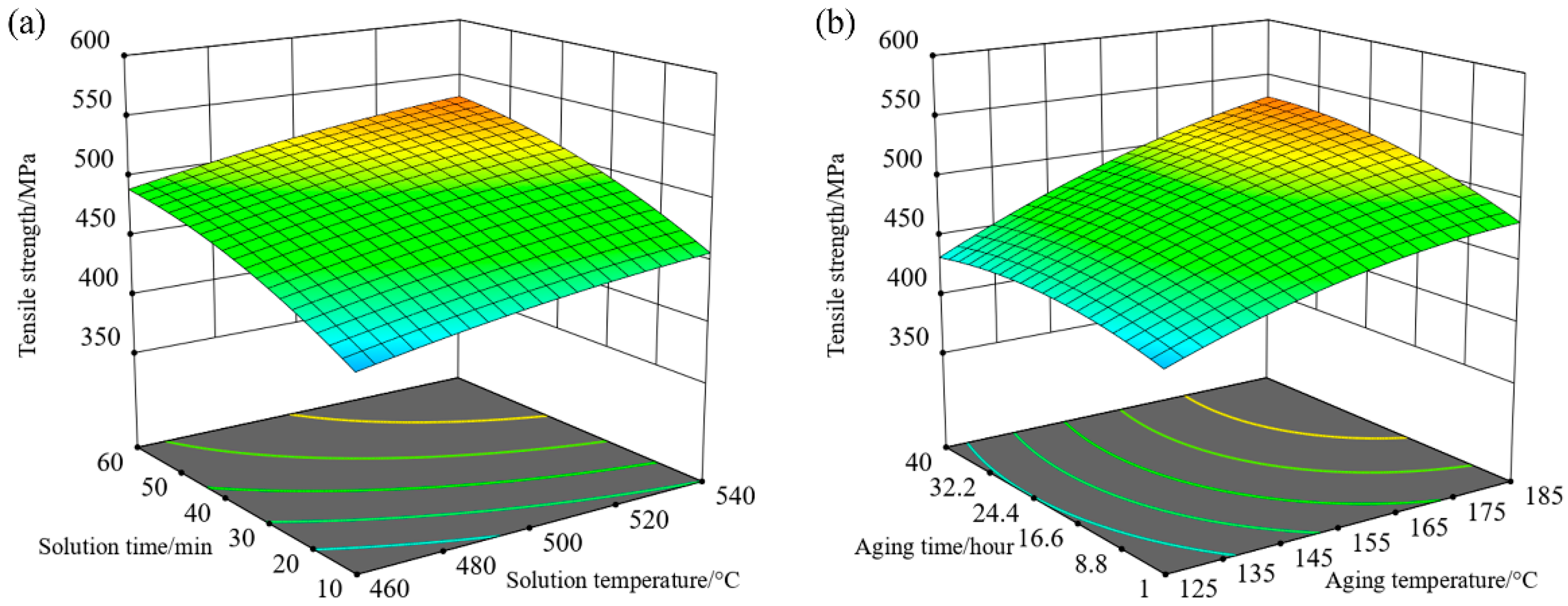
3.2. Effect of Process Parameters on Tensile Strength
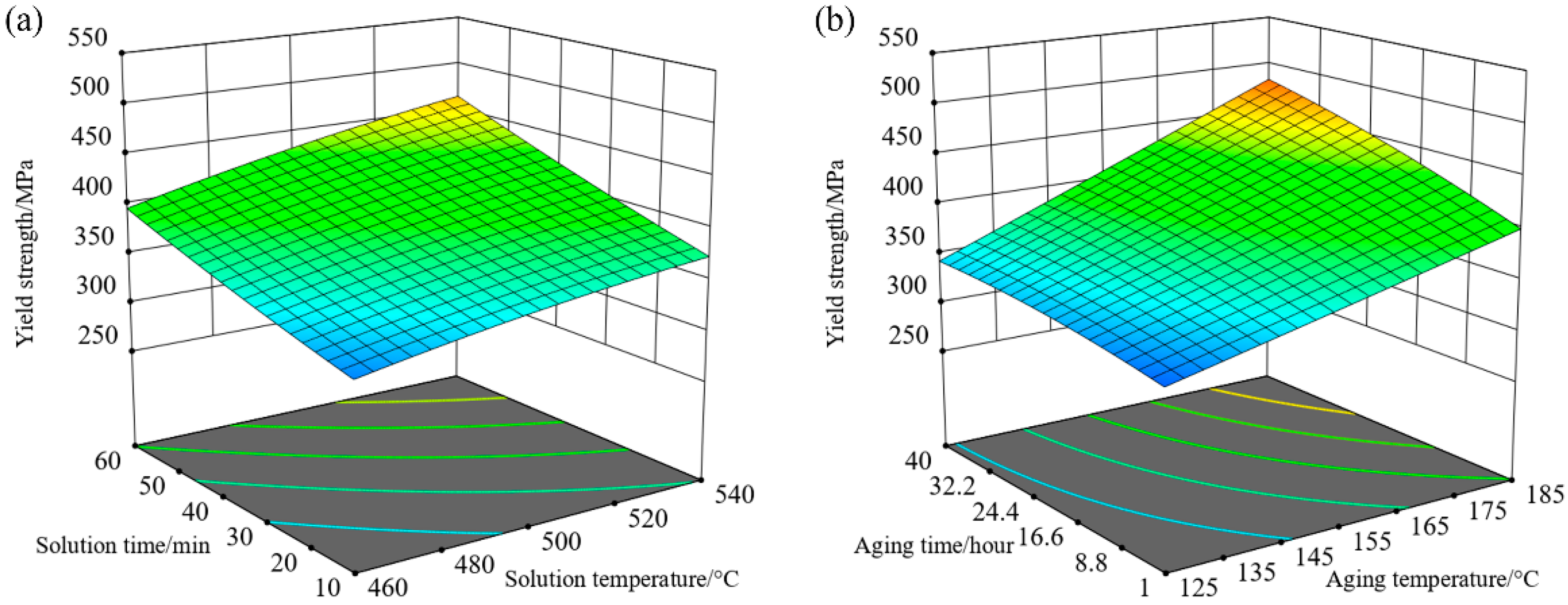
3.3. Effect of Process Parameters on Yield Strength
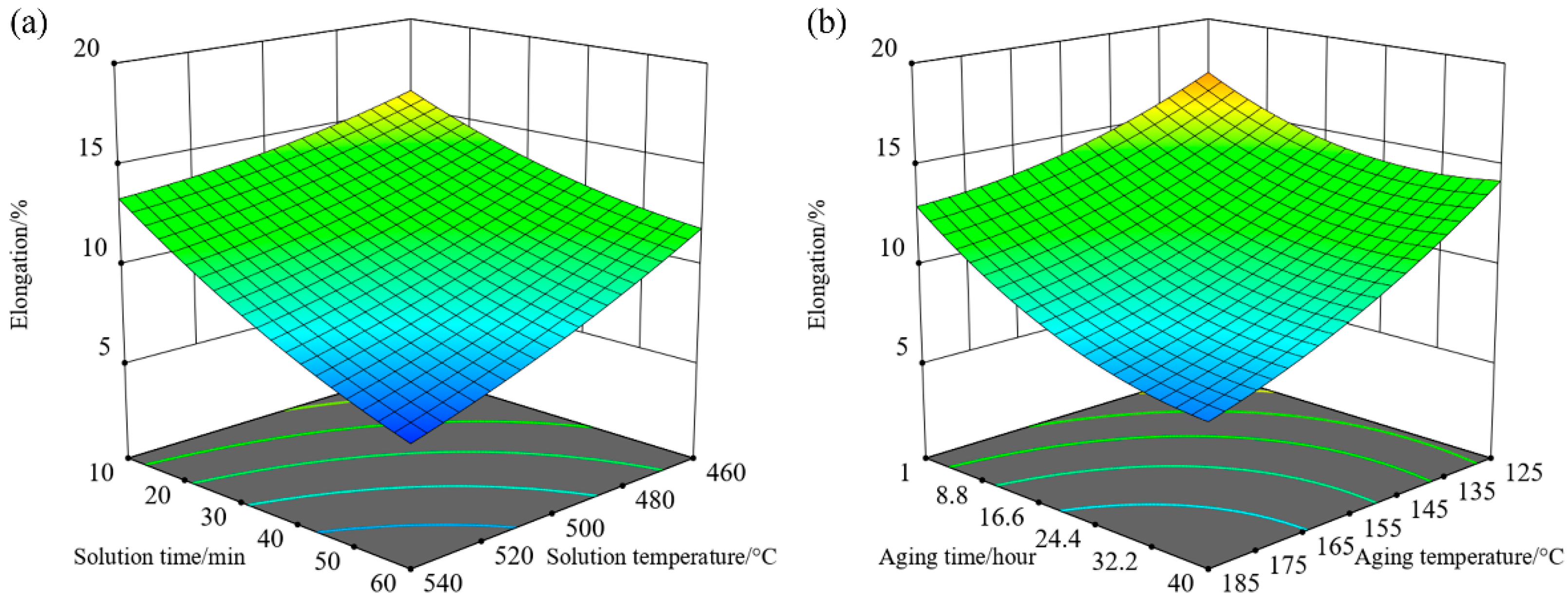
3.4. Effect of Process Parameters on Elongation
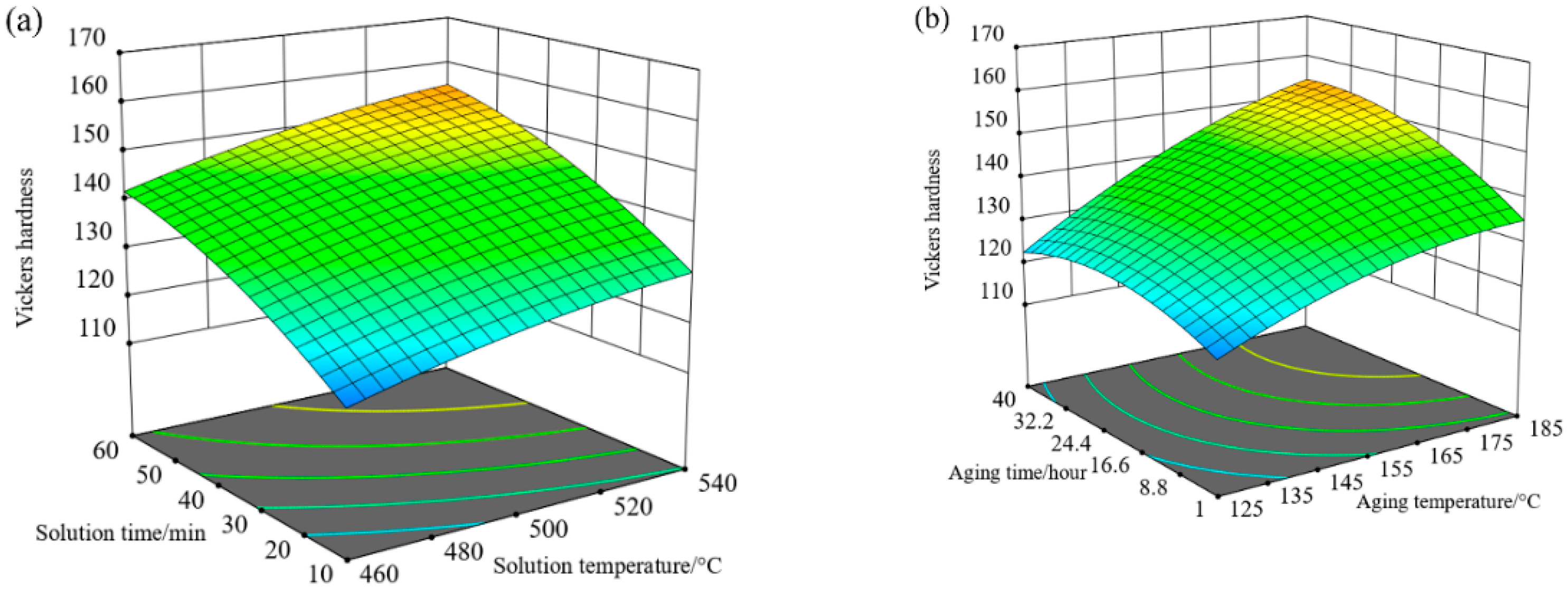
3.5. Effect of Process Parameters on Vickers Hardness
4. Microstructure Analysis
5. Multi-Objective Optimization based on NSGA-II
- Random generation of the original population. The population is not dominated sequence, and then the population selection, crossover, and mutation are conducted to produce the next generation of subpopulations;
- In the second-generation population, the offspring, and the parent population are blended to form a new population, and then the new population is arranged in a fast non-dominated sequence. The crowding degree of each non-dominated layer is calculated, and the appropriate individuals are selected to form the new parent population with the help of the non-dominant relationship and crowding degree. The new offspring are generated through a new round of selection, crossover, and mutation;
- Determine the termination condition whether repeat step 2.
6. Conclusions
- Solution and aging have a significant effect on the strength and ductility of 2060 Al-Li alloy. Within the range of experimental parameters, the alloy strength is positively correlated with temperature and time, while the alloy plasticity is negatively correlated with temperature and time. After the solution and aging treatment, the tensile strength and yield strength of the alloy are about 550 MPa and 500 MPa, respectively, and the hardness can be close to HV170. The elongation of the alloy can attain 19% at best and 5% at worst.
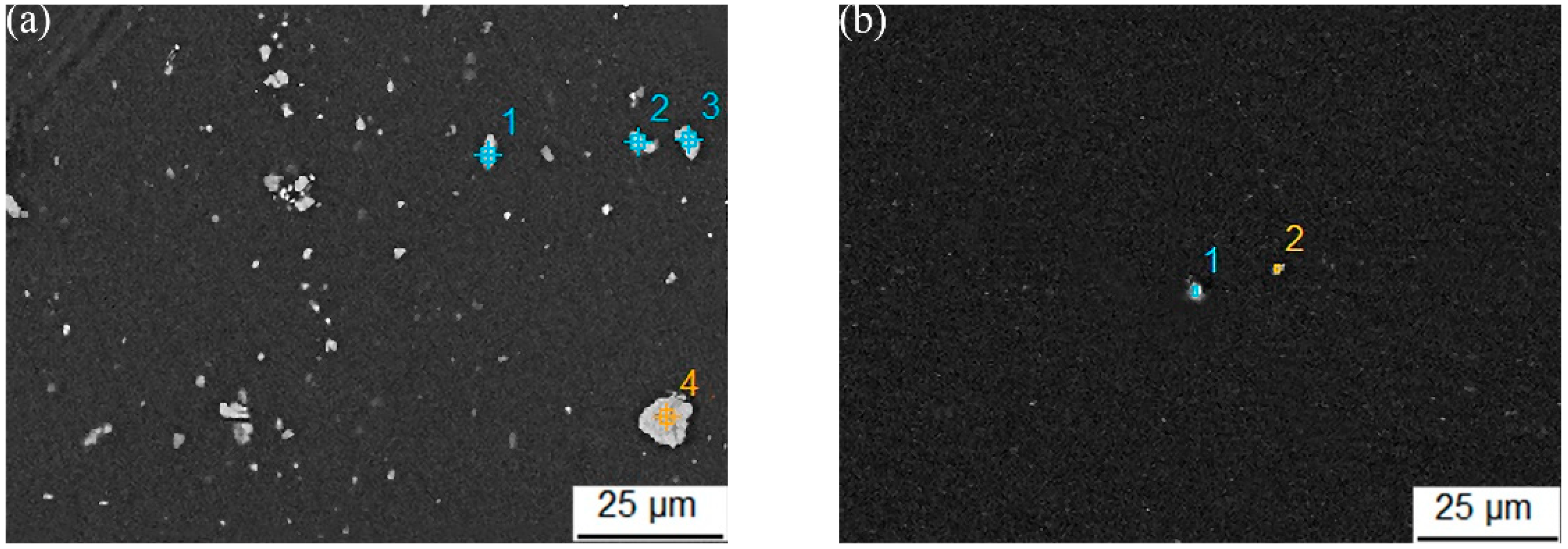
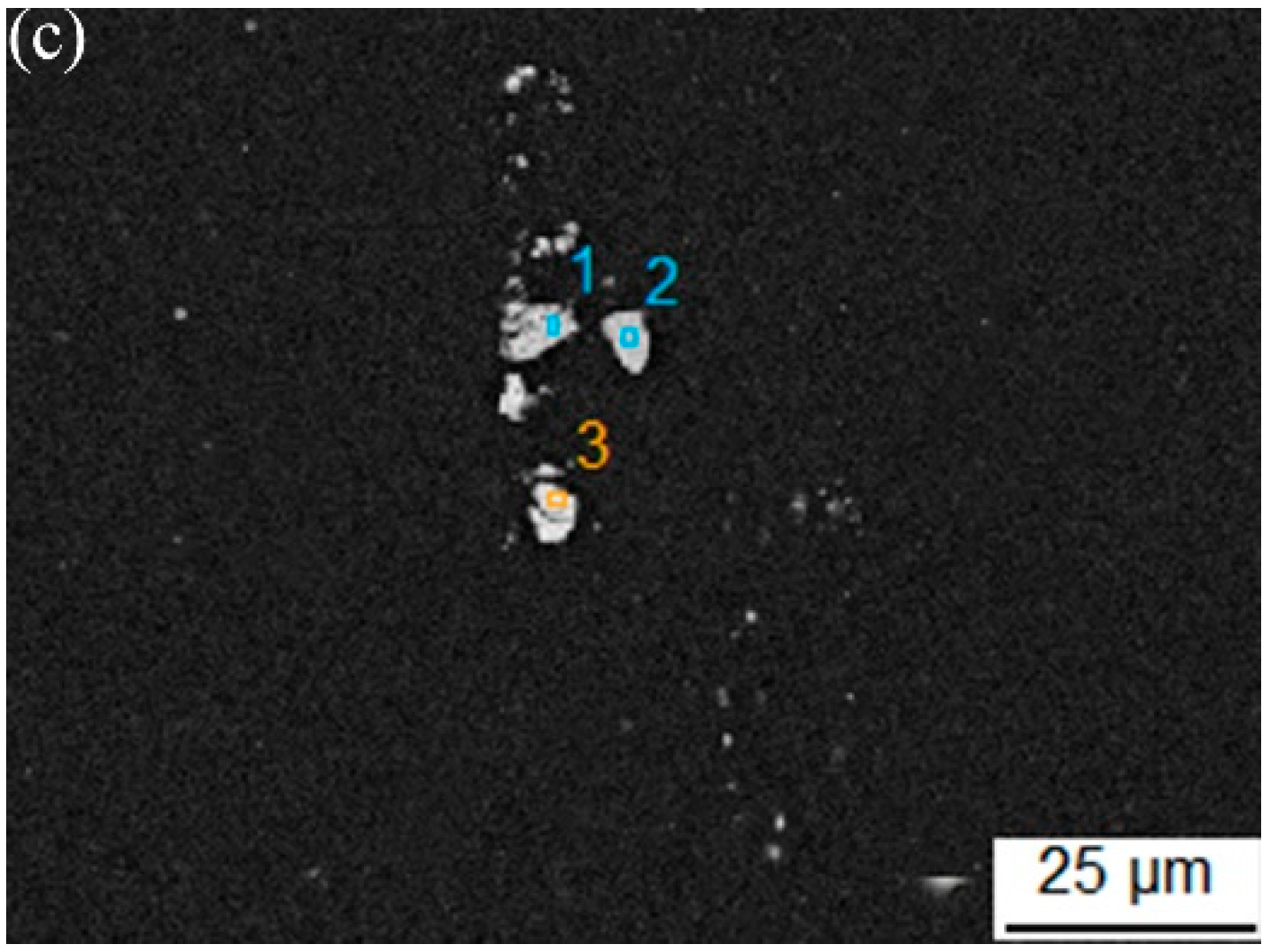
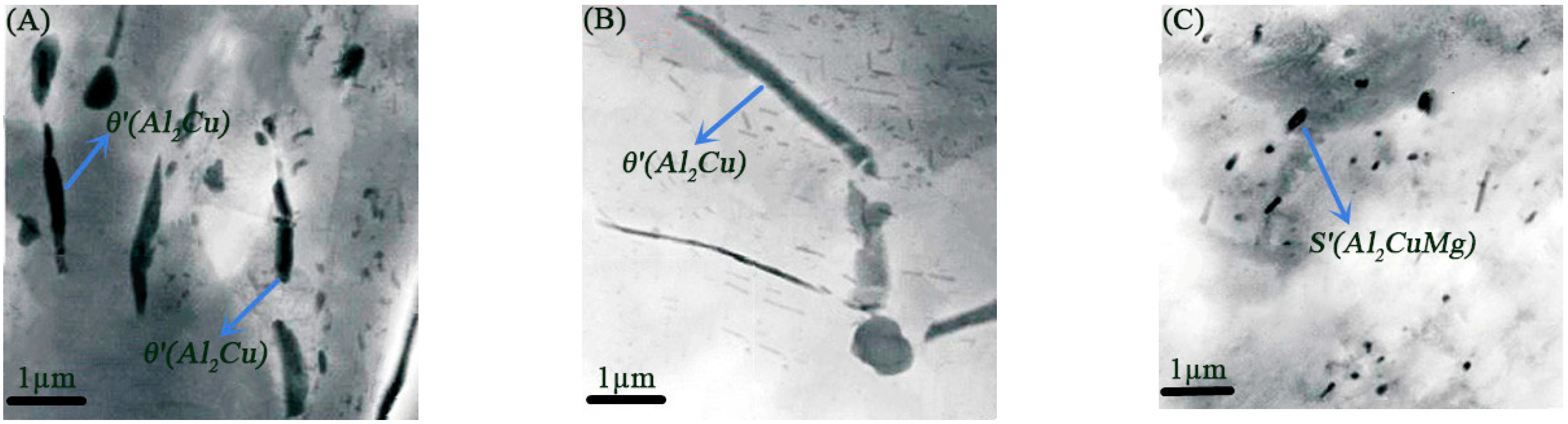
- SEM observation and TEM analysis indicate that the dissolution degree of the second phase of the alloy is mainly affected by solution treatment. The sufficient solution treatment can make the Cu-rich second phases of the alloy fully dissolve into the aluminum matrix and reduce the second phase particle residual. After water quenching, it is easier to obtain the supersaturated solid solution, which is conducive to improving the strength and hardness of the alloy.
- Taking the tensile strength, elongation, and hardness of the alloy as the optimization objectives, the Pareto frontier of process parameters was acquired after multi-objective optimization by NSGA-II. The optimal process parameters are as follows: 466 °C/60 min for solution treatment, 185 ℃/13 h for aging treatment. The tensile strength of the alloy can reach 500 MPa, the elongation can reach 12%, and in this case, the strength and ductility matching is pretty good. The experimental results show that the mechanical properties of the alloy under the optimal process parameters are close to the calculated results from the response surfaces, and the process parameters can be used as a reference for process formulation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Rioja, R.J.; Liu, J. The Evolution of Al-Li Base Products for Aerospace and Space Applications. Metall. Mater. Trans. A 2012, 43, 3325–3337. [Google Scholar] [CrossRef]
- Zheng, Z.Q.; Li, J.F.; Chen, Z.G. Alloying and microstructural evolution of Al-Li alloys. Chin. J. Nonferr. Met. 2011, 21, 2337–2351. [Google Scholar]
- Wu, X.L.; Liu, M.; Zang, J.X. Research progress and aerospace application of aluminum lithium alloys. Mater. Rep. 2016, 30 (Suppl. S2), 571–578. [Google Scholar]
- Tao, J.; Zhang, L.; Wu, G. Effect of heat treatment on the microstructure and mechanical properties of extruded Al–4Cu–1Li–0.4Mg–0.4Ag–0.18Zr Alloy. Mater. Sci. Eng. A 2018, 717, 11–19. [Google Scholar] [CrossRef]
- Lin, Y.; Lu, C.; Wei, C. Effect of aging treatment on microstructures, tensile properties and intergranular corrosion behavior of Al–Cu–Li alloy. Mater. Charact. 2018, 141, 163–168. [Google Scholar] [CrossRef]
- Li, H.Y.; Wang, X.Y.; Yu, W.C. Effect of solution aging process on microstructure and mechanical properties of 2297 Al-Li alloy. Chin. J. Nonferr. Met. 2017, 27, 2187–2194. [Google Scholar]
- Xiao, R.; Yang, M.; Huang, C.W. Optimal design of 211ZX high strength aluminum alloy solid solution process based on response surface method. Chin. J. Rare Met. 2019, 43, 1040–1046. [Google Scholar]
- Feng, Q.; Li, Q.; Quan, W. Overview of multiobjective particle swarm optimization algorithm. Chin. J. Eng. 2021, 43, 745–753. [Google Scholar]
- Ma, Y.W.; Wang, B.Y.; Xiao, W.C. Effect of solution and aging processes on the mechanical properties of 6016 aluminum alloy and multi-objective optimization. Chin. J. Eng. 2017, 39, 75–80. [Google Scholar]
- Wang, H.J.; Wang, X.Q.; Zhu, Q.P.; Wang, P.G. Multi-objective optimization of ultrasonic rolling extrusion process parameters based on simulated annealing. J. Plast. Eng. 2022, 04, 14–22. [Google Scholar]
- Yue, T.W.; Chen, X.H.; Men, Z.X.; Ma, Y.X.; An, Z.G. Multi-objective optimization of nc single point progressive warm forming process for 6061 aluminum alloy sheet. Forg. Technol. 2020, 45, 59–64. [Google Scholar]
- Gao, H.; Weng, T.; Liu, J. Hot stamping of an Al-Li alloy: A feasibility study. MATEC Web Conf. 2015, 21, 5–17. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.H.; Jeun, J.H.; Chun, H.J.; Lee, Y.R.; Yoo, J.T.; Yoon, J.H. Effect of precipitates on mechanical properties of AA2195. J. Alloy. Comp. 2016, 669, 187–198. [Google Scholar] [CrossRef]
- Kumar, K.S.; Brown, S.A.; Pickens, J.R. Microstructural evolution during aging of an Al-Cu-Li-Ag-Mg-Zr alloy. Acta Mater. 1996, 44, 1899–1915. [Google Scholar] [CrossRef]
- George, B.; Donald, B. Some new three level designs for the study of quantitative variables. Technometrics 1960, 2, 455–475. [Google Scholar]
- Liu, H.Q.; Cao, X.Y.; Fang, Y.W.; Xie, W.P. Finite element model modification of steel box girder bridge based on response surface method. J. Wuhan Univ. Technol. 2016, 38, 69–75. [Google Scholar]
- Zhu, X.X. Ageing Response and Strengthening Mechanism of Novel Al-Li Alloys; Harbin Institute of Technology: Harbin, China, 2016; pp. 3–4. [Google Scholar]
- Huang, B.; Zheng, Z. Independent and combined roles of trace Mg and Ag additions in properties precipitation process and precipitation kinetics of Al–Cu–Li–(Mg)–(Ag)–Zr–Ti alloys. Acta Mater. 1998, 46, 4381–4393. [Google Scholar] [CrossRef]
- Tsivoulas, D.; Robson, J.D.; Sigli, C. Interactions between zirconium and manganese dispersoid-forming elements on their combined addition in Al–Cu–Li alloys. Acta Mater. 2012, 60, 5245–5259. [Google Scholar] [CrossRef]
- Zhu, R.; Liu, Q.; Li, J. Dynamic restoration mechanism and physically based constitutive model of 2050 Al–Li alloy during hot compression. J. Alloy. Compd. 2015, 650, 75–85. [Google Scholar] [CrossRef]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T.A.M.T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef] [Green Version]
- Srinivas, N.; Deb, K. Muiltiobjective Optimization Using Nondominated Sorting in Genetic Algorithms. Evol. Comput. 1994, 2, 221–248. [Google Scholar] [CrossRef]
- Ma, W.; Wang, B.; Yang, L. Influence of solution heat treatment on mechanical response and fracture behaviour of aluminium alloy sheets: An experimental study. Mater. Des. 2015, 88, 1119–1126. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Li | Mg | Ag | Zr | Zn | Mn | Fe | Si | Al |
|---|---|---|---|---|---|---|---|---|---|
| 3.96 | 0.75 | 0.87 | 0.23 | 0.14 | 0.4 | 0.35 | 0.07 | 0.07 | Bal. |
| Run | Factor A Solution Temperature (°C) | Factor B Solution Time (min) | Factor C Aging Temperature (°C) | Factor D Aging Time (h) | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | HV |
|---|---|---|---|---|---|---|---|---|
| Error (+/−) | ±1 | ±1 | ±1 | ±1 | ±0.1 | ±0.1 | ±0.1 | ±0.1 |
| 1 | 500 | 60 | 155 | 1 | 465.2 | 386.5 | 12.5 | 128.6 |
| 2 | 460 | 35 | 125 | 20.5 | 432.5 | 341.7 | 14.5 | 123 |
| 3 | 540 | 35 | 185 | 20.5 | 539.8 | 497.4 | 5.1 | 159.2 |
| 4 | 540 | 10 | 155 | 20.5 | 463.8 | 382 | 13.5 | 128.2 |
| 5 | 500 | 35 | 185 | 1 | 484.4 | 398.6 | 13.9 | 133.2 |
| 6 | 500 | 10 | 125 | 20.5 | 393.3 | 299.8 | 19.2 | 112.4 |
| 7 | 500 | 10 | 155 | 1 | 430.7 | 345.9 | 15.4 | 124 |
| 8 | 460 | 60 | 155 | 20.5 | 485.6 | 379.5 | 12.3 | 141.3 |
| 9 | 500 | 10 | 185 | 20.5 | 466.5 | 390.9 | 11.5 | 131.7 |
| 10 | 500 | 35 | 155 | 20.5 | 499.5 | 407.3 | 9.4 | 143.6 |
| 11 | 540 | 60 | 155 | 20.5 | 533.8 | 447 | 6.2 | 154.5 |
| 12 | 500 | 10 | 155 | 40 | 427.9 | 350.3 | 14.9 | 122.7 |
| 13 | 500 | 60 | 155 | 40 | 534.3 | 493.2 | 6.5 | 159.1 |
| 14 | 460 | 35 | 155 | 1 | 459.6 | 348.9 | 15.8 | 130.7 |
| 15 | 460 | 35 | 185 | 20.5 | 481.2 | 397.8 | 13.2 | 139.8 |
| 16 | 460 | 10 | 155 | 20.5 | 420.2 | 336.1 | 16.3 | 116.5 |
| 17 | 460 | 35 | 155 | 40 | 448.9 | 340.8 | 13.2 | 125.5 |
| 18 | 500 | 35 | 125 | 40 | 432.2 | 336.3 | 13.9 | 121.8 |
| 19 | 500 | 60 | 125 | 20.5 | 463.3 | 378.7 | 12.6 | 133.5 |
| 20 | 540 | 35 | 155 | 40 | 525.9 | 472.3 | 6.7 | 152.7 |
| 21 | 540 | 35 | 125 | 20.5 | 436.2 | 334.2 | 13.3 | 126.3 |
| 22 | 500 | 35 | 155 | 20.5 | 491.3 | 374.3 | 11.9 | 138.3 |
| 23 | 500 | 35 | 185 | 40 | 532.1 | 479.4 | 7.1 | 152.3 |
| 24 | 500 | 35 | 125 | 1 | 423.7 | 315.3 | 17.4 | 118.2 |
| 25 | 540 | 35 | 155 | 1 | 463.1 | 358.7 | 14.2 | 131.8 |
| 26 | 500 | 35 | 155 | 20.5 | 480.4 | 393.6 | 10.8 | 142.8 |
| 27 | 500 | 60 | 185 | 20.5 | 549.9 | 504.4 | 5.5 | 163.1 |
| Polynomial Coefficients | Response Surface Equations | |||
|---|---|---|---|---|
| y1 (MPa) | y2 (MPa) | y3 (%) | y4 | |
| β0 | 490.4000 | 391.7333 | 10.7000 | 141.5667 |
| β1 | 19.6333 | 28.9000 | −2.1917 | 6.3250 |
| β2 | 35.8083 | 40.3583 | −2.9333 | 12.0500 |
| β3 | 39.4750 | 55.2083 | −2.8833 | 12.0083 |
| β4 | 14.5500 | 26.5333 | −2.2417 | 5.6333 |
| β12 | 1.1500 | 5.4000 | −0.8250 | 0.3750 |
| β13 | 13.9750 | 26.7750 | −1.7250 | 4.0250 |
| β14 | 18.3750 | 30.4250 | −1.2250 | 6.5250 |
| β23 | 3.3500 | 8.6500 | 0.1500 | 2.5750 |
| β24 | 17.9750 | 25.5750 | −1.3750 | 7.9500 |
| β34 | 9.8000 | 14.9500 | −0.8250 | 3.8750 |
| β11 | −4.3792 | −4.4708 | 0.4083 | −1.6833 |
| β22 | −11.5167 | 2.7667 | 0.6708 | −3.4208 |
| β33 | −11.3167 | 0.2917 | 0.7708 | −3.5583 |
| β44 | −12.3292 | −5.7458 | 1.3083 | −5.2958 |
| Position Label | Content (at.%) | ||||
|---|---|---|---|---|---|
| Al | Cu | Mg | Ag | Mn | |
| Error (+/−) | ±0.5 | ±0.1 | ±0.01 | ±0.01 | ±0.1 |
| a1 | 75.8 | 15.7 | 0.7 | 0.1 | 2.6 |
| a2 | 75.5 | 16.0 | 0.7 | 0.1 | 2.5 |
| a3 | 79.3 | 13.6 | 0.7 | - | 2.1 |
| a4 | 71.5 | 18.0 | 0.4 | 0.2 | 4.0 |
| b1 | 90.7 | 3.6 | 1.0 | - | 4.7 |
| b2 | 90.1 | 5.1 | 0.9 | - | 3.9 |
| c1 | 76.7 | 11.9 | 1.9 | - | 5.9 |
| c2 | 72.6 | 10.2 | 3.8 | 0.1 | 8.3 |
| c3 | 74.7 | 15.3 | 2.2 | - | 2.5 |
| Solution Temperature (°C) | Solution Time (min) | Aging Temperature (°C) | Aging Time (h) | Tensile Strength (MPa) | Elongation (%) | HV |
|---|---|---|---|---|---|---|
| 485 | 60 | 184.8 | 37 | 553.2 | 5.9 | 166 |
| 466 | 60 | 184.7 | 13 | 501.4 | 12.3 | 145.5 |
| 460 | 23 | 184.5 | 1.2 | 450.3 | 16.5 | 126 |
| Mechanical Properties | High Strength-Low Ductility | Moderate Strength–Moderate Ductility | ||
|---|---|---|---|---|
| Optimal Results | Testing Results | Optimal Results | Testing Results | |
| Tensile strength/MPa | 553.2 | 533 | 501.4 | 493 |
| Elongation/% | 5.9 | 5.3 | 12.3 | 13.2 |
| Vickers hardness | 166 | 161.3 | 145.5 | 139 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, J.; Miao, J.; Wang, B.; Wang, J. Effect of Solution Treatment and Aging Treatment on Mechanical Properties of 2060 Al-Li Alloy and Process Multi-Objective Optimization. Metals 2022, 12, 897. https://doi.org/10.3390/met12060897
Zhou J, Miao J, Wang B, Wang J. Effect of Solution Treatment and Aging Treatment on Mechanical Properties of 2060 Al-Li Alloy and Process Multi-Objective Optimization. Metals. 2022; 12(6):897. https://doi.org/10.3390/met12060897
Chicago/Turabian StyleZhou, Jing, Jihang Miao, Baoyu Wang, and Jiapeng Wang. 2022. "Effect of Solution Treatment and Aging Treatment on Mechanical Properties of 2060 Al-Li Alloy and Process Multi-Objective Optimization" Metals 12, no. 6: 897. https://doi.org/10.3390/met12060897