
Hot Deformation Behavior of an As-Extruded Mg-2.5Zn-4Y Alloy Containing LPSO Phases

Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
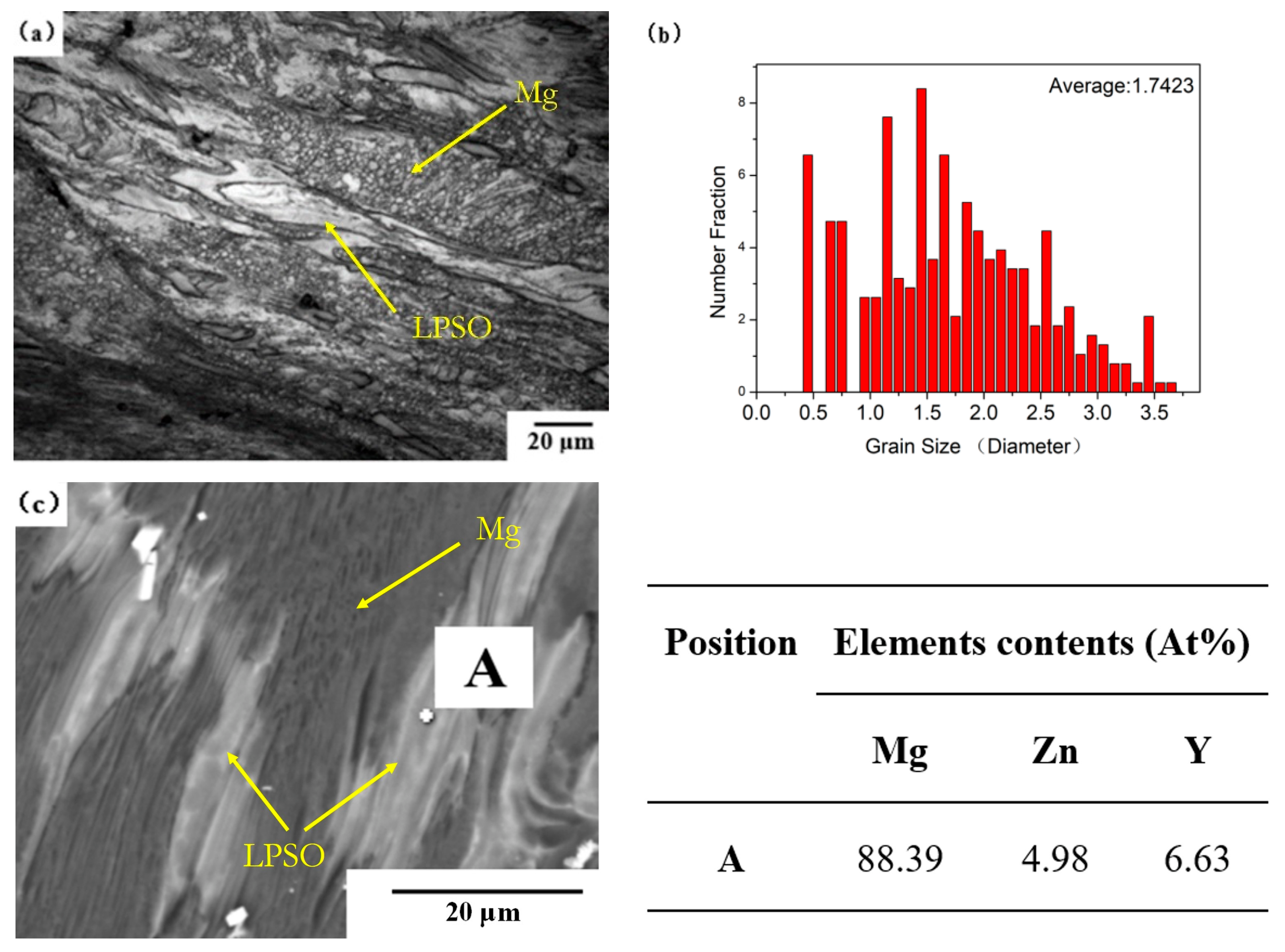
3.1. The Microstructure of an As-Extruded Mg-2.5Zn-4Y Alloy
3.2. True-Stress–True-Strain Curves of an As-Extruded Mg-2.5Zn-4Y Alloy
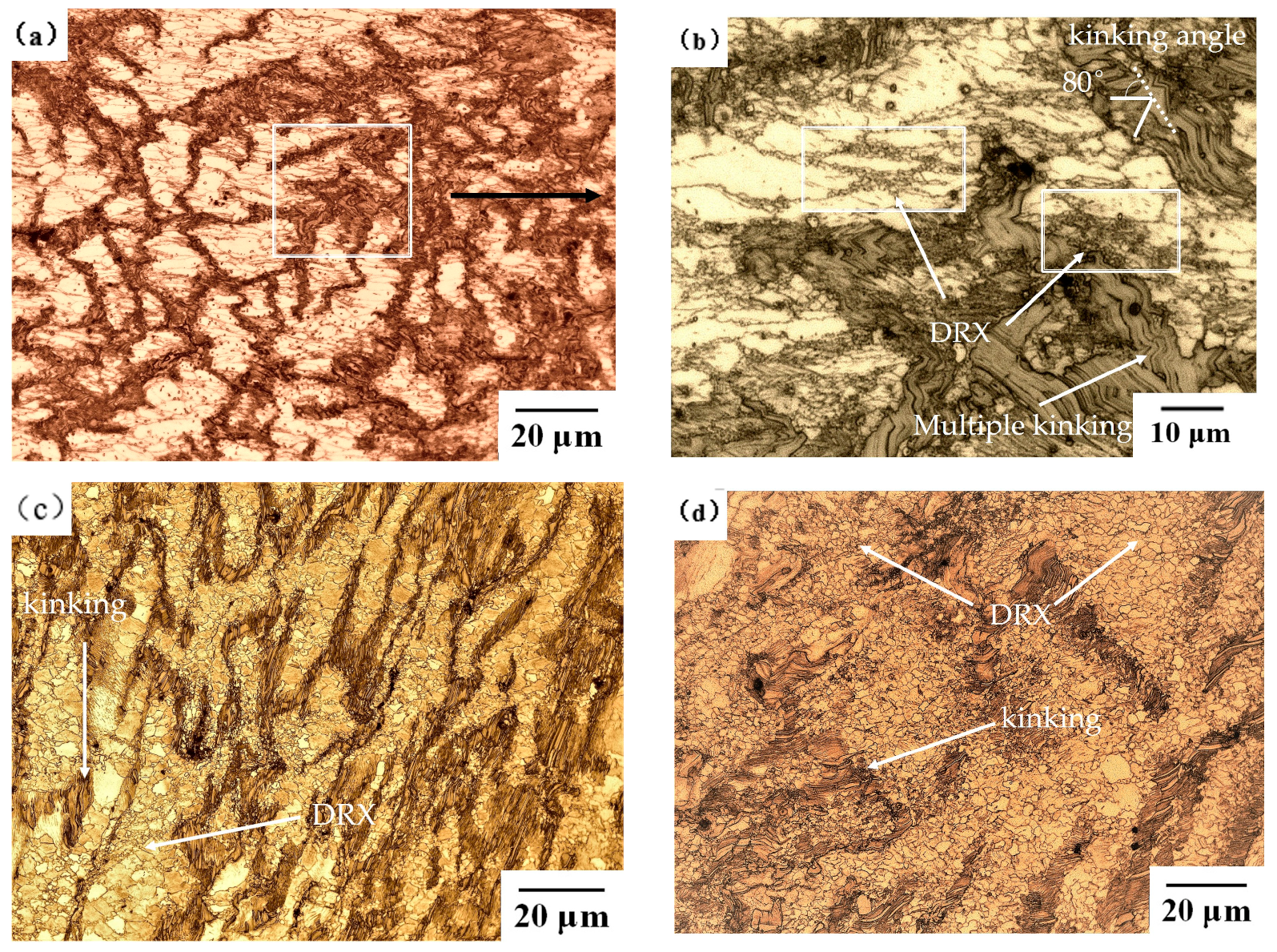
3.3. DRX Behaviour of an As-Extruded Mg-2.5Zn-4Y Alloy
3.4. Constitutive Equation
4. Conclusions
- As the strain rate increased, the flow stress also increased at the same temperature, and the flow stress reduced with increasing temperature at the same strain rate. Specifically, there was no obvious peak stress at different temperatures at the strain rate of 1 s−1.
- With an increase in the number of dynamic recrystallizations, kink deformation decreased dramatically. The kinking of LPSO phases and dynamic recrystallization both contribute significantly to the alloy’s softening under hot compression.
- The number of dynamic recrystallizations increased with the increase in temperature or reducing strain rate. The specimens compressed at 400 °C/0.001 s−1 exhibited relatively large DRX ratios and the best working performance.
- The test alloy’s Q value was determined as 212.144 kJ/mol. The constitutive equation of an as-extruded Mg-2.5Zn-4Y alloy with LPSO phases deformed at various deformation temperatures is as follows:
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Matsushita, M.; Masuda, K.; Waki, R.; Ohfuji, H.; Yamasaki, M.; Kawamura, Y. Ultrafine spherulite Mg alloy with high yield strength. J. Alloys Compd. 2019, 784, 1284–1289. [Google Scholar] [CrossRef]
- Wei, Z.Q.; Liu, S.M.; Liu, Z.; Zhou, L.; Li, Y.; Mao, P.L.; Wang, F.; Wang, Z. Effects of Zn content on hot tearing susceptibility of Mg-Zn-Gd-Y-Zr alloys. Int. J. Met. 2022. [Google Scholar] [CrossRef]
- Liu, S.M.; Wei, Z.Q.; Liu, Z.; Mao, P.L.; Wang, F.; Wang, Z.; Zhou, L.; Yin, X.N. Effect of Zn content on hot tearing susceptibility of LPSO enhanced Mg–Znx–Y2–Zr0.06 alloys with different initial mold temperatures. J. Alloys Compd. 2022, 904, 163963. [Google Scholar] [CrossRef]
- Zhu, Y.M.; Morton, A.J.; Nie, J.F. Growth and transformation mechanisms of 18R and 14H in Mg-Y-Zn alloys. Acta Mater. 2012, 60, 6562–6572. [Google Scholar] [CrossRef]
- Luo, Z.P.; Zhang, S.Q. High-resolution electron microscopy on the X-Mg12ZnY phase in a high strength Mg-Zn-Zr-Y magnesium alloy. J. Mater. Sci. Lett. 2000, 19, 813–815. [Google Scholar] [CrossRef]
- Hagiwara, K.; Kinoshita, A.; Sugino, Y.; Yamasaki, M.; Kawamura, Y.; Yasuda, H.Y.; Umakoshi, Y. Plastic deformation behavior of Mg97Zn1Y2 extruded alloys. Trans. Nonferrous Met. Soc. 2010, 7, 1259–1268. [Google Scholar] [CrossRef]
- Kim, J.; Kawamura, Y. Influence of rare earth elements on microstructure and mechanical properties of Mg97Zn1Y1RE1 alloys. Mater. Sci. Eng. A 2013, 573, 62–66. [Google Scholar] [CrossRef]
- Tong, L.; Li, X.H.; Zhang, H.J. Effect of long period stacking ordered phase on the microstructure, texture and mechanical properties of extruded Mg-Y-Zn alloy. Mater. Sci. Eng. A 2013, 563, 177–183. [Google Scholar] [CrossRef]
- Peng, C.; Zhao, Y.; Lu, R.P.; Hou, H. Effect of the morphology of long-period stacking ordered phase on mechanical properties and corrosion behavior of cast Mg-Zn-Y-Ti alloy. J. Alloys Compd. 2018, 764, 226–238. [Google Scholar]
- Hagihara, K.; Kinoshita, A.; Sugino, Y.; Yamasaki, M.; Kawamura, Y.; Yasuda, H.Y.; Umakoshi, Y. Effect of long-period stacking ordered phase on mechanical properties of Mg97Zn1Y2 extruded alloy. Acta Mater. 2010, 58, 6282–6293. [Google Scholar] [CrossRef]
- Hagihara, K.; Sugino, Y.; Fukusumi, Y.; Umakoshi, Y.; Nakano, T. Plastic deformation behavior of Mg12ZnY LPSO-phase with 14h-typed structure. Mater. Trans. 2011, 5, 1096–1103. [Google Scholar] [CrossRef] [Green Version]
- Garces, G.; Barea, R.; Stark, A.; Schell, N. Anisotropic Plastic Behavior in an Extruded Long-Period Ordered Structure Mg90Y6.5Ni3.5 (at.%) Alloy. Crystals 2020, 10, 279. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.X.; Chen, S.F.; Cheng, M.; Zheng, C.; Zhang, S.H. Modeling the dynamic recrystallization of Mg-11Gd-4Y-2Zn-0.4Zr alloy considering non-uniform deformation and LPSO kinking during hot compression. Acta Metall. Sin. (Engl. Lett.) 2019, 32, 1122–1134. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Zeng, X.; Lu, C.; Ding, w. Deformation behavior and dynamic recrystallization of a Mg-Zn-Y-Zr alloy. Mater. Sci. Eng. A 2006, 428, 91–97. [Google Scholar] [CrossRef]
- Hao, J.Q.; Zhang, J.S.; Li, B.Q.; Xie, R.Z. Effects of 14H LPSO phase on the dynamic recrystallization and work hardening behaviors of an extruded Mg-Zn-Y-Mn alloy. Mater. Sci. Eng. A 2021, 804, 140727. [Google Scholar] [CrossRef]
- Du, Y.Z.; Zheng, M.Y.; Qiao, X.G.; Wu, K.; Liu, X.D.; Wang, G.J.; Lv, X.Y.; Li, M.J.; Liu, X.L.; Liu, Z.J.; et al. The effect of double extrusion on the microstructure and mechanical properties of Mg-Zn-Ca alloy. Mater. Sci. Eng. A 2013, 583, 69–77. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Y.; Zeng, X.; Ding, W. Characterization of dynamic recrystallisation in as-homogenized Mg-Zn-Y-Zr alloy using processing map. J. Mater. Sci. 2006, 41, 3603–3608. [Google Scholar] [CrossRef]
- Fan, Z.B.; Lin, X.P.; Dong, Y.; Xu, R.; Li, C.; Liu, N. Constitutive model and deformation microstructure of fine-grain Mg-Zn-Y alloy solidified under high pressure. J. Rare Earths 2016, 34, 945–951. [Google Scholar] [CrossRef]
- Hao, J.Q.; Zhang, J.S.; Xu, C.X.; Nie, K.B. Optimum parameters and kinetic analysis for hot working of a solution-treated Mg-Zn-Y-Mn magnesium alloy. J. Alloys Compd. 2018, 754, 283–296. [Google Scholar] [CrossRef]
- Li, L.; Qi, F.; Wang, Q.; Hou, C.; Ouyang, X. Hot deformation behavior of Mg95.21Zn1.44Y2.86Mn0.49 alloy containing LPSO phase. Mater. Charact. 2020, 169, 110649. [Google Scholar] [CrossRef]
- Zhang, G.; Zhang, Z.; Li, X.; Yan, Z.; Che, X.; Yu, J.; Meng, Y.Z. Effects of repetitive upsetting-extrusion parameters on microstructure and texture evolution of Mg-Gd-Y-Zn-Zr alloy. J. Alloys Compd. 2019, 790, 48–57. [Google Scholar] [CrossRef]
- Zhang, Z.; Du, Y.; Zhang, G.; Yan, Z.; Yu, J.; Meng, M. Microstructure and mechanical properties of Mg-Gd-Y-Zn-Zr alloy prepared by repetitive upsetting and extrusion. Mater. Trans. 2018, 59, 669–673. [Google Scholar] [CrossRef] [Green Version]
- Yu, J.M.; Zhang, Z.M.; Wang, Q.; Yin, X.Y.; Cui, J.Y. Dynamic recrystallization behavior of magnesium alloys with LPSO during hot deformation. J. Alloys Compd. 2017, 704, 382–389. [Google Scholar] [CrossRef]
- Xu, C.; Nakata, T.; Qiao, X.; Zheng, M.Y.; Wu, K.; Kamado, S. Effect of LPSO and SFs on microstructure evolution and mechanical properties of Mg-Gd-Y-Zn-Zr alloy. Sci. Rep. 2017, 7, 40846. [Google Scholar] [CrossRef] [PubMed]
- Galiyev, A.; Kaibyshev, R.; Gottstein, G. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60. Acta Mater. 2001, 49, 1199–1207. [Google Scholar] [CrossRef]
- Tan, J.C.; Tan, M.J. Superplasticity and grain boundary sliding characteristics in two stage deformation of Mg-3Al-1Zn alloy sheet. Mater. Sci. Eng. A 2003, 339, 124–132. [Google Scholar] [CrossRef]
- Wang, G.X.; Mao, P.L.; Wang, Z.; Zhou, L.; Wang, F.; Liu, Z. High strain rate deformation mechanism of Mg-2.5Zn-4Y magnesium alloy containing LPSO phase. Mater. Sci. Technol. 2021, 37, 14–22. [Google Scholar] [CrossRef]
- Pérez-Prado, M.T.; Del Valle, J.A.; Contreras, J.M.; Ruano, O.A. Microstructural evolution during large strain hot rolling of an AM60 Mg alloy. Scr. Mater. 2004, 50, 661–665. [Google Scholar] [CrossRef]
- Zhou, H.T.; Wang, Q.D.; Wei, Y.H.; Ding, W.J.; Mabuchi, M. Flow stress and microstructural evolution in as rolled AZ91 alloy during hot deformation. Trans. Nonferrous Met. Soc. China 2003, 13, 1265–1269. [Google Scholar]
- Ji, G.L.; Li, L.; Qin, F.L.; Zhu, L.Y.; Li, Q. Comparative study of phenomenological constitutive equations for an as-rolled M50NiL steel during hot deformation. J. Alloys Compd. 2017, 695, 2389–2399. [Google Scholar] [CrossRef]
- Wang, J.; Zhao, G.Q.; Chen, L.; Li, J.L. A comparative study of several constitutive models for powder metallurgy tungsten at elevated temperature. Mater. Des. 2016, 90, 91–100. [Google Scholar] [CrossRef]
- He, A.; Xie, G.L.; Zhang, H.L.; Wang, X.T. A comparative study on Johnson-Cook, modified Johnson-Cook and Arrhenius-type constitutive models to predict the high temperature flow stress in 20CrMo alloy steel. Mater. Des. 2013, 52, 677–685. [Google Scholar] [CrossRef]
- Xu, C.; Zheng, M.Y.; Wu, K. Effect of ageing treatment on the precipitation behavior of Mg-Gd-Y-Zn-Zr alloy. J. Alloys Compd. 2013, 550, 50–56. [Google Scholar] [CrossRef]
- Xia, X.; Chen, Q.; Huang, S.; Lin, J.; Hu, C.; Zhao, Z. Hot deformation behavior of extruded Mg-Zn-Y-Zr alloy. J. Alloys Compd. 2015, 644, 308–316. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Composition | Mg | Y | Zn |
|---|---|---|---|
| Mg–2.5Zn–4Y | Bal. | 3.89 | 2.41 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Mao, P.; Wang, Z.; Zhou, L.; Wang, F.; Liu, Z. Hot Deformation Behavior of an As-Extruded Mg-2.5Zn-4Y Alloy Containing LPSO Phases. Metals 2022, 12, 674. https://doi.org/10.3390/met12040674
Wang G, Mao P, Wang Z, Zhou L, Wang F, Liu Z. Hot Deformation Behavior of an As-Extruded Mg-2.5Zn-4Y Alloy Containing LPSO Phases. Metals. 2022; 12(4):674. https://doi.org/10.3390/met12040674
Chicago/Turabian StyleWang, Guoxin, Pingli Mao, Zhi Wang, Le Zhou, Feng Wang, and Zheng Liu. 2022. "Hot Deformation Behavior of an As-Extruded Mg-2.5Zn-4Y Alloy Containing LPSO Phases" Metals 12, no. 4: 674. https://doi.org/10.3390/met12040674