
Effect of the Annealing Process on the Microstructure and Performance of 5056 Aluminum Alloy Wires

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Microstructures of Extrusion Poles and Drawn Wires
3.2. Effect of Annealing Treatments on the Microstructure and Performance of an as-Drawn 5056 Aluminum Alloy
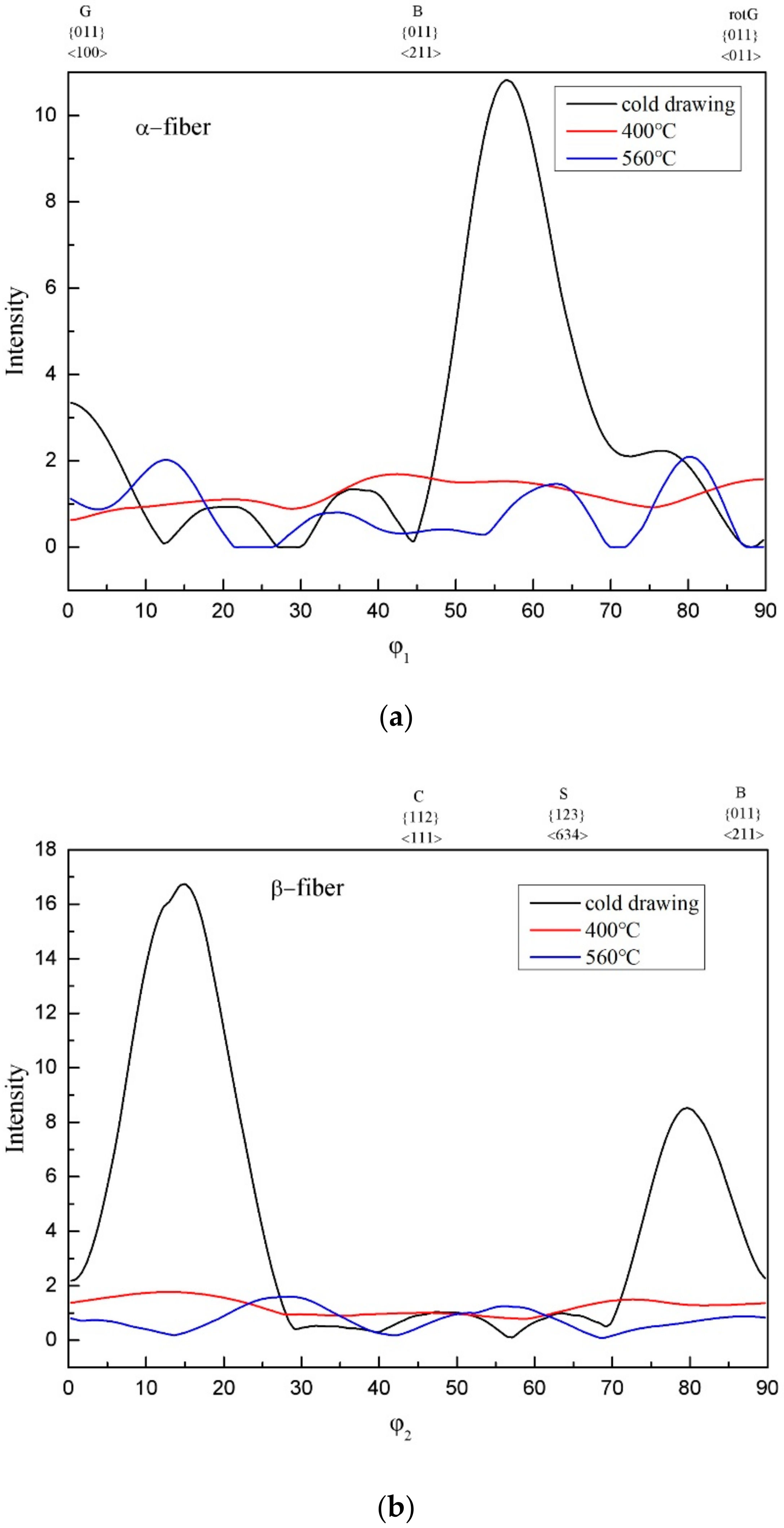
3.3. Textural Change
4. Discussion
- (1)
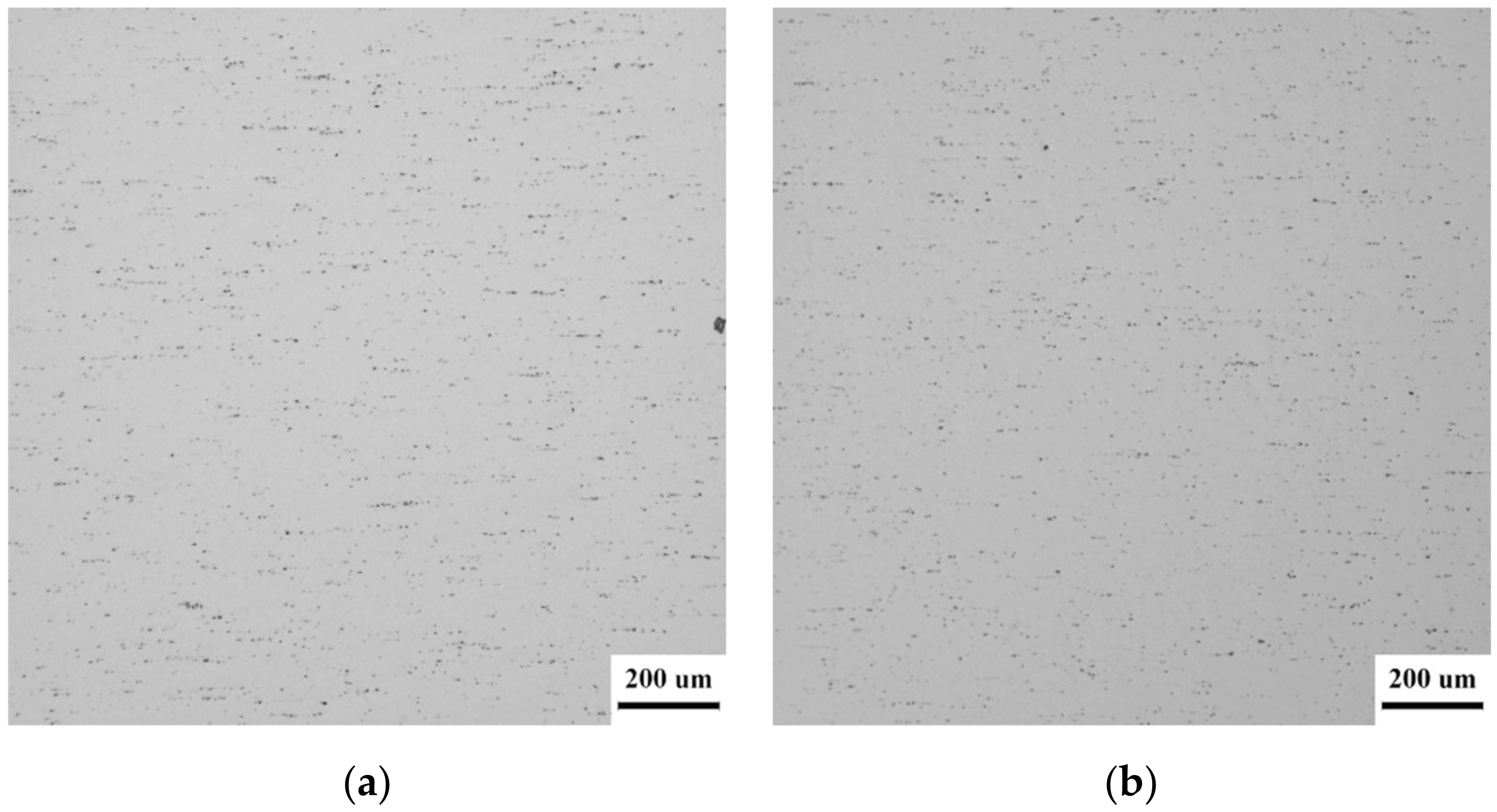
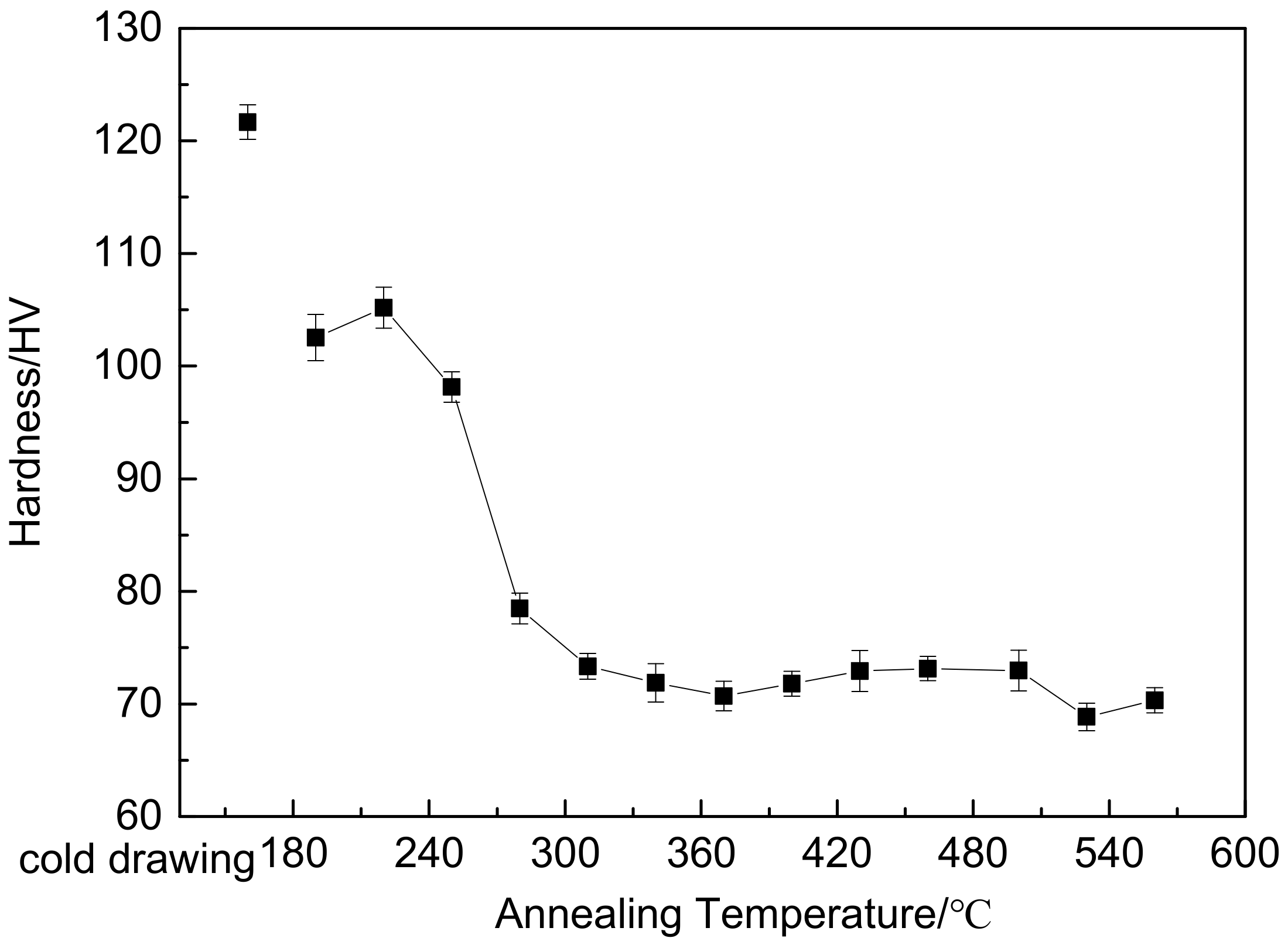
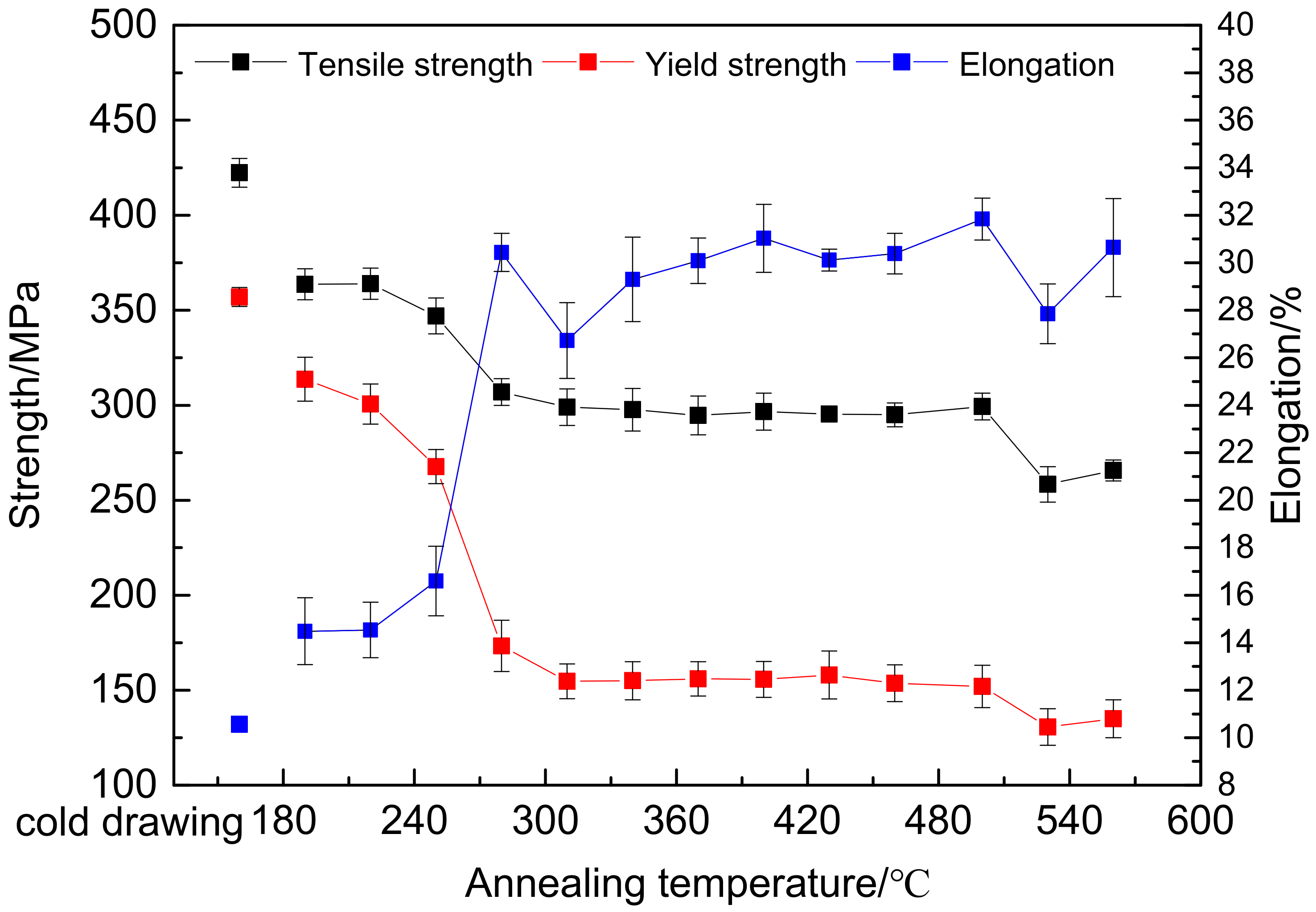
- When the annealing temperature is up to 220 °C, the mechanical properties of the drawn wire after annealing are remarkable reduced compared with that of the unannealed drawn wire. Comparing Figure 2 and Figure 4a, it can be found that the grain size of the drawn wire after annealing at 220 °C has no obvious change. Hence, it is believed that the reason for the reduction of the strength of the drawn wire in this stage is dominantly resulted from the release of work-hardening effect at relative temperature;
- (2)
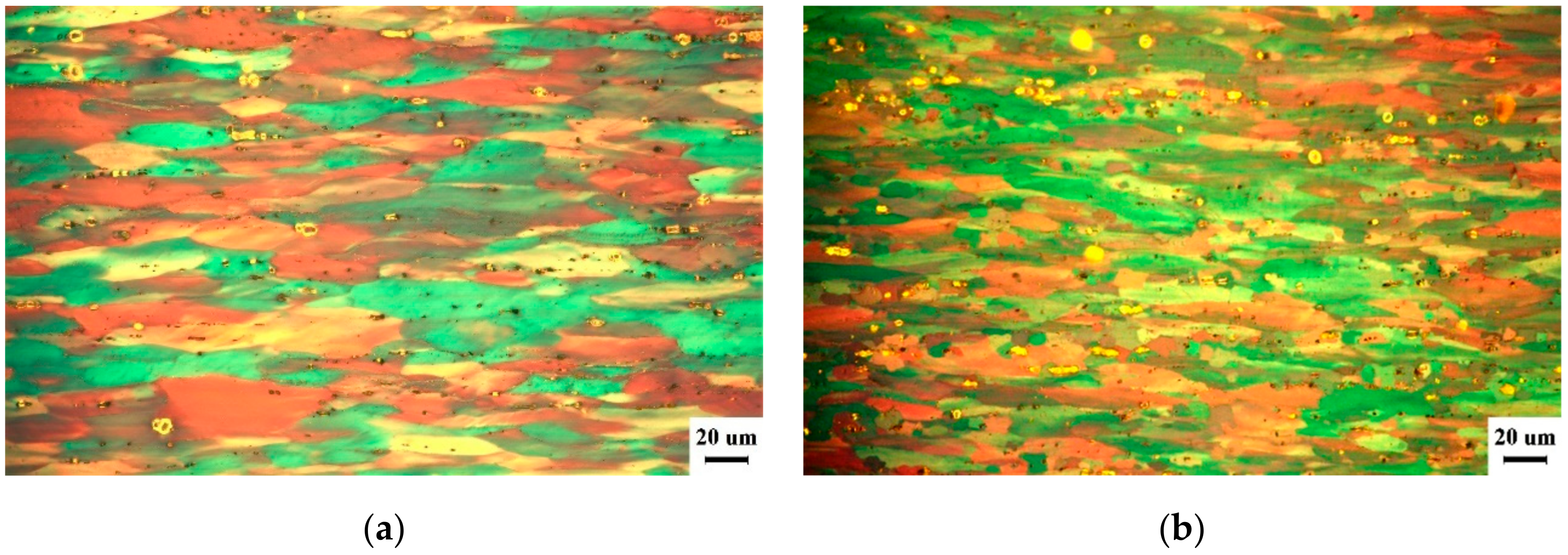
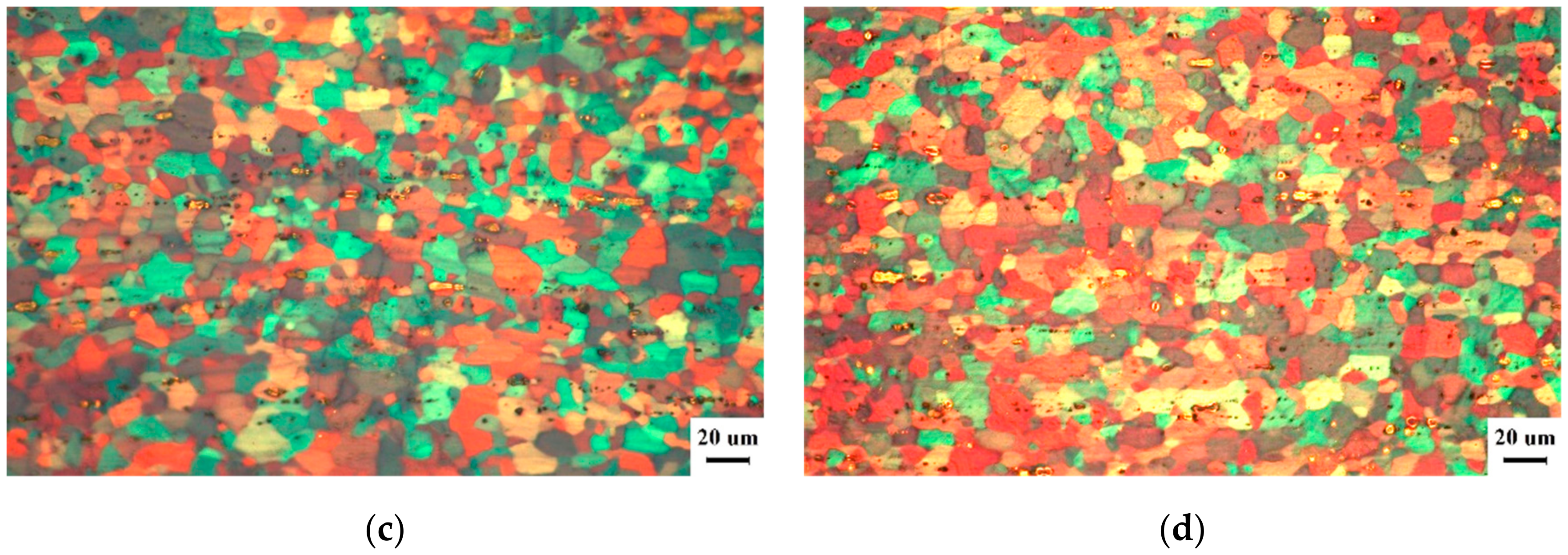
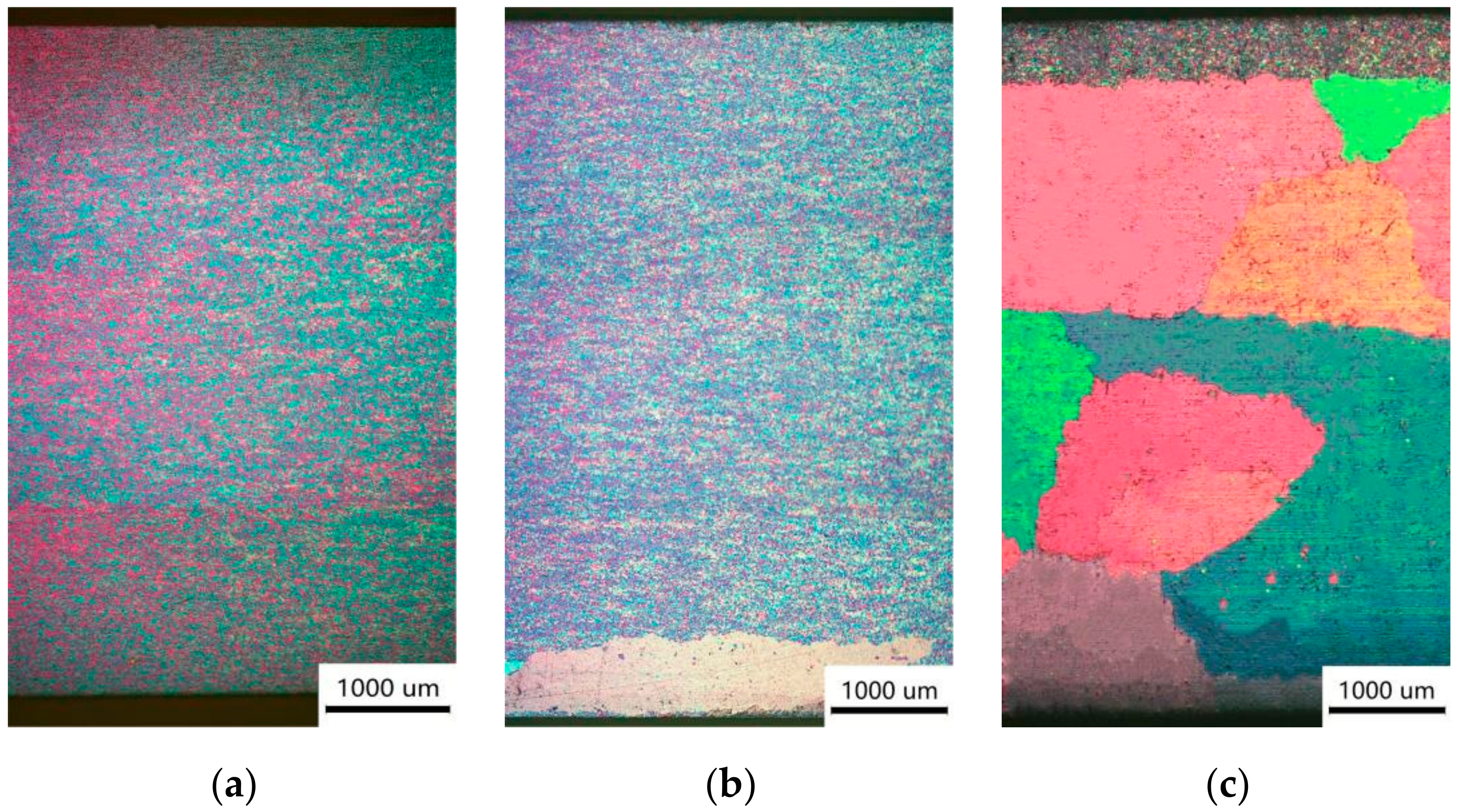
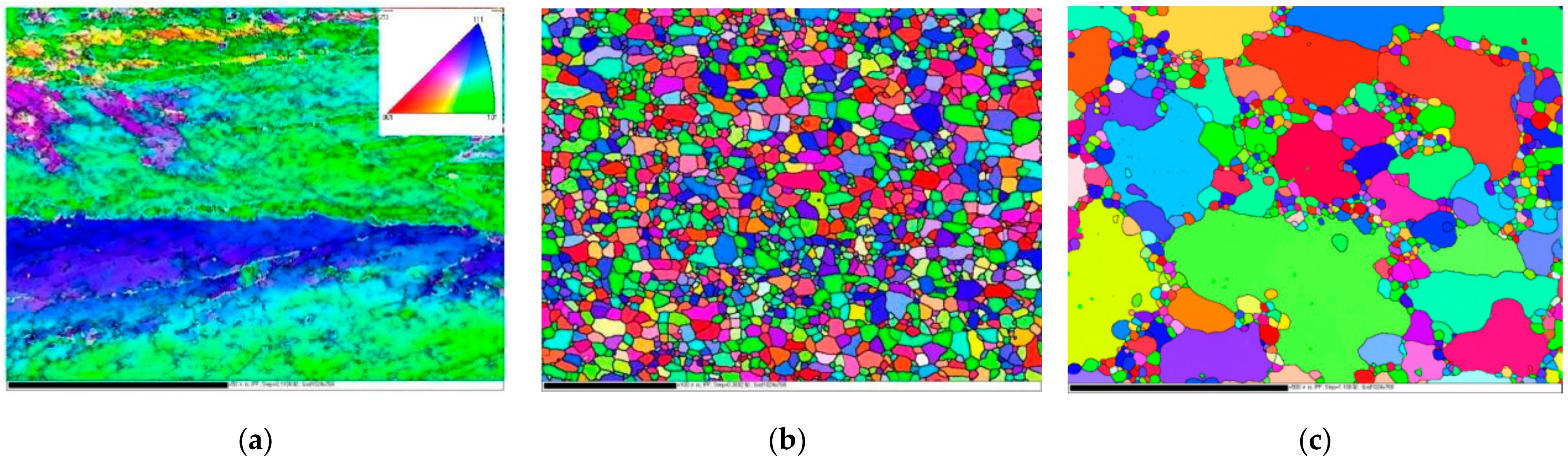
- When the annealing temperature increased from 220 °C to 310 °C, the strength of the drawn wires decreases significantly, the elongation increases rapidly, which can be attributed to the static recrystallization during the annealing process. As shown in Figure 4a, the grains are still elongated when annealed at 220 °C while the some fine equiaxed grains along grain boundaries are observed (Figure 4b) when annealed at 250 °C. With further increasing annealing temperature to 310 °C (Figure 4c), all the grains are completely transformed into equiaxed grains. This is due to the fact that the higher the annealing temperature, the greater the driving energy of grain growth, so that the recrystallization of the drawn wire occurs;
- (3)
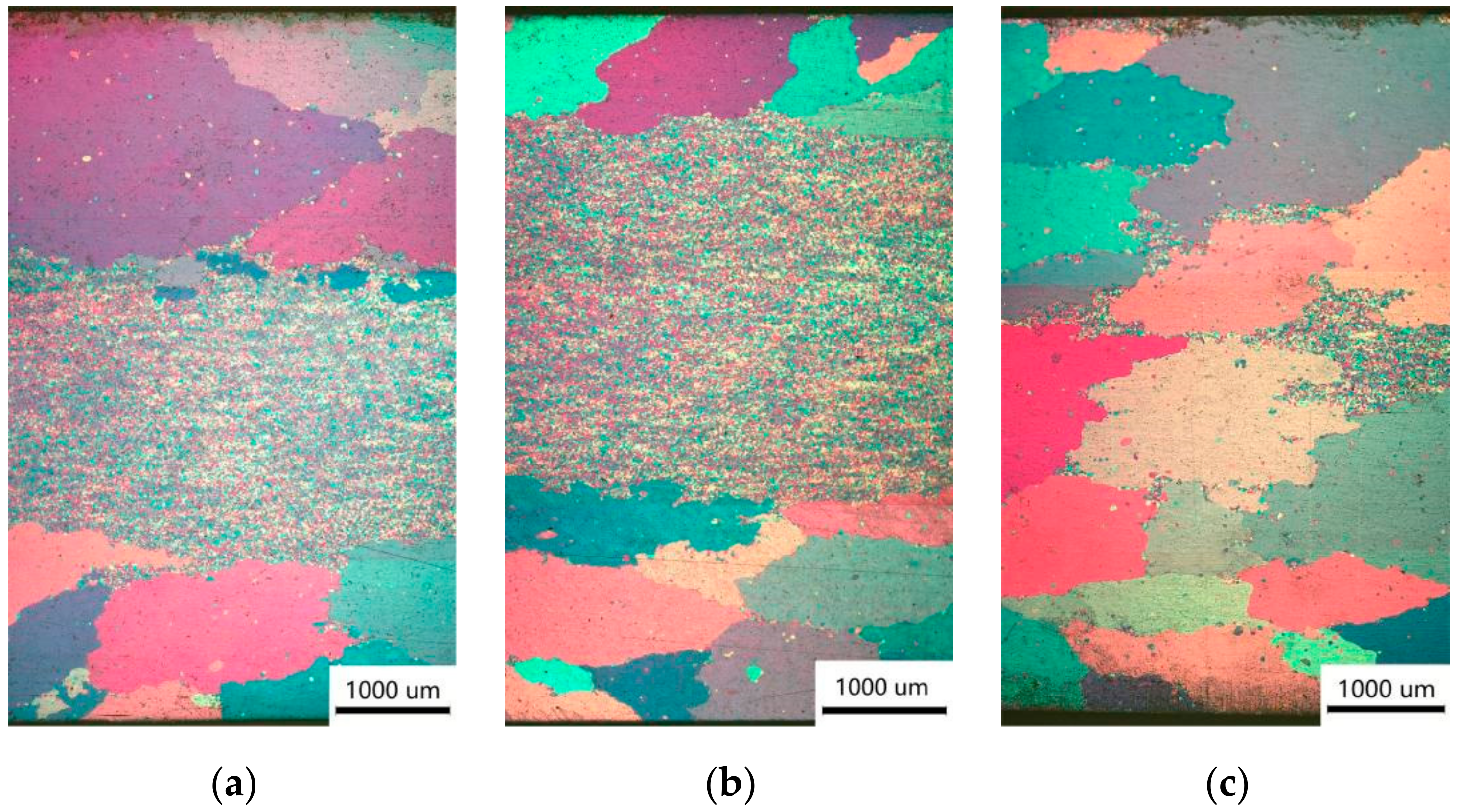
- When the annealing temperature increased from 310 °C to 500 °C, the strength of the drawn wires did not change significantly, which can be attributed to the stable stage of grain structure. Comparing Figure 4c,d, it can be found that the grain size of the drawn wire after annealing at 400 °C had no obvious change from that after annealing at 310 °C. From this it can be concluded that the drawn wire is fully recrystallized within this annealing temperature range, and the size change of the recrystallized grains inside the drawn wire is small, so that the hardness and strength of the drawn wire remain stable within this annealing temperature range [23];
5. Conclusions
- (1)
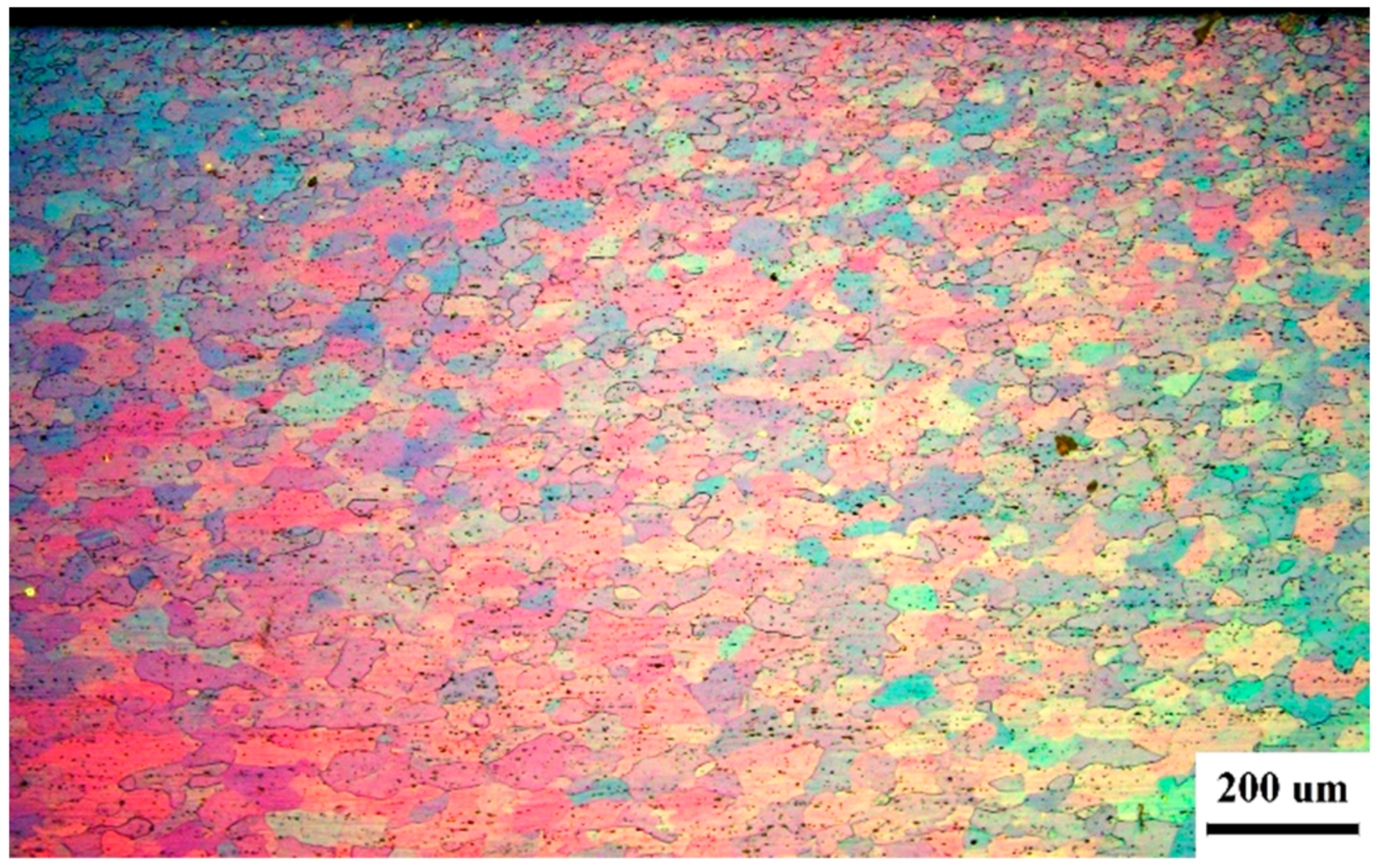
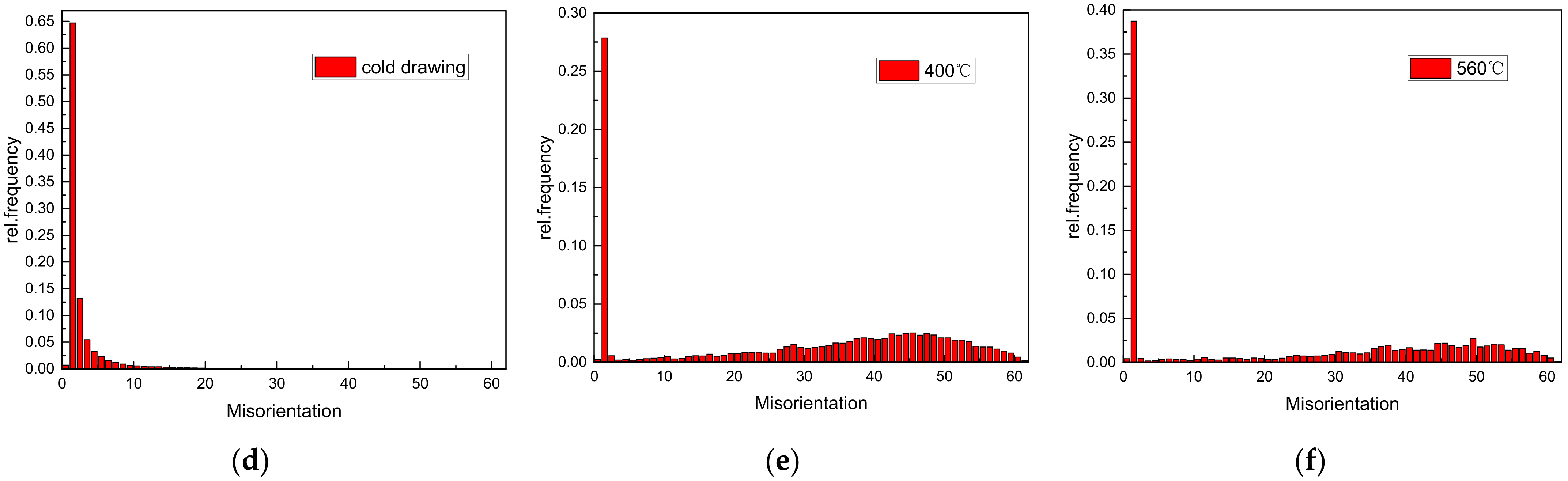
- The interior microstructure of 5056 aluminum alloy wires in the as-extruded state is a recrystallization texture, and the size of recrystallized grains at the edge is smaller than at the core; after the 5056 alloy is drawn and deformed by a deformation amount of 60%, its edge texture is rougher and larger than its core texture due to the effect of the nonhomogeneous interior microstructure of the as-extruded state wires;
- (2)
- After 5056 aluminum alloy cold-drawn state wires were treated at different annealing temperatures, it was found that the hardness and strength of the alloy decreased significantly after annealing. When the annealing temperature reached 250 °C, the alloy became recrystallized; when the annealing temperature increased to 310 °C, it underwent the entire recrystallization. The hardness and strength of the alloy decreased significantly within this annealing temperature range. When the annealing temperature of 5056 aluminum alloy drawing wires was above 310 °C and below 530 °C, the interior microstructure of the alloy was predominated by equiaxial grains, without a significant fluctuation in the mechanical properties of the alloy;
- (3)
- When the annealing temperature reached 530 °C, a few grains grew abnormally, gradually swallowing a large number of equiaxial grains, and the secondary recrystallization occurred. With the prolongation of the annealing duration, the number of secondarily recrystallized grains increased, at which time the hardness and strength of the alloy decreased. When the annealing temperature reached 560 °C, the size of the secondarily recrystallized grains was smaller than that at the annealing temperature of 530 °C, at which time the hardness and strength of the alloy were higher than when it was annealed at 530 °C.
- (4)
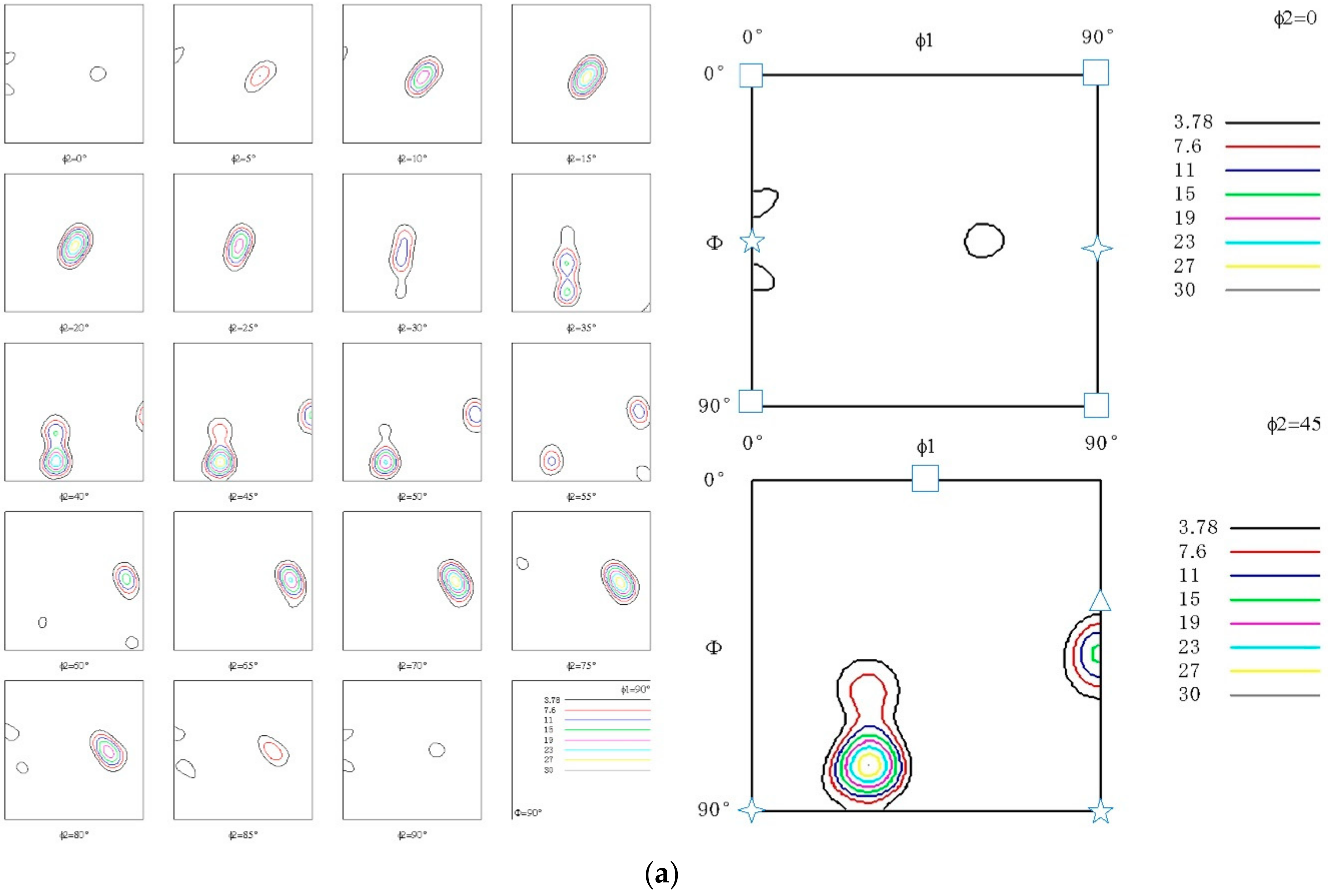
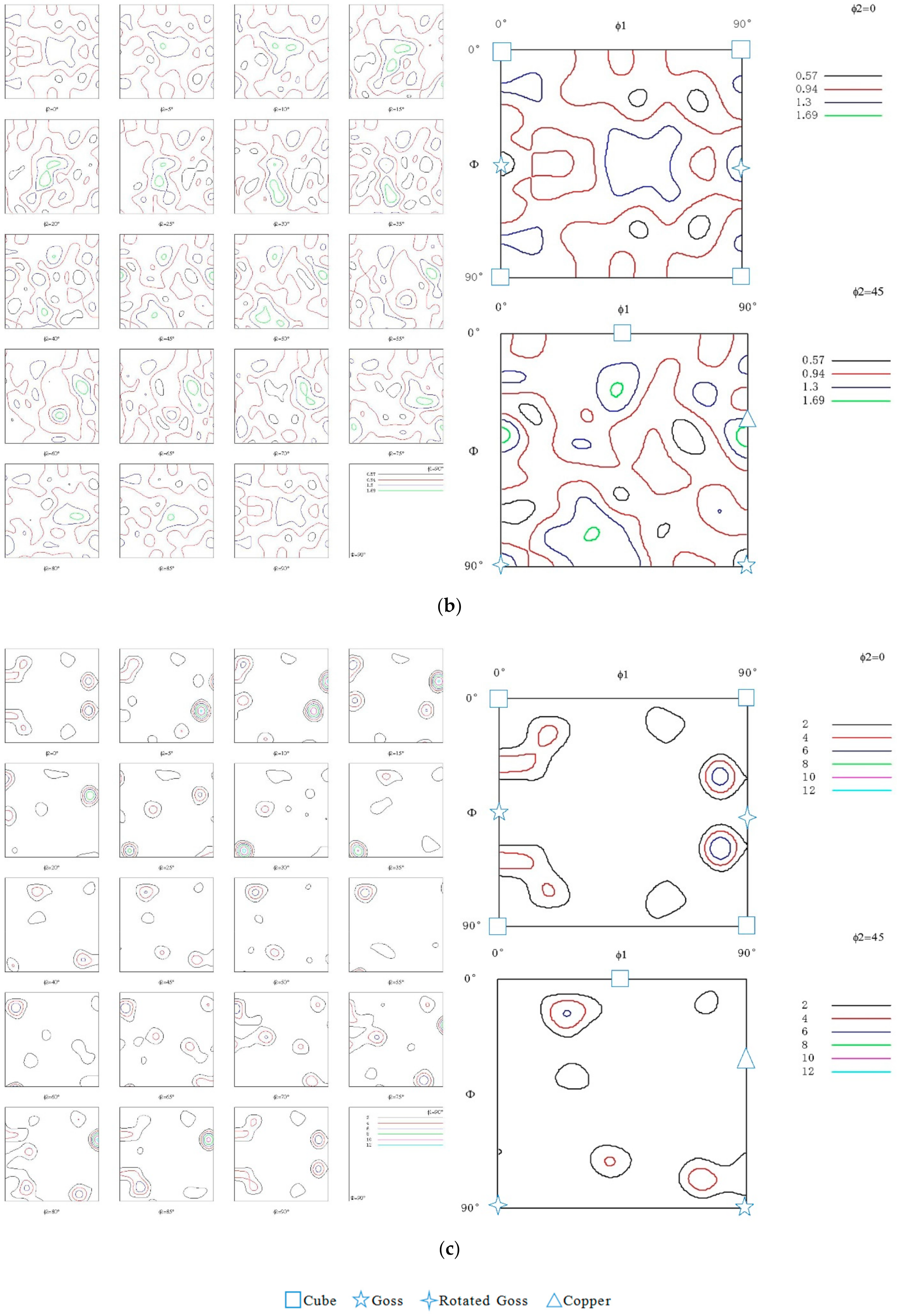
- A strong microstructure predominated by a fiber texture was produced from the cold-drawn 5056 aluminum alloy wires. After recrystallization, the fiber texture transformed into the recrystallization texture. The strength of the recrystallization texture somewhat declined as compared to that of the cold-deformed 5056 aluminum alloy wires.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Baudouy, B.; Four, A. Low temperature thermal conductivity of aluminum alloy 5056. Cryogenics 2014, 60, 1–4. [Google Scholar] [CrossRef]
- Ma, C.G.; Qi, S.Y.; Li, S. Melting purification process and refining effect of 5083 Al–Mg alloy. Trans. Nonferrous Met. Soc. China 2014, 24, 1346–1351. [Google Scholar] [CrossRef]
- Park, S.H.; Kim, J.S.; Han, M.S. Corrosion and optimum corrosion protection potential of friction stir welded 5083-O Al alloy for leisure ship. Bull. Chin. Soc. Nonferrous Met. Engl. Version 2009, 19, 6. [Google Scholar] [CrossRef]
- Barucci, M.; Ligi, C.; Lolli, L. Very low temperature specific heat of Al 5056. Phys. B Phys. Condens. Matter 2010, 405, 1452–1454. [Google Scholar] [CrossRef]
- Li, H.Z.; Gao, F.; Li, P.W.; Liang, X.P. Effect of annealing temperature on the texture and plastic anisotropy of cold-rolled 5083 aluminum alloy. J. Mater. Heat Treat. 2020, 41, 57–65. [Google Scholar]
- Jiang, J.Y.; Lai, S.B.; Lu, L.Y.; Fang, J.; Liu, G.; Meng, S.; Jiang, F. Research progress of 5XXX series aluminum-magnesium alloys. Manned Spacefl. 2019, 25, 411–418. [Google Scholar]
- Cho, C.H.; Son, K.T.; Lee, J.C.; Kim, S.K.; Yoon, Y.O.; Hyun, S.K. Effect of the Mg contents on the annealing mechanism and shear texture of Al–Mg alloys—ScienceDirect. Mater. Sci. Eng. A 2020, 786, 139741. [Google Scholar] [CrossRef]
- Nitol, M.S.; Adibi, S.; Barrett, C.D. Solid solution softening in dislocation-starved Mg–Al alloys. Mech. Mater. 2020, 150, 103588. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherl, M. Recrystallization and Related Annealing Phenomena; Elseiver Science: Oxford, UK, 1995. [Google Scholar]
- Gholinia, A.; Humphreys, F.J.; Prangnell, P.B. The Texture of Ultra-Fine Grained Al-Mg Alloys. Mater. Sci. Forum 2002, 408–412, 1519–1524. [Google Scholar] [CrossRef]
- Leng, J.F.; Ren, B.H.; Zhou, Q.B.; Zhao, J.W. Effect of Sc and Zr on recrystallization behavior of 7075 aluminum alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 2545–2557. [Google Scholar] [CrossRef]
- Zhao, X.B. Grain Growth and Texture Changes During Annealing of Aluminum-Magnesium Alloys. J. Zhejiang Univ. (Nat. Sci. Ed.) 1994, 03, 268–272. [Google Scholar]
- Li, Z.; Yi, D.; Tan, C. Investigation of the stress corrosion cracking behavior in annealed 5083 aluminum alloy sheets with different texture types. J. Alloys Compd. 2019, 817, 152690. [Google Scholar] [CrossRef]
- Ma, P.C.; Zhang, D.; Zhuang, L.Z.; Zhang, J.S. Effects of Cold Rolling Process and Annealing Temperature on Microstructure and Properties of Al-Mg Alloy. Chin. J. Mater. Sci. Eng. 2014, 32, 792–797. [Google Scholar]
- Liu, J.N.; Wang, L.; Wan, G.; Wu, B.L.; Yu, H. Effect of Annealing on the Texture of 5B02 Aluminum Alloy Tube. J. Shenyang Univ. Aeronaut. Astronaut. 2013, 30, 72–76. [Google Scholar]
- Lin, S.; Nie, Z.; Hui, H. Annealing behavior of a modified 5083 aluminum alloy. Mater. Des. 2010, 31, 1607–1612. [Google Scholar] [CrossRef]
- Jiang, J.; Jiang, F.; Zhang, M. Effect of continuity of annealing time on the recrystallization behavior of Al-Mg-Mn-Sc-Zr alloy. Mater. Lett. 2020, 275, 128208. [Google Scholar] [CrossRef]
- Son, H.W.; Lee, J.C.; Cho, C.H. Effect of Mg content on the dislocation characteristics and discontinuous dynamic recrystallization during the hot deformation of Al-Mg alloy. J. Alloys Compd. 2021, 887, 161397. [Google Scholar] [CrossRef]
- Pan, H.J.; Qiu, S.T. Formation mechanism of secondary recrystallization of columnar grain high silicon electrical steel. Iron Steel 2019, 54, 7. [Google Scholar]
- Gao, Q.; Wang, X.H.; Li, J. Effect of aluminum on secondary recrystallization texture and magnetic properties of grain-oriented silicon steel. J. Iron Steel Res. Engl. 2021, 28, 9. [Google Scholar] [CrossRef]
- Li, F.; Liu, X.J.; Yuan, S.J. Effect of frictional conditions on flow behavior of aluminum alloy extrusion deformation. Chin. J. Nonferrous Met. 2008, 18, 6. [Google Scholar]
- Ding, S.; Zhang, J.; Khan, S.A.; Sato, Y.; Yanagimoto, J. Metadynamic recrystallization in A5083 aluminum alloy with homogenized and as-extruded initial microstructures. Mater. Sci. Eng. A 2022, 838, 142789. [Google Scholar] [CrossRef]
- Xyla, B.; Wjxa, B.; Jhca, B. Dynamic recrystallization, texture and mechanical properties of high Mg content Al–Mg alloy deformed by high strain rate rolling. Trans. Nonferrous Met. Soc. China 2021, 31, 2885–2898. [Google Scholar]
- She, X.W.; Jiang, X.Q.; Wang, P.Q.; Tang, B.B.; Chen, K.; Liu, Y.J.; Cao, W.N. Relationship between microstructure and mechanical properties of 5083 aluminum alloy thick plate. Trans. Nonferrous Met. Soc. China 2020, 30, 1780–1789. [Google Scholar] [CrossRef]
- Li, J.; Kim, S.; Lee, T.M. The effect of prestrain and subsequent annealing on the mechanical behavior of AA5182-O. Mater. Sci. Eng. A 2011, 528, 3905–3914. [Google Scholar] [CrossRef]
- Liu, W.C.; Man, C.S.; Raabe, D. Effect of hot and cold deformation on the recrystallization texture of continuous cast AA 5052 aluminum alloy. Scr. Mater. 2005, 53, 1273–1277. [Google Scholar] [CrossRef]
- Xiong, B.Q.; Zhang, Y.; Zhu, B.H. Research on Ultra-High Strength Al-11Zn-2.9Mg-1.7Cu Alloy Prepared by Spray Forming Process. Mater. Sci. Forum 2005, 475–479, 2785–2788. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Mg | Mn | Zn | Cr | Fe | Si | Al |
|---|---|---|---|---|---|---|---|---|
| Nominal | 0.10 | 4.5–5.6 | 0.05–0.20 | 0.10 | 0.05–0.2 | 0.40 | 0.30 | Bal |
| Experimental | 0.003 | 5.01 | 0.16 | 0.01 | 0.15 | 0.12 | 0.04 | Bal |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Peng, C.; Zhang, B.; Xu, Z.; Li, Q.; Liu, K.; Lu, P. Effect of the Annealing Process on the Microstructure and Performance of 5056 Aluminum Alloy Wires. Metals 2022, 12, 823. https://doi.org/10.3390/met12050823
Wang G, Peng C, Zhang B, Xu Z, Li Q, Liu K, Lu P. Effect of the Annealing Process on the Microstructure and Performance of 5056 Aluminum Alloy Wires. Metals. 2022; 12(5):823. https://doi.org/10.3390/met12050823
Chicago/Turabian StyleWang, Gaosong, Chong Peng, Boyang Zhang, Zhaoyu Xu, Qiangqiang Li, Kun Liu, and Pengwei Lu. 2022. "Effect of the Annealing Process on the Microstructure and Performance of 5056 Aluminum Alloy Wires" Metals 12, no. 5: 823. https://doi.org/10.3390/met12050823