
Role of Cr Content in Microstructure, Creep, and Oxidation Resistance of Alumina-Forming Austenitic Alloys at 850–900 °C



Abstract
:1. Introduction
2. Materials and Methods
3. Results
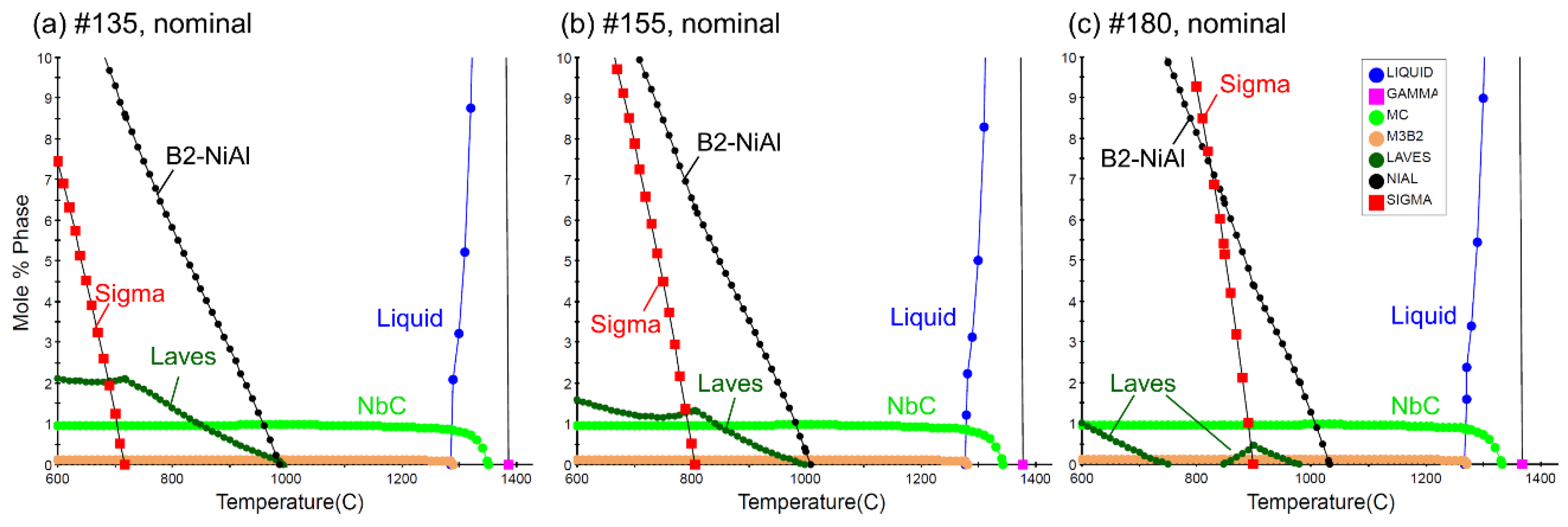
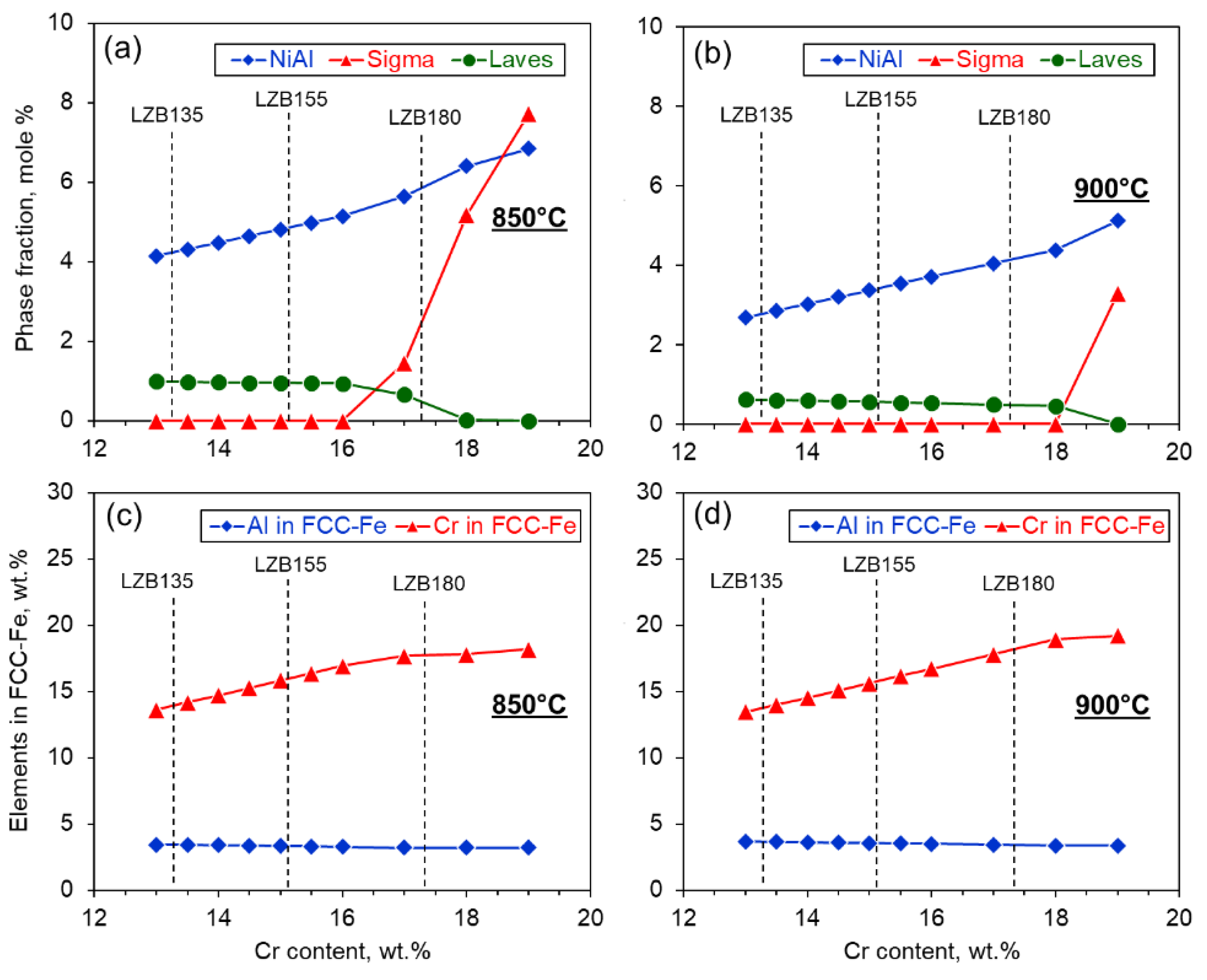
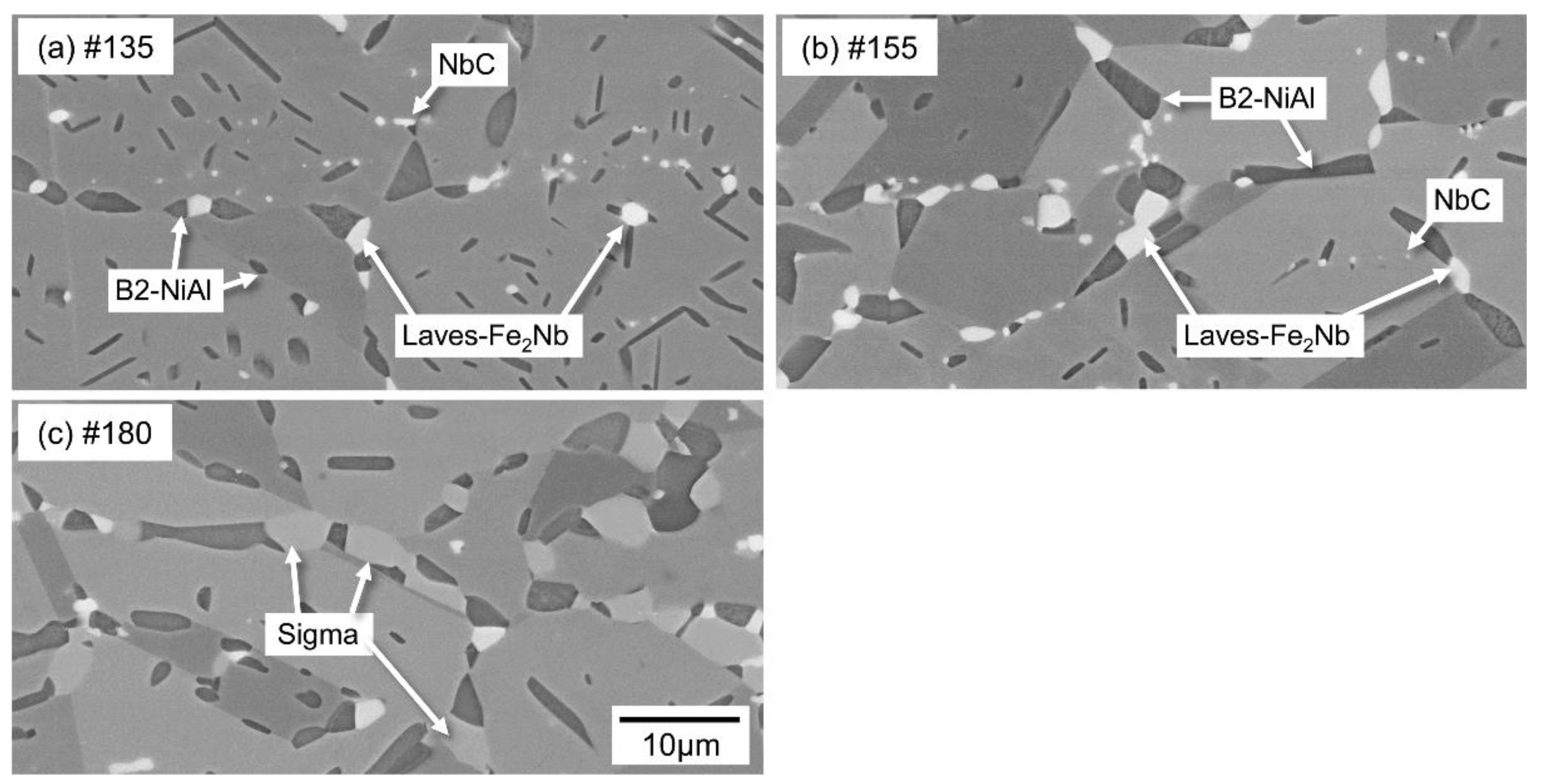
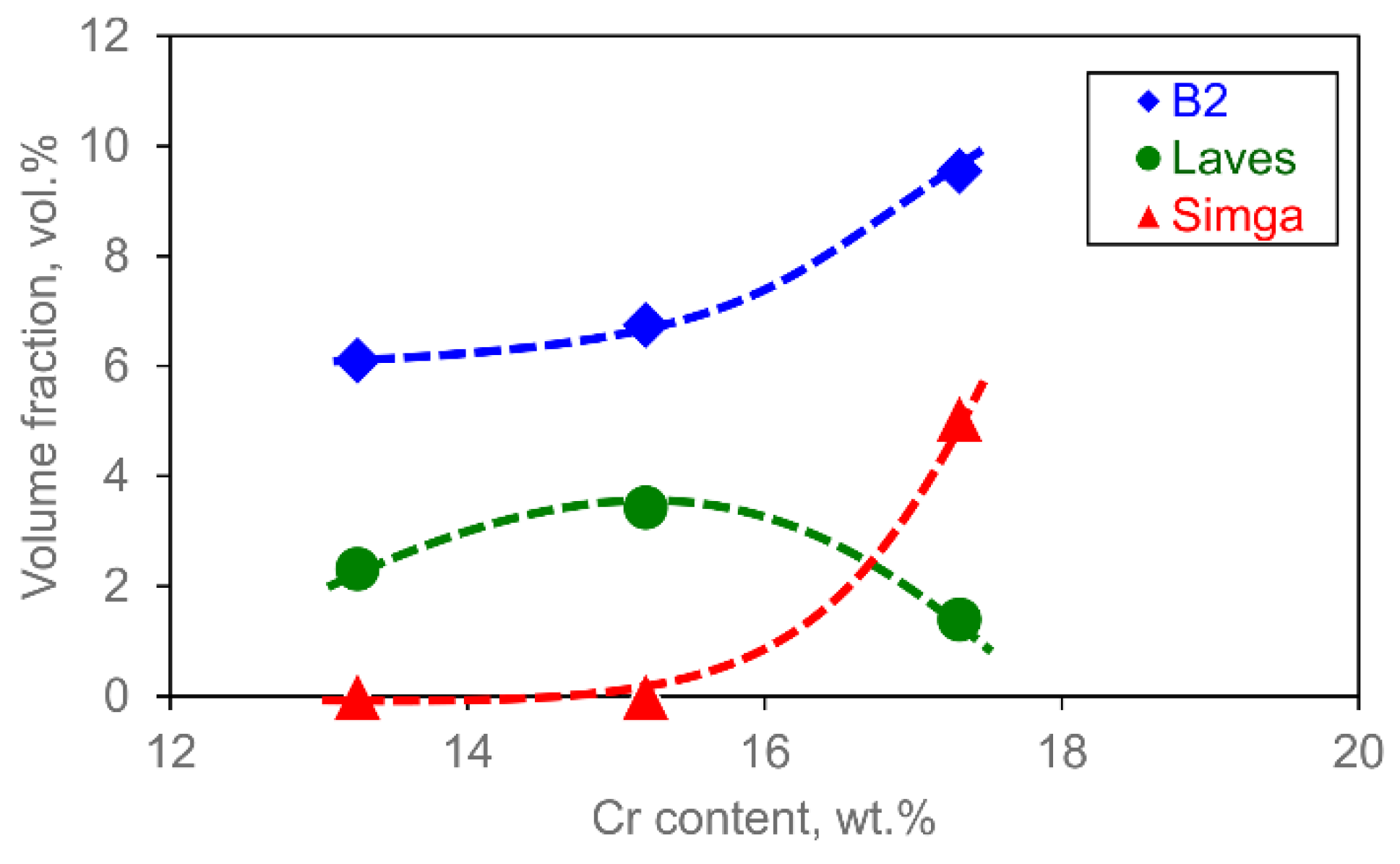
3.1. Calculated Phase Equilibrium
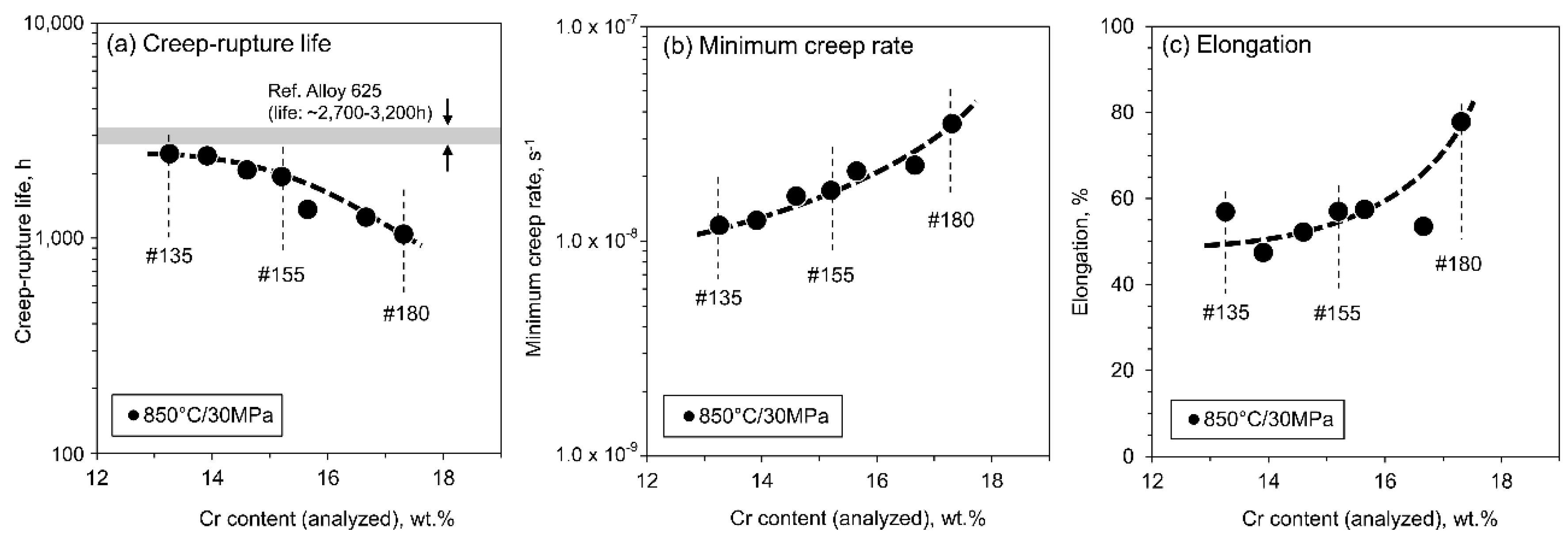
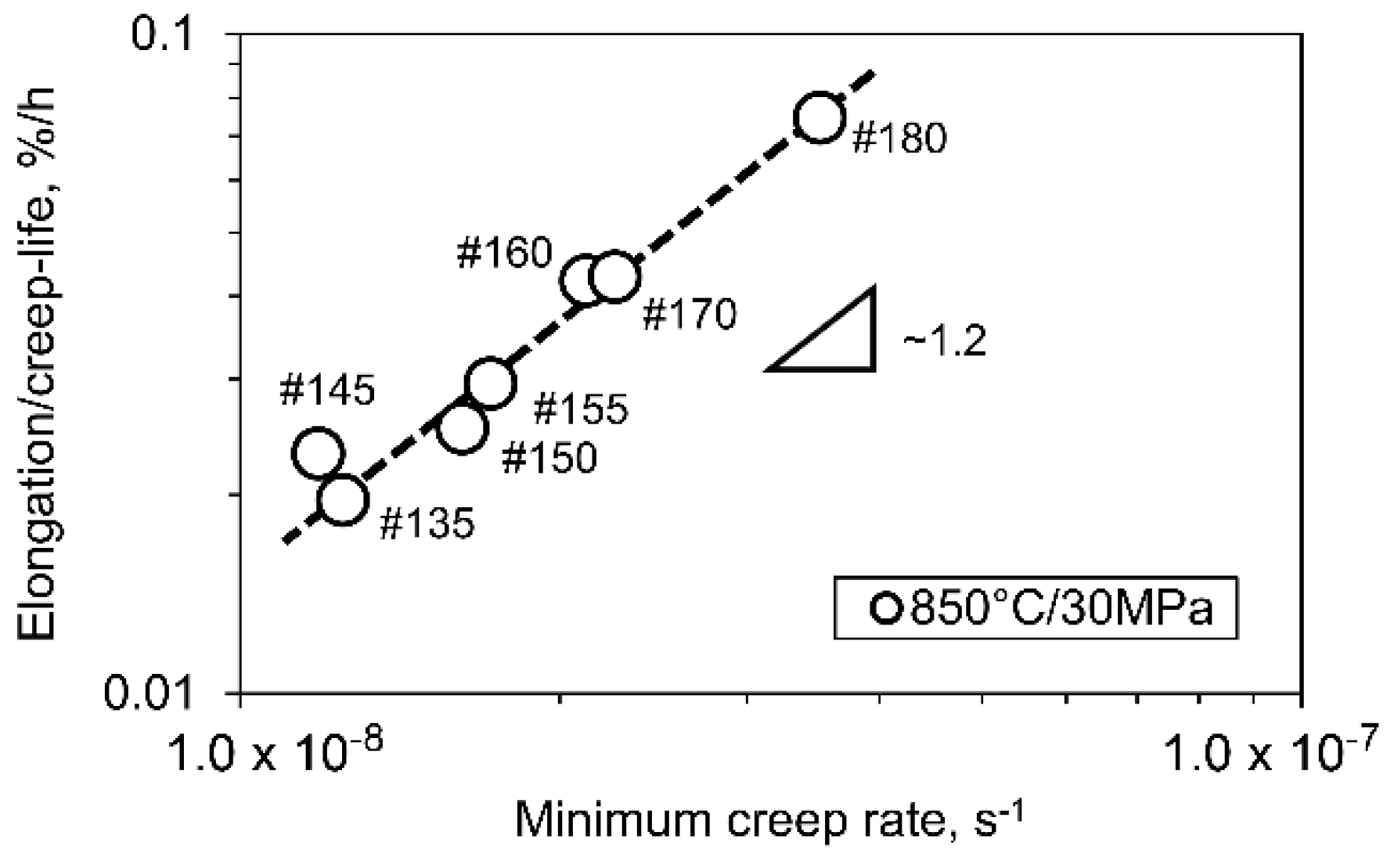
3.2. Creep-Rupture Properties
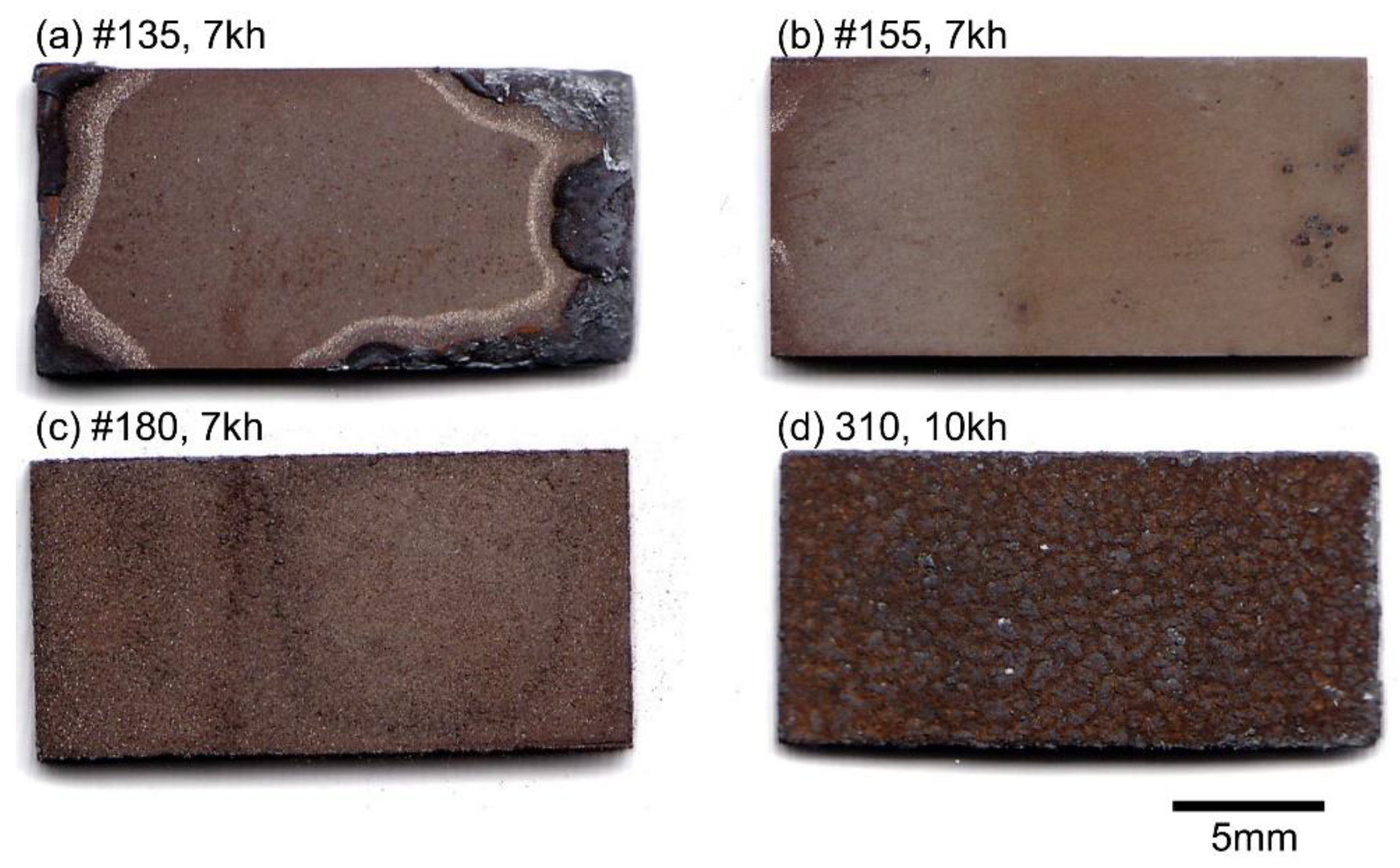
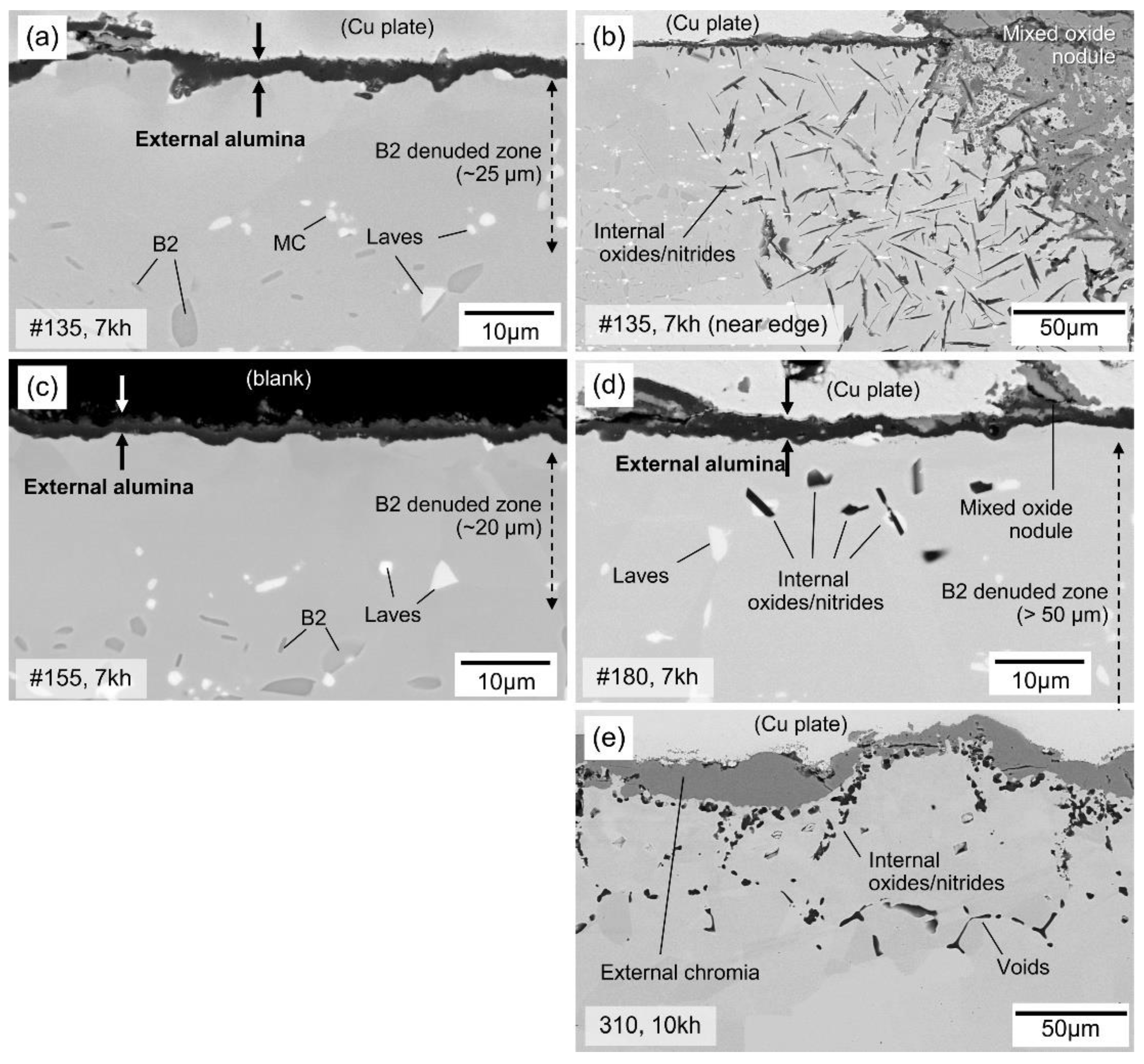
3.3. Oxidation Resistance
4. Discussion
4.1. Role of Secondary Phase Precipitates on Creep Properties
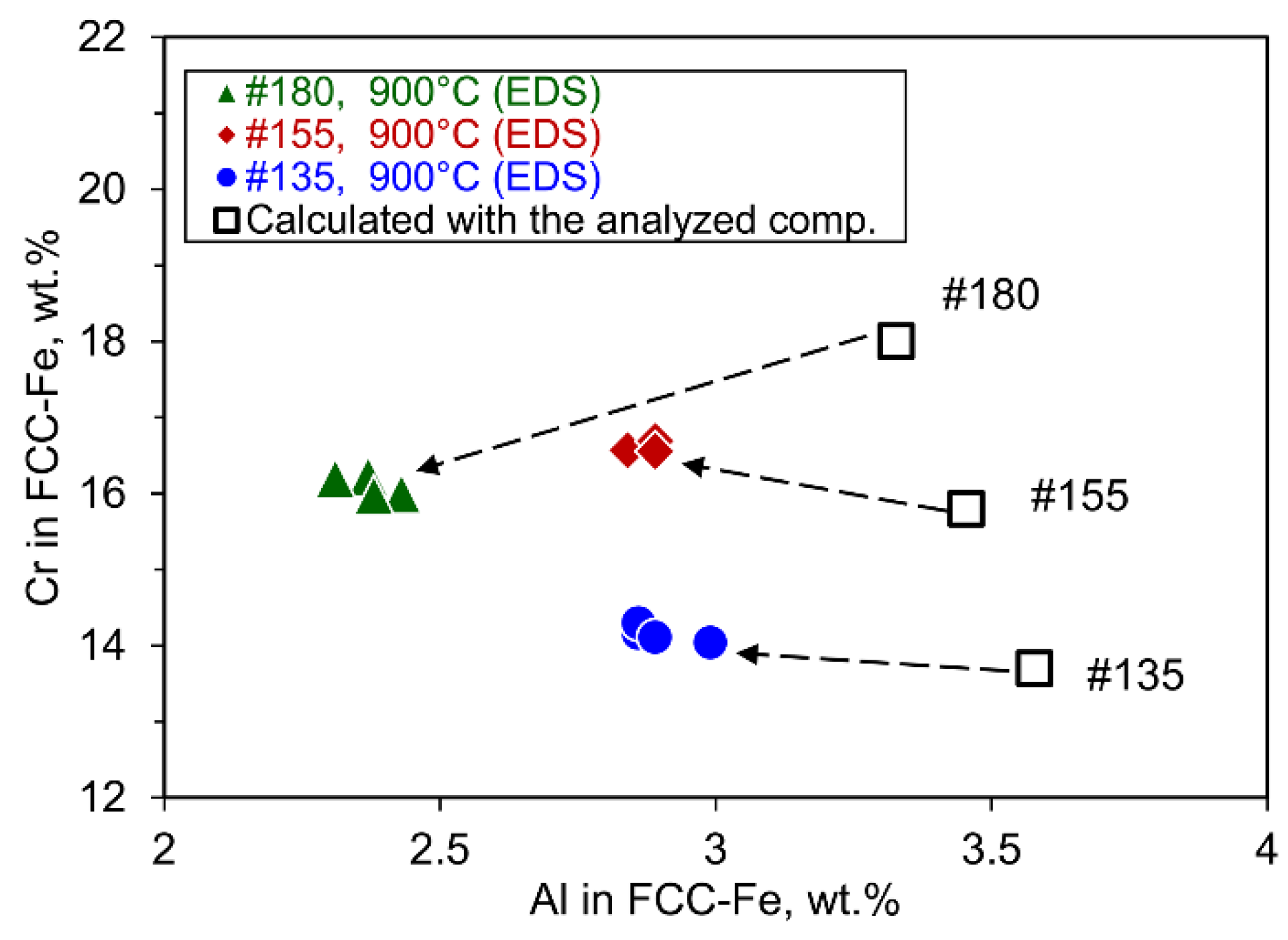
4.2. The Cr and Al Contents in the FCC-Fe Matrix
4.3. Alloy Design Implications
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ReferencesDi Gianfrancesco, A. The fossil fuel power plants technology. In Materials for Ultra-Supercritical and Advanced Ultra-Supercritical Power Plants; Di Gianfrancesco, A., Ed.; Woodhead Publishing: Duxford, UK, 2017; pp. 1–50. [Google Scholar]
- Viswanathan, R.; Bakker, W. Materials for Ultrasupercritical Coal Power Plants—Boiler Materials: Part 1. J. Mater. Eng. Perform. 2001, 10, 81–95. [Google Scholar] [CrossRef]
- Viswanathan, R.; Bakker, W. Materials for Ultrasupercritical Coal Power Plants—Turbine Materials: Part II. J. Mater. Eng. Perform. 2001, 10, 96–101. [Google Scholar] [CrossRef]
- Yamamoto, Y.; Brady, M.P.; Lu, Z.P.; Maziasz, P.J.; Liu, C.T.; Pint, B.A.; More, K.L.; Meyer, H.M.; Payzant, E.A. Creep-Resistant, Al2O3-Forming Austenitic Stainless Steels. Science 2007, 316, 433–436. [Google Scholar] [CrossRef] [PubMed]
- Brady, M.P.; Yamamoto, Y.; Santella, M.L.; Maziasz, P.J.; Pint, B.A.; Liu, C.T.; Lu, Z.P.; Bei, H. The Development of Alumina-Forming Austenitic Stainless Steels for High-Temperature Structural Use. JOM 2008, 60, 12–18. [Google Scholar] [CrossRef]
- Brady, M.P.; Magee, J.; Yamamoto, Y.; Helmick, D.; Wang, L. Co-optimization of wrought alumina-forming austenitic stainless steel composition ranges for high-temperature creep and oxidation/corrosion resistance. Mater. Sci. Eng. A 2014, 590, 101–115. [Google Scholar] [CrossRef]
- Yamamoto, Y.; Santella, M.L.; Liu, C.T.; Evans, N.D.; Maziasz, P.J.; Brady, M.P. Evaluation of Mn substitution for Ni in alumina-forming austenitic stainless steels. Mater. Sci. Eng. A 2009, 524, 176–185. [Google Scholar] [CrossRef]
- Yamamoto, Y.; Santella, M.L.; Brady, M.P.; Bei, H.; Maziasz, M.J. Effect of Alloying Additions on Phase Equilibria and Creep Resistance of Alumina-Forming Austenitic Stainless Steels. Met. Mater. Trans. A 2009, 40, 1868–1880. [Google Scholar] [CrossRef]
- Yamamoto, Y.; Brady, M.P.; Muralidharan, G.; Pint, B.A.; Maziasz, P.J.; Shin, D.; Shassere, B.; Babu, S.S.; Kuo, C.H. Development of creep-resistant, alumina-forming ferrous alloys for high-temperature structural use. In Proceedings of the ASME 2018 Symposium on Elevetad Temperature Application of Materials for Fossil, Nuclear, and Petrochemical Industries, Seattle, WA, USA, 3–5 April 2018. ETAM2018-6727. [Google Scholar]
- Muralidharan, G.; Yamamoto, Y.; Brady, M.P.; Leonard, D.; Cakmak, E.; Ros, T.; Fauske, S.; Hadley, G.; Pankiw, R.; Myers, J. Recent Developments in Cast Alumina-Forming Austenitic Stainless Steel Furnace Rolls. In Proceedings of the 2nd International Symposium on The Recent Developments in Plate Steels, AISI, Memphis, TN, USA, 3–6 June 2018; pp. 513–520. [Google Scholar]
- Brady, M.P.; Unocic, K.A.; Lance, M.J.; Santella, M.L.; Yamamoto, Y.; Walker, L.R. Increasing the Upper Temperature Oxidation Limit of Alumina Forming Austenitic Stainless Steels in Air with Water Vapor. Oxid. Met. 2011, 75, 337–357. [Google Scholar] [CrossRef]
- Sourmail, T. Precipitation in creep resistant austenitic stainless Steels. Mater. Sci. Technol. 2001, 17, 1–14. [Google Scholar] [CrossRef]
- Yamamoto, Y.; Brady, M.P.; Santella, M.L.; Bei, H.; Maziasz, P.J.; Pint, B.A. Overview of Strategies for High-Temperature Creep and Oxidation Resistance of Alumina-Forming Austenitic Stainless Steels. Met. Mater. Trans. A 2011, 42, 922–931. [Google Scholar] [CrossRef] [Green Version]
- Yamamoto, Y.; Muralidharan, G.; Brady, M.P. Development of L12-ordered Ni3(Al,Ti)-strengthened alumina-forming austenitic stainless steel alloys. Scr. Mater. 2013, 69, 816–819. [Google Scholar] [CrossRef]
- Zhou, L.; Zeng, Z.; Brady, M.P.; Leonard, D.N.; Meyer III, H.M.; Yamamoto, Y.; Li, w.; Collins, G.; Liu, X. Chromium evaporation and oxidation characteristics of alumina-forming austenitic stainless steels for balance of plant applications in solid oxide fuel cells. Int. J. Hydrogen Energ. 2021, 46, 21619–21633. [Google Scholar] [CrossRef]
- Zhou, L.; Mason, J.H.; Li, W.; Liu, X. Comprehensive review of chromium deposition and poisoning of solid oxide fuel cells (SOFCs) cathode materials. Renew. Sust. Energ. Rev. 2020, 134, 110320–110342. [Google Scholar] [CrossRef]
- Yamamoto, Y.; Takeyama, M.; Lu, Z.P.; Liu, C.T.; Evans, N.D.; Maziasz, P.J.; Brady, M.P. Alloying effects on creep and oxidation resistance of austenitic stainless steel alloys employing intermetallic precipitates. Intermetallics 2008, 16, 453–462. [Google Scholar] [CrossRef]
- Brady, M.P.; Yamamoto, Y.; Santella, M.L.; Walker, L.R. Composition, Microstructure, and Water Vapor Effects on Internal/External Oxidation of Alumina-Forming Austenitic Stainless Steels. Oxid. Met. 2009, 72, 311–333. [Google Scholar] [CrossRef]
- Brady, M.P.; Yamamoto, Y.; Santella, M.L.; Pint, B.A. Effects of minor alloy additions and oxidation temperature on protective alumina scale formation in creep-resistant austenitic stainless steels. Scr. Mater. 2007, 57, 1117–1120. [Google Scholar] [CrossRef]
- Brady, M.P.; Yamamoto, Y.; Leonard, D.N.; Meyer II, H.M.; Momono, S.; Fukada, S.; Uehara, T.; Ashary, A.; Zhou, L.; Liu, X. Development of Alumina-Forming Austenitic Alloys for Solid Oxide Fuel Cell Balance of Plant Components. Meet. Abstr. 2021, MA2021-01, 794. [Google Scholar] [CrossRef]
- Rasband, W.S. ImageJ, U.S. National Institutes of Health, Bethesda, MD, USA, 1997–2018. Available online: https://imagej.nih.gov/ij/ (accessed on 4 March 2022).
- HAYNES®625 Alloy Principal Features. Available online: https://www.haynesintl.com/docs/default-source/pdfs/new-alloy-brochures/high-temperature-alloys/brochures/625-brochure.pdf?sfvrsn=967229d4_26 (accessed on 4 March 2022).
- Kvapilova, M.; Dvorak, J.; Kral, P.; Svoboda, M.; Sklenicka, V. Application of the Monkman-Grant relationship for ultrafine-grained metallic materials. Key Eng. Mater. 2014, 577–578, 137–140. [Google Scholar] [CrossRef]
- Yamamoto, Y.; Brady, M.P.; Lu, Z.P.; Liu, C.T.; Takeyama, M.; Maziasz, P.J.; Pint, B.A. Alumina-Forming Austenitic Stainless Steels Strengthened by Laves Phase and MC Carbide Precipitates. Met. Mater. Trans. A 2007, 38, 2737–2746. [Google Scholar] [CrossRef]
- Yammaoto, Y.; Brady, M.P.; Ren, Q.Q.; Poplawsky, J.; Hoelzer, D.T.; Lance, M.J. Creep Behavior and Phase Equilibria in Model Precipitate Strengthened Alumina-Forming Austenitic Alloys. JOM 2022, 74, 1453–1468. [Google Scholar] [CrossRef]
- Stott, H.; Wood, G.C.; Stringer, J. The Influence of Alloying Elements on the Development and Maintenance of Protective Scales. Oxid. Met. 1995, 44, 113–145. [Google Scholar] [CrossRef]
- Opila, E. Volatility of Common Protective Oxides in High-Temperature Water Vapor: Current Understanding and Unanswered Questions. Mater. Sci. Forum 2004, 461–464, 765–774. [Google Scholar] [CrossRef] [Green Version]
- Ashby, M.F. A first report on deformation-mechanism maps. Acta Met. 1972, 20, 887–897. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation-mechanism maps for pure iron, two austenitic stainless steels, and a low-alloy ferritic steel. In Fundamental Aspects of Structural Alloy Design, Plenum Press; Jaffee, R.I., Wilcox, B.A., Eds.; Plenum Press: New York, NY, USA, 1977; pp. 27–65. [Google Scholar]
- Beardsley, A.L.; Bishop, C.M.; Kral, M.V. A Deformation Mechanism Map for Incoloy 800H Optimized Using the Genetic Algorithm. Met. Mater. Trans. A 2019, 50, 4098–4110. [Google Scholar] [CrossRef]
- Vitos, L.; Korzhavyi, P.A.; Johansson, B. Elastic Property Maps of Austenitic Stainless Steels. Phy. Rev. Let. 2002, 88, 155501. [Google Scholar] [CrossRef] [PubMed]
- Sawada, K.; Sekido, K.; Kimura, K. Creep strength and microstructural change of 25cr-20ni-nb-n steel. In Proceedings of the Joint EPRI—123HiMAT International Conference on Advances in High Temperature Materials, Nagasaki, Japan, 21–24 October 2019; pp. 665–672. [Google Scholar]
- Hsieh, C.C.; Wu, W. Overview of Intermetallic Sigma (σ) Phase Precipitation in Stainless Steels. ISRN Met. 2012, 2012, 732471. [Google Scholar] [CrossRef]
- Brady, M.P.; Yamamoto, Y.; Pint, B.A.; Santella, M.L.; Maziasz, P.J.; Walker, L.R. On the Loss of Protective Scale Formation in Creep-Resistant, Alumina—Forming Austenitic Stainless Steels at 900 °C in Air. Mater. Sci. Forum 2008, 595–598, 725–732. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Fe | Cr | Mn | Ni | Cu | Al | Si | Nb | V | Ti | Mo | Zr | C | B | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| #135 | Nominal | 51.04 | 13.50 | 2.00 | 25.00 | 0.50 | 4.00 | 0.15 | 1.50 | 0.05 | 0.05 | 2.00 | 0.10 | 0.1000 | 0.010 |
| Analyzed | 50.69 | 13.26 | 1.92 | 25.69 | 0.49 | 3.90 | 0.15 | 1.56 | 0.11 | 0.05 | 1.96 | 0.10 | 0.0919 | 0.015 | |
| #145 | Nominal | 50.04 | 14.50 | 2.00 | 25.00 | 0.50 | 4.00 | 0.15 | 1.50 | 0.05 | 0.05 | 2.00 | 0.10 | 0.1000 | 0.010 |
| Analyzed | 50.92 | 13.91 | 1.88 | 25.06 | 0.48 | 3.80 | 0.14 | 1.52 | 0.10 | 0.05 | 1.92 | 0.10 | 0.0921 | 0.015 | |
| #150 | Nominal | 49.54 | 15.00 | 2.00 | 25.00 | 0.50 | 4.00 | 0.15 | 1.50 | 0.05 | 0.05 | 2.00 | 0.10 | 0.1000 | 0.010 |
| Analyzed | 49.8 | 14.60 | 1.90 | 25.38 | 0.48 | 3.86 | 0.14 | 1.54 | 0.10 | 0.05 | 1.93 | 0.10 | 0.0919 | 0.013 | |
| #155 | Nominal | 49.04 | 15.50 | 2.00 | 25.00 | 0.50 | 4.00 | 0.15 | 1.50 | 0.05 | 0.05 | 2.00 | 0.10 | 0.1000 | 0.010 |
| Analyzed | 48.93 | 15.20 | 1.91 | 25.59 | 0.48 | 3.87 | 0.14 | 1.56 | 0.11 | 0.05 | 1.94 | 0.10 | 0.0926 | 0.013 | |
| #160 | Nominal | 48.54 | 16.00 | 2.00 | 25.00 | 0.50 | 4.00 | 0.15 | 1.50 | 0.05 | 0.05 | 2.00 | 0.10 | 0.1000 | 0.010 |
| Analyzed | 48.58 | 15.65 | 1.90 | 25.56 | 0.48 | 3.86 | 0.14 | 1.53 | 0.10 | 0.05 | 1.94 | 0.10 | 0.0917 | 0.011 | |
| #170 | Nominal | 47.54 | 17.00 | 2.00 | 25.00 | 0.50 | 4.00 | 0.15 | 1.50 | 0.05 | 0.05 | 2.00 | 0.10 | 0.1000 | 0.010 |
| Analyzed | 47.48 | 16.66 | 1.91 | 25.59 | 0.48 | 3.86 | 0.14 | 1.55 | 0.11 | 0.05 | 1.94 | 0.10 | 0.0911 | 0.013 | |
| #180 | Nominal | 46.54 | 18.00 | 2.00 | 25.00 | 0.50 | 4.00 | 0.15 | 1.50 | 0.05 | 0.05 | 2.00 | 0.10 | 0.1000 | 0.010 |
| Analyzed | 47.62 | 17.31 | 1.87 | 25.04 | 0.48 | 3.77 | 0.13 | 1.50 | 0.11 | 0.04 | 1.90 | 0.10 | 0.0923 | 0.011 | |
| (S: 7–10 wppm, O: 10–19 wppm, N: 20–138 wppm) | |||||||||||||||
| Alloys | Fe | Cr | Mn | Ni | Cu | Al | Si | Nb | V | Ti | Mo | Zr | C | B | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 625 * | 4.60 | 22.06 | 0.36 | Bal. | - | 0.18 | 0.24 | 3.38 | - | 0.21 | 8.22 | - | 0.04 | - | - |
| 310 ** | Bal | 25.55 | 0.84 | 19.16 | 0.20 | - | 0.57 | - | - | 0.005 | 0.20 | - | 0.05 | - | 0.044 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yamamoto, Y.; Ren, Q.-Q.; Brady, M.P. Role of Cr Content in Microstructure, Creep, and Oxidation Resistance of Alumina-Forming Austenitic Alloys at 850–900 °C. Metals 2022, 12, 717. https://doi.org/10.3390/met12050717
Yamamoto Y, Ren Q-Q, Brady MP. Role of Cr Content in Microstructure, Creep, and Oxidation Resistance of Alumina-Forming Austenitic Alloys at 850–900 °C. Metals. 2022; 12(5):717. https://doi.org/10.3390/met12050717
Chicago/Turabian StyleYamamoto, Yukinori, Qing-Qiang Ren, and Michael P. Brady. 2022. "Role of Cr Content in Microstructure, Creep, and Oxidation Resistance of Alumina-Forming Austenitic Alloys at 850–900 °C" Metals 12, no. 5: 717. https://doi.org/10.3390/met12050717