
Effect of Vacuum Heat Treatment on the Microstructure of a Laser Powder-Bed Fusion-Fabricated NiTa Alloy


Abstract
:1. Introduction
2. Experimental
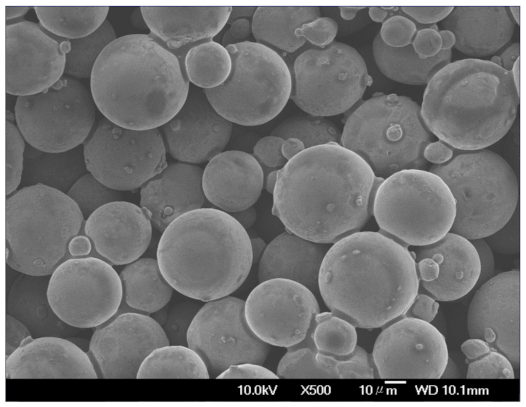
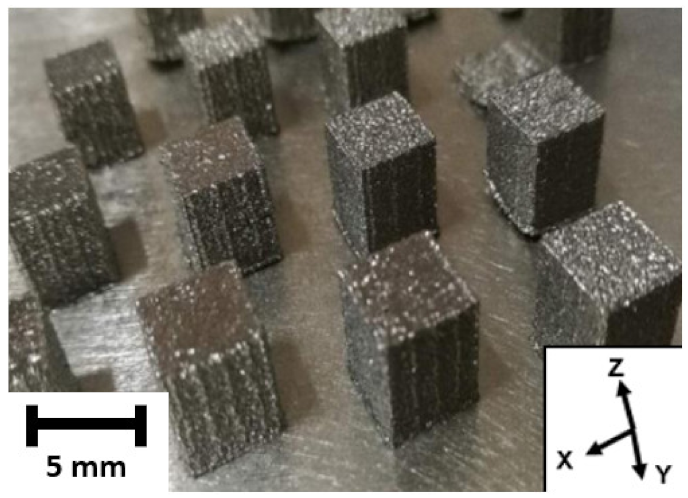
2.1. Fabrication of NiTa Alloy Specimens
2.2. Vacuum Heat Treatment
2.3. XRD for Chemistry Analysis
2.4. XRD Two-Tilt Method for Residual Stress Evaluation
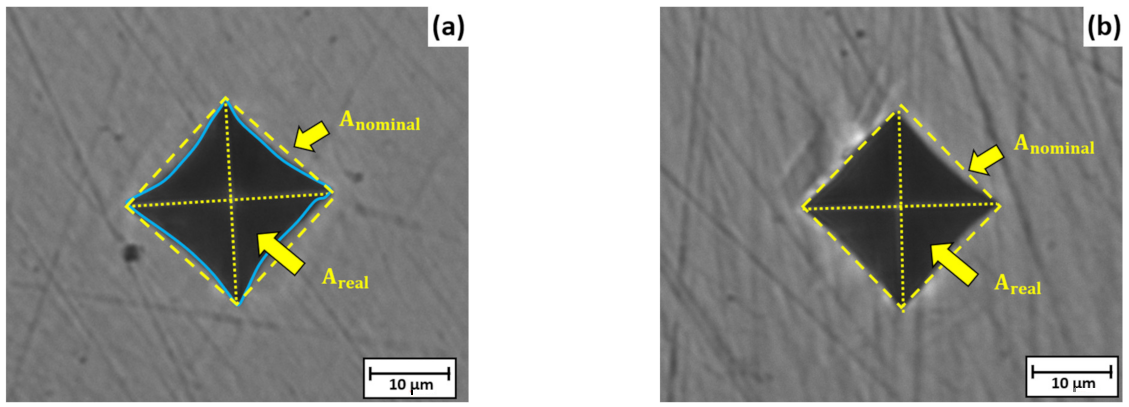
2.5. Vickers Microindentation for Microhardness Analysis
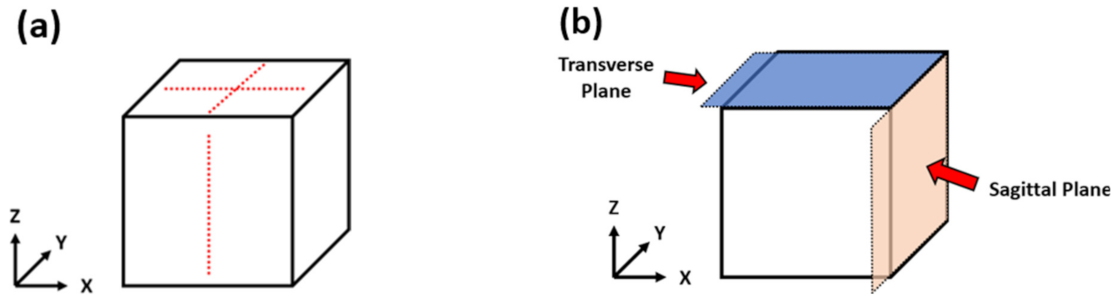
2.6. Microscopic and Metallurgical Characterization
3. Results
3.1. XRD Analysis
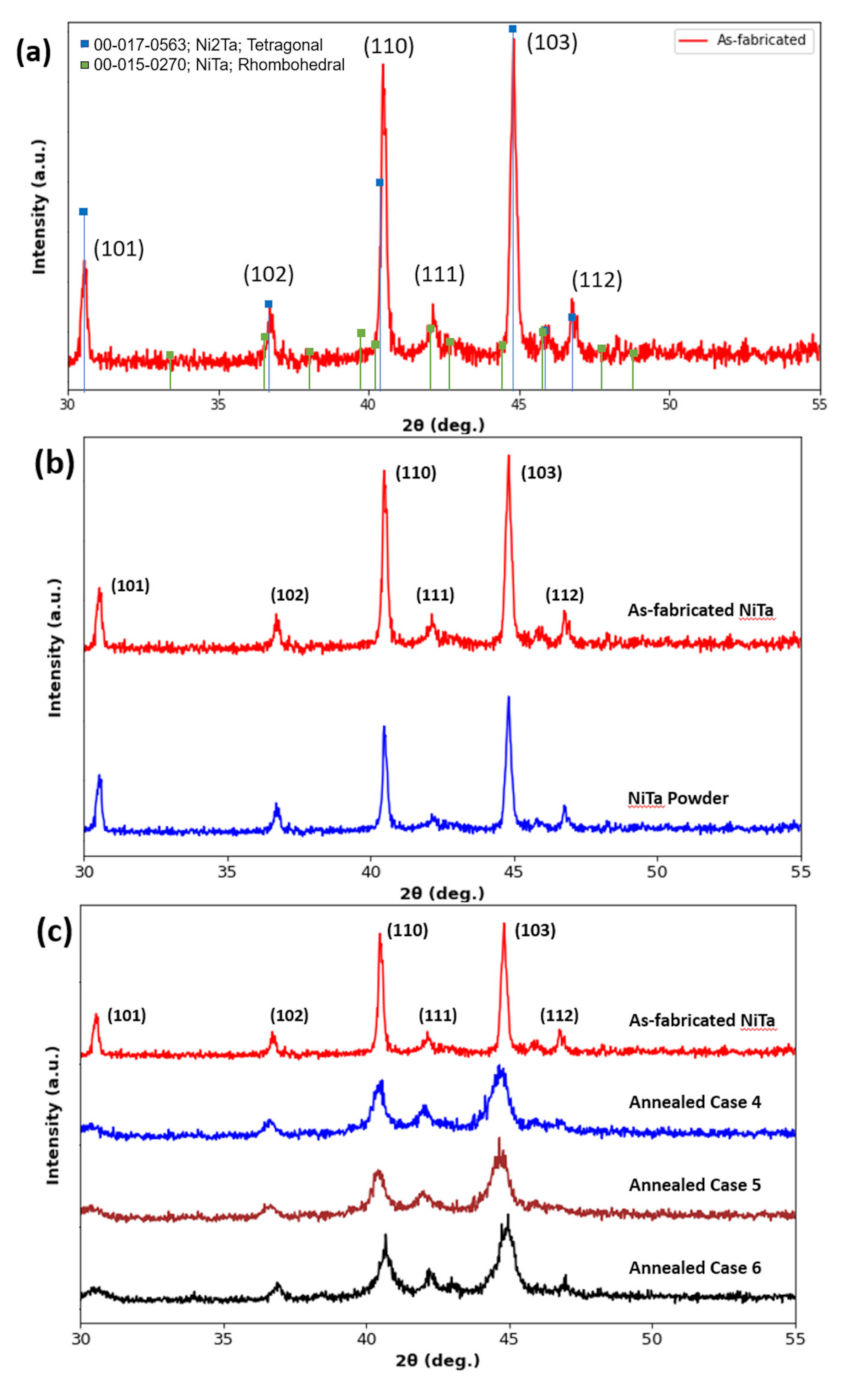
3.1.1. Phase Composition
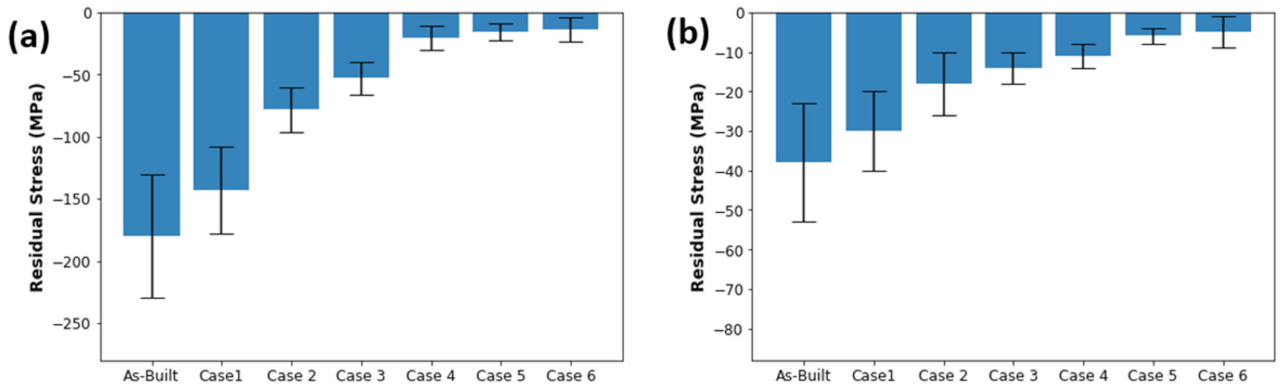
3.1.2. Stress Evaluation
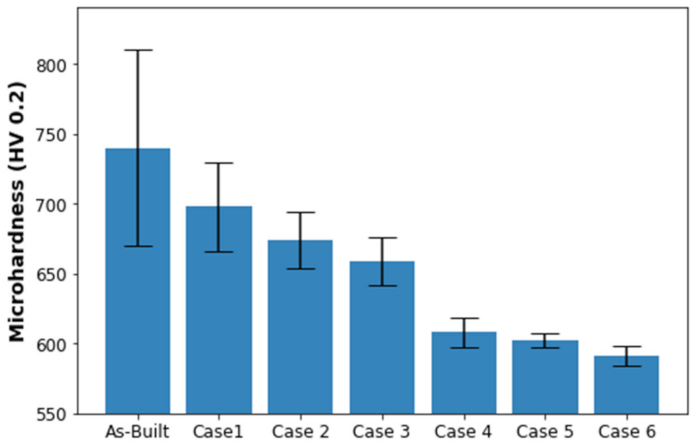
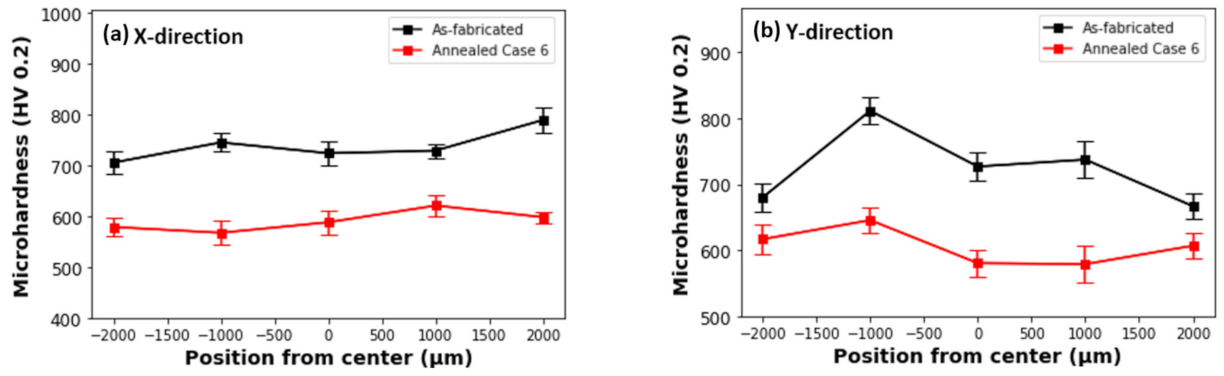
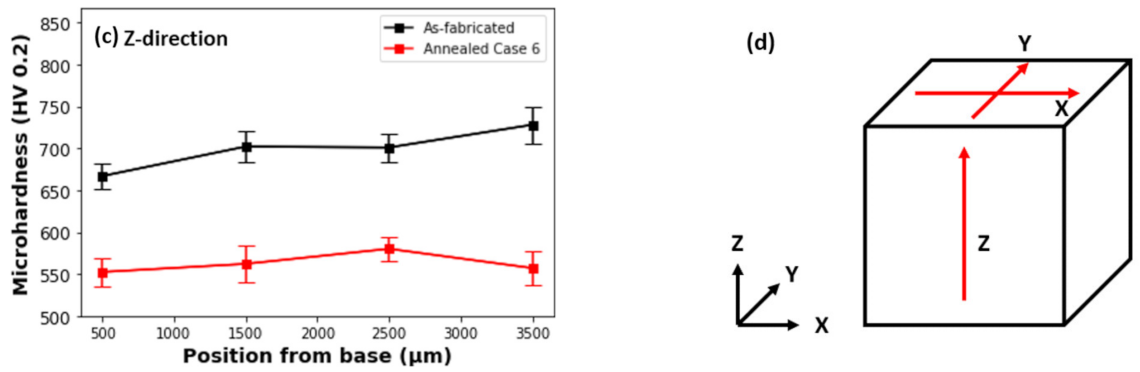
3.2. Comparison of Microhardness
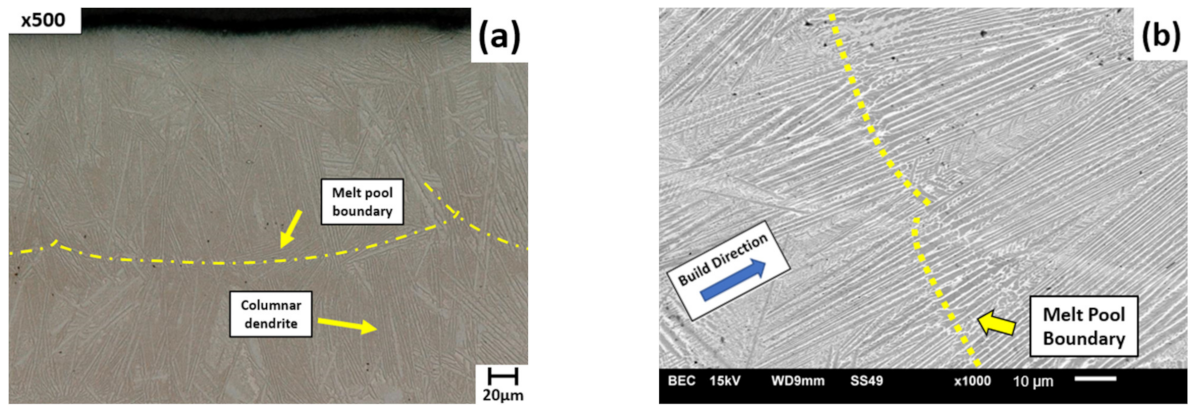
3.3. Microstructure of As-Fabricated NiTa
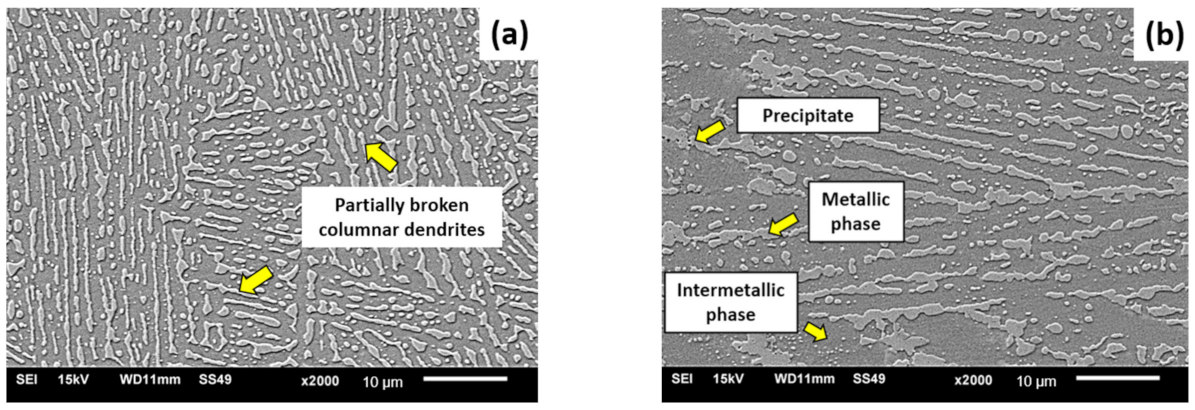
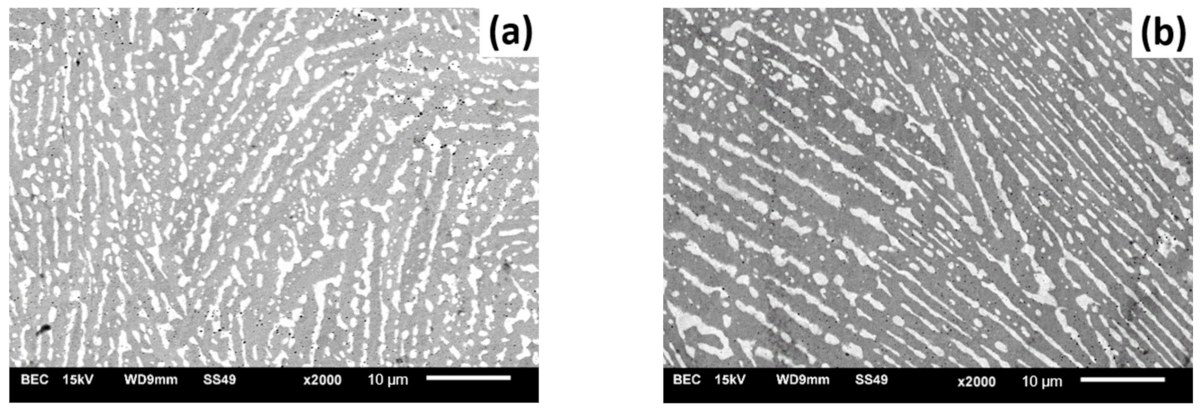
3.4. Effects of Vacuum Heat Treatment
3.5. Crystallographic Texture
3.6. Phase Composition and Crystallographic Analysis
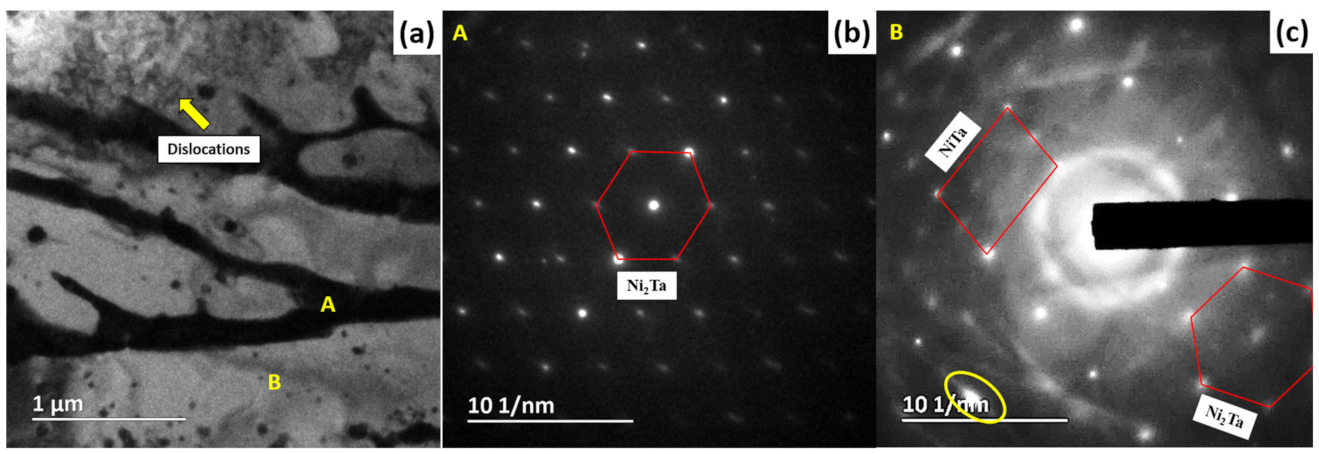
3.6.1. As-Fabricated Specimen
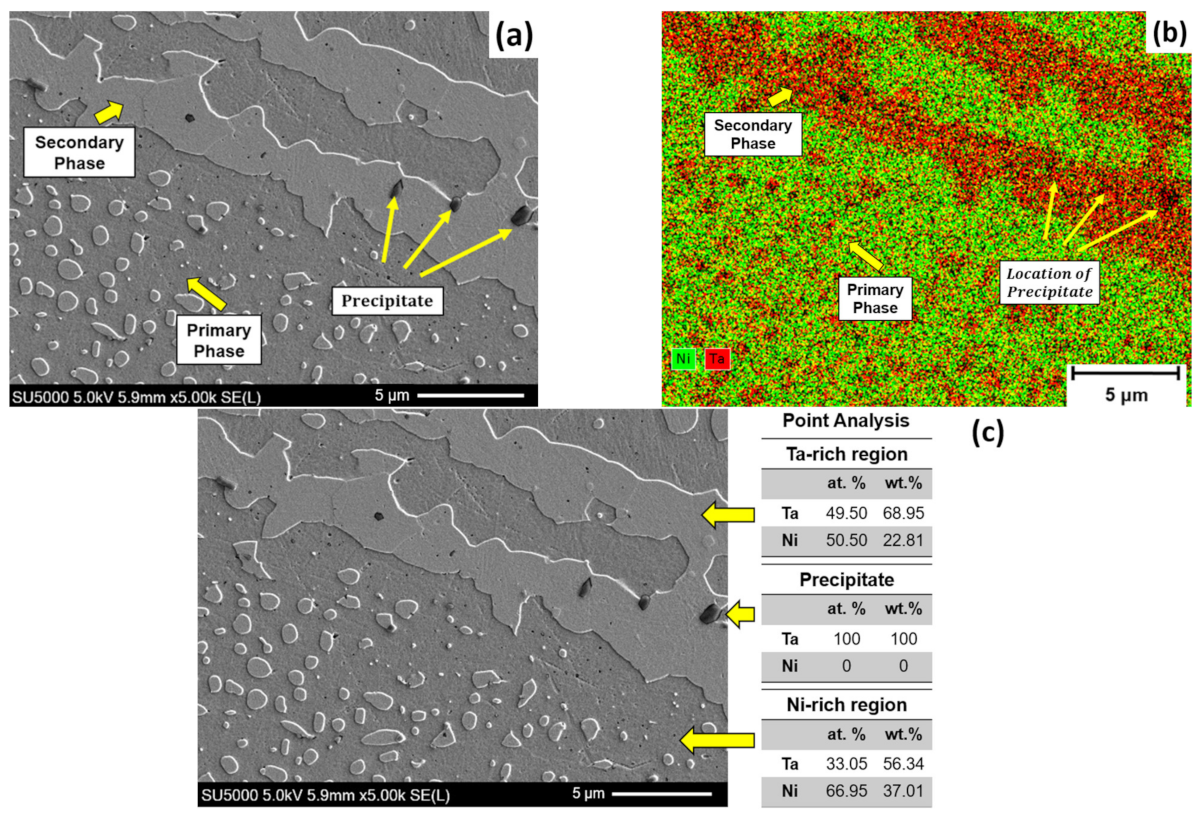
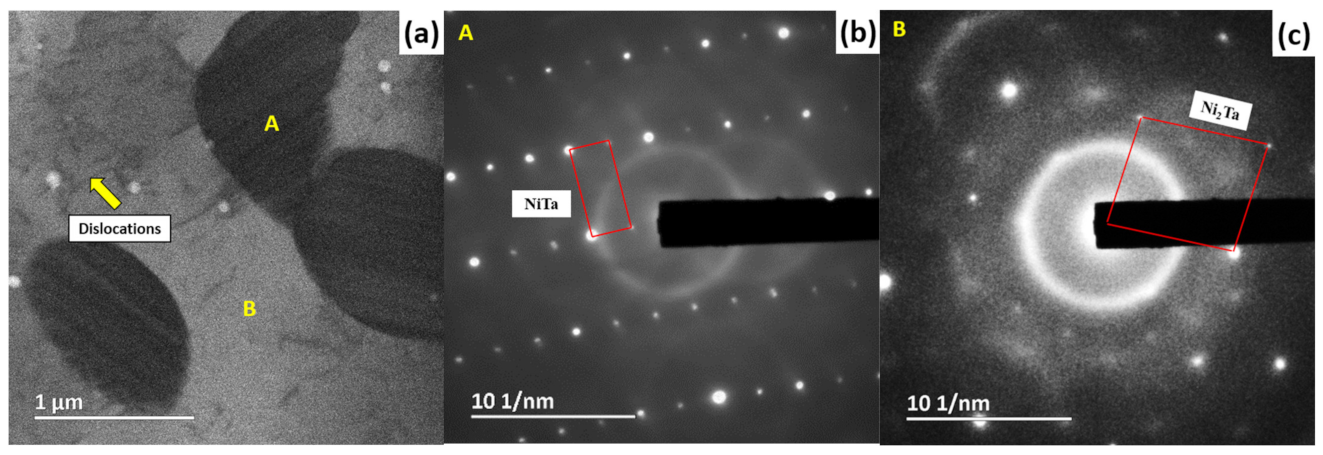
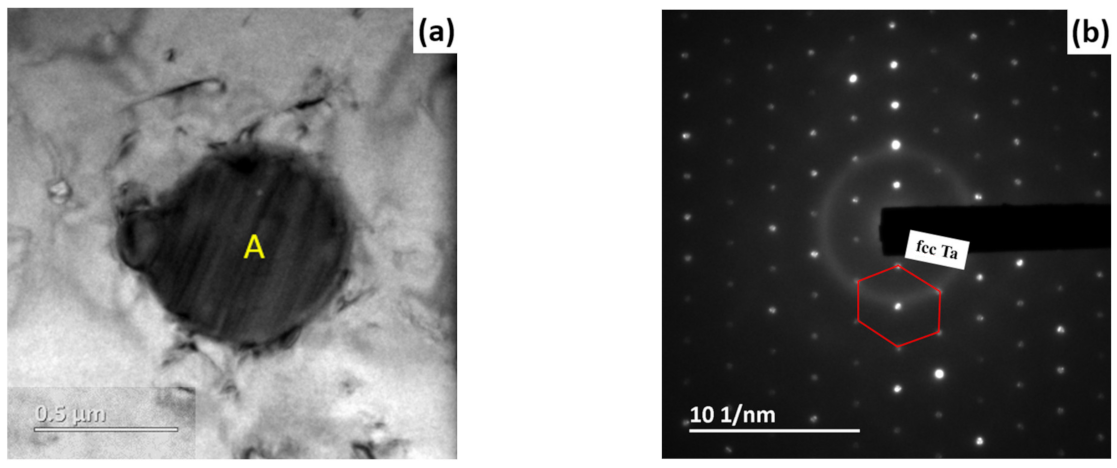
3.6.2. Annealed Specimen (Case 6)
4. Discussion
4.1. Residual Stress and Microhardness
4.2. Microstructural Evolution
5. Comparison of Specimens Produced by L-PBF with VHT, and HP with HIP
6. Conclusions
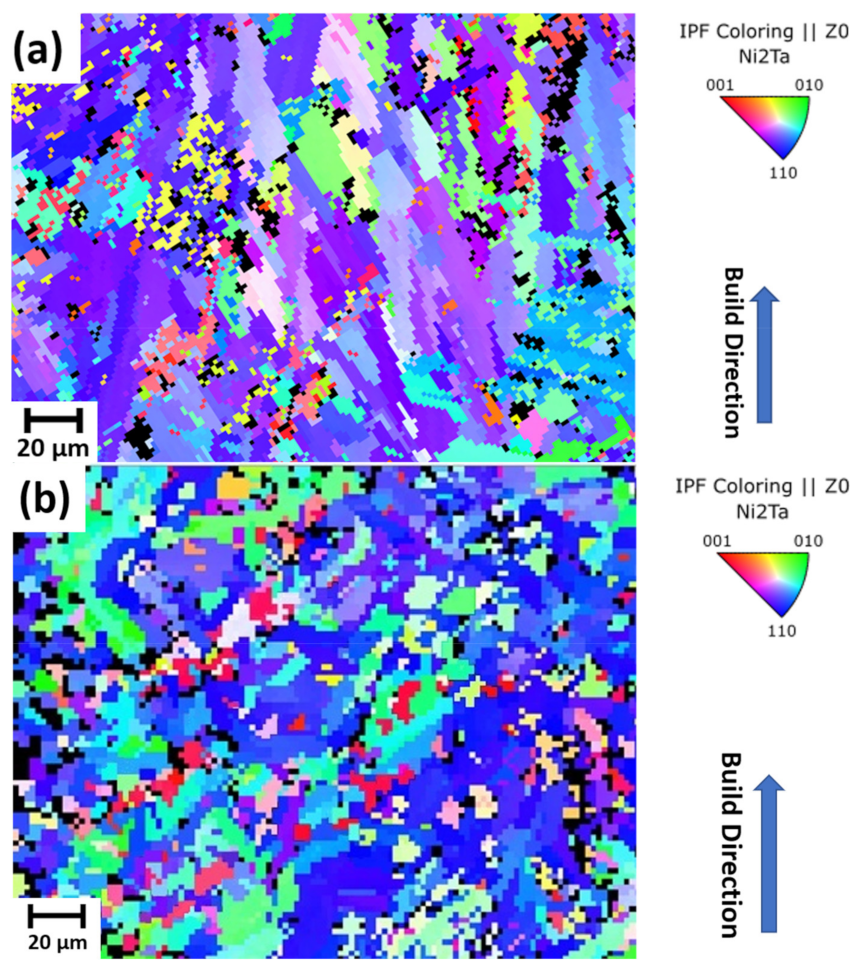
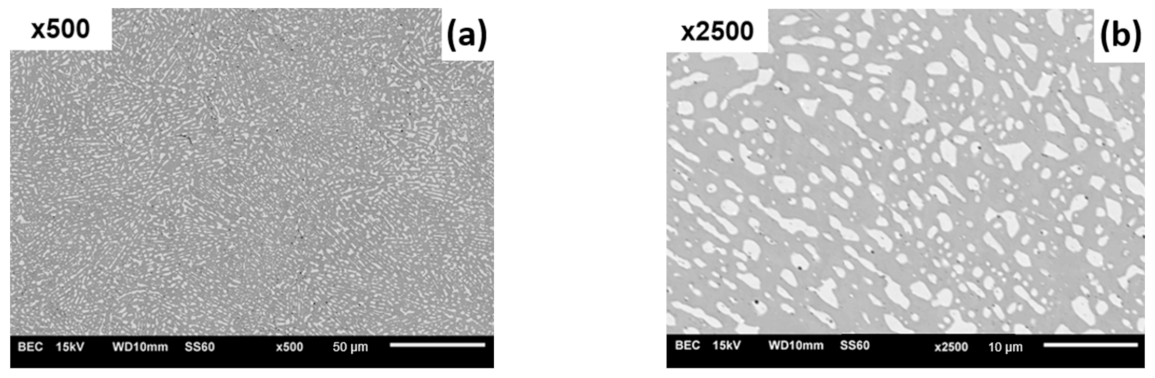
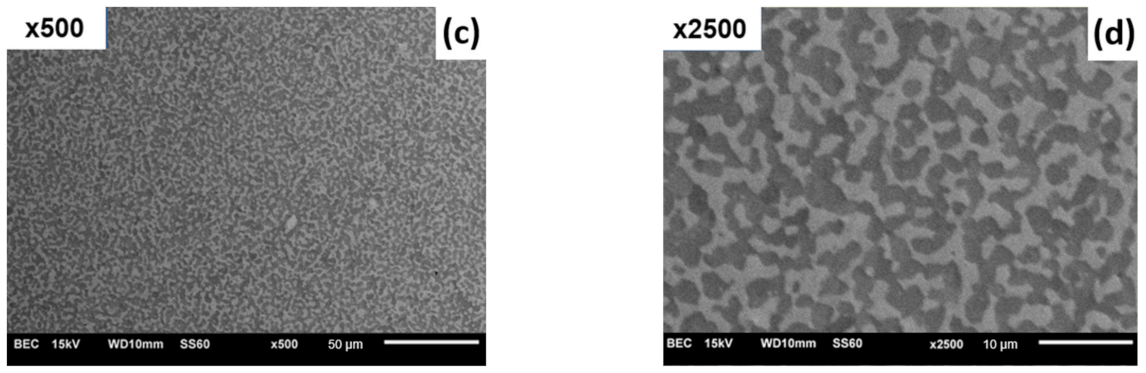
- L-PBF NiTa specimens annealed below 1220 °C retained the columnar dendritic grains (length 146 ± 30 µm, width 3.5 ± 0.3 µm) of the as-fabricated L-PBF parts. At 1220 °C, partial grain refinement was initiated, where the columnar dendrite boundaries were partially broken in some regions. When annealed at 1275 °C, the columnar dendritic structure transformed into an equiaxed grain structure with an average size of 2.1 ± 0.2 µm. The rapid transformation of the grain structure at 1275 °C is the result of a recrystallization process driven by the high stored energy in the specimens, which accelerates grain-boundary migration and the diffusion of elements.
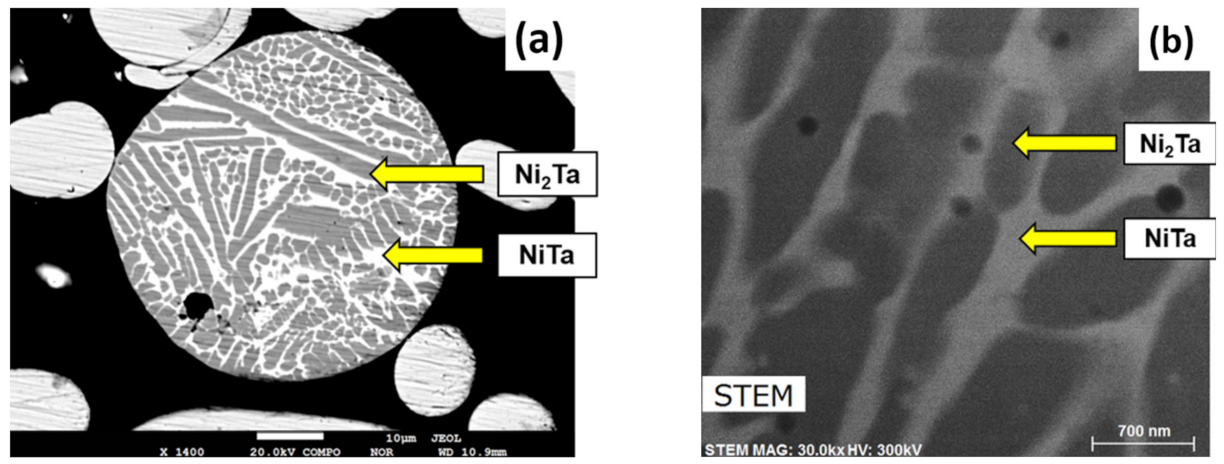
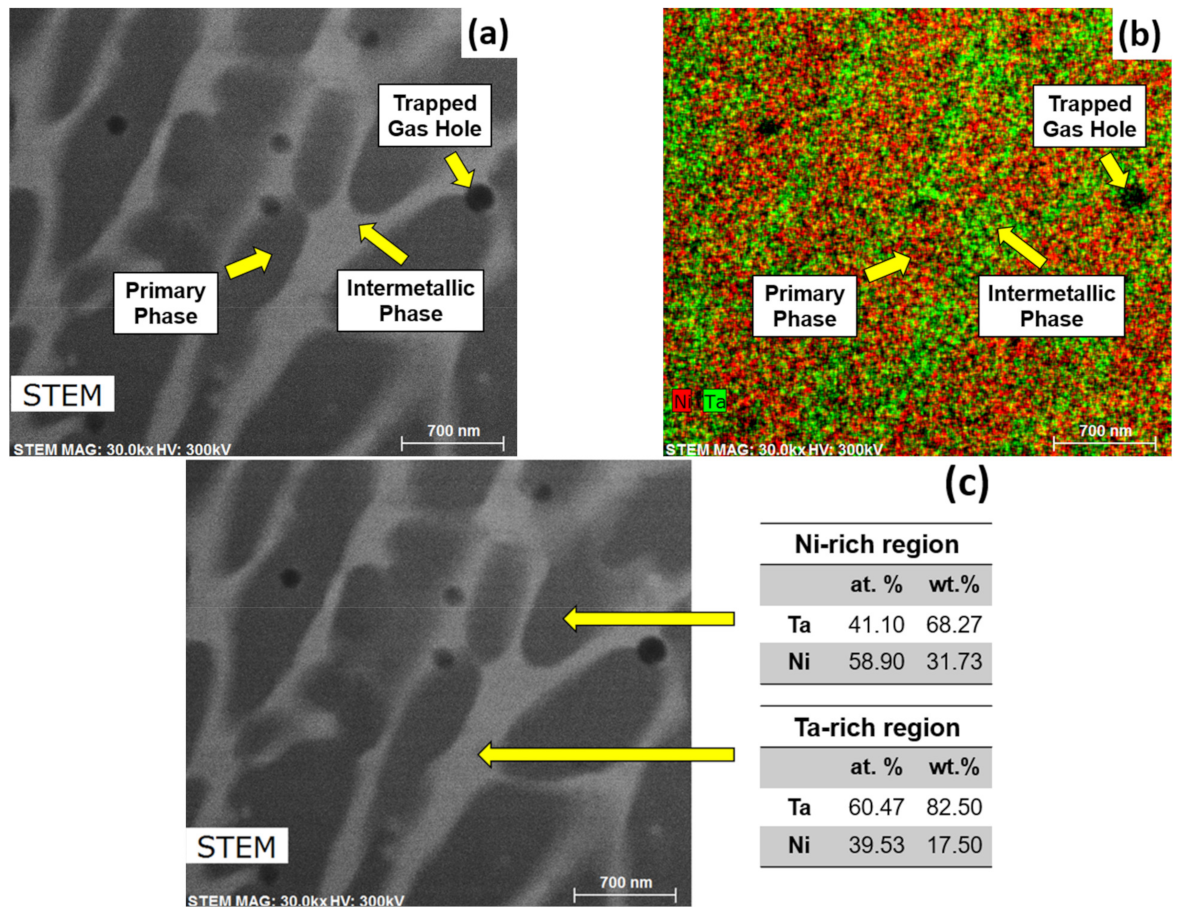
- After annealing, the eutectic phase transformed into two phases: tetragonal Ni2Ta as a primary phase, and rhombohedral μ-NiTa as a secondary phase, with fcc Ta nanoscale precipitates that help stabilize the crystal structure.
- After heat treatment, the maximum compressive residual stress in NiTa specimens dropped from 180 ± 50 MPa to 20 ± 10 MPa as a result of dislocation elimination due to recrystallization.
- The L-PBF + VHT-treated specimens demonstrate a finer equiaxed secondary phase than HP + HIP-treated specimens, and as a result a higher microhardness than HP + HIP-treated specimens.
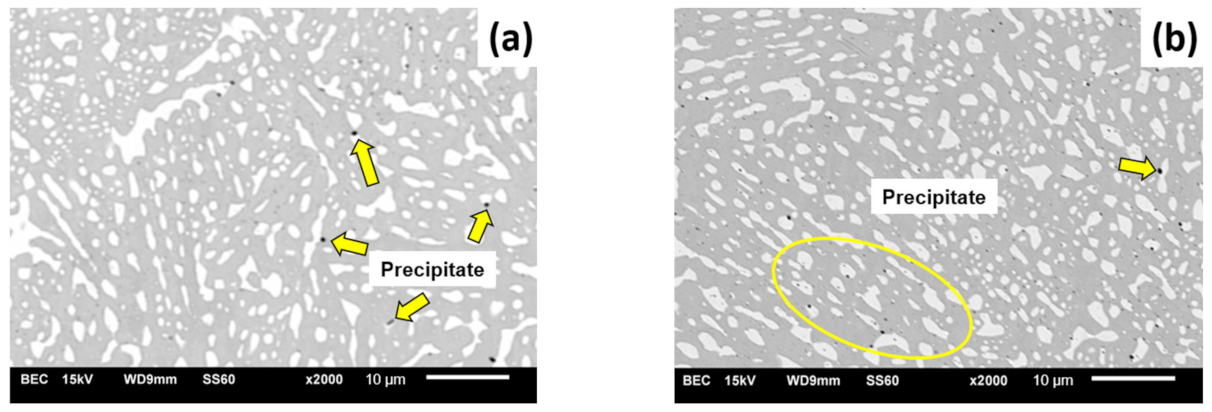
- During VHT at 1220 °C, fcc Ta precipitates were distributed where columnar dendrite boundaries were broken. When annealed at 1275 °C, fcc Ta precipitates were dispersed more uniformly in the microstructure. Based on all the findings in this paper, this study recommends annealing at 1275 °C but for no more than 4 h, to minimize the formation of Ta precipitates.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yuan, H.; Ajan, A.; Chernyshov, A.S.; Acharya, B.R. Underlayers for Heat Assisted Magnetic Recording (HAMR) Media. U.S. Patent 2013/0314815 A1, 28 November 2013. [Google Scholar]
- Liverani, E.; Lutey, A.H.A.; Ascari, A.; Fortunato, A. The effects of hot isostatic pressing (HIP) and solubilization heat treatment on the density, mechanical properties, and microstructure of austenitic stainless steel parts produced by selective laser melting (SLM). Int. J. Adv. Manuf. Technol. 2020, 107, 109–122. [Google Scholar] [CrossRef]
- Qiu, C.; Yang, D.; Wang, G.; Liu, Q. Microstructural development and tensile behavior of a hot isostatically pressed nickel-based superalloy. Mater. Sci. Eng. A 2020, 769, 138461. [Google Scholar] [CrossRef]
- Srinivas, M.; Babu, B.S. A Critical Review on Recent Research Methodologies in Additive Manufacturing. Mater. Today Proc. 2017, 4, 9049–9059. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Kurzynowski, T.; Chlebus, E.; Kuźnicka, B.; Reiner, J. Parameters in selective laser melting for processing metallic powders. Proc. SPIE 2012, 8239, 317–322. [Google Scholar] [CrossRef]
- Rashid, R.A.R.; Masood, S.; Ruan, D.; Palanisamy, S.; Brandt, M. Effect of scan strategy on density and metallurgical properties of 17-4PH parts printed by Selective Laser Melting (SLM). J. Mater. Process. Technol. 2017, 249, 502–511. [Google Scholar] [CrossRef]
- Tillmann, W.; Schaak, C.; Nellesen, J.; Schaper, M.; Aydinöz, M.; Hoyer, K.-P. Hot isostatic pressing of IN718 components manufactured by selective laser melting. Addit. Manuf. 2017, 13, 93–102. [Google Scholar] [CrossRef]
- Deng, D.; Peng, R.L.; Söderberg, H.; Moverare, J. On the formation of microstructural gradients in a nickel-base superalloy during electron beam melting. Mater. Des. 2018, 160, 251–261. [Google Scholar] [CrossRef]
- Mostafa, A.; Picazo Rubio, I.; Brailovski, V.; Jahazi, M.; Medraj, M. Structure, Texture and Phases in 3D Printed IN718 Alloy Subjected to Homogenization and HIP Treatments. Metals 2017, 7, 196. [Google Scholar] [CrossRef] [Green Version]
- Mazur, M.; Leary, M.; Sun, S.; Vcelka, M.; Shidid, D.; Brandt, M. Deformation and failure behaviour of Ti-6Al-4V lattice structures manufactured by selective laser melting (SLM). Int. J. Adv. Manuf. Technol. 2016, 84, 1391–1411. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive manufacturing of strong and ductile Ti–6Al–4V by selective laser melting via in situ martensite decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Liu, M.; Takata, N.; Suzuki, A.; Kobashi, M. Microstructural characterization of cellular AlSi10Mg alloy fabricated by selective laser melting. Mater. Des. 2018, 157, 478–491. [Google Scholar] [CrossRef]
- Galy, C.; Le Guen, E.; Lacoste, E.; Arvieu, C. Main defects observed in aluminum alloy parts produced by SLM: From causes to consequences. Addit. Manuf. 2018, 22, 165–175. [Google Scholar] [CrossRef]
- Fieres, J.; Schumann, P.; Reinhart, C. Predicting failure in additively manufactured parts using X-ray computed tomography and simulation. Procedia Eng. 2018, 213, 69–78. [Google Scholar] [CrossRef]
- Zhou, Y.; Wen, B.; Ma, Y.; Melnik, R.; Liu, X. First-principles studies of Ni–Ta intermetallic compounds. J. Solid State Chem. 2012, 187, 211–218. [Google Scholar] [CrossRef]
- Zhou, C.; Guo, C.; Li, C.; Du, Z. Thermodynamic optimization of the Ni–Ta system supported by the key experiments. Thermochim. Acta 2018, 666, 135–147. [Google Scholar] [CrossRef]
- Yang, B.; Guo, C.; Li, C.; Du, Z. Experimental Investigation and Thermodynamic Modelling of the Fe-Ni-Ta System. J. Phase Equilibria Diffus. 2020, 41, 500–521. [Google Scholar] [CrossRef]
- Cui, Y.; Jin, Z. Experimental study and reassessment of the Ni-Ta binary system. Z. Met. 1999, 90, 233–241. [Google Scholar]
- Wang, Y.; Wang, Q.; Zhao, J.; Dong, C. Ni–Ta binary bulk metallic glasses. Scr. Mater. 2010, 63, 178–180. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, W.; Tang, Z.; Liu, X.; Zhang, N.; Li, M.; Zhang, H. Review on thermal analysis in laser-based additive manufacturing. Opt. Laser Technol. 2018, 106, 427–441. [Google Scholar] [CrossRef]
- Okamoto, H. Ni-Ta (nickel-tantalum). J. Phase Equilibria Diffus. 1996, 17, 371. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, H.; Li, Z.; Wu, Y.; Xiao, Y.; Chen, Z.; Zhong, S.; Wang, H. Strategy of Residual Stress Determination on Selective Laser Melted Al Alloy Using XRD. Materials 2020, 13, 451. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maamoun, A.H.; Elbestawi, M.; Dosbaeva, G.K.; Veldhuis, S.C. Thermal post-processing of AlSi10Mg parts produced by Selective Laser Melting using recycled powder. Addit. Manuf. 2018, 21, 234–247. [Google Scholar] [CrossRef]
- Saboori, A.; Gallo, D.; Biamino, S.; Fino, P.; Lombardi, M. An Overview of Additive Manufacturing of Titanium Components by Directed Energy Deposition: Microstructure and Mechanical Properties. Appl. Sci. 2017, 7, 883. [Google Scholar] [CrossRef] [Green Version]
- Vončina, M.; Kresnik, K.; Volšak, D.; Medved, J. Effects of Homogenization Conditions on the Microstructure Evolution of Aluminium Alloy EN AW 8006. Metals 2020, 10, 419. [Google Scholar] [CrossRef] [Green Version]
- Janish, M.T.; Kotula, P.; Boyce, B.; Carter, C.B. Observations of fcc and hcp tantalum. J. Mater. Sci. 2015, 50, 3706–3715. [Google Scholar] [CrossRef]
- Denbigh, P.N.; Marcus, R.B. Structure of Very Thin Tantalum and Molybdenum Films. J. Appl. Phys. 1966, 37, 4325–4330. [Google Scholar] [CrossRef]
- Shen, T.; Meng, W.; Wu, Y.; Lu, X. Size dependence and phase transition during melting of fcc-Fe nanoparticles: A molecular dynamics simulation. Appl. Surf. Sci. 2013, 277, 7–14. [Google Scholar] [CrossRef]
- Divya, V.D.; Muñoz-Moreno, R.; Messé, O.M.D.M.; Barnard, J.S.; Baker, S.; Illston, T.; Stone, H.J. Microstructure of selective laser melted CM247LC nickel-based superalloy and its evolution through heat treatment. Mater. Charact. 2016, 114, 62–74. [Google Scholar] [CrossRef] [Green Version]
- Devaraj, A.; Wang, W.; Vemuri, V.R.; Kovarik, L.; Jiang, X.; Bowden, M.; Trelewicz, J.; Mathaudhu, S.; Rohatgi, A. Grain boundary segregation and intermetallic precipitation in coarsening resistant nanocrystalline aluminum alloys. Acta Mater. 2019, 165, 698–708. [Google Scholar] [CrossRef]
- Gu, D.; Guo, M.; Zhang, H.; Sun, Y.; Wang, R.; Zhang, L. Effects of laser scanning strategies on selective laser melting of pure tungsten. Int. J. Extreme Manuf. 2020, 2, 025001. [Google Scholar] [CrossRef]
- Zheng, Z.; Jin, X.; Bai, Y.; Yang, Y.; Ni, C.; Lu, W.F.; Wang, H. Microstructure and anisotropic mechanical properties of selective laser melted Ti6Al4V alloy under different scanning strategies. Mater. Sci. Eng. A 2021, 831, 142236. [Google Scholar] [CrossRef]
- Hitzler, L.; Hirsch, J.; Heine, B.; Merkel, M.; Hall, W.; Öchsner, A. On the Anisotropic Mechanical Properties of Selective Laser-Melted Stainless Steel. Materials 2017, 10, 1136. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kempen, K.; Thijs, L.; Van Humbeeck, J.; Kruth, J.-P. Mechanical Properties of AlSi10Mg Produced by Selective Laser Melting. Phys. Procedia 2012, 39, 439–446. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Zhu, H.; Qi, Y.; Zeng, X. The Effect of Annealing on Microstructure and Mechanical Properties of Selective Laser Melting AlSi10Mg. IOP Conf. Series: Mater. Sci. Eng. 2019, 538, 012023. [Google Scholar] [CrossRef]
- Tokita, S.; Kadoi, K.; Kanno, Y.; Inoue, H. Microstructural evolution and solidification cracking susceptibility of grain boundary engineered fully austenitic stainless steel. Weld. World 2020, 64, 593–600. [Google Scholar] [CrossRef]
- Gu, D.; Hagedorn, Y.-C.; Meiners, W.; Meng, G.; Batista, R.J.S.; Wissenbach, K.; Poprawe, R. Densification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium. Acta Mater. 2012, 60, 3849–3860. [Google Scholar] [CrossRef]
- Sufiiarov, V.; Popovich, A.; Borisov, E.; Polozov, I.; Masaylo, D.; Orlov, A. The Effect of Layer Thickness at Selective Laser Melting. Procedia Eng. 2017, 174, 126–134. [Google Scholar] [CrossRef]
- Fousová, M.; Dvorský, D.; Michalcová, A.; Vojtěch, D. Changes in the microstructure and mechanical properties of additively manufactured AlSi10Mg alloy after exposure to elevated temperatures. Mater. Charact. 2018, 137, 119–126. [Google Scholar] [CrossRef]
- Hao, Z.; Tian, T.; Peng, S.; Ge, C.; Li, X.; Jia, C.; Guo, C.; Zhu, Q. Effect of Heat Treatment on Microstructure and Properties of FGH4096M Superalloy Processed by Selective Laser Melting. Met. Mater. Int. 2020, 26, 1270–1285. [Google Scholar] [CrossRef]
- Salman, O.; Gammer, C.; Chaubey, A.; Eckert, J.; Scudino, S. Effect of heat treatment on microstructure and mechanical properties of 316L steel synthesized by selective laser melting. Mater. Sci. Eng. A 2019, 748, 205–212. [Google Scholar] [CrossRef]
- Petryshynets, I.; Kováč, F.; Marcin, J.; Skorvanek, I. Influence of Thermal Processing in High Magnetic Field on Soft Magnetic Properties and Crystallographic Texture of Non-Oriented Fe-Si Steels. Acta Phys. Pol. A 2017, 131, 783–785. [Google Scholar] [CrossRef]
- Gorsse, S.; Hutchinson, C.; Gouné, M.; Banerjee, R. Additive manufacturing of metals: A brief review of the characteristic microstructures and properties of steels, Ti-6Al-4V and high-entropy alloys. Sci. Technol. Adv. Mater. 2017, 18, 584–610. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ovcharenko, A.M.; Chernov, I.I.; Golubov, S.I. Modeling of the coalescence of gas pores during annealing. Sov. At. Energy 2011, 109, 385–395. [Google Scholar] [CrossRef]
- Parimi, L.L.; Ravi, G.; Clark, D.; Attallah, M.M. Microstructural and texture development in direct laser fabricated IN718. Mater. Charact. 2014, 89, 102–111. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Klauss, H.J.; Surreddi, K.B.; Löber, L.; Wang, Z.; Chaubey, A.K.; Kühn, U.; Eckert, J. Microstructure and mechanical properties of Al–12Si produced by selective laser melting: Effect of heat treatment. Mater. Sci. Eng. A 2014, 590, 153–160. [Google Scholar] [CrossRef]
- Zuback, J.; Debroy, T. The Hardness of Additively Manufactured Alloys. Materials 2018, 11, 2070. [Google Scholar] [CrossRef] [Green Version]
- Farshidianfar, M.H.; Khajepour, A.; Gerlich, A.P. Effect of real-time cooling rate on microstructure in Laser Additive Manufacturing. J. Mater. Process. Technol. 2016, 231, 468–478. [Google Scholar] [CrossRef]
- Dunlop, J.A.; Yuan, J.; Kardokus, J.K.; Emigh, R.A. Sputtering Target with Ultra-Fine, Oriented Grains and Method of Making Same. WO1996020055A1, 4 July 1996. [Google Scholar]
- Sarkar, J. Performance of Sputtering Targets and Productivity. In Sputtering Materials for VLSI and Thin Film Devices; William Andrew: Norwich, NY, USA, 2014; pp. 171–195. [Google Scholar] [CrossRef]
- Mendez, A.R.; Bogy, D.B. Lubricant Dewetting on the Slider’s Air-Bearing Surface in Hard Disk Drives. Tribol. Lett. 2016, 61, 1–11. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case Number | Holding Temperature (°C) | Holding Time (hour) |
|---|---|---|
| 1 | 864 | 4 |
| 2 | 1150 | 1.25 |
| 3 | 1150 | 4 |
| 4 | 1220 | 2 |
| 5 | 1220 | 4 |
| 6 | 1275 | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, C.-T.; Bussmann, M.; Chattopadhyay, K. Effect of Vacuum Heat Treatment on the Microstructure of a Laser Powder-Bed Fusion-Fabricated NiTa Alloy. Metals 2022, 12, 700. https://doi.org/10.3390/met12050700
Wu C-T, Bussmann M, Chattopadhyay K. Effect of Vacuum Heat Treatment on the Microstructure of a Laser Powder-Bed Fusion-Fabricated NiTa Alloy. Metals. 2022; 12(5):700. https://doi.org/10.3390/met12050700
Chicago/Turabian StyleWu, Cheng-Tse, Markus Bussmann, and Kinnor Chattopadhyay. 2022. "Effect of Vacuum Heat Treatment on the Microstructure of a Laser Powder-Bed Fusion-Fabricated NiTa Alloy" Metals 12, no. 5: 700. https://doi.org/10.3390/met12050700