
Microstructure and Superplastic Behavior of Ni-Modified Ti-Al-Mo-V Alloys

 , , ,
, , , 
Abstract
:1. Introduction
2. Materials and Methods
- Homogenization annealing at 800 °C for 1 h;
- Hot rolling was processed in the (α + β)-phase field at a temperature of 750 ± 10 °C with a total reduction of 90%. The strain per pass was varied in a range of 10–33% with a decrease of 0.5–1.0 mm per pass. To ensure constant rolling temperature, the samples were soaked for 7–10 min in the furnace between passes. The modified alloy with 1.8 wt.% Ni was additionally processed at a temperature of 700 ± 10 °C to ensure a similar α/β phase ratio to that of the other studied alloys. After the rolling process, the ingots were treated in a Kroll reagent (92% H2O + 3% HF + 5% HNO3) for 30 min to dissolve the α-phase layer.
3. Results and Discussion
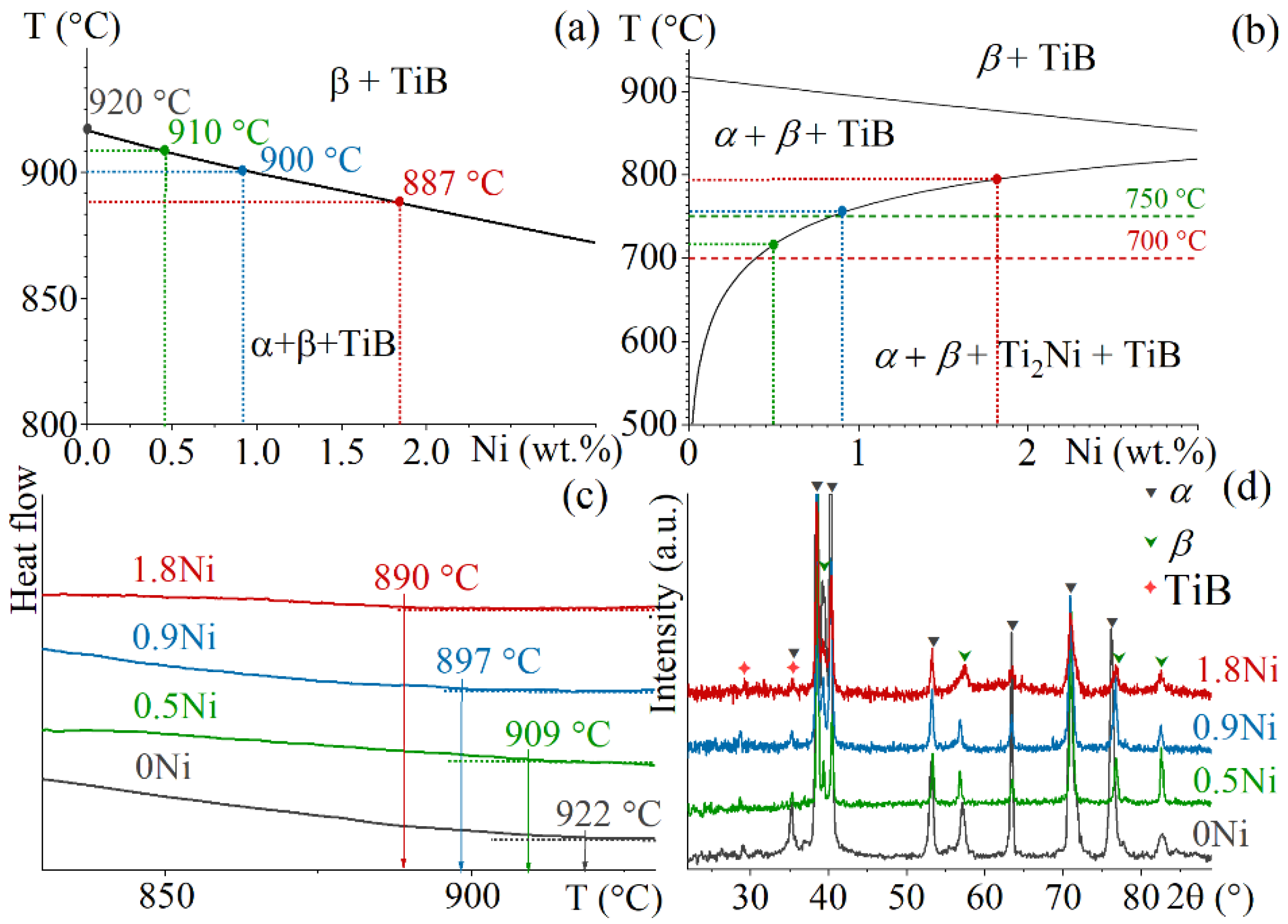
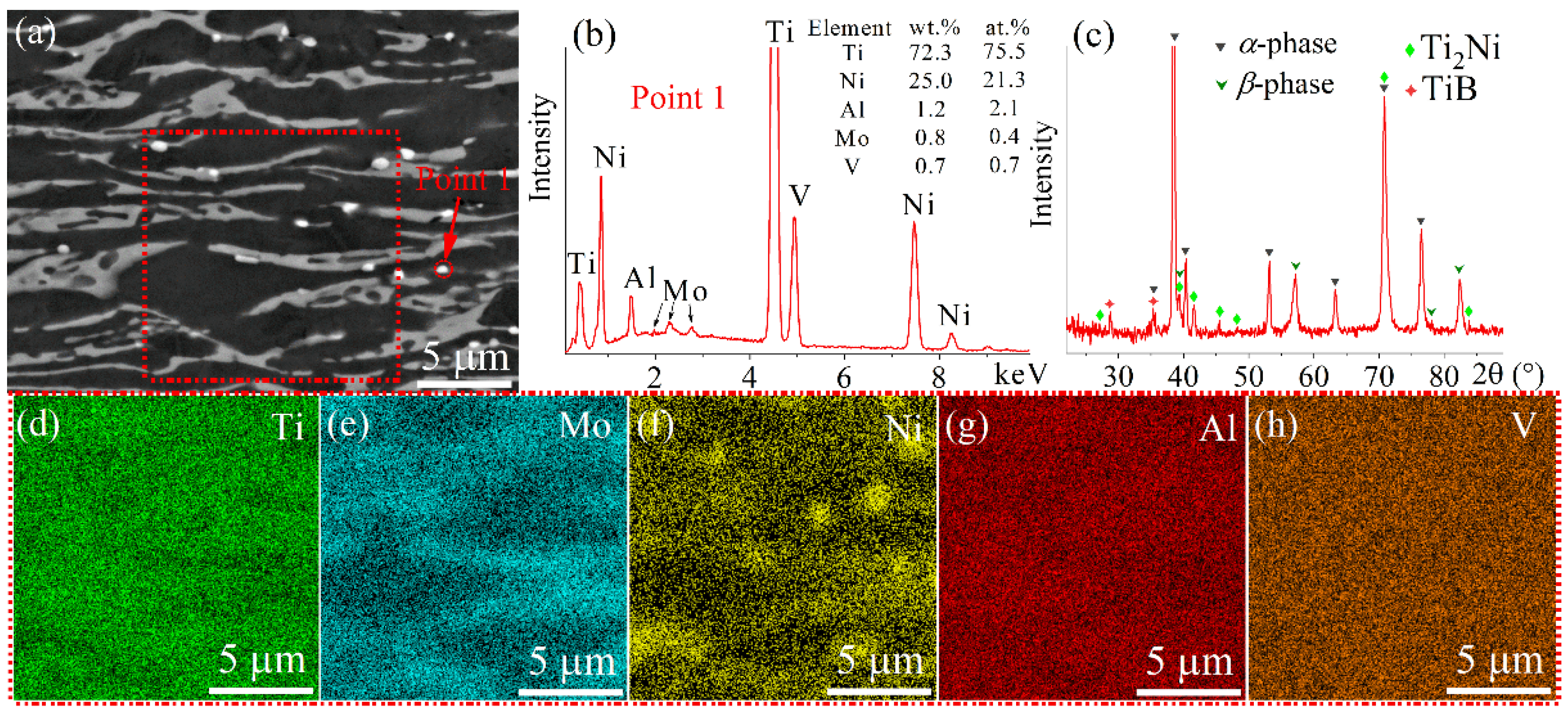
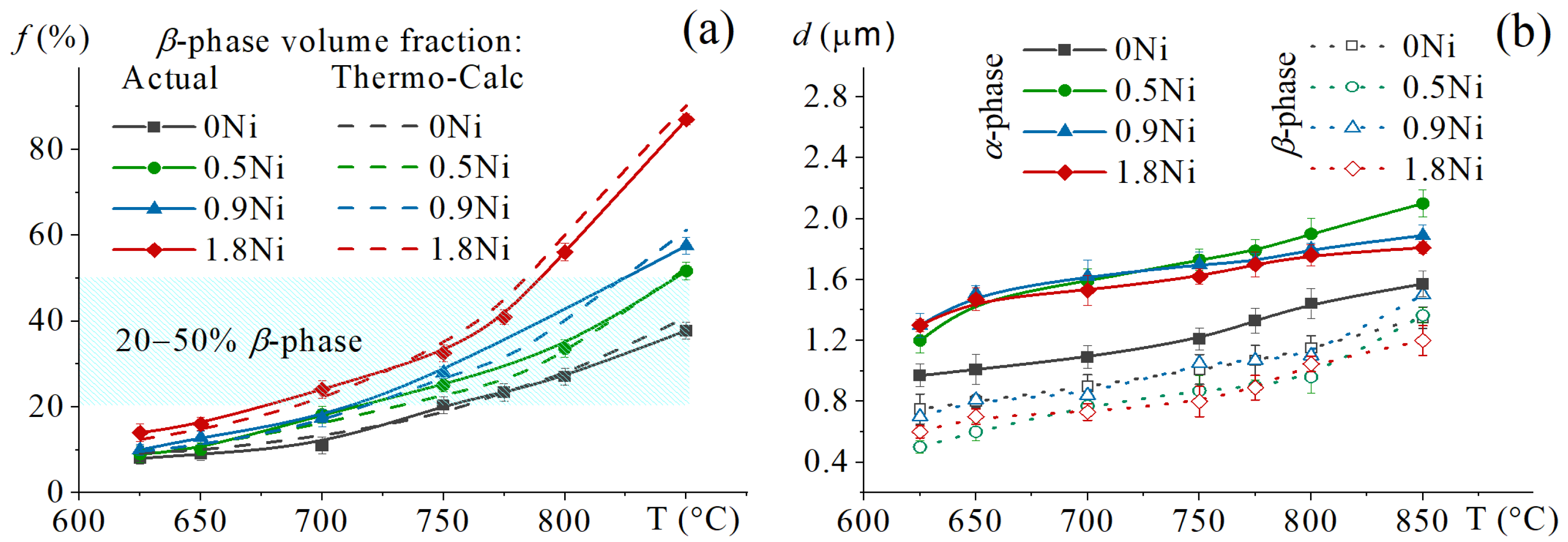
3.1. Phase Composition Analysis
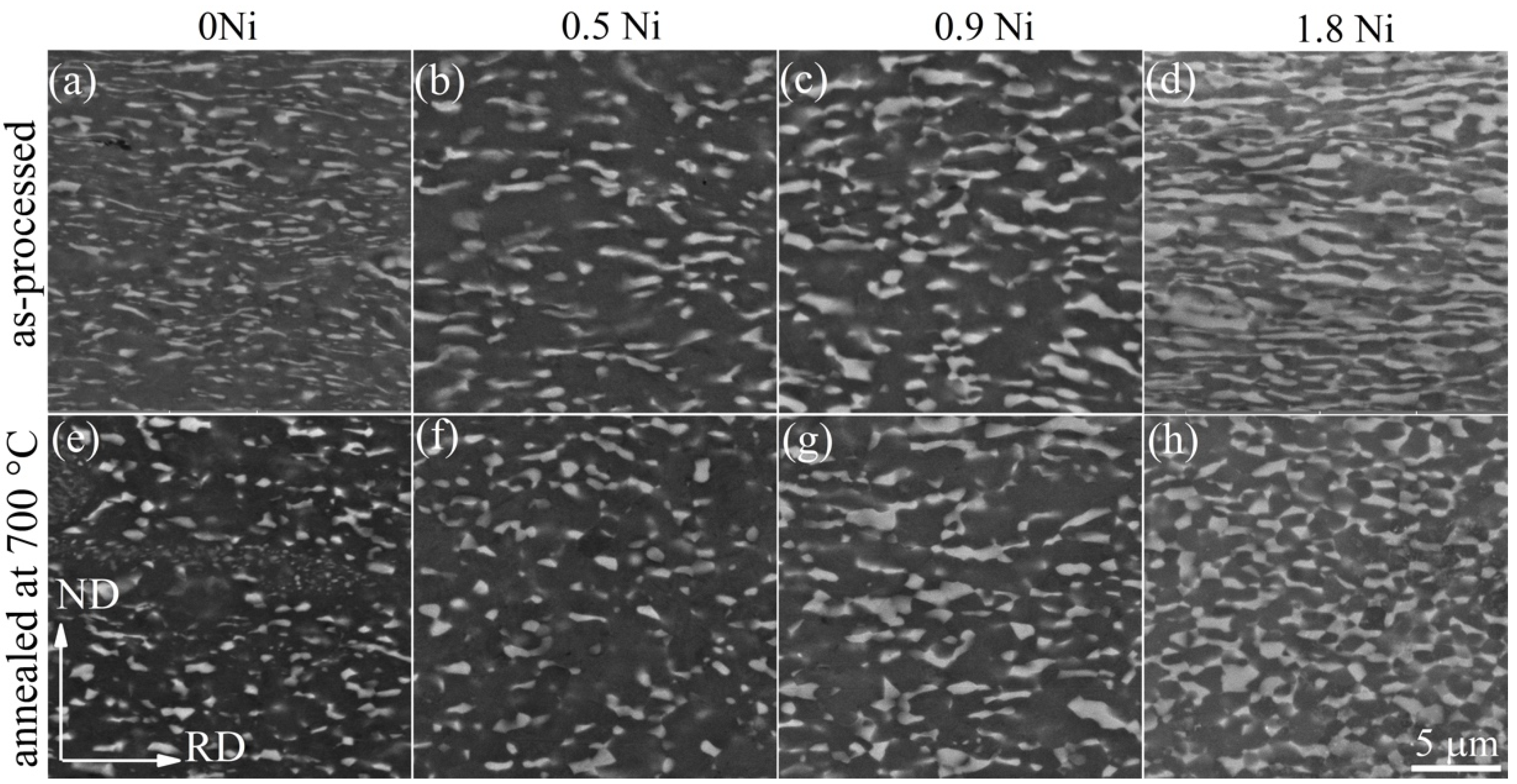
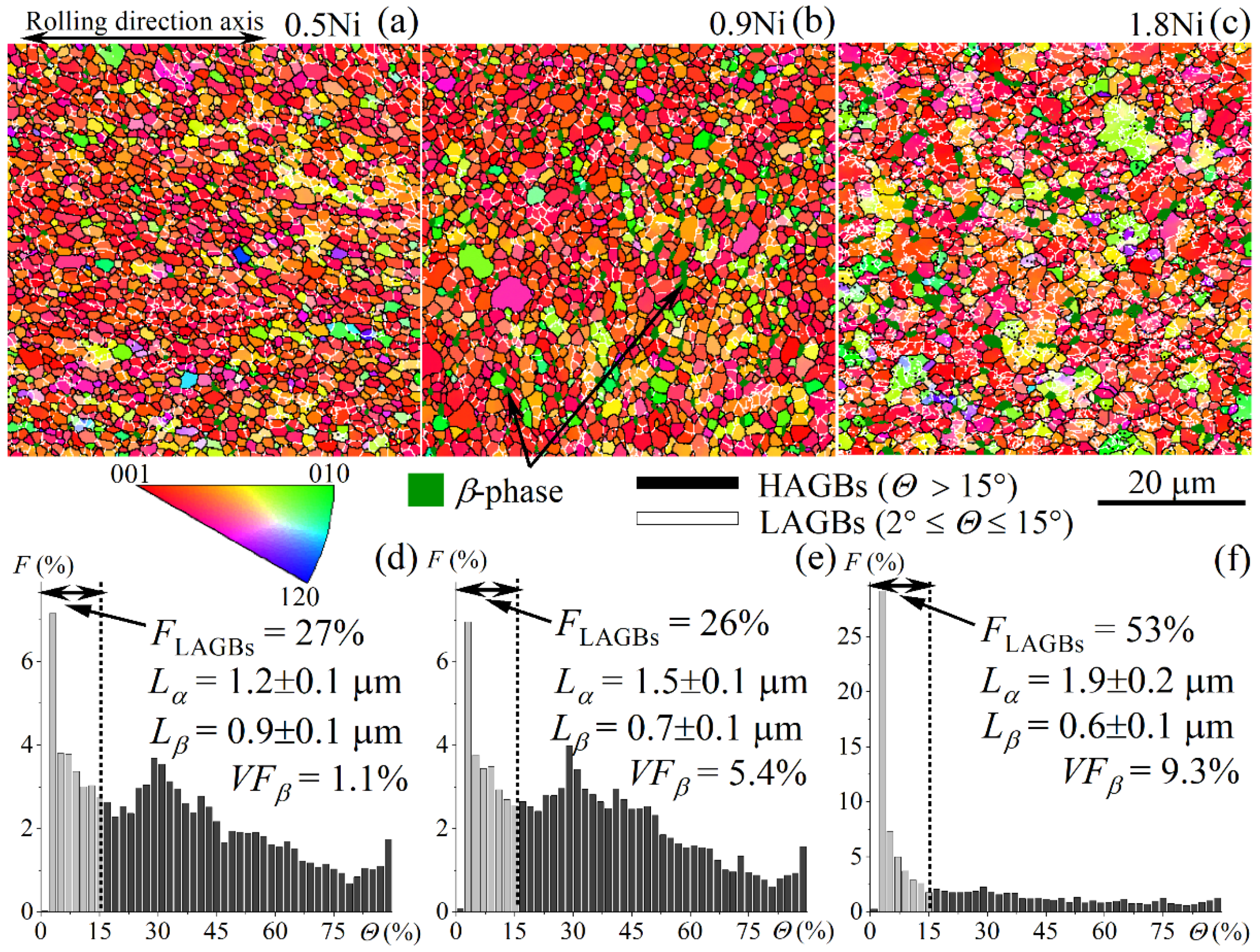
3.2. Analysis of the Microstructure after Sheet Processing and Annealing
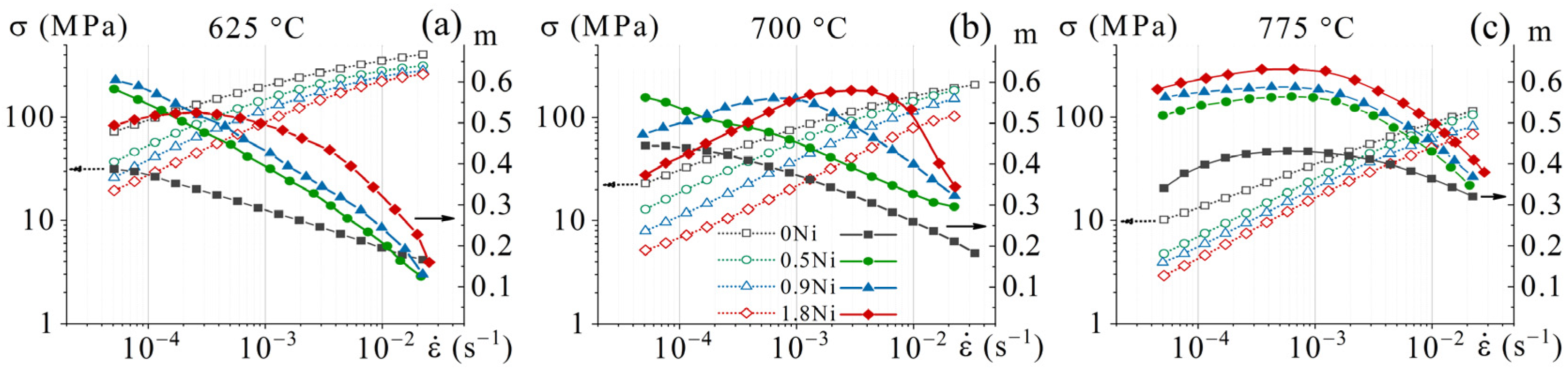
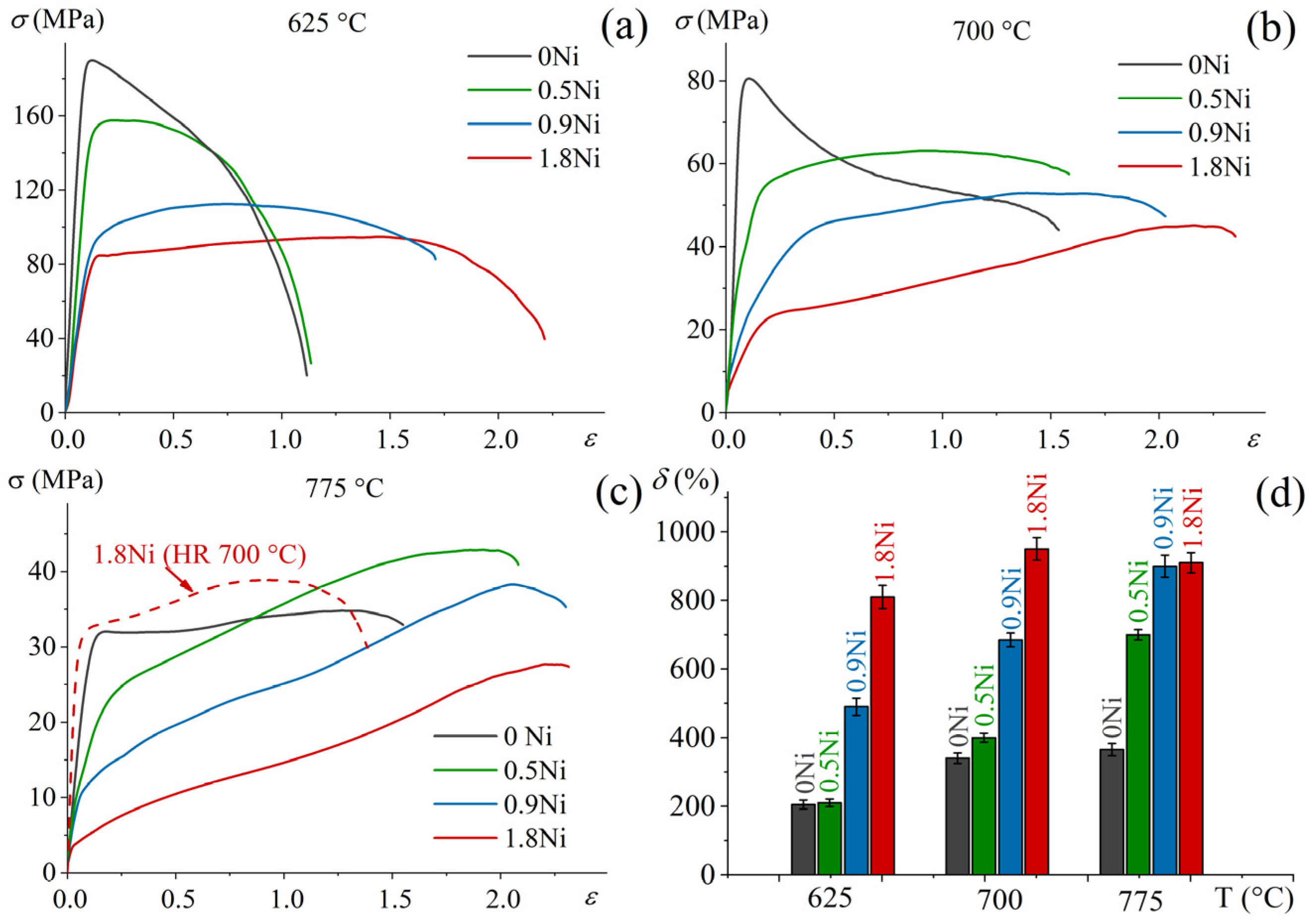
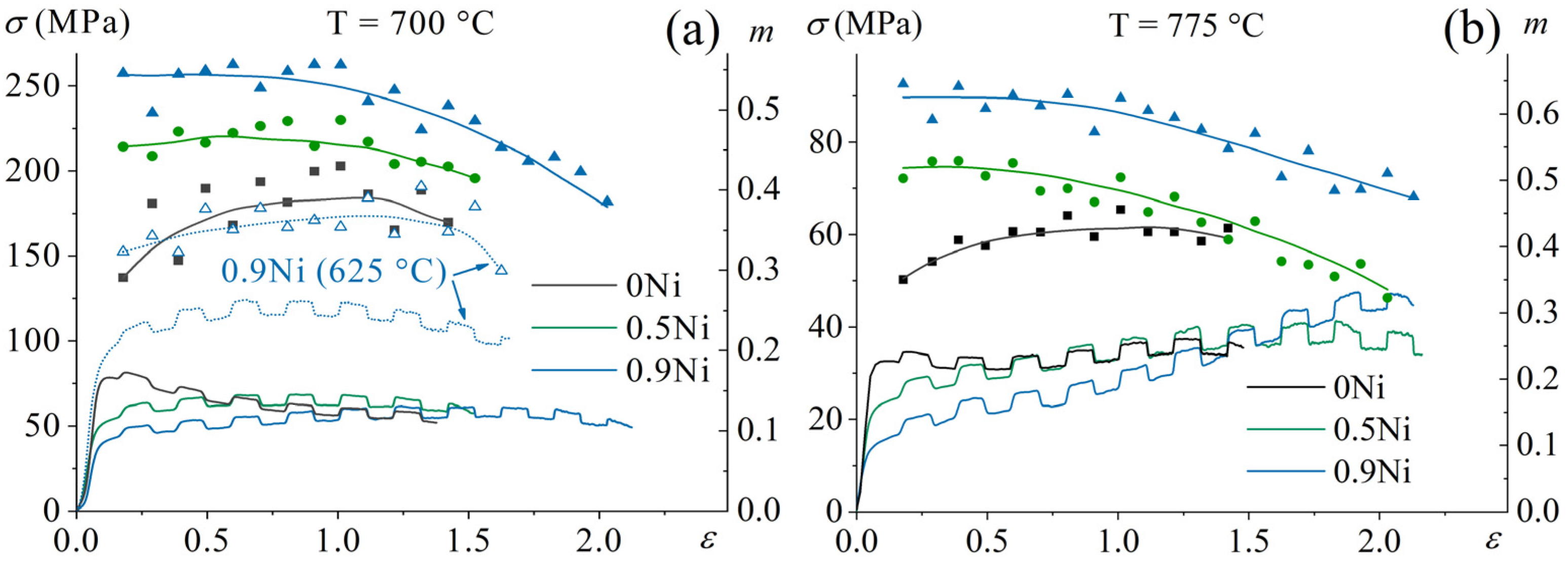
3.3. Superplastic Deformation Behavior
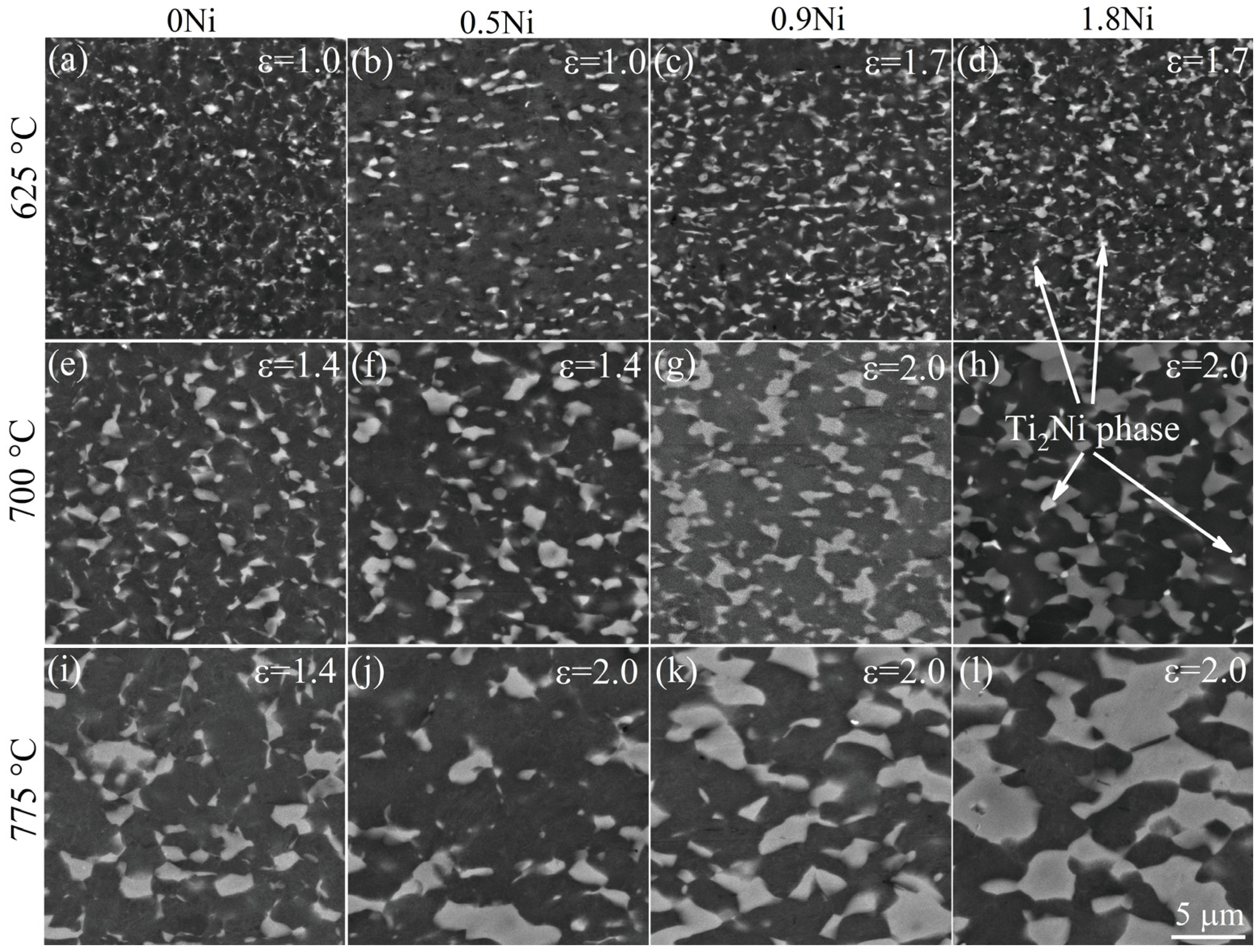
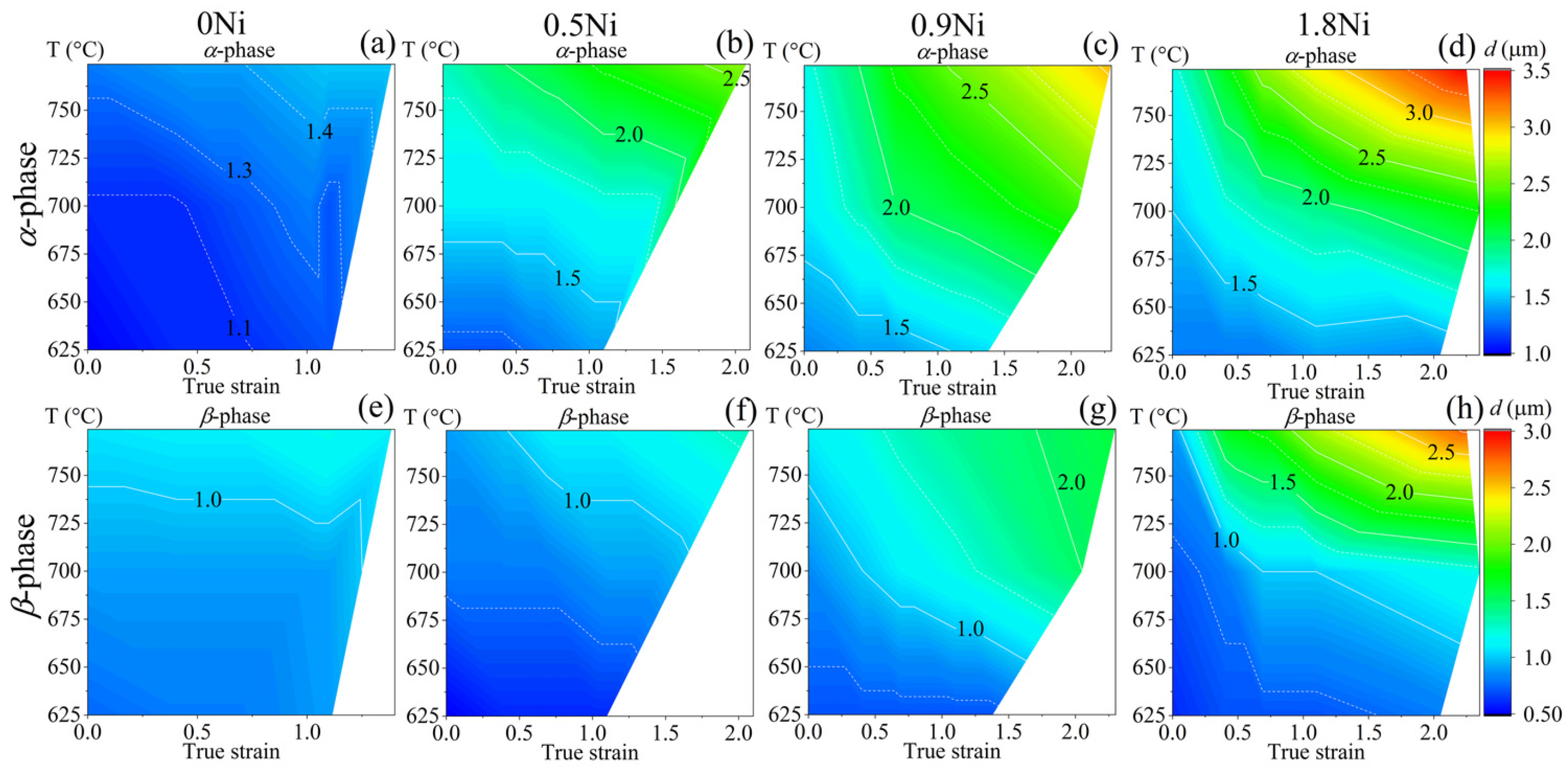
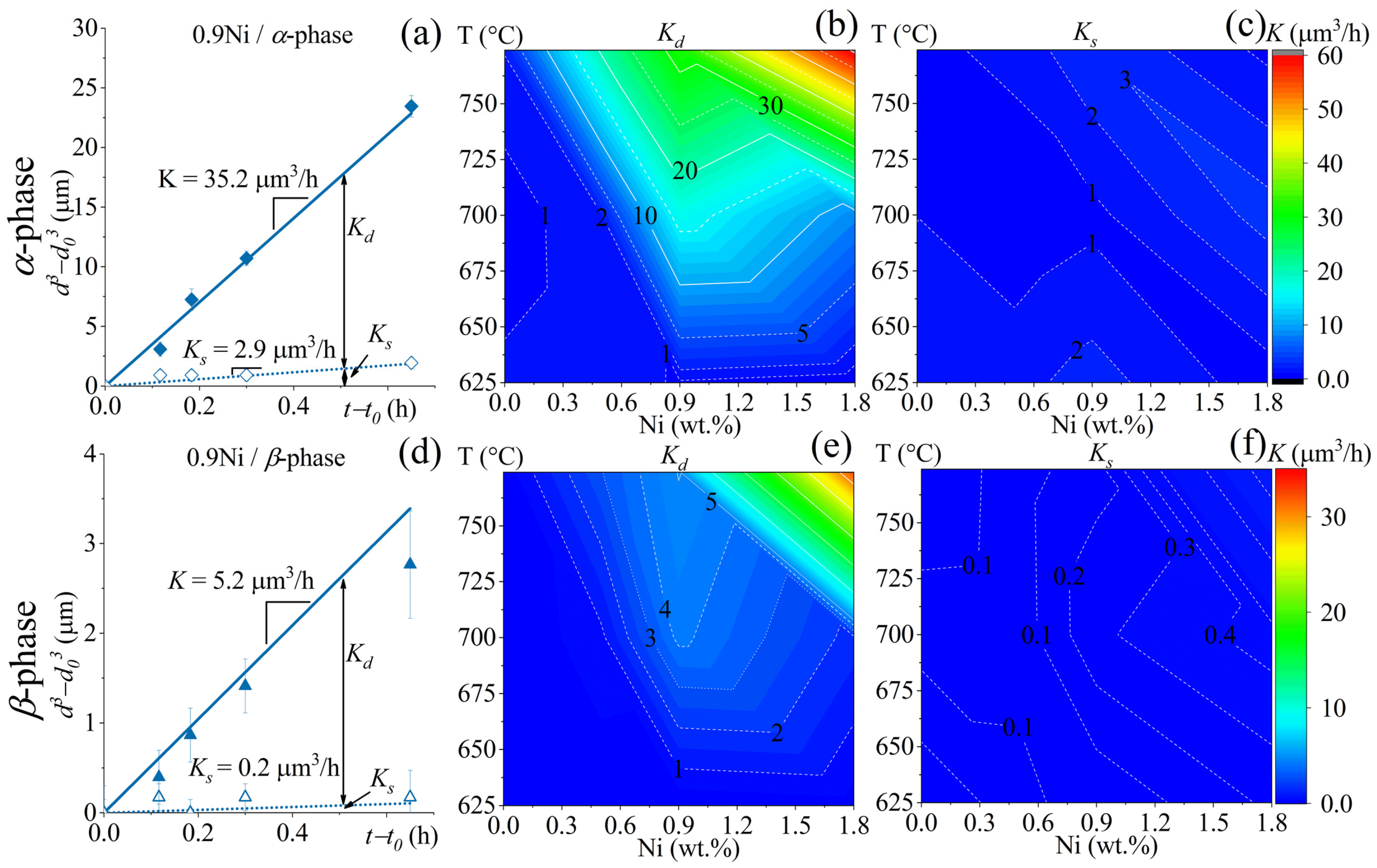
3.4. Microstructural Evolution during Superplastic Deformation
3.5. Mechanical Properties
4. Conclusions
- Due to an increase in the β-phase fraction and alloy diffusivity, alloying with 0.5–1.8 wt.% Ni of the Ti-4Al-3Mo-1V-0.1B alloy substantially improved the superplastic characteristics; the strain rate sensitivity coefficient m increased from 0.35–0.40 to 0.50–0.63, the flow stress decreased by 1.5–3-fold, and the elongation to failure increased from 200–350% to 500–950%.
- Nickel insignificantly influenced the static grain growth but accelerated the dynamic grain growth during the superplastic deformation at a temperature range of 700–775 °C. An addition of 1.8 wt.% Ni promoted strain-induced Ti2Ni phase precipitation during hot rolling or superplastic deformation at a temperature range of 625–700 °C.
- The 0.9 wt.% Ni addition increased the room-temperature mechanical strength; after superplastic deformation followed by quenching and aging, the ultimate tensile strength increased from 865 to 1020 MPa and the yield strength increased from 740 to 885 MPa. The elongation at fracture decreased from 8.1 to 6.6%. The Ti-4Al-3Mo-1V-0.9Ni-0.1B (wt.%) alloy has a promising composition that provides a good combination of low-temperature superplasticity and post-forming mechanical properties at room temperature.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Moiseyev, V.N. Titanium Alloys: Russian Aircraft and Aerospace Applications; CRC Press: Boca Raton, FL, USA, 2005; ISBN 9780849332739. [Google Scholar]
- Peters, M.; Leyens, C. Fabrication of Titanium Alloys. In Titanium and Titanium Alloys; Leyens, C., Peters, M., Eds.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2005; pp. 245–261. ISBN 9783527305346. [Google Scholar]
- Shugurov, A.; Panin, A.; Kazachenok, M.; Kazantseva, L.; Martynov, S.; Bakulin, A.; Kulkova, S. Deformation Behavior of Wrought and EBAM Ti-6Al-4V under Scratch Testing. Metals 2021, 11, 1882. [Google Scholar] [CrossRef]
- Nieh, T.G.; Wadsworth, J.; Sherby, O.D. Superplasticity in Metals and Ceramics; Cambridge University Press: Cambridge, UK, 2003. [Google Scholar]
- Mosleh, A.O.; Mikhaylovskaya, A.V.; Kotov, A.D.; Abushanab, W.S.; Moustafa, E.B.; Portnoy, V.K. Experimental investigation of the effect of temperature and strain rate on the superplastic deformation behavior of Ti-based alloys in the (α+β) temperature field. Metals 2018, 8, 819. [Google Scholar] [CrossRef] [Green Version]
- Mikhaylovskaya, A.V.; Mosleh, A.O.; Kotov, A.D.; Kwame, J.S.; Pourcelot, T.; Golovin, I.S.; Portnoy, V.K. Superplastic deformation behaviour and microstructure evolution of near-α Ti-Al-Mn alloy. Mater. Sci. Eng. A 2017, 708, 469–477. [Google Scholar] [CrossRef] [Green Version]
- Ghosh, A.K.; Hamilton, C.H. Influences of material parameters and microstructure on superplastic forming. Metall. Trans. A 1982, 13A, 733–743. [Google Scholar] [CrossRef]
- Novikov, I.I.; Portnoj, V.K. Superplastizität von Legierungen; VEB Deutscher Verlag fur Grundstoffindustrie: Leipzig, Germany, 1985. [Google Scholar]
- Kaibyshev, O.A. Superplasticity of Alloys, Intermetallides and Ceramics; Springer: Berlin, Heidelberg, 1992; ISBN 978-3-642-84675-5. [Google Scholar]
- Meier, M.L.; Lesuer, D.R.; Mukherjee, A.K. α Grain size and β volume fraction aspects of the superplasticity of Ti-6Al-4V. Mater. Sci. Eng. A 1991, 136, 71–78. [Google Scholar] [CrossRef]
- Jackson, M. Superplastic forming and diffusion bonding of titanium alloys. In Superplastic Forming of Advanced Metallic Materials; Woodhead Publishing Limited: Cambridge, UK, 2011; pp. 227–246. [Google Scholar]
- Langdon, T.G. Seventy-five years of superplasticity: Historic developments and new opportunities. J. Mater. Sci. 2009, 44, 5998–6010. [Google Scholar] [CrossRef]
- Zherebtsov, S.V.; Kudryavtsev, E.A.; Salishchev, G.A.; Straumal, B.B.; Semiatin, S.L. Microstructure evolution and mechanical behavior of ultrafine Ti 6Al 4V during low-temperature superplastic deformation. Acta Mater. 2016, 121, 152–163. [Google Scholar] [CrossRef]
- Sergueeva, A.V.; Stolyarov, V.V.; Valiev, R.Z.; Mukherjee, A.K. Enhanced superplasticity in a Ti-6Al-4V alloy processed by severe plastic deformation. Scr. Mater. 2000, 43, 819–824. [Google Scholar] [CrossRef]
- Ratochka, I.; Lykova, O.; Mishin, I.; Naydenkin, E. Superplastic deformation behavior of Ti-4Al-2V alloy governed by its structure and precipitation phase evolution. Mater. Sci. Eng. A 2018, 731, 577–582. [Google Scholar] [CrossRef]
- Kawasaki, M.; Langdon, T.G. Superplasticity in Ultrafine-Grained Materials. Rev. Adv. Mater. Sci. 2018, 54, 46–55. [Google Scholar] [CrossRef] [Green Version]
- Langdon, T.G. The physics of superplastic deformation. Mater. Sci. Eng. A 1991, 137, 1–11. [Google Scholar] [CrossRef]
- Wert, J.A. Grain Refinement and Grain Size Control in Superplastic Forming. JOM 1982, 34, 35–41. [Google Scholar] [CrossRef]
- Kim, D.; Won, J.W.; Park, C.H.; Hong, J.K.; Lee, T.; Lee, C.S. Enhancing Superplasticity of Ultrafine-Grained Ti-6Al-4V without Imposing Severe Plastic Deformation. Adv. Eng. Mater. 2018, 21, 1800115. [Google Scholar] [CrossRef] [Green Version]
- Wert, J.A.; Paton, N.E. Enhanced superplasticity and strength in modified Ti-6AI-4V alloys. Metall. Trans. A 1983, 14, 2535–2544. [Google Scholar] [CrossRef]
- Saitova, L.; Semenova, I.; Höppel, H.W.; Valiev, R.; Göken, M. Enhanced superplastic deformation behavior of ultrafine-grained Ti-6Al-4V alloy. Materwiss. Werksttech. 2008, 39, 367–370. [Google Scholar] [CrossRef]
- Imai, H.; Yamane, G.; Matsumoto, H.; Vidal, V.; Velay, V. Superplasticity of metastable ultrafine-grained Ti 6242S alloy: Mechanical flow behavior and microstructural evolution. Mater. Sci. Eng. A 2019, 754, 569–580. [Google Scholar] [CrossRef] [Green Version]
- Roy, S.; Suwas, S. Deformation mechanisms during superplastic testing of Ti-6Al-4V-0.1B alloy. Mater. Sci. Eng. A 2013, 574, 205–217. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Mosleh, A.O.; Mestre-Rinn, P.; Kotov, A.D.; Sitkina, M.N.; Bazlov, A.I.; Louzguine-Luzgin, D.V. High-Strength Titanium-Based Alloy for Low-Temperature Superplastic Forming. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2021, 52, 293–302. [Google Scholar] [CrossRef]
- Li, X.; Chen, N.; Chen, J.; Mei, Q.; Wan, L.; Jia, C.; Liu, H. Superplastic deformation behavior of Ti-55 alloy without and with 0.1 wt%H addition. Mater. Sci. Eng. A 2017, 704, 386–390. [Google Scholar] [CrossRef]
- Sinha, V.; Srinivasan, R.; Tamirisakandala, S.; Miracle, D.B. Superplastic behavior of Ti-6Al-4V-0.1B alloy. Mater. Sci. Eng. A 2012, 539, 7–12. [Google Scholar] [CrossRef]
- Zhang, X.; Zhao, Y.; Zeng, W. Effect of hydrogen on the superplasticity of Ti600 alloy. Int. J. Hydrogen Energy 2010, 35, 4354–4360. [Google Scholar] [CrossRef]
- Zhang, X.; Zhao, Y.; Zeng, W. Effect of hydrogen on the superplasticity of Ti40 alloy with large grains. Mater. Sci. Eng. A 2010, 527, 3489–3492. [Google Scholar] [CrossRef]
- Murzinova, M.A.; Salishchev, G.A.; Afonichev, D.D. Superplasticity of hydrogen-containing VT6 titanium alloy with a submicrocrystalline structure. Phys. Met. Metallogr. 2007, 104, 195–202. [Google Scholar] [CrossRef]
- Alabort, E.; Barba, D.; Shagiev, M.R.; Murzinova, M.A.; Galeyev, R.M.; Valiakhmetov, O.R.; Aletdinov, A.F.; Reed, R.C. Alloys-by-design: Application to titanium alloys for optimal superplasticity. Acta Mater. 2019, 178, 275–287. [Google Scholar] [CrossRef]
- Zhang, W.; Ding, H.; Cai, M.; Yang, W.; Li, J. Ultra-grain refinement and enhanced low-temperature superplasticity in a friction stir-processed Ti-6Al-4V alloy. Mater. Sci. Eng. A 2018, 727, 90–96. [Google Scholar] [CrossRef]
- Zhang, W.; Ding, H.; Pereira, P.H.R.; Huang, Y.; Langdon, T.G. Grain refinement and superplastic flow in a fully lamellar Ti-6Al-4V alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2018, 732, 398–405. [Google Scholar] [CrossRef] [Green Version]
- Meng, M.; Fan, X.G.; Guo, L.G.; Zhan, M. Achieving fine-grained equiaxed alpha via thermo-mechanical loading under off-equilibrium state in two-phase Ti-alloys. J. Mater. Process. Technol. 2018, 259, 397–408. [Google Scholar] [CrossRef]
- Smithells, C.J.; Gale, W.F.; Totemeier, T.C. Diffusion in metals. In Smithells Metals Reference Book; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Kotov, A.D.; Mikhailovskaya, A.V.; Mosleh, A.O.; Pourcelot, T.P.; Prosviryakov, A.S.; Portnoi, V.K. Superplasticity of an Ultrafine-Grained Ti–4% Al–1% V–3% Mo Alloy. Phys. Met. Metallogr. 2019, 120, 60–68. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Mikhaylovskaya, A.V.; Kotov, A.D.; Portnoy, V.K. Arrhenius-Type Constitutive Equation Model of Superplastic Deformation Behaviour of Different Titanium Based Alloys. Defect Diffus. Forum 2018, 385, 45–52. [Google Scholar] [CrossRef]
- Tamirisakandala, S.; Miracle, D.B. Microstructure engineering of titanium alloys via small boron additions. Int. J. Adv. Eng. Sci. Appl. Math. 2010, 2, 168–180. [Google Scholar] [CrossRef]
- Singh, G.; Ramamurty, U. Boron modified titanium alloys. Prog. Mater. Sci. 2020, 111, 100653. [Google Scholar] [CrossRef]
- Roy, S.; Sarkar, A.; Suwas, S. On characterization of deformation microstructure in Boron modified Ti-6Al-4V alloy. Mater. Sci. Eng. A 2010, 528, 449–458. [Google Scholar] [CrossRef]
- Anil Kumar, V.; Murty, S.V.S.N.; Gupta, R.K.; Rao, A.G.; Prasad, M.J.N.V. Effect of boron on microstructure evolution and hot tensile deformation behavior of Ti-5Al-5V-5Mo-1Cr-1Fe alloy. J. Alloys Compd. 2020, 831, 154672. [Google Scholar] [CrossRef]
- Bhat, R.B.; Tamirisakandala, S.; Miracle, D.B. Beta phase superplasticity in titanium alloys by boron modification. J. Mater. Eng. Perform. 2004, 13, 653–659. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Kotov, A.D.; Vidal, V.; Mochugovskiy, A.G.; Velay, V.; Mikhaylovskaya, A.V. Initial microstructure influence on Ti–Al–Mo–V alloy’s superplastic deformation behavior and deformation mechanisms. Mater. Sci. Eng. A 2021, 802, 140626. [Google Scholar] [CrossRef]
- Wei, B.; Tang, B.; Chen, X.; Xu, Q.; Zhang, S.; Kou, H.; Li, J. Precipitation behavior of orthorhombic phase in ti-22al-25nb alloy during slow cooling aging treatment and its effect on tensile properties. Metals 2020, 10, 1515. [Google Scholar] [CrossRef]
- Moiseev, V.N.; Polyak, E.V.; Sokolova, A.Y. Martensite strengthening of titanium alloys. Met. Sci. Heat Treat. 1975, 17, 687–691. [Google Scholar] [CrossRef]
- Ma, X.; Zeng, W.; Tian, F.; Zhou, Y.; Sun, Y. Optimization of hot process parameters of Ti-6.7Al-2Sn-2.2Zr-2.1Mo-1W-0.2Si alloy with lamellar starting microstructure based on the processing map. Mater. Sci. Eng. A 2012, 545, 132–138. [Google Scholar] [CrossRef]
- Livesey, D.W.; Ridley, N.; Mukherjee, A.K. Activation energies for superplastic tensile and compressive flow in microduplex α/ß copper alloys. J. Mater. Sci. 1984, 19, 3602–3611. [Google Scholar] [CrossRef]
- Meier, M.L.; Lesuer, D.R.; Mukherjee, A.K. The effects of the α/β phase proportion on the superplasticity of Ti-6Al-4V and iron-modified Ti-6Al-4V. Mater. Sci. Eng. A 1992. [Google Scholar] [CrossRef]
- Kim, J.S.; Li, D.M.; Lee, C.S. Alloying effects on superplastic behaviour of Ti-Fe-Al-Ni alloys. Mater. Sci. Technol. 1998, 14, 676–682. [Google Scholar] [CrossRef]
- Sargent, G.A.; Zane, A.P.; Fagin, P.N.; Ghosh, A.K.; Semiatin, S.L. Low-temperature coarsening and plastic flow behavior of an alpha/beta titanium billet material with an ultrafine microstructure. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2008, 39, 2949–2964. [Google Scholar] [CrossRef]
- Johnson, C.H.; Richter, S.K.; Hamilton, C.H.; Hoyt, J.J. Static grain growth in a microduplex Ti–6Al–4V alloy. Acta Mater. 1998, 47, 23–29. [Google Scholar] [CrossRef]
- Alabort, E.; Putman, D.; Reed, R.C. Superplasticity in Ti-6Al-4V: Characterisation, modelling and applications. Acta Mater. 2015. [Google Scholar] [CrossRef] [Green Version]
- Semiatin, S.L.; Kirby, B.C.; Salishchev, G.A. Coarsening behavior of an alpha-beta titanium alloy. Metall. Mater. Trans. A 2004, 35, 2809–2819. [Google Scholar] [CrossRef] [Green Version]
- Matsumoto, H.; Velay, V.; Chiba, A. Flow behavior and microstructure in Ti-6Al-4V alloy with an ultrafine-grained α-single phase microstructure during low-temperature-high-strain-rate superplasticity. Mater. Des. 2015. [Google Scholar] [CrossRef]
- Kolachev, B.A.; Moiseev, V.N.; Ryndenkov, D.V.; Mamonova, F.S.; Egorov, E.N. Titanium and Its Alloys. Met. Sci. Heat Treat. 2006, 48, 240–243. [Google Scholar] [CrossRef]
- Louzguine-Luzgin, D.V. High-strength ti-based alloys containing fe as one of the main alloying elements. Mater. Trans. 2018, 59, 1537–1544. [Google Scholar] [CrossRef] [Green Version]
- Sandlöbes, S.; Korte-Kerzel, S.; Raabe, D. On the influence of the heat treatment on microstructure formation and mechanical properties of near-α Ti-Fe alloys. Mater. Sci. Eng. A 2019, 748, 301–312. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Mo | V | Ni | B | Ti |
|---|---|---|---|---|---|---|
| 0Ni | 3.7 | 2.9 | 1.2 | - | 0.1 | Bal. |
| 0.5Ni | 3.6 | 2.8 | 1.1 | 0.5 | 0.1 | Bal. |
| 0.9Ni | 3.7 | 2.7 | 1.0 | 0.9 | 0.1 | Bal. |
| 1.8Ni | 3.8 | 3.1 | 1.1 | 1.8 | 0.1 | Bal. |
| Alloy | σ0.2 (MPa) | σu (MPa) | δ (%) |
|---|---|---|---|
| 0Ni | 740 ± 5 | 865 ± 7 | 8.1 ± 0.5 |
| 0.5Ni | 790 ± 7 | 875 ± 8 | 6.4 ± 0.6 |
| 0.9Ni | 885 ± 8 | 1020 ± 6 | 6.6 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kotov, A.D.; Postnikova, M.N.; Mosleh, A.O.; Cheverikin, V.V.; Mikhaylovskaya, A.V. Microstructure and Superplastic Behavior of Ni-Modified Ti-Al-Mo-V Alloys. Metals 2022, 12, 741. https://doi.org/10.3390/met12050741
Kotov AD, Postnikova MN, Mosleh AO, Cheverikin VV, Mikhaylovskaya AV. Microstructure and Superplastic Behavior of Ni-Modified Ti-Al-Mo-V Alloys. Metals. 2022; 12(5):741. https://doi.org/10.3390/met12050741
Chicago/Turabian StyleKotov, Anton D., Maria N. Postnikova, Ahmed O. Mosleh, Vladimir V. Cheverikin, and Anastasia V. Mikhaylovskaya. 2022. "Microstructure and Superplastic Behavior of Ni-Modified Ti-Al-Mo-V Alloys" Metals 12, no. 5: 741. https://doi.org/10.3390/met12050741