1. Introduction
The minimum quantity lubrication (MQL) technique is widely used in industries because of its superiority in environmental protection as well as cost efficiency. Compared to dry machining and flood machining, the application of MQL reduces cutting forces [
1], delivers better surface finishes [
2], and leads to less tool wear [
3]. During the application of MQL, a small amount of lubricant, usually between 10 and 100 mL/h, is sprayed onto the cutting zone. These applied lubricants lower the friction during the cutting process [
4], which further reduce the temperature around the cutting area. In the conventional cutting process [
1,
2,
3], the high temperature generated in the machining process often causes impaired accuracy, shorter tool life, as well as the diminished surface integrity [
5]. Therefore, to achieve optimal cutting outcomes, it is valuable to study the temperature around the cutting during the machining process with MQL application.
Most researchers have studied the temperature by experiments and measurements. Le Coz et al. [
6] presented several temperature measurement techniques and admitted the difficulties and deviations for temperature measurement accuracy. They investigated the temperature during drilling operation with a Ti6Al4V alloy with the application of MQL. However, their result is much higher those measured by Zeilmann and Weingaertner [
7] with similar conditions. This difference reveals the difficulty of temperature measurement during the machining process. Hadad et al. [
8] reported the temperature in grinding 100Cr6 steel with
and CBN wheels for dry, MQL, and fluid environments. Under the MQL condition, Hadad investigated several different combinations of MQL coolant lubricants and delivery methods. All MQL combinations showed temperature reductions compared to those measured under dry conditions. Yet, even though MQL delivered good lubrication, it did not meet the temperature reduction level as flood lubrication did. Li et al. [
9] investigated the effects of different MQL base oils on grinding. The high-temperature nickel base alloy, GH4169, was used. Their results showed the superiority of the palm oil. As a base oil, when applied on grinding operation, the palm oil led to the lowest temperature and the highest energy ratio coefficient. Qin et al. [
10] conducted experiments on turning the TC11 alloy with MQL. The experiments were performed with uncoated carbide inserts and
TiAlN-coated tools. Their results showed a great amount of temperature drop due to the application of MQL compared to the dry condition. This research has proven that the application of MQL can effectively reduce heat generation in various machining operations.
While the heat reduction effect of MQL has been well-recognized, more studies have been conducted to determine the optimal parameters recently. Salur et al. [
11] performed end-milling experiments on AISI 1040 steel with further ANOVA and Taguchi signal to noise analysis. In addition to the reduction in cutting temperature, their results also indicated that the application of MQL provided less tool wear and lower power consumption. According to their study, the combination of high feed rate and low cutting speed ensured lower temperature under MQL. Dubey et al. [
12] performed turning experiments on AISI 304 steel, and found a significant temperature reduction, force reduction, and surface smoothness. After the application of several multicriteria decision-making techniques (MCDM), they determined the optimal set of process parameters to be a cutting velocity of 90 m/min, feed rate of 0.08 mm/min, depth of cut of 0.6 mm, and nanoparticle concentration of 1.5%.
Aside from the experimental methods and statistical analysis, the modeling methods are also used to determine the optimal process conditions. However, the modeling and prediction of machining temperature under MQL were much less found in literature. One of the reasons is that the interpretation of the heat reduction effect of MQL is difficult to derive. In theory, when MQL is applied, the friction coefficient at the contact area is lowered, which usually results in the decrease in the cutting force and changes in the flow stress. The influencing mechanism of the friction coefficient has been evaluated by several researchers. Based on the strain gradient and geometry and kinematics analysis, Yang et al. [
13] proposed a minimum chip thickness model for grinding operation. In their model, the lubrication condition was represented by the friction angle. Their model showed that a larger friction angle leads to a smaller minimum chip thickness. In the context of orthogonal cutting, Zhang et al. [
14] investigated the influence of limiting shear stress at the tool–chip interface in the case of Ti-6Al-4V. In this study, they found that the friction coefficient is affected, which led to their further analysis of the influence of friction coefficient on the chip morphology. It was found that the friction coefficient significantly affected the temperature distribution on the tool–chip interface. However, in their analysis, the change in friction coefficient did not lead to the cutting force change, because more energy was transferred into heat and softened the materials.
Even though the modeling methods were applied, most of the work carried out in temperature prediction were based on numerical methods. Morgan et al. [
15] used the thermal model reported and summarized by Rowe [
16] to predict the temperature in grinding operation. They further applied the dry model with the expected higher temperature. Biermann et al. [
17] presented a finite element simulation for the thermal behavior during deep hole drilling operation. They considered the process with temporal and spatial discretization, material removal effects, and additional heat sources. Their model was then validated with experimental data, which led to reasonable comparison results. Kaynak et al. [
18] investigated turning operation with Ti-5553. They integrated the orthogonal cutting model with the finite element method. With this new model, they predicted the cutting temperature distribution with the influence of cryogenic, MQL, and high-pressure coolant supplies. The numerical methods are easier to apply but also have the disadvantage of high computational cost.
The analytical method, on the other hand, eliminates the interaction procedure in numerical methods and has a comparably higher computational efficiency. However, it is less introduced in the literature as the derivation of the analytical solution is more case-to-case and less generalized. Hadad et al. and Sadeghi [
19] proposed an analytical thermal model for the grinding process. Based on Hanna’s model [
20], Hadad et al. further included the scale of the workpiece-tool combinations, grain-workpiece contact length, and the heat transfer due to MQL. Their model was then validated by experiments on the grinding of 100Cr6 steel. Improved from Li and Liang’s model [
21], Ji et al. [
22] predicted the machining temperature during the turning process to AISI 9310. This model was then validated by experimental data and provided a reasonable result.
As Le Coz et al. [
6] stated, little research has been conducted to understand the temperature during milling operation due to the difficulty in the measurements. Studies on the temperature prediction in the milling process with the MQL technique remain even fewer. This paper aims to fill that gap and provide an analytical model for temperature prediction in the milling process with MQL application. The proposed model is based on the chip formation orthogonal cutting model [
23] with consideration of material properties modeled by the Johnson–Cook model. The 3D milling operation is transferred into 2D orthogonal cutting based upon the orthogonal equivalent representation proven effective [
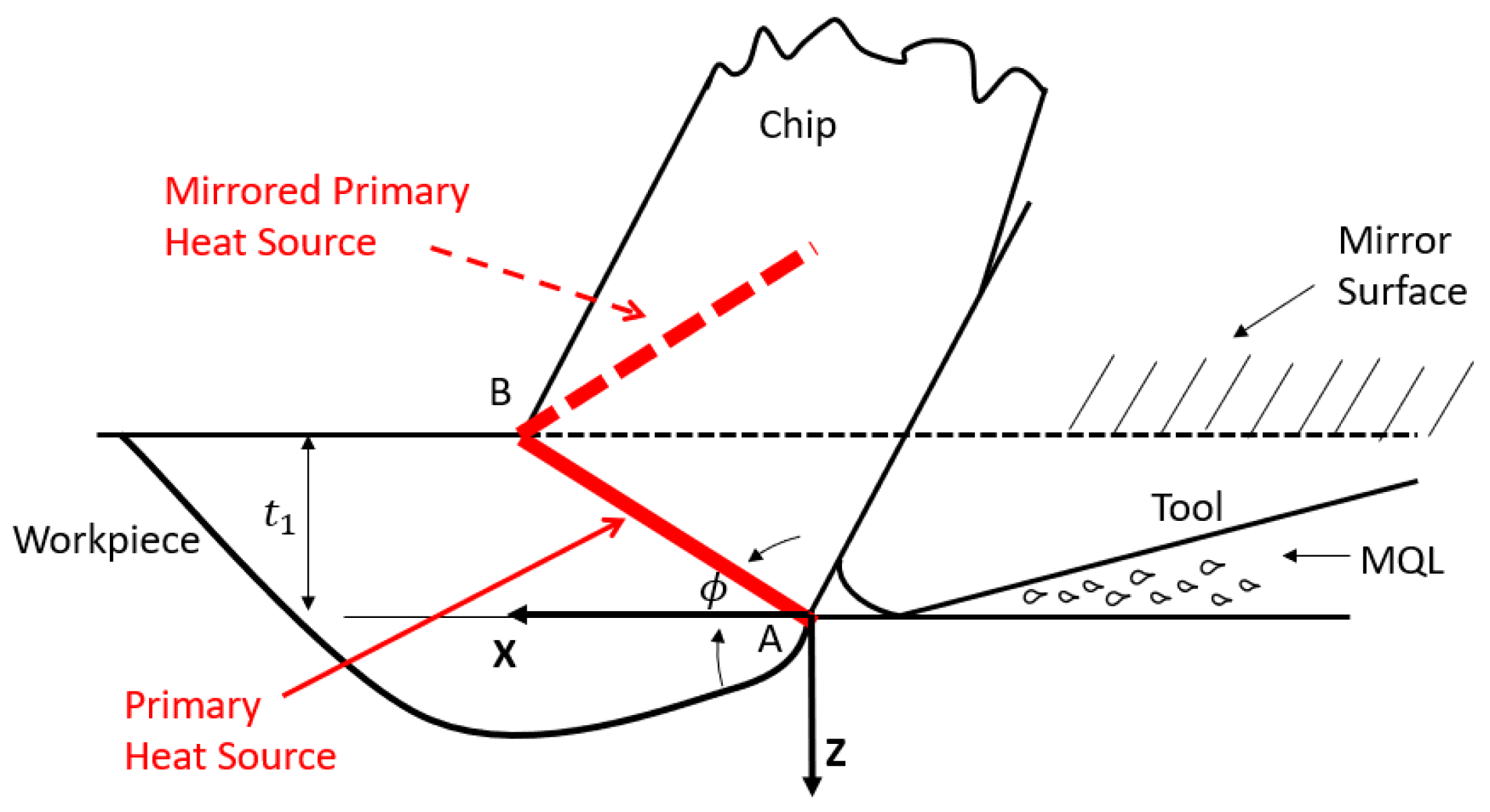
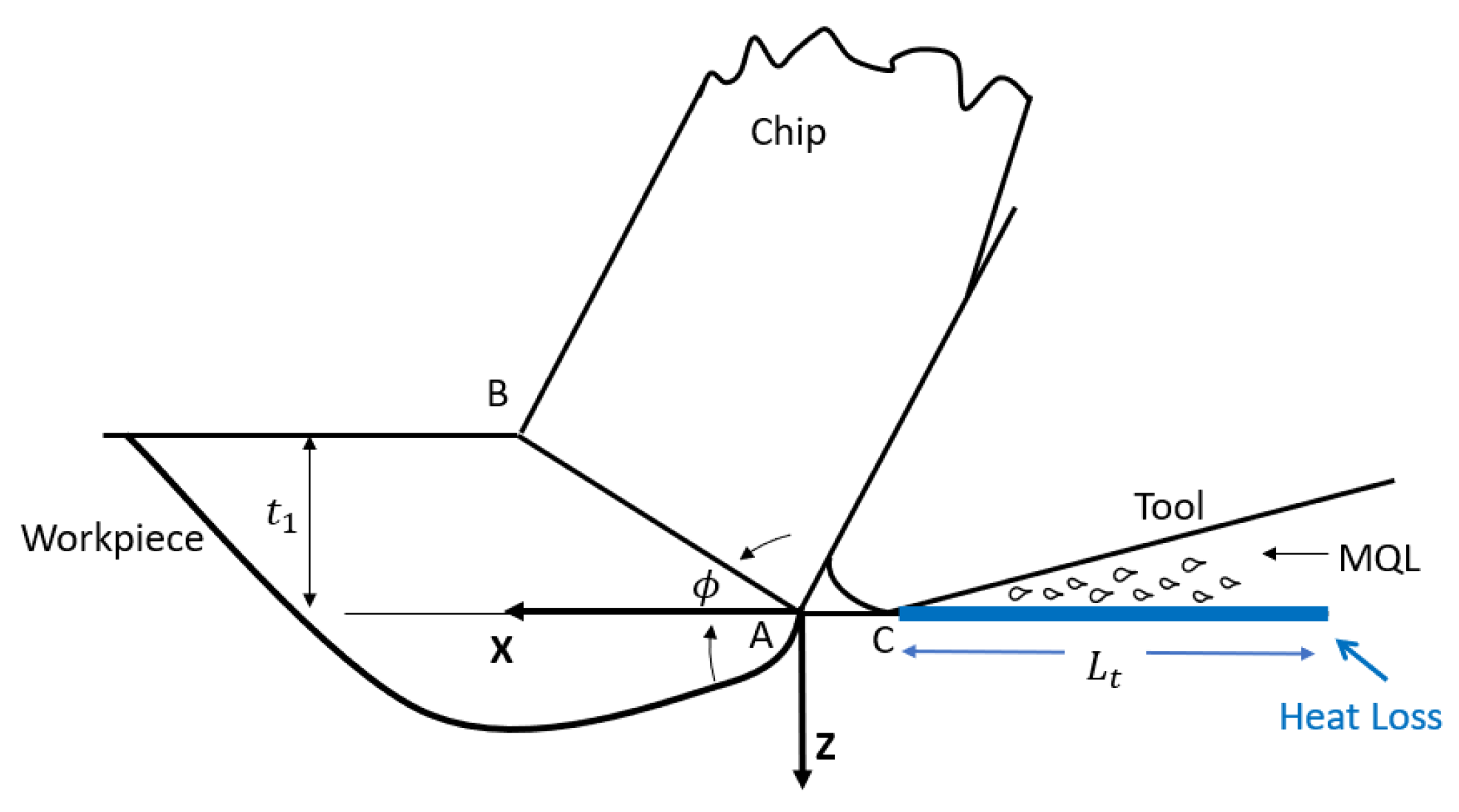
24]. The effects of MQL are considered with the boundary layer lubrication effect analysis together with three heat sources, namely the primary, the secondary, and the heat loss region considered as in Ji’s study [
25].
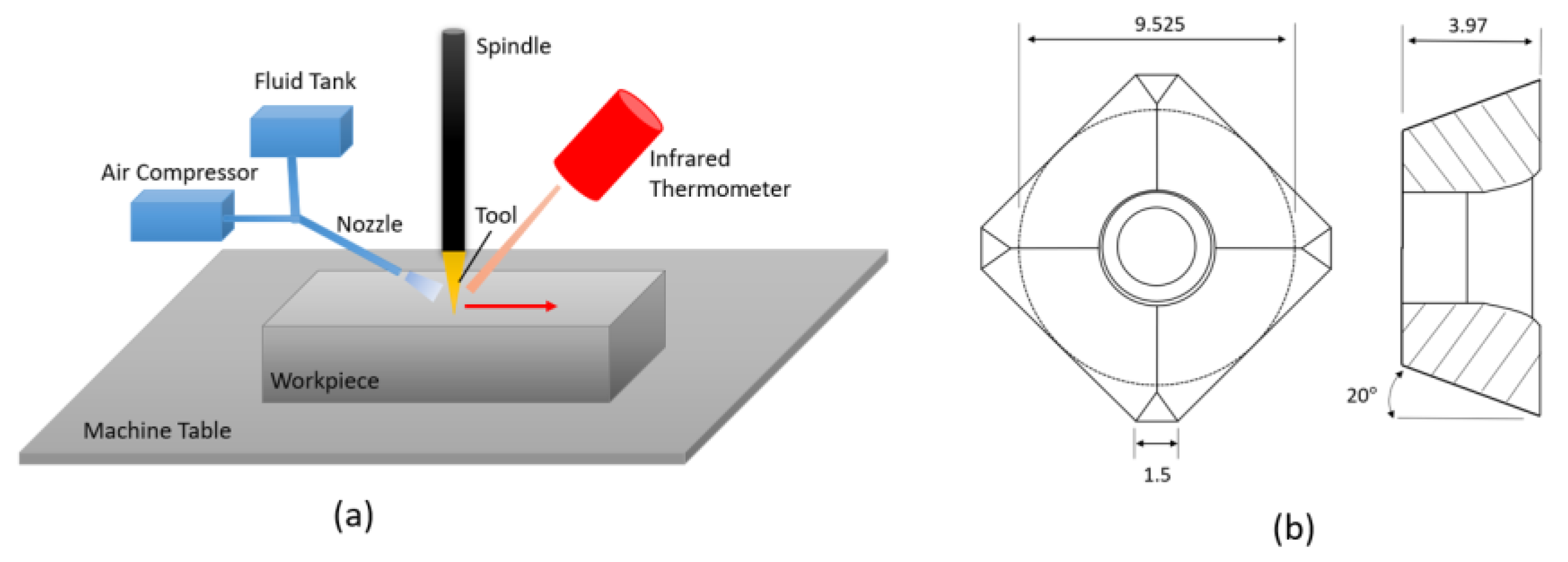
The proposed model is then validated with experimental data with the milling of AISI D2. This material is chosen for its wide usage [
26]. While AISI D2 can be used as a high-efficiency cutting tool, its superior hardness and toughness also make it difficult to be machined. Thus, the development of a nonconventional machining process for the material is necessary [
27]. After the model is calibrated and validated, a sensitivity analysis is performed to provide a better understanding of the effects of cutting parameters on the temperature.


 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}