
Effects of Pulsed Magneto-Oscillation on the Homogeneity of Low Carbon Alloy Steel Continuous Casting Round Billet

 ,
,
Abstract
:1. Introduction
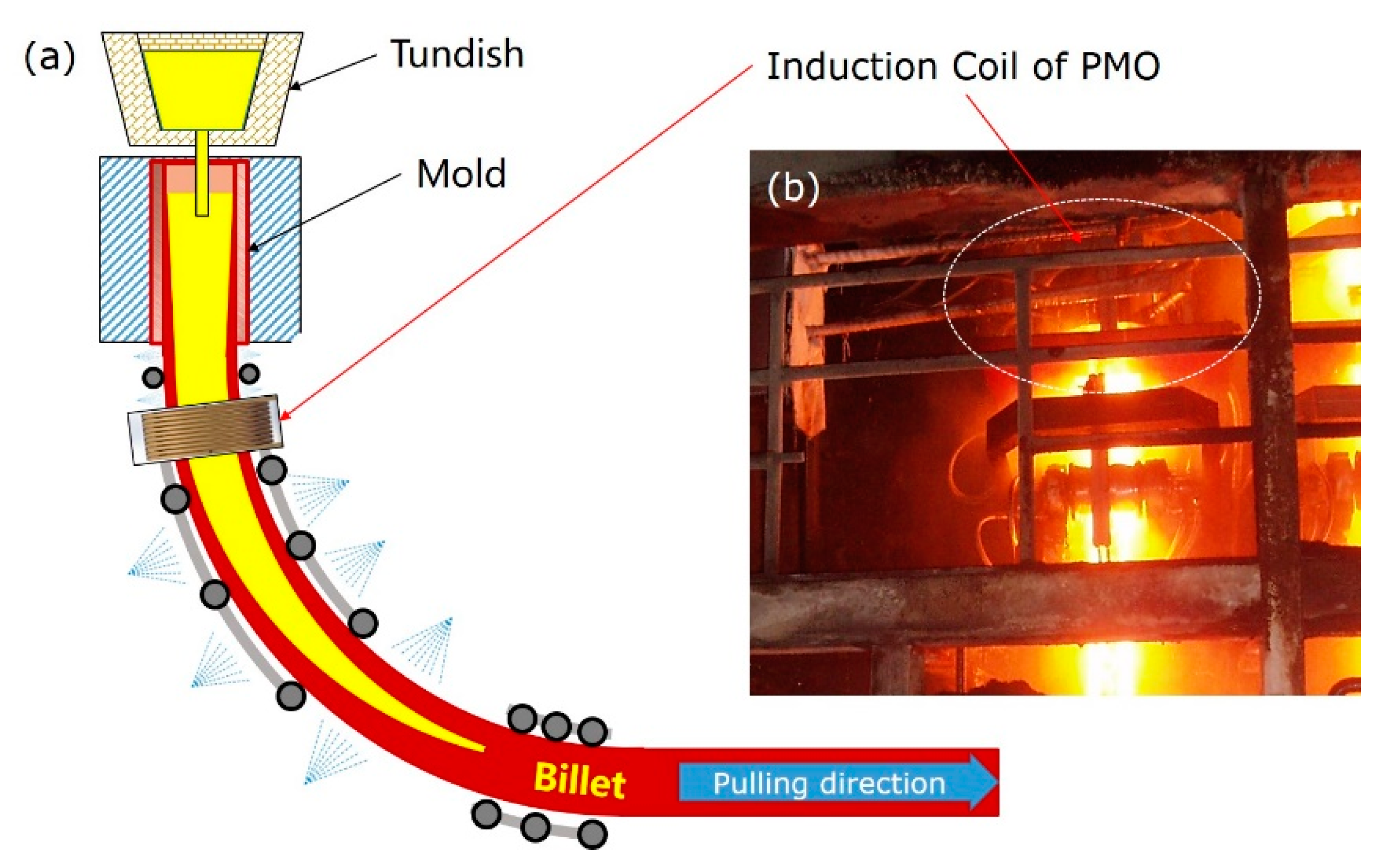
2. Experimental Process
2.1. Experimental Materials and Methods
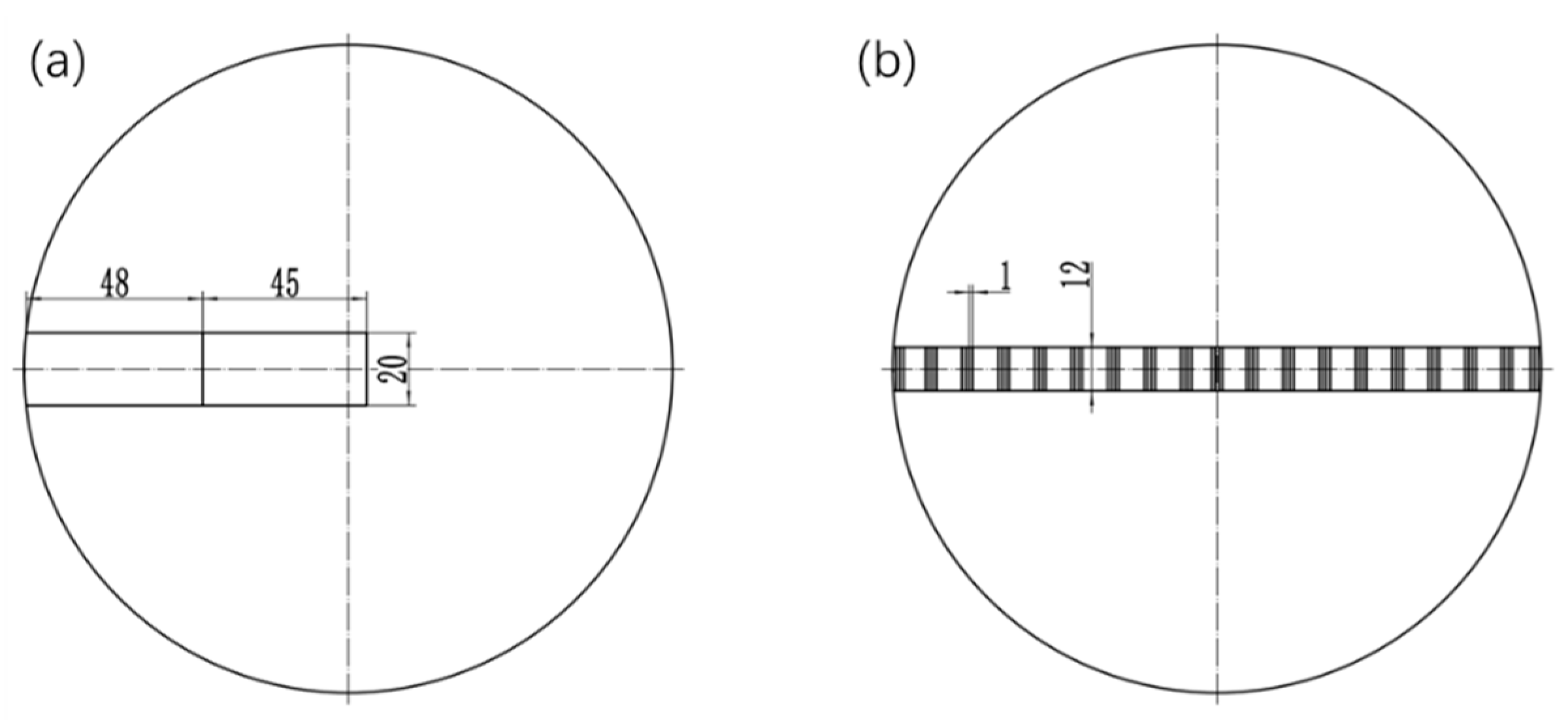
2.2. Sampling and Testing Methods
3. Results
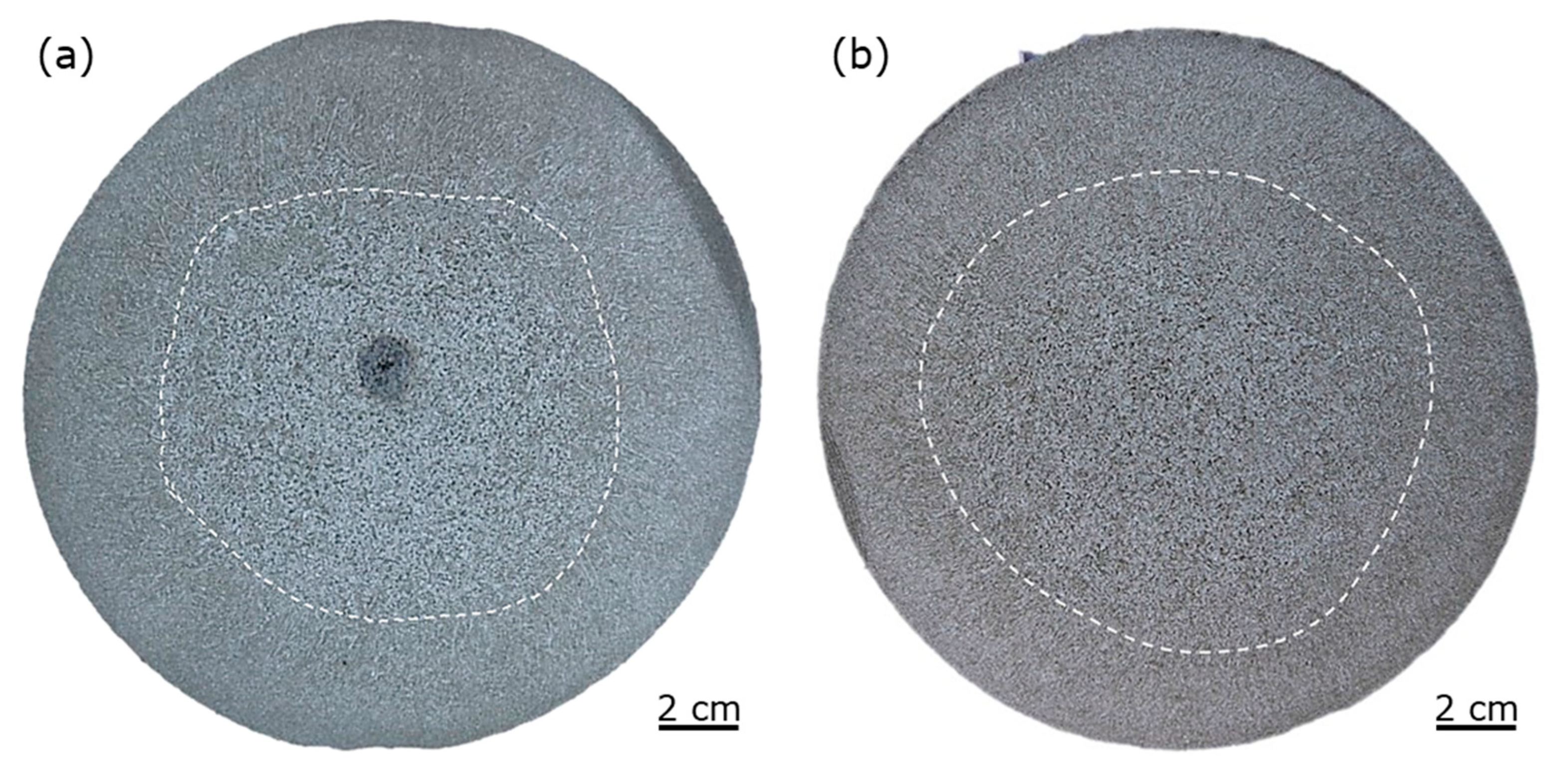
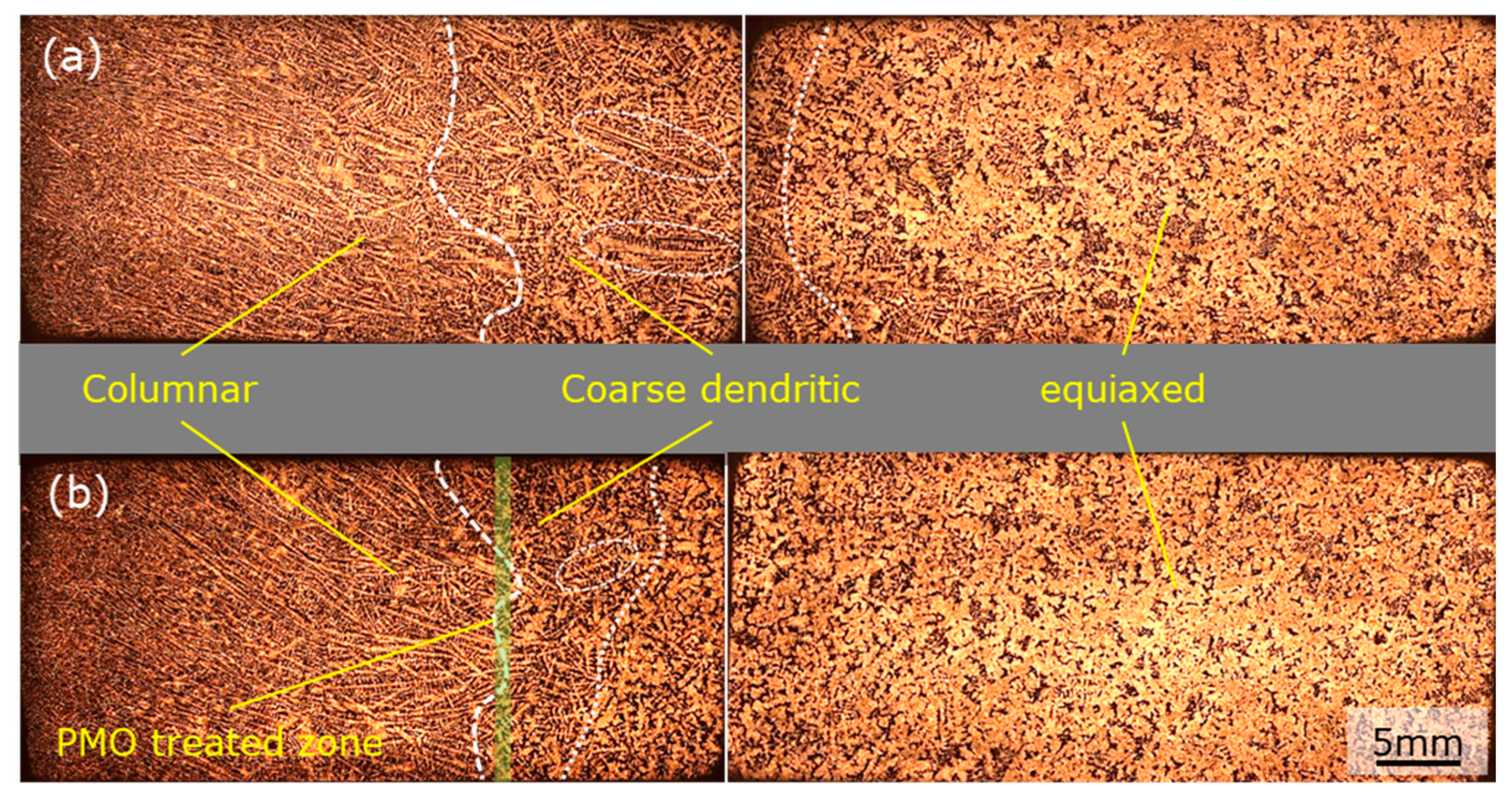
3.1. Solidification Structure and Macrosegregation
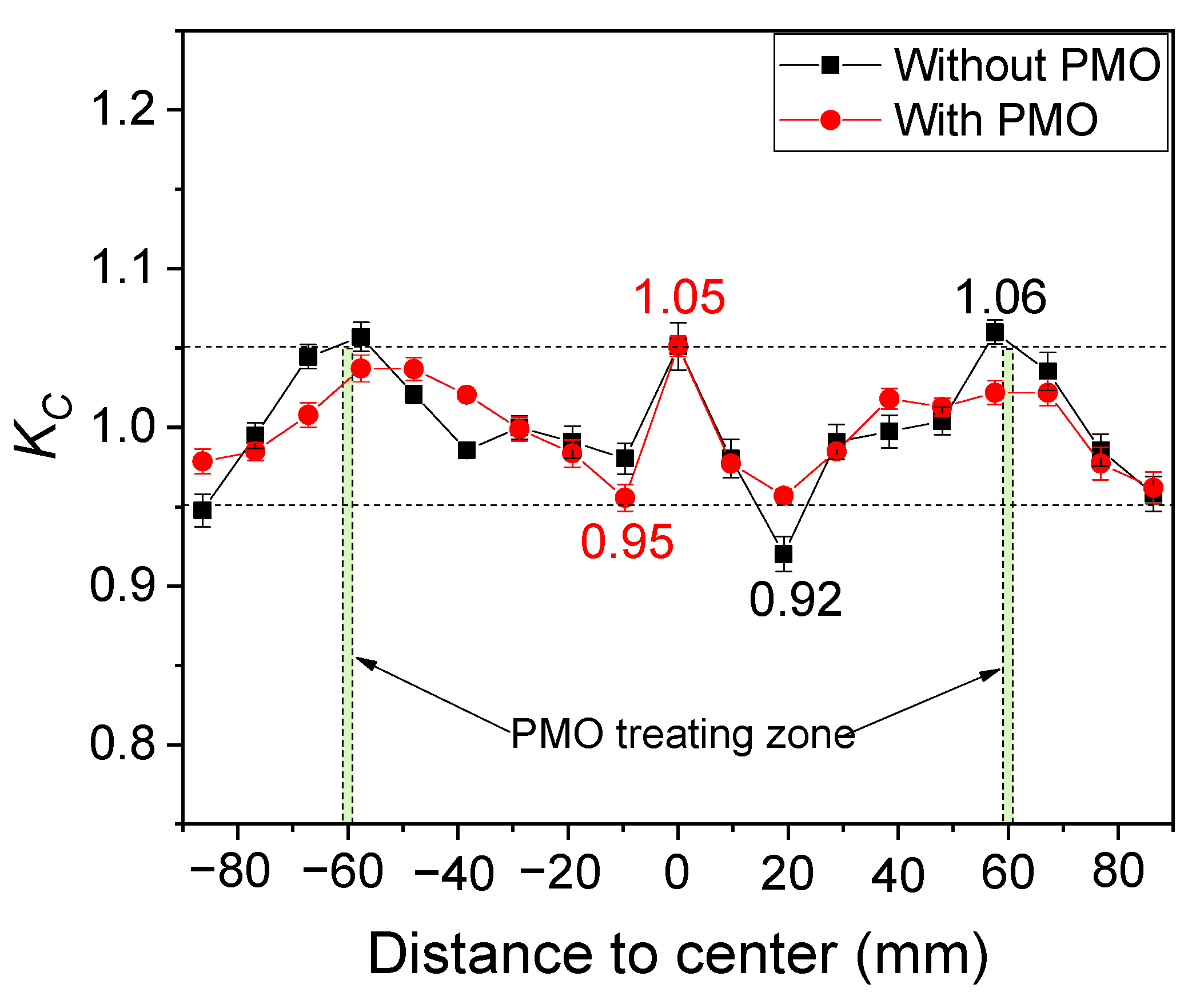
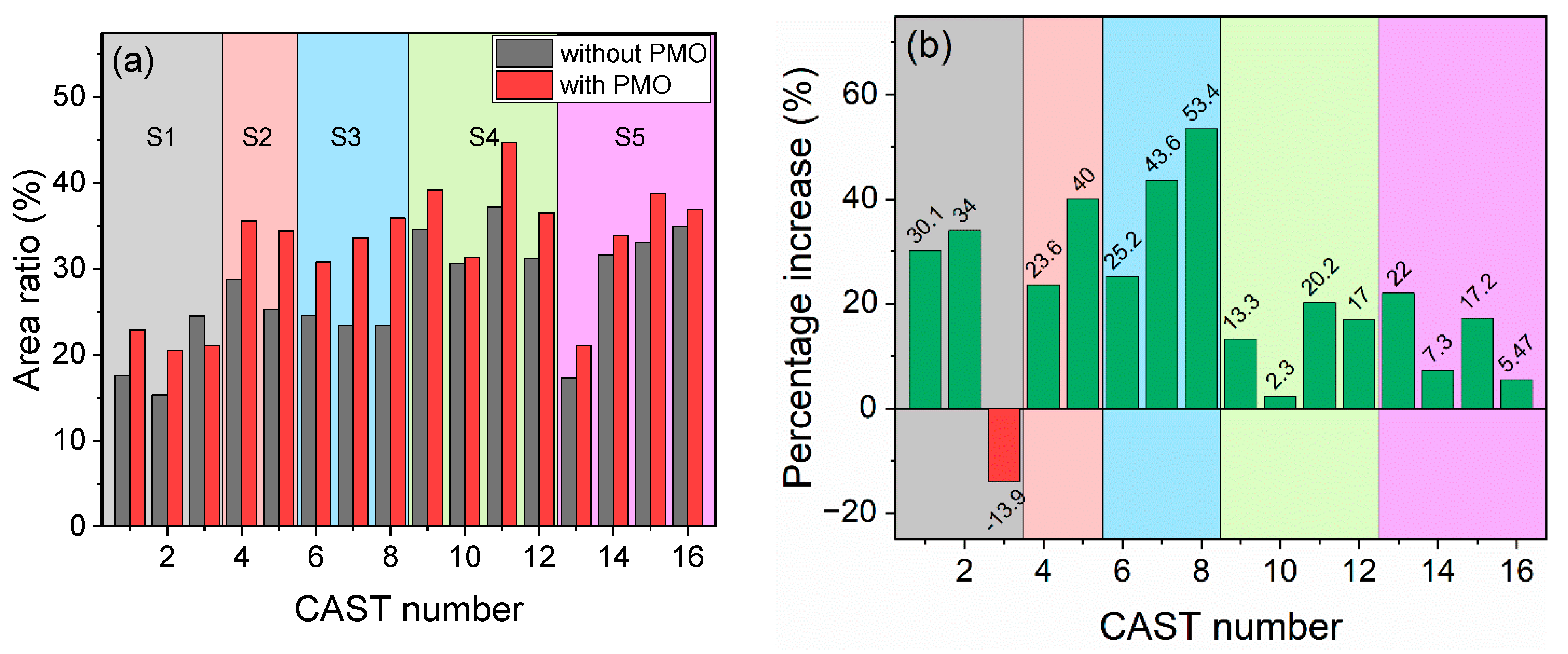
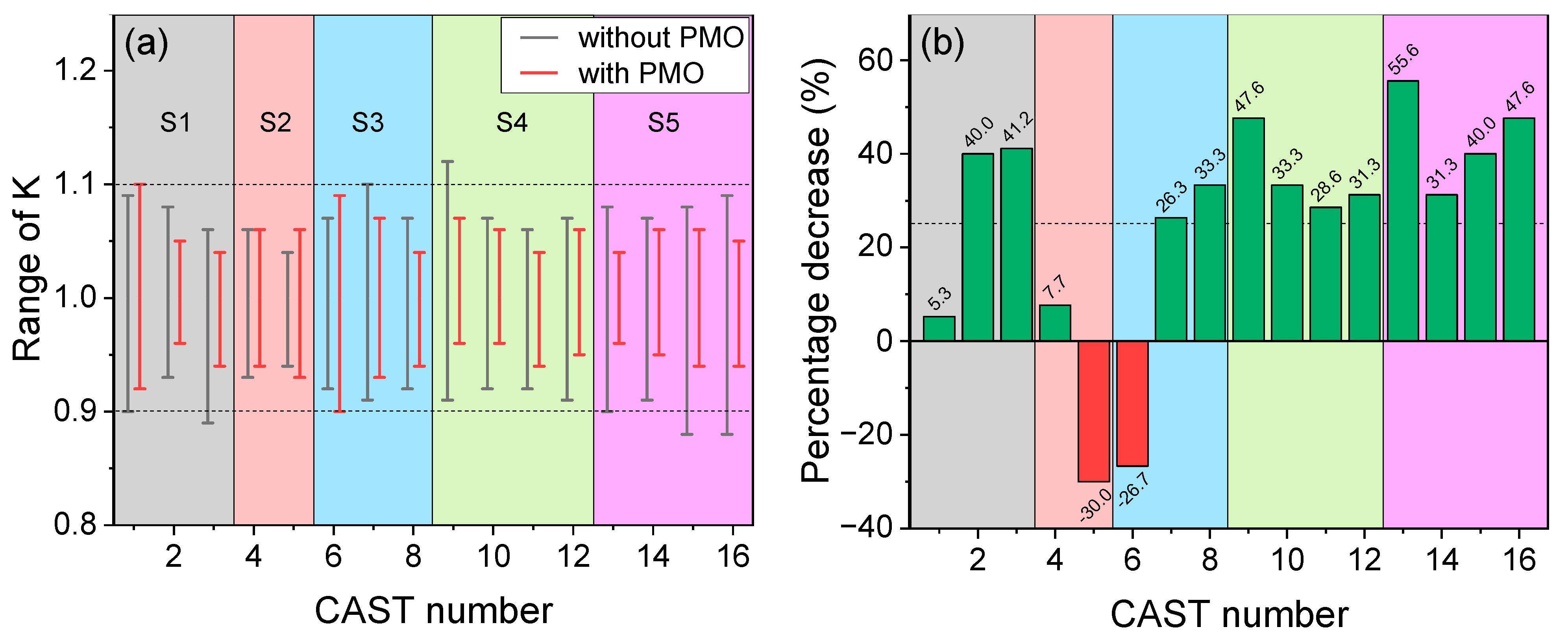
3.2. Statistics of Central Equiaxed Grain Area Ratio and Carbon Segregation Range
4. Discussion
4.1. Mechanism Analysis
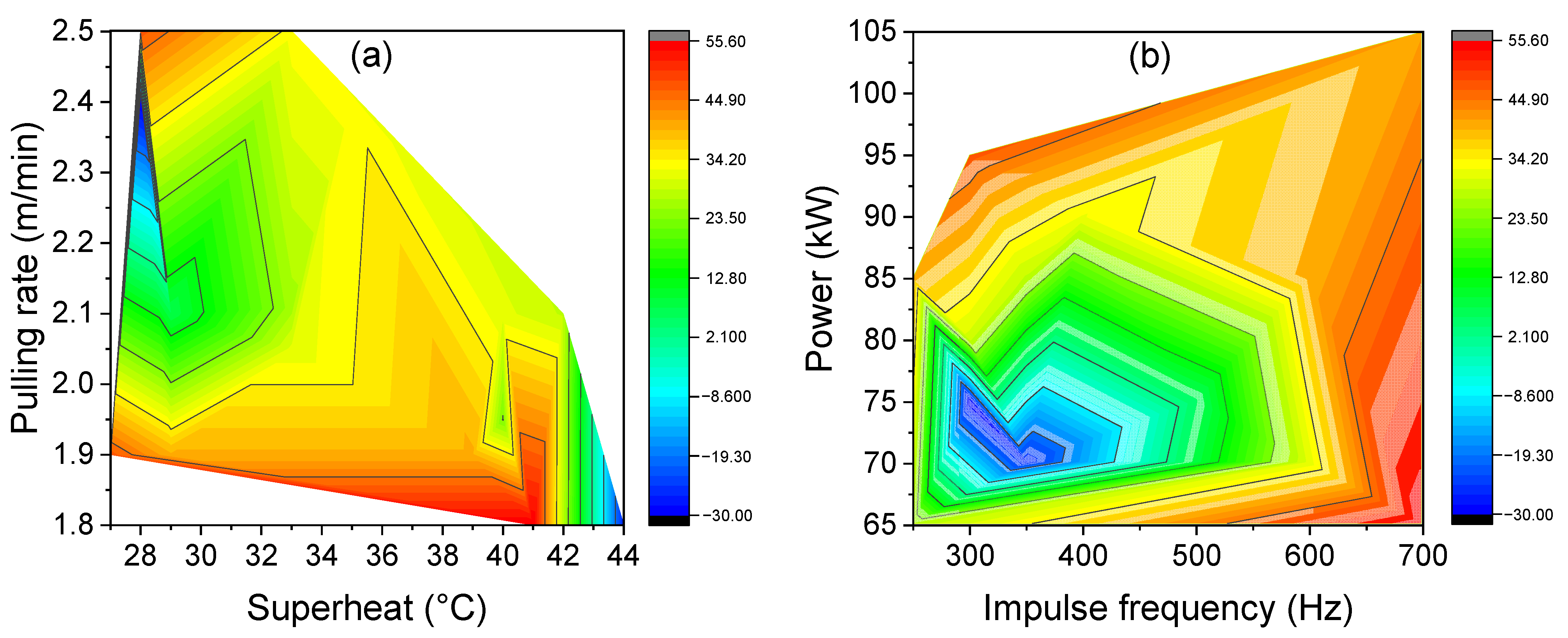
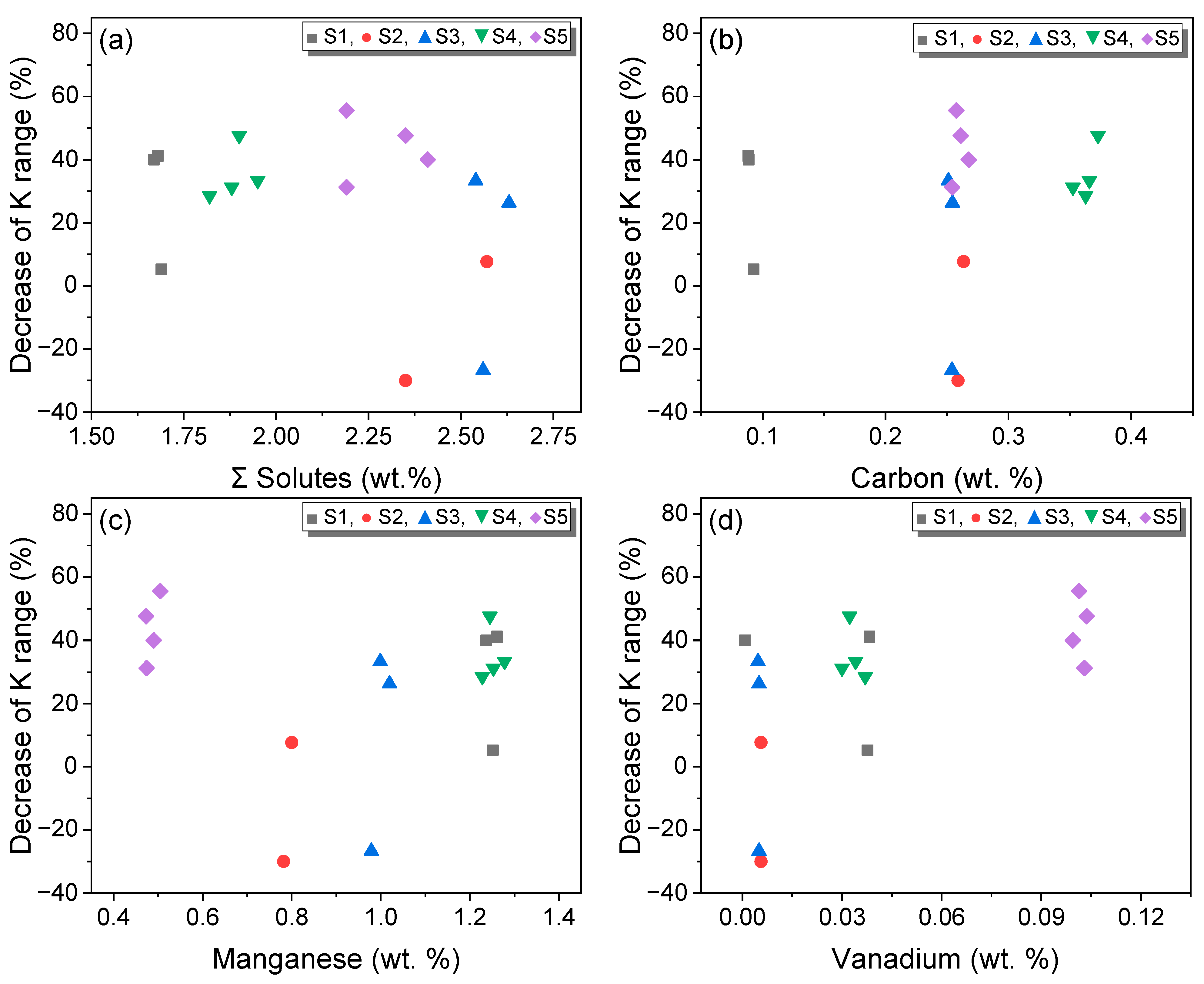
4.2. Statistics Analysis
5. Conclusions
- (1)
- PMO can stably increases the equiaxed grain area, and reduces the macrosegregation of Φ 178 mm continuous casting round billets. Among the 16 experimental billets, the equiaxed grain area in 15 billets increased, and the carbon segregation in 14 billets improved. The superheat, casting speed, and main alloy element content had little correlation with the PMO treatment effect, which indicates that PMO can adapt to a wide range of casting parameters and different steels.
- (2)
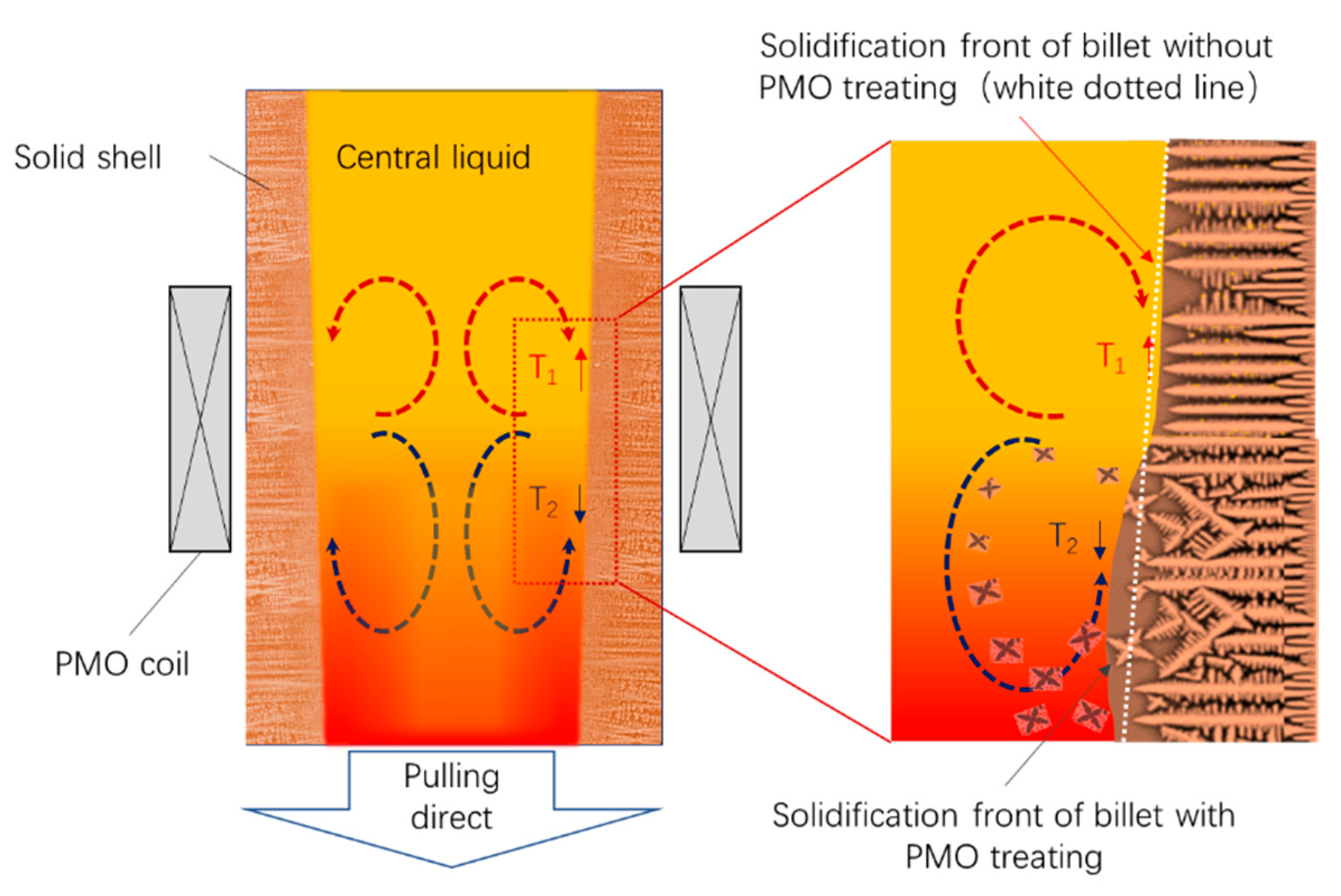
- The mechanism of the homogeneity of Φ 178 mm continuous casting round billets improved by PMO is that with the effects of magneto-oscillation, the heat dissipation of the liquid core accelerates, and the temperature of a liquid along the freezing front in the lower circulation zone reduces. Consequently, nuclei and dendrites fragmentation increases, which promotes grain refinement and segregation reduction.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Choudhary, S.K.; Ganguly, S.; Sengupta, A.; Sharma, V. Solidification morphology and segregation in continuously cast steel slab. J. Mater. Process. Technol. 2017, 243, 312–321. [Google Scholar] [CrossRef]
- Ji, C.; Wu, C.; Zhu, M.Y. Thermo-Mechanical Behavior of the Continuous Casting Bloom in the Heavy Reduction Process. JOM 2016, 68, 3107–3115. [Google Scholar] [CrossRef] [Green Version]
- Cho, S.; Thomas, B.G. Electromagnetic Effects on Solidification Defect Formation in Continuous Steel Casting. JOM 2020, 72, 3610–3627. [Google Scholar] [CrossRef]
- Zeng, J.; Chen, W.Q.; Yang, Y.D.; Mclean, A.A. Review of Permanent Magnet Stirring During Metal Solidification. Metall. Mater. Trans. B 2017, 48, 3083–3100. [Google Scholar] [CrossRef]
- Ma, Z.W.; Zhang, N.L.; Dai, J.J.; Wang, X.Y.; Wang, A.M. Research Progress of Soft Reduction Technology in Continuous Casting Billet. Hot Work. Technol. 2017, 46, 23–27. [Google Scholar]
- Cho, S.; Thomas, B.G. Electromagnetic Forces in Continuous Casting of Steel Slabs. Metals 2019, 9, 471. [Google Scholar] [CrossRef] [Green Version]
- Qian, M.; Ramirez, A.; Das, A. Ultrasonic refinement of magnesium by cavitation: Clarifying the role of wall crystals. Cryst. J. Growth. 2009, 311, 3708–3715. [Google Scholar] [CrossRef]
- Zhang, Y.H.; Miao, X.C.; Shen, Z.Y.; Han, Q.Y.; Song, C.J.; Zhai, Q.J. Macro segregation formation mechanism of the primary silicon phase in directionally solidified Al–Si hypereutectic alloys under the impact of electric currents. Acta Mater. 2015, 97, 357–366. [Google Scholar] [CrossRef]
- Zhang, K.L.; Li, Y.J.; Yang, Y.S. Influence of the low voltage pulsed magnetic field on the columnar-to-equiaxed transition during directional solidification of superalloy K4169. J. Mater. Sci. Technol. 2020, 48, 9–17. [Google Scholar] [CrossRef]
- Balasubramani, N.; Wang, G.; Stjohn, D.H.; Dargusch, M.S. Current understanding of the origin of equiaxed grains in pure metals during ultrasonic solidification and a comparison of grain formation processes with low frequency vibration, pulsed magnetic and electric-current pulse techniques. J. Mater. Sci. Technol. 2021, 65, 38–53. [Google Scholar] [CrossRef]
- Gong, Y.Y.; Luo, J.; Jing, J.X.; Xia, Z.Q.; Zhai, Q.J. Structure refinement of pure aluminum by pulse magneto-oscillation. Mater. Sci. Eng. A 2008, 497, 147–152. [Google Scholar] [CrossRef]
- Liao, X.L.; Zhai, Q.J.; Luo, J.; Chen, W.J.; Gong, Y.Y. Refining mechanism of the electric current pulse on the solidification structure of pure aluminum. Acta Mater. 2007, 55, 3103–3109. [Google Scholar] [CrossRef]
- Song, C.J.; Guo, Y.Y.; Zhang, Y.H.; Zheng, H.X.; Yan, M.; Han, Q.Y.; Zhai, Q.J. Effect of currents on the microstructure of directionally solidified Al–4.5 wt% Cu alloy. J. Cryst. Growth 2011, 324, 235–242. [Google Scholar] [CrossRef]
- Liu, H.N.; Wang, Y.; Li, R.X.; Teng, L.H.; He, X.; Zhong, H.G. Application of pulse magneto-oscillation homogenization technique on continuous casting of 20CrMnTi gear steel. Iron Steel. 2019, 54, 65–74. [Google Scholar]
- Gong, Y.Y.; Cheng, S.M.; Zhong, Y.Y.; Zhang, Y.H.; Zhai, Q.J. The Solidification Technology of Pulsed Magneto Oscillation. Acta Metall. Acta Met. Sin. 2018, 54, 757–765. [Google Scholar]
- Zhong, H.G.; Liu, H.N.; Xu, Z.S.; Gong, Y.Y.; Li, R.X.; Zhai, Q.J. Solidification homogenizing technology and equipment of Pulse Magneto-Oscillation. Iron Steel. 2019, 54, 174–180. [Google Scholar]
- Sun, J.; Sheng, C.; Wang, D.P.; Zhao, J.; Zhang, Y.H.; Zhong, H.G.; Wang, G.; Zhai, Q.J. Fine equiaxed dendritic structure of a medium carbon steel cast using pulsed magneto-oscillation melt treatment. Adv. Manuf. 2018, 6, 189–194. [Google Scholar] [CrossRef]
- Edry, I.; Shoihet, A.; Hayun, S. On the effects of electric current intensity and pulse frequency on the solidified structure of pure aluminum subjected to pulse magneto-oscillation treatment. J. Mater. Process. Technol. 2021, 288, 116844. [Google Scholar] [CrossRef]
- Zhao, J.; Cheng, Y.F.; Han, K.; Zhang, X.Z.; Xu, Z.S.; Zhai, Q.J. Numerical and experimental studies of surface-pulsed magneto-oscillation on solidification. J. Mater. Process. Technol. 2016, 229, 286–293. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.J.; Xu, G.D.; Wang, Y.C.; Zhong, H.G.; Li, L.J.; Wang, B.; Zhai, Q.J. Effects of pulse magneto-oscillation on GCr15 bearing steel continuous casting billet. J. Iron Steel Res. Int. 2022, 29, 144–150. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Number | C | Mn | Si | Cr | Mo | V | Fe |
|---|---|---|---|---|---|---|---|---|
| S1 | 1 | 0.09 | 1.25 | 0.27 | 0.07 | 0.082 | 0.038 | Balance |
| 2 | 0.09 | 1.24 | 0.26 | 0.04 | 0.081 | 0.038 | Balance | |
| 3 | 0.09 | 1.26 | 0.25 | 0.04 | 0.083 | 0.038 | Balance | |
| S2 | 4 | 0.26 | 0.80 | 0.27 | 1.02 | 0.215 | 0.006 | Balance |
| 5 | 0.26 | 0.78 | 0.28 | 1.03 | 0.230 | 0.006 | Balance | |
| S3 | 6 | 0.25 | 0.98 | 0.24 | 1.07 | 0.013 | 0.005 | Balance |
| 7 | 0.25 | 1.02 | 0.28 | 1.07 | 0.007 | 0.005 | Balance | |
| 8 | 0.25 | 1.00 | 0.23 | 1.06 | 0.012 | 0.005 | Balance | |
| S4 | 9 | 0.37 | 1.25 | 0.24 | 0.04 | 0.008 | 0.032 | Balance |
| 10 | 0.37 | 1.28 | 0.24 | 0.05 | 0.018 | 0.034 | Balance | |
| 11 | 0.36 | 1.23 | 0.18 | 0.04 | 0.007 | 0.037 | Balance | |
| 12 | 0.35 | 1.25 | 0.22 | 0.05 | 0.011 | 0.030 | Balance | |
| S5 | 13 | 0.26 | 0.51 | 0.21 | 0.49 | 0.731 | 0.101 | Balance |
| 14 | 0.25 | 0.47 | 0.24 | 0.49 | 0.729 | 0.103 | Balance | |
| 15 | 0.27 | 0.49 | 0.31 | 0.49 | 0.750 | 0.100 | Balance | |
| 16 | 0.26 | 0.47 | 0.27 | 0.48 | 0.762 | 0.104 | Balance |
| Parameters | Value |
|---|---|
| Effective length of mold | 800 (mm) |
| Billet size | Φ 178 (mm) |
| Arc radius | 10 (m) |
| Cooling mode of secondary cooling zone | Aerosol cooling |
| M-EMS electric current | 250 (A) |
| F-EMSelectric current | 350 (A) |
| Cast No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Superheat (°C) | 40 | 39 | 40 | 29 | 28 | 44 | 33 | 33 | 28 | 35 | 42 | 40 | 41 | 33 | 29 | 27 |
| Casting speed (m/min) | 1.95 | 1.9 | 1.95 | 2.1 | 2.4 | 1.8 | 2.11 | 2.5 | 2.5 | 2.4 | 2.1 | 2.1 | 1.8 | 2.05 | 1.9 | 1.9 |
| Impulse frequency of PMO (Hz) | 600 | 700 | 500 | 250 | 300 | 350 | 400 | 300 | 250 | 300 | 350 | 400 | 600 | 700 | 250 | 300 |
| Power of PMO (kW) | 75 | 85 | 105 | 65 | 75 | 70 | 80 | 90 | 65 | 80 | 85 | 90 | 65 | 70 | 85 | 95 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Xu, R.; Zhong, H.; Xu, G.; Xu, Z.; Li, R.; Zhai, Q. Effects of Pulsed Magneto-Oscillation on the Homogeneity of Low Carbon Alloy Steel Continuous Casting Round Billet. Metals 2022, 12, 833. https://doi.org/10.3390/met12050833
Wang Y, Xu R, Zhong H, Xu G, Xu Z, Li R, Zhai Q. Effects of Pulsed Magneto-Oscillation on the Homogeneity of Low Carbon Alloy Steel Continuous Casting Round Billet. Metals. 2022; 12(5):833. https://doi.org/10.3390/met12050833
Chicago/Turabian StyleWang, Yingchun, Rongjun Xu, Honggang Zhong, Guodong Xu, Zhishuai Xu, Renxing Li, and Qijie Zhai. 2022. "Effects of Pulsed Magneto-Oscillation on the Homogeneity of Low Carbon Alloy Steel Continuous Casting Round Billet" Metals 12, no. 5: 833. https://doi.org/10.3390/met12050833