
Investigations on Effects of Forming Parameters on Product Dimensions in Cold Drawing of AISI-316 Stainless Steel Rods

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
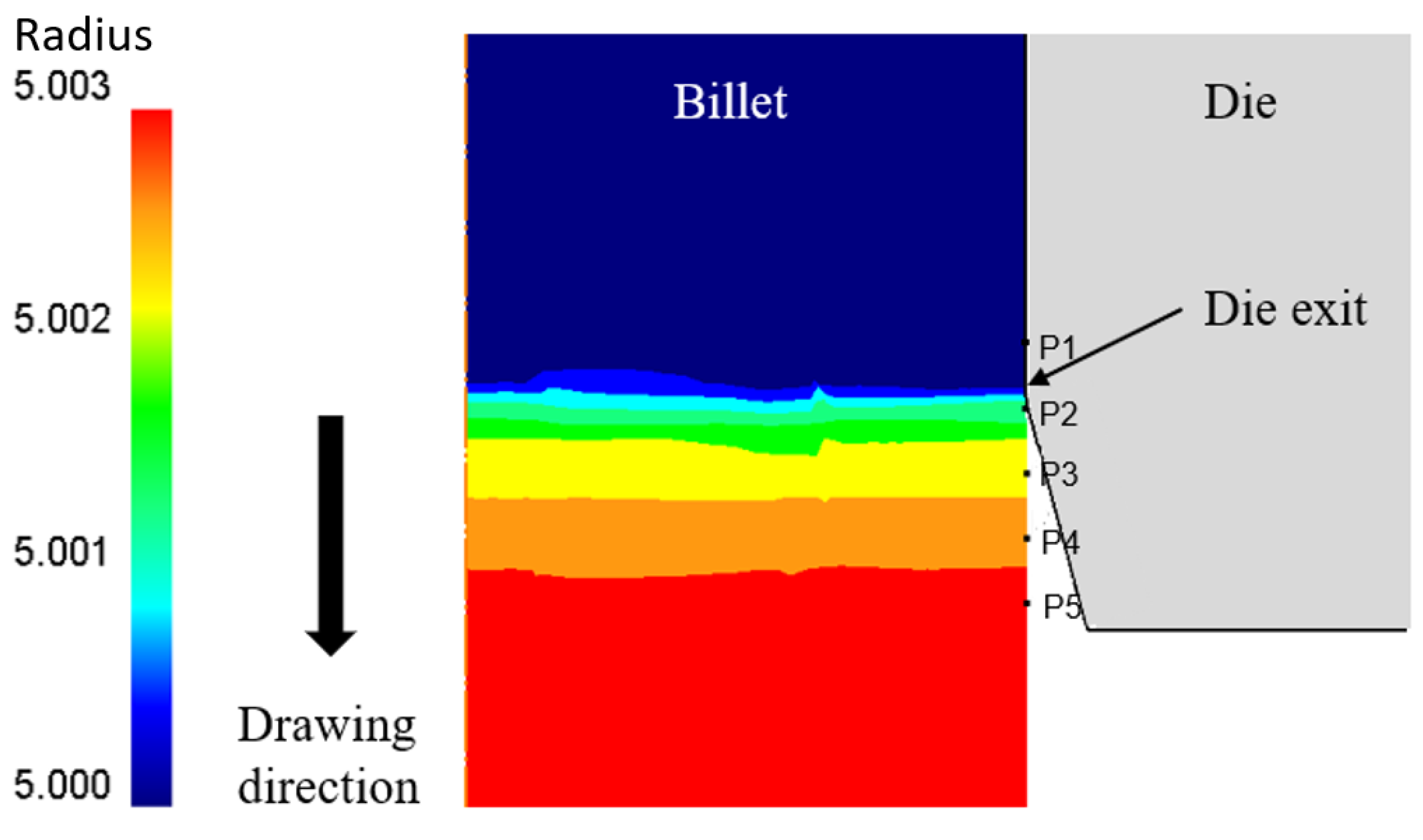
3.1. Analysis of ∆R
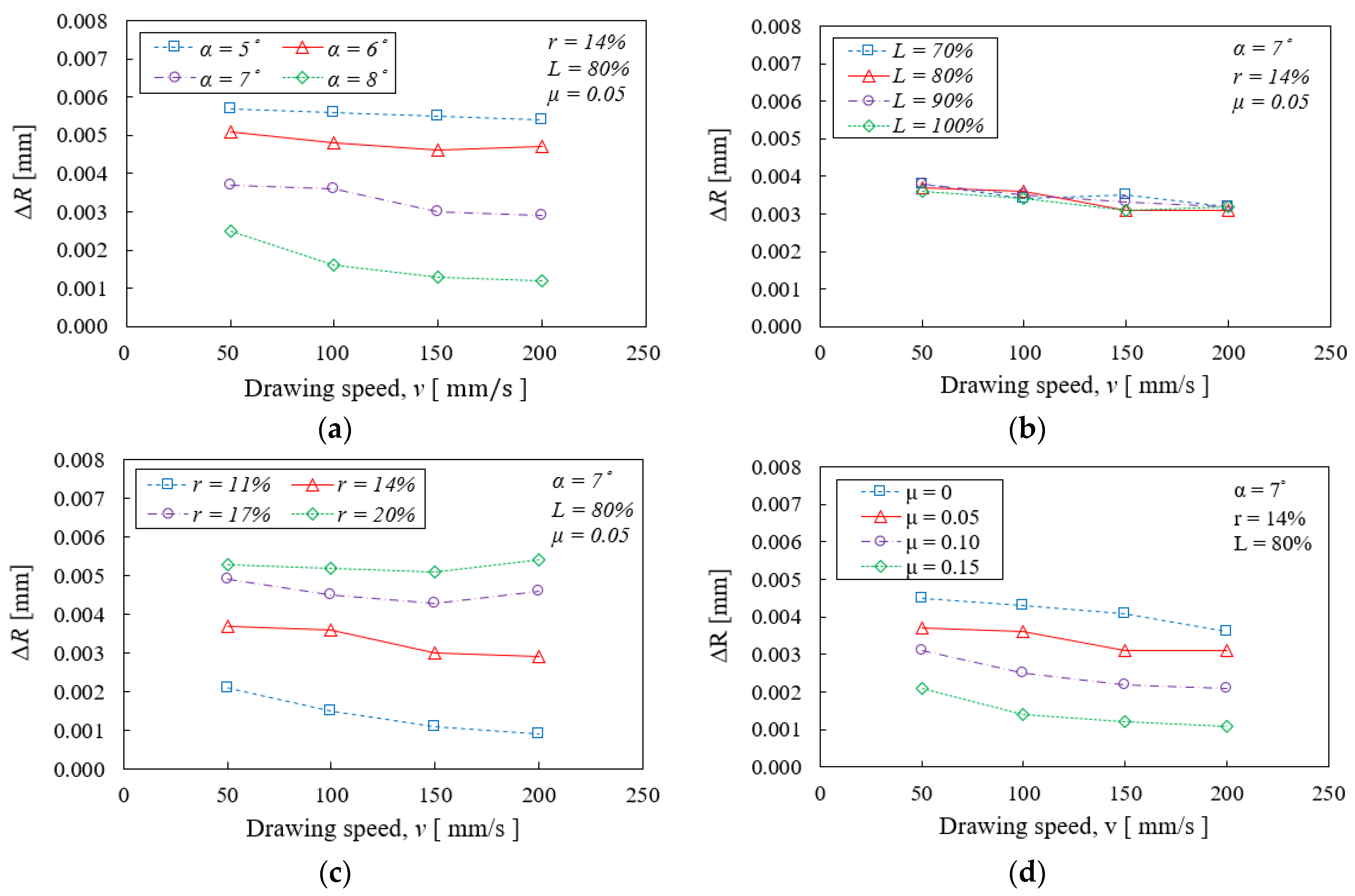
3.2. Effects of Different Forming Parameters on ∆R
3.3. Empirical Formula
3.4. Drawing Experiments
4. Conclusions
- (1)
- A positive ∆R always exists owing to the presence of elastic recovery in the billet and the die cavity expansion during the drawing process.
- (2)
- ∆R increases significantly with reduction ratio and decreases significantly with semi-die angle and friction between the billet and the die. It also decreases slightly with drawing speed in most cases. The change in bearing ratio has nearly no impact on it.
- (3)
- The five forming parameters show weak interactions, according to the shape of the ∆R graphs.
- (4)
- With a better understanding of ∆R, the desired product dimensions can be achieved by proper die design and drawing conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Chen, D.C.; Huang, J.Y. Design of brass alloy drawing process using Taguchi method. Mater. Sci. Eng. A 2007, 464, 135–140. [Google Scholar] [CrossRef]
- Kabayama, L.K.; Taguchi, S.P.; Martinez, G.A.S. The influence of die geometry on stress distribution by experimental and FEM simulation on electrolytic copper wiredrawing. Mater. Res. 2009, 12, 281–285. [Google Scholar] [CrossRef]
- Haddi, A.; Imad, A.; Vega, G. Analysis of temperature and speed effects on the drawing stress for improving the wire drawing process. Mater. Des. 2011, 32, 4310–4315. [Google Scholar] [CrossRef]
- Martinez, G.A.S.; Santos, E.F.D.; Kabayama, L.K.; Guidi, E.S.; Silva, F.D.A. Influences of different die bearing geometries on the wire-drawing process. Metals 2019, 9, 1089. [Google Scholar] [CrossRef] [Green Version]
- Martinez, G.A.S.; Qian, W.L.; Kabayama, L.K.; Prisco, U. Effect of Process Parameters in Copper-Wire Drawing. Metals 2020, 10, 105. [Google Scholar] [CrossRef] [Green Version]
- Tintelecan, M.; Sas-Boca, I.M.; Ilutiu-Varvara, D.A. The influence of the dies geometry on the drawing force for steel wires. Procedia Eng. 2017, 181, 193–199. [Google Scholar] [CrossRef]
- Suliga, M.; Wartacz, R.; Michalczyk, J. The influence of the angle of the working part of the die on the high speed drawing process of low carbon steel wires. Metall. Mater. Trans. A 2017, 62, 483–487. [Google Scholar] [CrossRef] [Green Version]
- Nagashima, R.; Yoshida, K. Development of shaped copper magnet wire for hybrid motor by drawing. Procedia Manuf. 2018, 15, 209–216. [Google Scholar] [CrossRef]
- Yamakawa, E. Technologies and issues of drawing dies. Bull. JSTP 2021, 4, 439–444. [Google Scholar]
- Lin, H.S.; Hsu, Y.C.; Keh, C.C. Inhomogeneous deformation and residual stress in skin-pass axisymmetric drawing. J. Mater. Process. Technol. 2008, 201, 128–132. [Google Scholar] [CrossRef]
- Majzoobi, G.H.; Saniee, F.F.; Aghili, A. An investigation into the effect of redundant shear deformation in bar drawing. J. Mater. Process. Technol. 2008, 201, 133–137. [Google Scholar] [CrossRef]
- Vega, G.; Haddi, A.; Imad, A. Investigation of process parameters effect on the copper-wire drawing. Mater. Des. 2009, 30, 3308–3312. [Google Scholar] [CrossRef]
- Rencher, A.C.; Christensen, W.F. Methods of Multivariate Analysis, 3rd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2012. [Google Scholar]
- Yan, X.; Su, X.G. Linear Regression Analysis: Theory and Computing; World Scientific: Singapore, 2009. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Forming Conditions | Value |
|---|---|
| Modulus of elasticity of the die [GPa] | 669 |
| Modulus of elasticity of the billet [GPa] | 210 |
| Yield strength of the billet [MPa] | 204 |
| Initial radius of the billet, Ri [mm] | 5.3, 5.4, 5.5, 5.6 |
| Radius of die exit, Ro [mm] | 5 |
| Semi-die angle, α [ ° ] | 5, 6, 7, 8 |
| Bearing length, l [mm] | 3.5, 4.0, 4.5, 5.0 |
| Bearing ratio, L = l/Ro | 70%, 80%, 90%, 100% |
| Reduction ratio, r = (Ri2 − Ro2)/Ri2 | 11.00%, 14.27%, 17.36%, 20.28% |
| Drawing speed, v [mm/s] | 50, 100, 150, 200 |
| Friction coefficient, μ | 0, 0.05, 0.10, 0.15 |
| Billet | Diameter of the Drawn Product [mm] | ||
|---|---|---|---|
| Formula | Simulation | Experiment | |
| AISI-316 stainless steel rod with initial dimeter = 8.00 mm | 7.502 | 7.502 | 7.503 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hwang, Y.-M.; Tsui, H.S.R.; Lin, M.-R. Investigations on Effects of Forming Parameters on Product Dimensions in Cold Drawing of AISI-316 Stainless Steel Rods. Metals 2022, 12, 690. https://doi.org/10.3390/met12040690
Hwang Y-M, Tsui HSR, Lin M-R. Investigations on Effects of Forming Parameters on Product Dimensions in Cold Drawing of AISI-316 Stainless Steel Rods. Metals. 2022; 12(4):690. https://doi.org/10.3390/met12040690
Chicago/Turabian StyleHwang, Yeong-Maw, Hiu Shan Rachel Tsui, and Man-Ru Lin. 2022. "Investigations on Effects of Forming Parameters on Product Dimensions in Cold Drawing of AISI-316 Stainless Steel Rods" Metals 12, no. 4: 690. https://doi.org/10.3390/met12040690