
Primary Study on Medium and Low Carbon Ferromanganese Production by Blowing CO2-O2 Mixtures in Converter

Abstract
:1. Introduction
- The reactions between O2 and elements in melt release huge quantities of heat that can raise temperature in the bath to a high level in a short time, which will accelerate refractory erosion.
2. Experiment
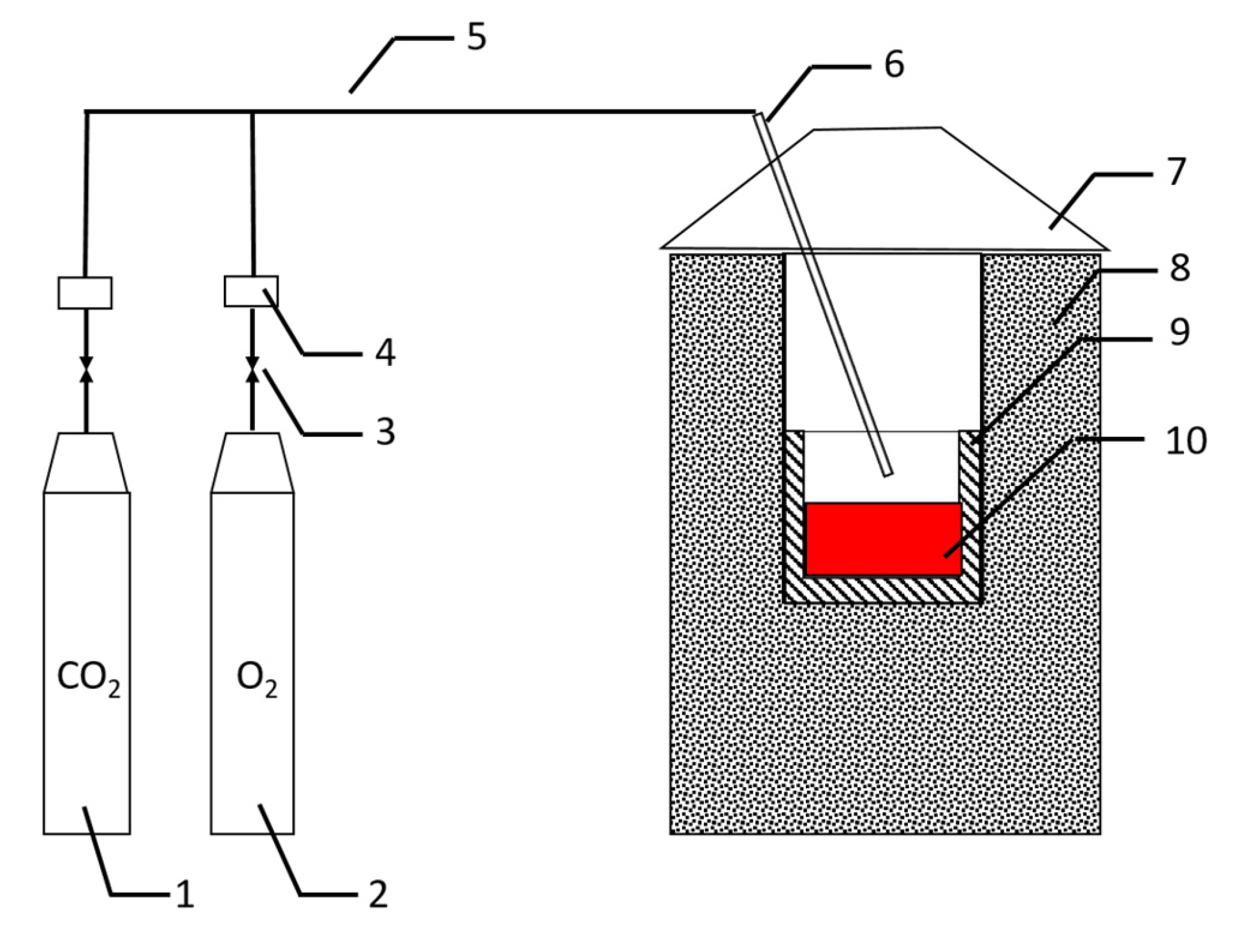
2.1. Apparatus and Materials
2.2. Operation Procedure
2.3. Preliminary Experiments for Decarburization of HCFeMn
2.4. Formal Experiments for Decarburization of HCFeMn
3. Results and Discussion
3.1. Effect of CO2 on Decarburization and Mn Preservation
3.1.1. Effect of CO2 Ratio on the Variation in C Content in Melt
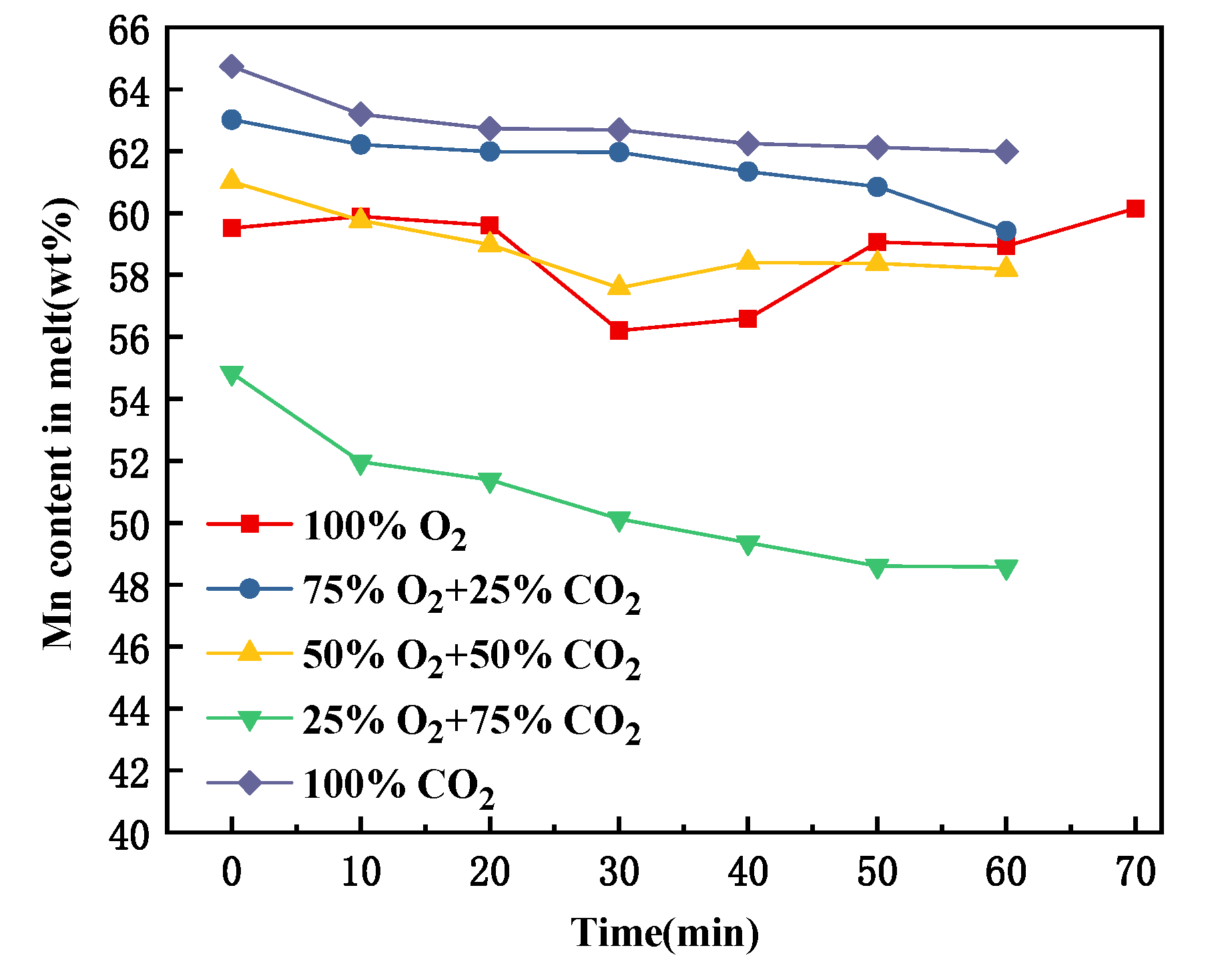
3.1.2. Effect of CO2 Ratio on the Variation in Mn Content in Melt
3.1.3. Optimum CO2 Ratio for Decarburization and Mn Preservation
3.2. Hypothesis 1 on the Kinetics of Decarburization with CO2-O2 Mixtures
3.2.1. Effect of CO2 Ratio on the Decarburization Rate of HCFeMn
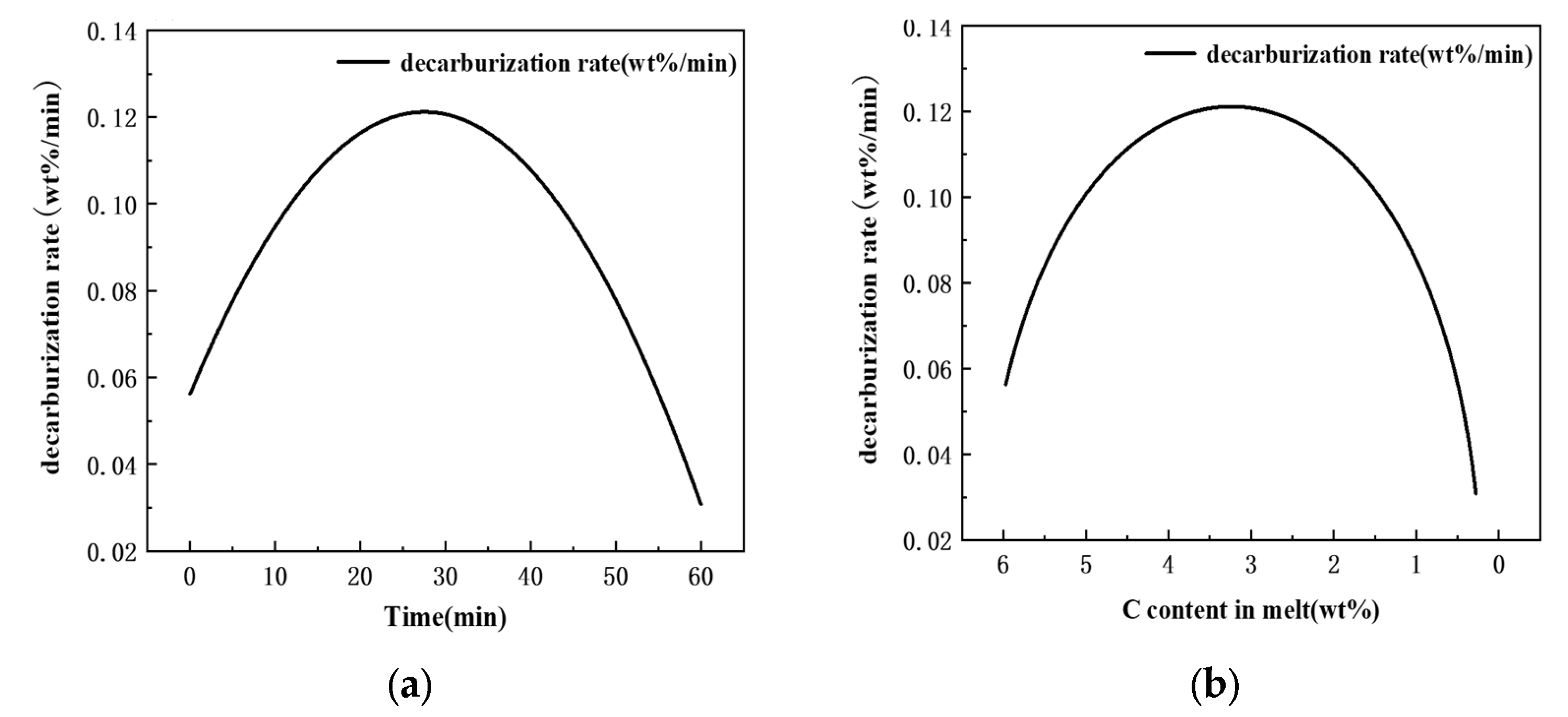
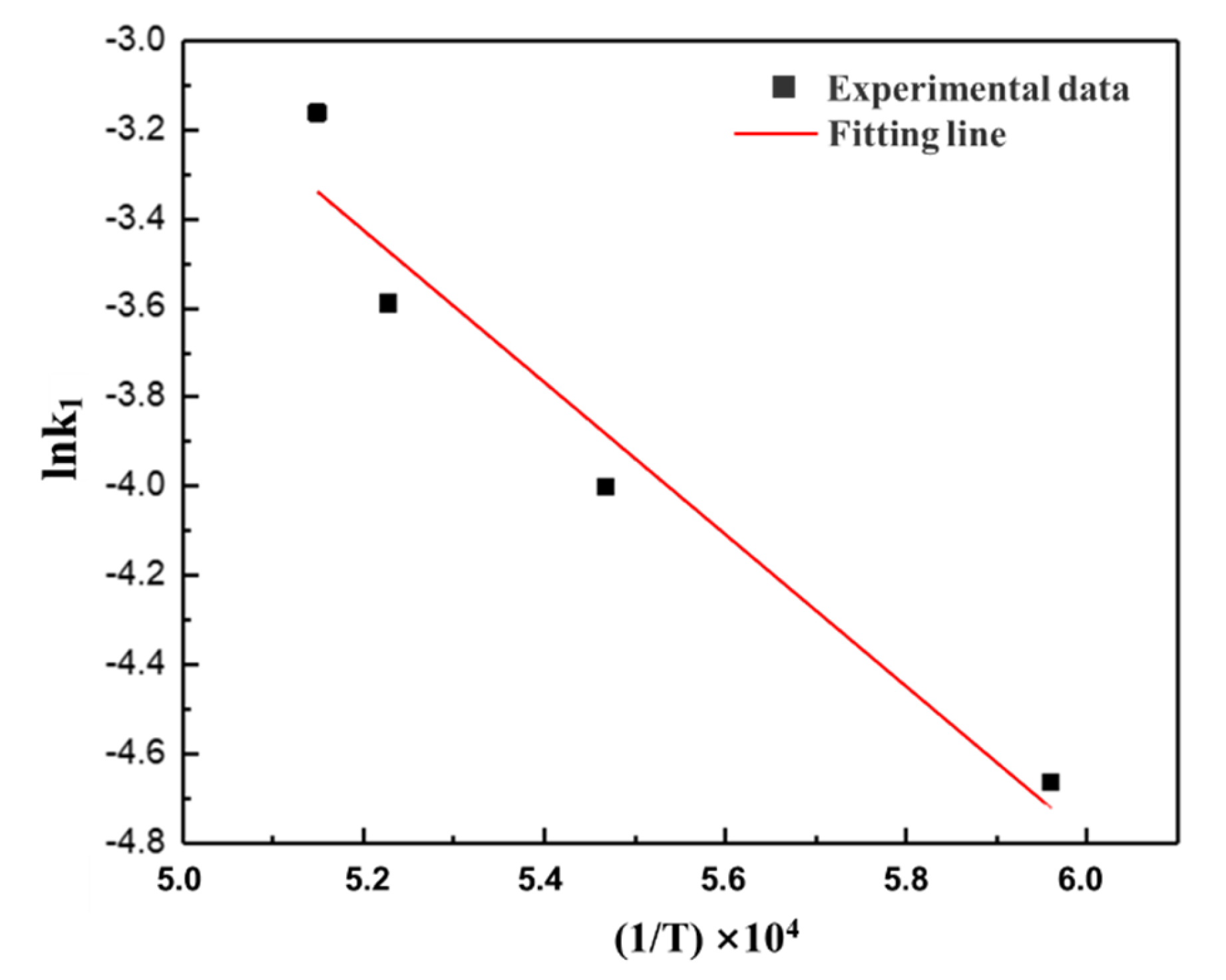
3.2.2. Kinetics of Decarburization of HCFeMn with 100%O2
- —concentration of C in the melt, mol/L;
- t—time, min;
- k1—rate constant, 1/min.
- —decarbonization rate, wt%/min;
- —mass fraction of C in the melt at time t, wt%.
3.3. Hypothesis 2 on the Kinetics of Decarburization with CO2-O2 Mixtures
3.3.1. Kinetics of Decarburization of HCFeMn with Pure O2 during the First Stage
3.3.2. Kinetics of Decarburization of HCFeMn with Pure O2 during the Second Stage
- (dωC)/dt—decarburization rate, wt%/min;
- A—gas–liquid interface area, m2;
- k3—mass transfer coefficient of C in melt;
- ρ—density of ferromanganese melt, kg/m3;
- ωC—mass fraction of C in the melt at time t, wt%;
- ωCe—the equilibrium mass fraction of C at the gas–liquid interface, wt%.
- ωC—carbon content of melt, wt%;
- k—proportional coefficient, .
- t—experiment time, min;
- C—the integral constant.
3.3.3. Influence of CO2 on the Decarburization Kinetics of HCFeMn Melt
4. Conclusions
- It is feasible to introduce CO2 as a partial oxidant for decarburizing HCFeMn. The manganese yield can be increased by introducing a certain amount of CO2 into O2 as the react gas. In the current study, the optimal proportion of CO2 in the mixed gas was found to be 25%.
- Two hypotheses were proposed to analyze the kinetics of decarburization rate in the process of blowing pure O2. Hypothesis 1 holds that the decarburization is a one-stage process and is controlled by the interface reaction between C in the melt and O2. In hypothesis 2, the decarburization process can be divided into two stages, where the speed of the first stage is controlled by the interface reaction while the reaction rate during the second stage is controlled by the mass transfer of carbon.
- In hypothesis 1, the expression of the reaction rate constant for the decarburization process when blowing pure O2 is lnk1 = 8.82196 – 22750.56534/T. The introduction of CO2 to O2 has no essential effect on the kinetics mechanism of decarburization.
- According to hypothesis 2, the expression of the reaction rate constant for the decarburization process when blowing pure O2 during the first stage is , and this expression of K1 is more accurate than that found on the basis of hypothesis 1. The second stage’s reaction rate constant expression is . In contrast, the decarburization of HCFeMn with CO2-O2 mixed gas can preliminarily be divided into three stages on the basis of the results in the current study, as distinct from the two stages found when blowing pure O2. However, the details and precision of these conclusions require further study.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Steenkamp, J.D.; Basson, J. The manganese ferroalloys industry in southern Africa. J. S. Afr. I. Min. Met. 2012, 113, 667–676. [Google Scholar]
- Montoya, A.; Sevilla, A. Refining manganese alloys by bottom blowing. Transactions 1991, 18, 233–239. [Google Scholar]
- You, B.D.; Park, K.Y.; Pak, J.J.; Han, J.W. Oxygen refining of molten high-carbon ferromanganese. Met. Mater. Int. 1999, 5, 395–399. [Google Scholar]
- Nell, J.; Nolet, L. Development of a dynamic model for a manganese oxygen refining (MOR) converter. In Proceedings of the 12th International Ferroalloys Congress: Sustainable Future, Helsinki, Finland, 6–9 June 2010. [Google Scholar]
- Schurmann, E.; Ender, A.; Hoffken, E.; Litterscheidt, H.; Schutz, C.H. Ferromanganese affine production by the TBM process. Stahl Eisen 1993, 113, 77–82. [Google Scholar]
- Zhang, K.T. Production and refining of ferromanganese by carbon ferromanganese oxygen blowing (MOR). Jiangxi Met. 1982, 2, 116–119. [Google Scholar]
- Barcza, N.A.; O’Shaughnessy, D.P. Optimum Slag–Alloy relationships for the production of medium- to low-carbon ferromanganese. Can. Met. Q. 1981, 20, 285–294. [Google Scholar] [CrossRef]
- Zhang, H.; Jia, Z.; Luo, D. Making medium-low carbon ferro-manganese in basic oxygen furnace. Iron Steel 1981, 5, 15–20. [Google Scholar]
- Li, N.; Zhang, H.; Luo, D. The smelting of medium carbon ferromanoanese by BF-BOF process. Iron Steel 1983, 8, 24–27. [Google Scholar]
- Yu, H.C.; Wang, H.J.; Chu, S.J.; XU, Z. Evaluation on heat and materials balance of CO2 involved in converter process for M-LCFeCr production. In Proceedings of the 14th Unternational Ferroalloys Congress, Kiev, Ukraine, 1–4 June 2015. [Google Scholar]
- You, B.D.; Lee, B.W.; Pak, J.J. Manganese loss during the oxygen refining of high-carbon ferromanganese melts. Met. Mater. Int. 1999, 5, 497. [Google Scholar] [CrossRef]
- Lee, Y.E.; Kolbeinsen, L. Kinetics of oxygen refining process for ferromanganese alloys. ISIJ Int. 2005, 45, 1282–1290. [Google Scholar] [CrossRef] [Green Version]
- Wu, W.H.; Zhu, R.; Li, Z.Z.; Wang, C.Y.; Wei, G.S. CO2 conversion and decarburization kinetics of CO2 gas and liquid Fe–C alloy at 1873K. J. Iron Steel Res. Int. 2021, 29, 425–433. [Google Scholar] [CrossRef]
- Yin, Z.J.; Zhu, R.; Yi, C.; Chen, B.Y.; Wang, C.R.; Ke, J.X. Fundamental research on controlling BOF dust by COMI steelmaking process. Iron Steel 2009, 44, 92–94. [Google Scholar]
- Ning, X.J.; Yin, Z.J.; Yi, C.; Zhu, R.; Dong, K. Experimental study on reducing steel dust with CO2. Steelmaking 2009, 25, 32–34. [Google Scholar]
- Liu, H.; Liu, J.; Johannes, S.; Penz, F.M.; Sun, L.; Zhang, R.; An, Z. Effect of CO2 and O2 mixed injection on the decarburization and manganese retention in High-Mn Twinning-Induced Plasticity Steels. Met. Mater. Trans. B 2020, 51, 756–762. [Google Scholar] [CrossRef]
- Bi, X.R.; Zhu, R.; Liu, R.Z.; Lv, M.; Yi, C. Fundamental research on CO2 and O2 mixed injection stainless steelmaking process. Steelmaking 2012, 28, 67–70. [Google Scholar]
- Xie, M.Y.; Xu, H.; Dong, X.B.; Liu, J.H. Thermodynamic analysis of decarburization and hold manganese by mixed blowing carbon dioxide in high manganese stainless steel. Ferroalloy 2021, 52, 16–18. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mn | Si | P | S | C | |
|---|---|---|---|---|---|
| HCFeMn | 75.00 | 1.00 | 0.14 | 0.01 | 6.40 |
| Pig iron | - | - | - | - | 4.00 |
| No. | Gas | Flow Rate/L × min−1 | Time/min | Weight of HCFeMn/kg | Weight of Pig Iron/kg | Weight of Melt/kg |
|---|---|---|---|---|---|---|
| 1 | O2 | 6 | 70 | 4.00 | 1.00 | 5.00 |
| 2 | O2 | 12 | 70 | 4.00 | 1.00 | 5.00 |
| 3 | O2 | 18 | 70 | 4.00 | 1.00 | 5.00 |
| No. | Time/min | Ratio of CO2 | Ratio of O2 | Weight of HCFeMn/kg | Weight of Pig Iron/kg | Weight of HCFeMn Melt/kg |
|---|---|---|---|---|---|---|
| 4 | 60 | 25% | 75% | 4.00 | 1.00 | 5.00 |
| 5 | 60 | 50% | 50% | 4.00 | 1.00 | 5.00 |
| 6 | 60 | 75% | 25% | 4.00 | 1.00 | 5.00 |
| 7 | 60 | 100% | 0% | 4.00 | 1.00 | 5.00 |
| No. | Ratio of CO2 | Weight of Melt at Beginning/kg | Weight of Melt at Endpoint/kg | Content of Mn at Beginning/wt% | Content of Mn at Endpoint/wt% | Yield of Mn |
|---|---|---|---|---|---|---|
| 1 | 0 | 5.00 | 2.78 | 59.52 | 60.15 | 56% |
| 4 | 25% | 5.00 | 3.81 | 63.02 | 59.42 | 72% |
| 5 | 50% | 5.00 | 4.03 | 61.02 | 58.19 | 76% |
| 6 | 75% | 5.00 | 4.16 | 54.84 | 48.57 | 74% |
| 7 | 100% | 5.00 | 4.48 | 64.74 | 61.99 | 86% |
| Number of Experiment | 1 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|
| Ratio of CO2 | 0 | 25% | 50% | 75% | 100% |
| Weight of melt at beginning/kg | 5.00 | 5.00 | 5.00 | 5.00 | 5.00 |
| Weight of melt at endpoint/kg | 2.78 | 3.81 | 4.03 | 4.16 | 4.48 |
| Content of Mn at beginning/wt% | 59.52 | 63.02 | 61.02 | 54.84 | 64.74 |
| Content of Mn at endpoint/wt% | 60.15 | 59.42 | 58.19 | 48.57 | 61.99 |
| ΔMn | 44% | 28% | 24% | 26% | 14% |
| Content of C at beginning/wt% | 5.97 | 5.86 | 5.69 | 4.75 | 6.16 |
| Content of C at endpoint/wt% | 0.33 | 1.82 | 2.47 | 1.96 | 4.18 |
| ΔC | 94% | 76% | 65% | 65% | 39% |
| A(ΔMn/ΔC) | 0.47 | 0.37 | 0.37 | 0.40 | 0.36 |
| Gas | Equation | Precision | Decarburization Rate/wt%/min |
|---|---|---|---|
| 100%O2 | [%C] =−0.10064t + 6.03929 | 0.99195 | 0.10064 |
| 75%O2 + 25%CO2 | [%C] =−0.07179t + 6.17500 | 0.97779 | 0.07179 |
| 50%O2 + 50%CO2 | [%C] =−0.05282t + 5.96179 | 0.95096 | 0.05282 |
| 25%O2 + 75%CO2 | [%C] =−0.04579t + 4.62929 | 0.98311 | 0.04579 |
| 100%CO2 | [%C] =−0.03282t + 6.37321 | 0.93289 | 0.03282 |
| Proportion of CO2 | Component of O2 Rate | Component of CO2 Rate | Results of Superposition | Results of Fitting |
|---|---|---|---|---|
| 25% | 0.07548 | 0.008205 | 0.083685 | 0.07179 |
| 50% | 0.05032 | 0.01641 | 0.06673 | 0.05282 |
| 75% | 0.02516 | 0.024615 | 0.049775 | 0.04579 |
| Time/min | 0 | 10 | 20 | 30 | 40 | 50 | 60 |
|---|---|---|---|---|---|---|---|
| C content/wt% | 5.97 | 5.19 | 4.21 | 2.85 | 1.78 | 0.88 | 0.26 |
| k1 | 0.0169 | 0.0194 | 0.0239 | 0.0353 | 0.0565 | 0.1143 | 0.3871 |
| lnk1 | −0.408 | −3.942 | −3.734 | −3.344 | −2.874 | −2.169 | −0.949 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, Y.; Li, C.; Wang, H. Primary Study on Medium and Low Carbon Ferromanganese Production by Blowing CO2-O2 Mixtures in Converter. Metals 2022, 12, 682. https://doi.org/10.3390/met12040682
Han Y, Li C, Wang H. Primary Study on Medium and Low Carbon Ferromanganese Production by Blowing CO2-O2 Mixtures in Converter. Metals. 2022; 12(4):682. https://doi.org/10.3390/met12040682
Chicago/Turabian StyleHan, Yu, Cheng Li, and Haijuan Wang. 2022. "Primary Study on Medium and Low Carbon Ferromanganese Production by Blowing CO2-O2 Mixtures in Converter" Metals 12, no. 4: 682. https://doi.org/10.3390/met12040682