
Effect of High-Temperature Heat Treatment on Strengthening Mechanism of AlCoCrFeNi Component Fabricated by LMD


Abstract
:1. Introduction
2. Experimental Procedures
2.1. Raw Materials and Fabrication of the AlCoCrFeNi Components
2.2. High-Temperature Heat Treatment
2.3. Microstructure Characterization
2.4. Mechanical Properties
3. Results and Discussion
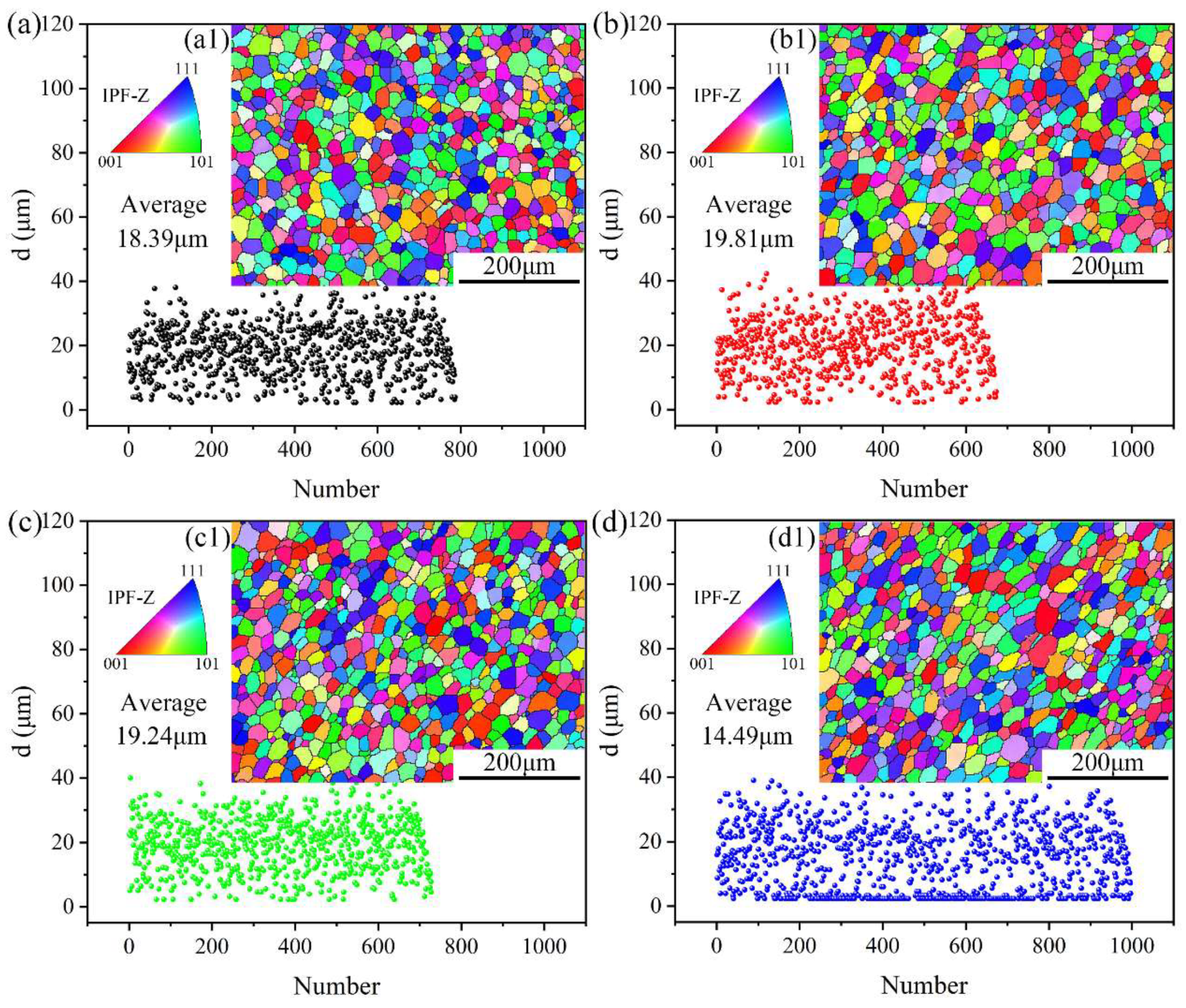
3.1. Phase and Microstructure of the AlCoCrFeNi Components
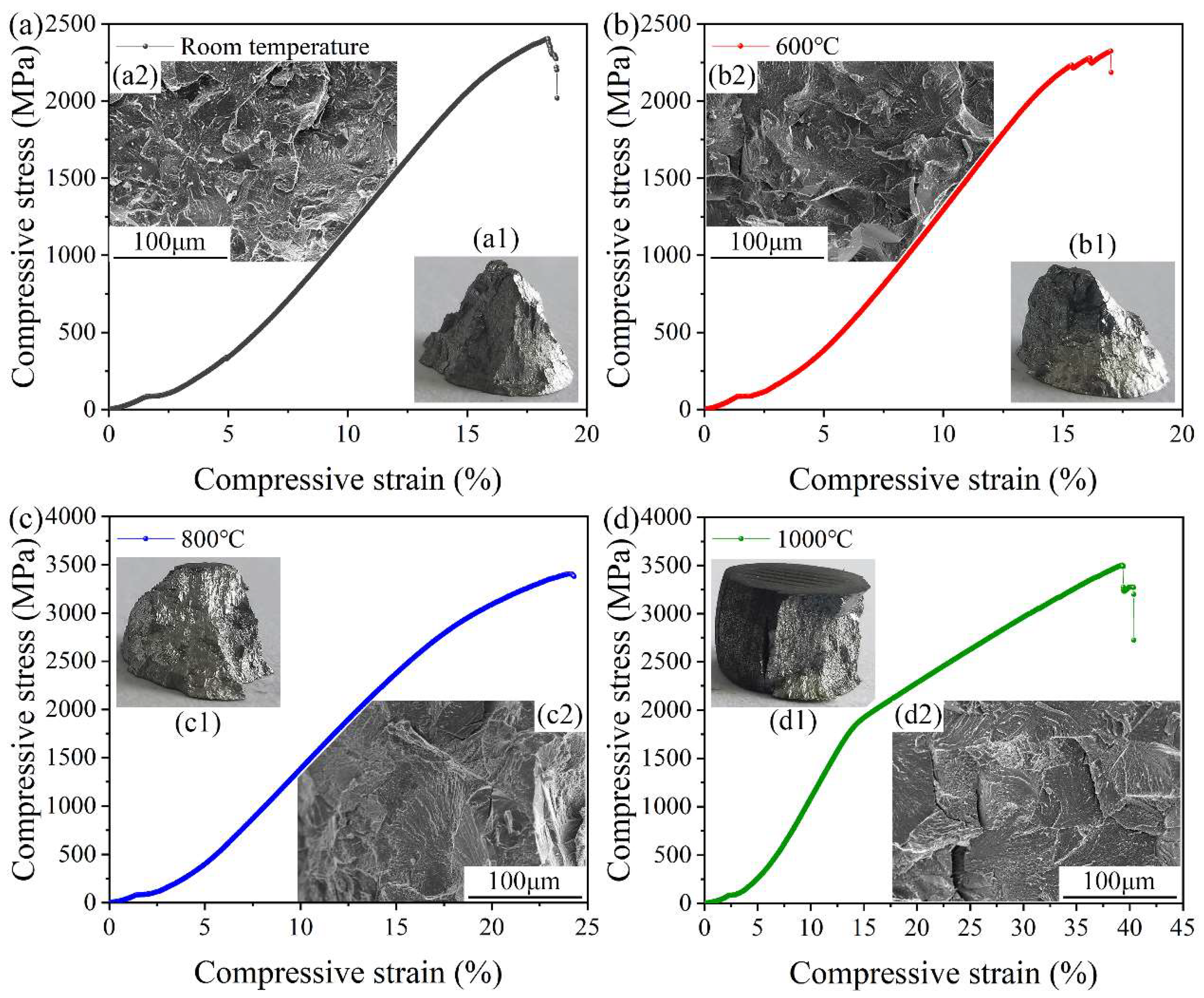
3.2. Mechanical Properties of the AlCoCrFeNi Components
3.3. Strengthening Mechanism in the AlCoCrFeNi Components
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Wang, F.J.; Zhang, Y.; Chen, G.L.; Davies, H.A. Cooling Rate and Size Effect on the Microstructure and Mechanical Properties of AlCoCrFeNi High Entropy Alloy. J. Eng. Mater. Technol. 2009, 131, 034501. [Google Scholar] [CrossRef]
- Chou, H.P.; Chang, Y.S.; Chen, S.K.; Yeh, J.W. Microstructure, Thermophysical and Electrical Properties in AlxCoCrFeNi (0 ≤ x ≤ 2) High-Entropy Alloys. Mater. Sci. Eng. B 2009, 163, 184–189. [Google Scholar] [CrossRef]
- Shim, S.H.; Pouraliakbar, H.; Hong, S.L. Hierarchical structured as-cast CrFeNiMn0.5Cu0.5 high entropy alloy with excellent tensile strength/ductility properties. Scr. Mater. 2022, 210, 114473. [Google Scholar] [CrossRef]
- Pouraliakbar, H.; Shim, S.H.; Yong, K.K.; Rizi, M.S.; Sun, I.H. Microstructure evolution and mechanical properties of (CoCrNi)(AlTiZr)(CuFeMo) multicomponent alloy: A pathway through multicomponent alloys toward new superalloys9055. J. Alloys Compd. 2021, 860, 158412. [Google Scholar] [CrossRef]
- Munitz, A.; Salhov, S.; Hayun, S.; Munitz, A. Heat treatment impacts the micro-structure and mechanical properties of AlCoCrFeNi high entropy alloy. J. Alloys Compd. 2016, 683, 221–230. [Google Scholar] [CrossRef]
- Liang, J.T.; Cheng, K.C.; Chen, S.H. Effect of heat treatment on the phase evolution and mechanical properties of atomized AlCoCrFeNi high-entropy alloy powders. J. Alloys Compd. 2019, 803, 484–490. [Google Scholar] [CrossRef]
- Zhou, P.F.; Xiao, D.H.; Yuan, T.C. Microstructure, Mechanical and Corrosion Properties of AlCoCrFeNi High-Entropy Alloy Prepared by Spark Plasma Sintering. Acta Met. Sin. 2020, 33, 937–946. [Google Scholar] [CrossRef]
- Lin, D.Y.; Zhang, N.N.; He, B.; Jin, B.Q.; Zhang, Y.; Li, D.Y.; Dong, F.Y. Influence of laser re-melting and vacuum heat treatment on plasma-sprayed FeCoCrNiAl alloy coatings. J. Iron Steel Res. Int. 2017, 24, 1199–1205. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, F.; Yan, S.; Yu, G.; Yin, F. Microstructure evolution and mechanical properties of atmosphere plasma sprayed AlCoCrFeNi high-entropy alloy coatings under post-annealing. J. Alloys Compd. 2021, 872, 159607. [Google Scholar] [CrossRef]
- Guo, W.M.; Ding, N.; Liu, G.Q.; Jing, C.N.; Xu, H.X.; Liu, L.; Xu, N.; Wu, X.F.; He, J.Q.; Zaïri, F. Microstructure evolution of a multi-track AlCoCrFeNi high entropy alloy coating fabricated by laser cladding. Mater Charact. 2022, 184, 111660. [Google Scholar] [CrossRef]
- Jang, M.J.; Praveen, S.; Sung, H.J.; Bae, J.W.; Moon, J.; Kim, H.S. High-temperature tensile deformation behavior of hot rolled CrMnFeCoNi high-entropy alloy. J. Alloys Compd. 2018, 730, 242–248. [Google Scholar] [CrossRef]
- Kim, M.J.; Kang, G.C.; Hong, S.H.; Park, H.J.; Sang, C.M.; Song, G.; Kim, K.B. Understanding microstructure and mechanical properties of (AlTa0.76)xCoCrFeNi2.1 eutectic high entropy alloys via thermo-physical parameters. J. Mater. Sci. Technol. 2020, 57, 131–137. [Google Scholar] [CrossRef]
- Asghari-Rad, P.; Sathiyamoorthi, P.; Bae, J.W.; Moon, J.; Park, J.M.; Zargaran, A.; Kim, H.S. Effect of grain size on the tensile behavior of V10Cr15Mn5Fe35Co10Ni25 high entropy alloy. Mater. Sci. Eng. A 2019, 744, 610–617. [Google Scholar] [CrossRef]
- Li, Z.M.; Tasan, C.C.; Springer, H.; Gault, B.; Raabe, D. Interstitial atoms enable joint twinning and transformation induced plasticity in strong and ductile high-entropy alloys. Sci. Rep. 2017, 7, 40704. [Google Scholar] [CrossRef]
- Asabre, A.; Wilms, M.B.; Kostka, A. Laser metal deposition of Al0.6CoCrFeNi with Ti & C additions using elemental powder blends. Surf. Coat. Technol. 2021, 418, 127233. [Google Scholar]
- Park, J.M.; Kim, E.S.; Kwon, H.; Gemagami, P.; Laplanche, G. Effect of heat treatment on microstructural heterogeneity and mechanical properties of 1%C-CoCrFeMnNi alloy fabricated by selective laser melting. Addit. Manuf. 2021, 47, 102283. [Google Scholar] [CrossRef]
- Huang, L.F.; Sun, Y.N.; Amar, A.; Wu, C.; Li, J. Microstructure evolution and mechanical properties of AlxCoCrFeNi high-entropy alloys by laser melting deposition. Vacuum 2021, 183, 109875. [Google Scholar] [CrossRef]
- Sui, Q.X.; Wang, Z.; Wang, J.; Xu, S.; Zhao, F.; Gong, L.; Liu, B.; Liu, J.; Liu, G. The microstructure and mechanical properties of the additive manufactured AlCoCrFeNi high entropy alloy. Mater. Sci. Eng. A 2022, 833, 142507. [Google Scholar] [CrossRef]
- Niu, P.D.; Li, R.D.; Yuan, T.C.; Zhu, S.Y.; Chen, C.; Wang, M.B.; Huang, L. Microstructures and properties of an equimolar AlCoCrFeNi high entropy alloy printed by selective laser melting. Intermetallics 2019, 104, 24–32. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, K.; Davies, C.; Wu, X. Evolution of microstructure, mechanical and corrosion properties of AlCoCrFeNi high-entropy alloy prepared by direct laser fabrication. J. Alloys Compd. 2017, 694, 971–981. [Google Scholar] [CrossRef]
- Sistla, H.R.; Newkirk, J.W.; Liou, F.F. Effect of Al/Ni ratio, heat treatment on phase transformations and microstructure of AlxFeCoCrNi2−x (x = 0.3, 1) high entropy alloys. Mater. Des. 2015, 81, 113–121. [Google Scholar] [CrossRef]
- Kao, Y.F.; Chen, T.J.; Chen, S.K.; Yeh, J.W. Microstructure and mechanical property of as-cast, -homogenized, and -deformed AlxCoCrFeNi (0 ≤ x ≤ 2) high-entropy alloys. J. Alloys Compd. 2009, 488, 57–64. [Google Scholar] [CrossRef]
- Li, C.; Li, J.C.; Zhao, M.; Jiang, Q. Effect of aluminum contents on microstructure and properties of AlxCoCrFeNi alloys. J. Alloys Compd. 2010, 504, S515–S518. [Google Scholar] [CrossRef]
- Wang, W.R.; Wang, W.L.; Wang, S.C.; Tsai, Y.C.; Lai, C.H.; Yeh, J.W. Effects of Al addition on the microstructure and mechanical property of AlxCoCrFeNi high-entropy alloys. Intermetallics 2012, 26, 44–51. [Google Scholar] [CrossRef]
- Christian, J.W. The Theory of Transformations in Metals and Alloys; Pergamon: Oxford, UK, 2002. [Google Scholar]
- He, J.Y.; Liu, W.H.; Wang, H.; Wu, Y.; Liu, X.J.; Nieh, T.G.; Lu, Z.P. Effects of Al addition on structural evolution and tensile properties of the FeCoNiCrMn high-entropy alloy system. Acta Mater. 2014, 62, 105–113. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: III discussion of results. Proc. Phys. Soc. Lond. Sect. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Xiang, H.G.; Cai, X.; Rong, Y.H. Fundamentals of Materials Science, 3rd ed.; Shanghai Jiaotong University Press: Shanghai, China, 2010. [Google Scholar]
- Yang, W.F.; Beyerlein, I.J.; Jin, Q.Q.; Ge, H.L.; Xiong, T.; Yang, L.X.; Pang, J.C.; Zhou, Y.T.; Shao, X.H.; Zhang, B. Strength and ductility of bulk Cu/Nb nanolaminates exposed to extremely high temperatures. Scr. Mater. 2019, 166, 73–77. [Google Scholar] [CrossRef]
- Zheng, S.J.; Zhang, R.F.; Huang, R.; Taniguchi, T.; Ma, X.; Ikuhara, Y.; Beyerlein, I.J. Structure and energetics of nanotwins in cubic boron nitrides. Appl. Phys. Lett. 2016, 109, 081901. [Google Scholar] [CrossRef]
- Dowling, N.E. Mechanical Behavior of Materials. Mater. Today 2005, 8, 83–85. [Google Scholar]
- Liu, H.H.; Fu, P.X.; Liu, H.W.; Sun, C.; Li, D. Effect of vanadium micro-alloying on the microstructure evolution and mechanical properties of 718H pre-hardened mold steel. J. Mater. Sci. Technol. 2019, 35, 2526–2536. [Google Scholar] [CrossRef]
- Ma, K.; Wen, H.; Tao, H.; Topping, T.D.; Schoenung, J.M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Kamaya, M.; Joao, Q.D.J.; Li, L.M.; Preuss, M. Local plastic strain measurement by EBSD. Appl. Mech. Mater. 2007, 7–8, 173–179. [Google Scholar] [CrossRef]
- Yan, Z.; Wang, D.; He, X.; Wang, W.X.; Zhang, H.X.; Dong, P.; Li, C.H.; Li, Y.L.; Zhou, J.; Liu, Z. Deformation behaviors and cyclic strength assessment of AZ31B magnesium alloy based on steady ratcheting effect. Mater. Sci. Eng. A 2018, 723, 212–220. [Google Scholar] [CrossRef]
- Li, J.; Li, H.; Liang, Y.; Liu, P.; Yang, L. The microstructure and mechanical properties of multi-strand, composite welding-wire welded joints of high nitrogen austenitic stainless steel. Materials 2019, 12, 2944. [Google Scholar] [CrossRef] [Green Version]
- Pharr, G.M. Measurement of mechanical properties by ultra-low load indentation. Mater. Sci. Eng. A 1998, 253, 151–159. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Si | Cr | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.046 | 0.065 | 0.035 | 0.035 | 0.24 | 0.025 | 0.025 | 0.25 | Bal. |
| Compressive Ultimate Strength (MPa) | Strain (%) | |
|---|---|---|
| As LMD condition | 2405.15 | 18.32 |
| After 5 h at 600 °C | 2313.34 | 17.99 |
| After 5 h at 800 °C | 3402.62 | 24.19 |
| After 5 h at 1000 °C | 3502.29 | 39.36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pang, Z.; Yang, J.; Manladan, S.M.; Cai, Y.; Han, J. Effect of High-Temperature Heat Treatment on Strengthening Mechanism of AlCoCrFeNi Component Fabricated by LMD. Metals 2022, 12, 767. https://doi.org/10.3390/met12050767
Pang Z, Yang J, Manladan SM, Cai Y, Han J. Effect of High-Temperature Heat Treatment on Strengthening Mechanism of AlCoCrFeNi Component Fabricated by LMD. Metals. 2022; 12(5):767. https://doi.org/10.3390/met12050767
Chicago/Turabian StylePang, Zheng, Jin Yang, Sunusi Marwana Manladan, Yangchuan Cai, and Jian Han. 2022. "Effect of High-Temperature Heat Treatment on Strengthening Mechanism of AlCoCrFeNi Component Fabricated by LMD" Metals 12, no. 5: 767. https://doi.org/10.3390/met12050767