
On the Heterogeneous Distribution of Secondary Precipitates in Friction-Stir-Welded 2519 Aluminium Alloy

 , , ,
, , ,
Abstract
:1. Introduction
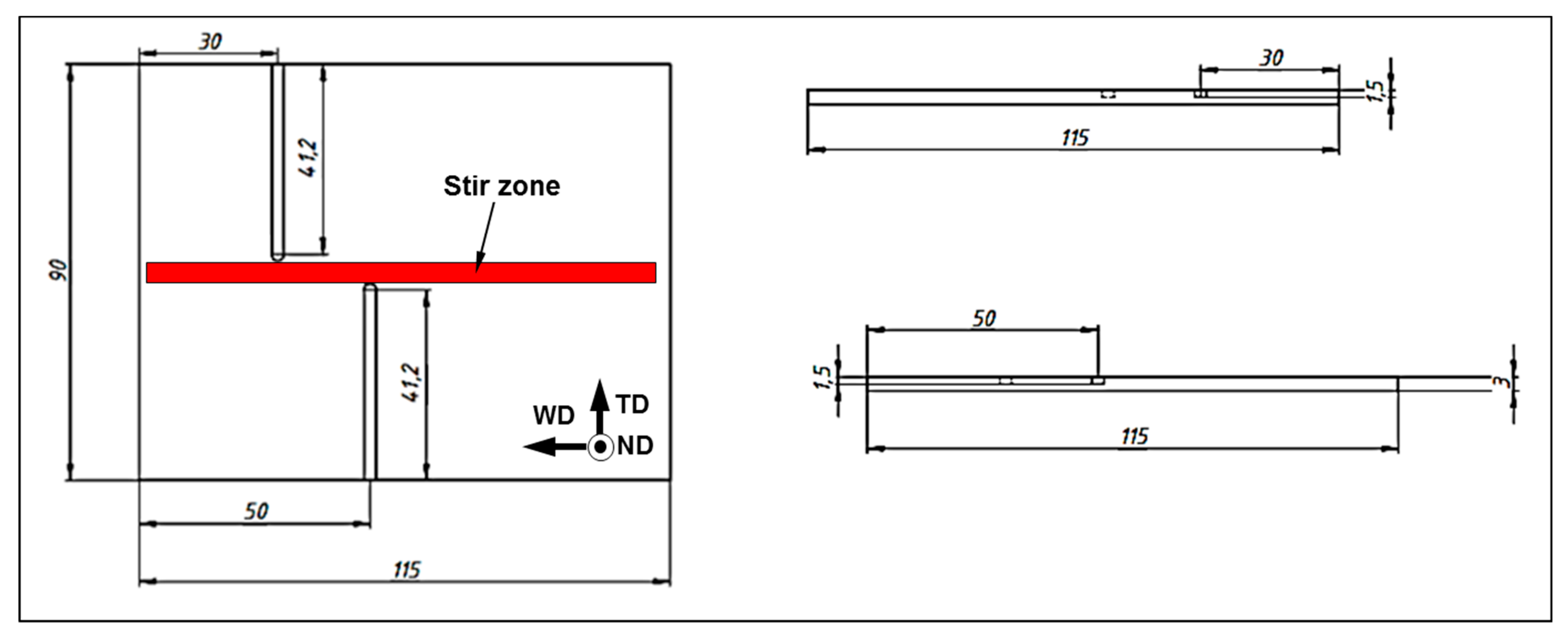
2. Materials and Methods
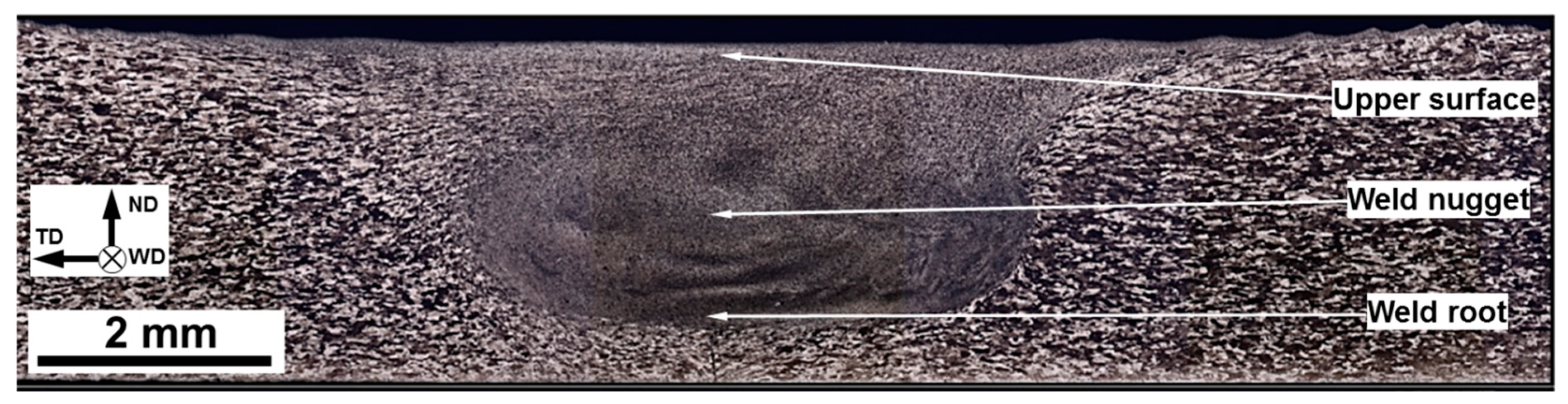
3. Results
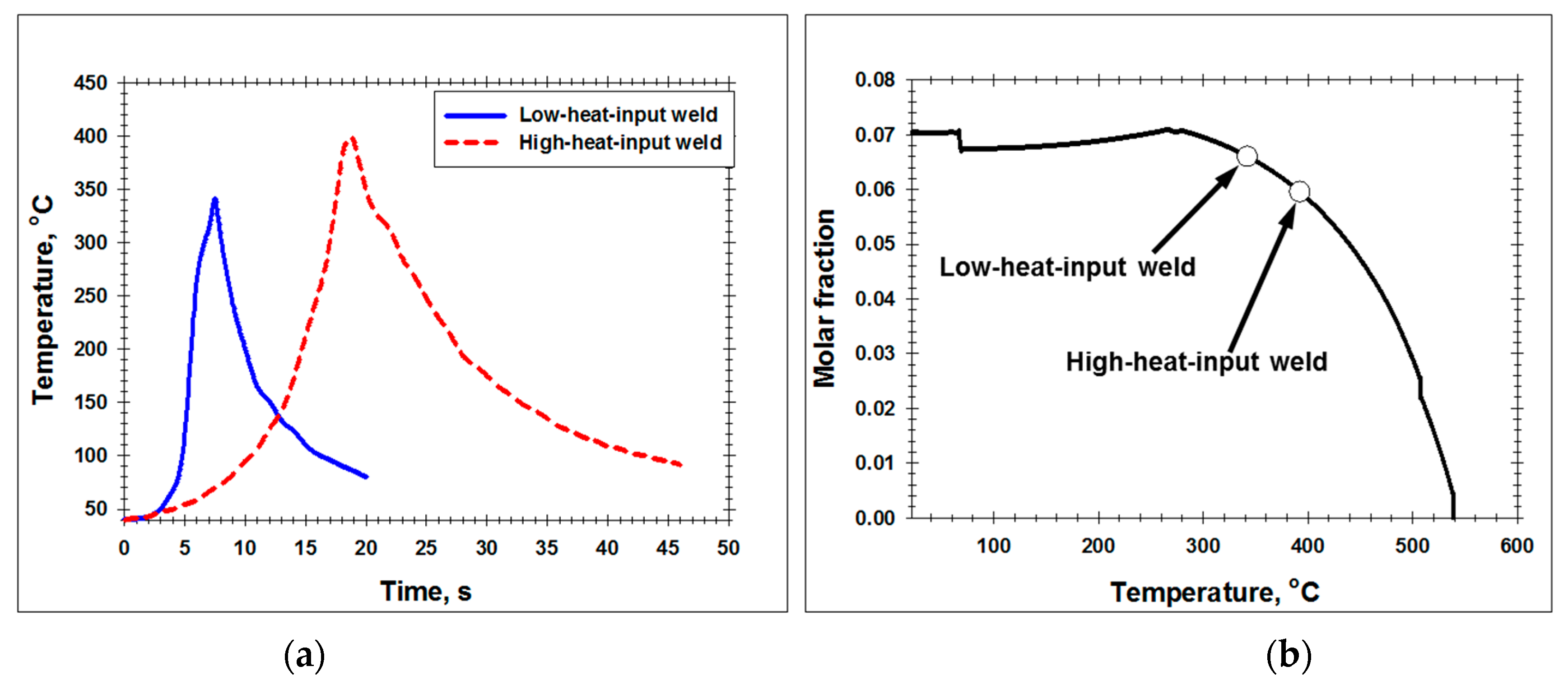
3.1. Weld Thermal Cycle
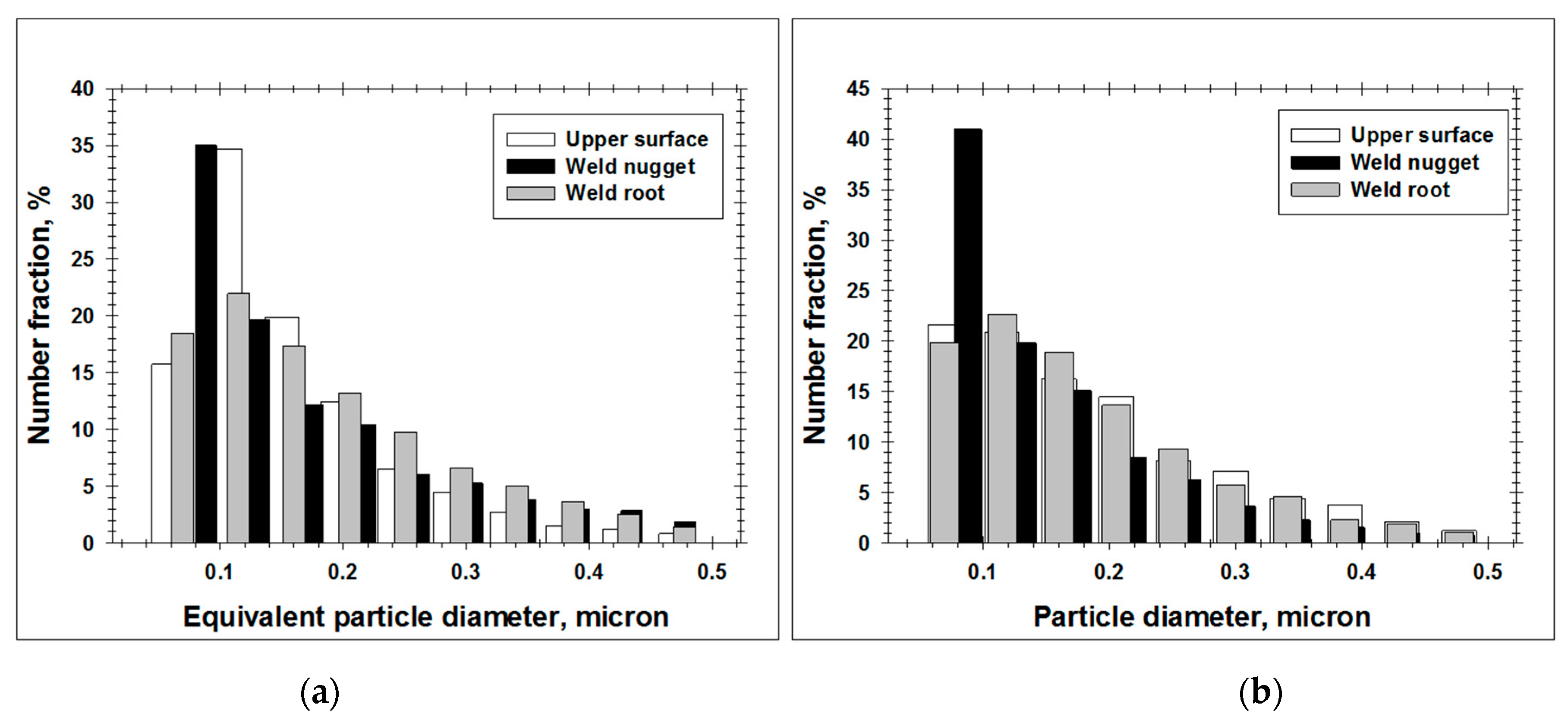
3.2. Precipitation Pattern
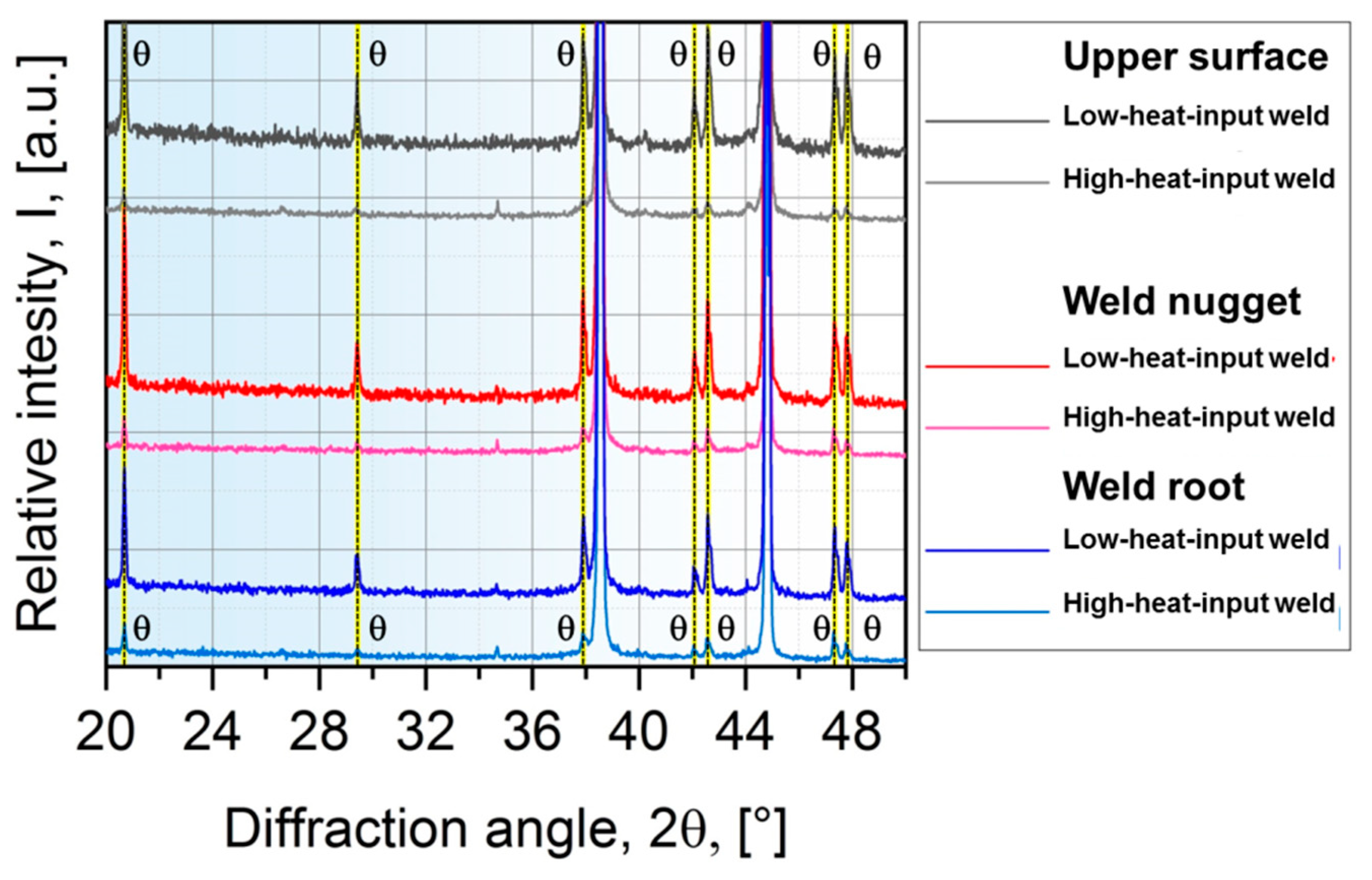
3.3. Phase Composition of Precipitates
4. Discussion
4.1. Uncertainties in the Temperature Measurements during FSW
4.2. Precipitation Phenomena
4.2.1. Low-Heat-Input Weld
4.2.2. High-Heat-Input Weld
5. Conclusions
- (1)
- Temperature measurements were found to be not entirely consistent with microstructural observations. This discrepancy was attributed to the substantial temperature gradient inherent to FSW.
- (2)
- The macro-scale distribution of the secondary precipitates within the stir zone was heterogeneous in terms of volume fraction, size, and even their preferential concentration at grain boundaries or within the grain interior. This effect was most pronounced under the high-heat-input welding conditions.
- (3)
- The inhomogeneous character of the precipitate distribution was attributed to local variation in FSW temperature and cooling rate. These variations led to complex precipitation phenomena, including coarsening, dissolution, and even partial reprecipitation during the weld cooling cycle.
- (4)
- The precipitation coarsening was found to be most pronounced at the weld root due to the lowest FSW temperature being in this area. On the other hand, the precipitation dissolution was found to be the most prominent at the upper weld surface because the highest welding temperature was in this region. The most intense particle reprecipitation was concluded to occur in the weld nugget due to the slowest cooling rate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.; Wang, G.; Wang, F.; Vairis, A.; Niu, P. Friction Stir Welding of Dissimilar Aluminum Alloy Combinations: State-of-the-Art. Metals 2019, 9, 270. [Google Scholar] [CrossRef] [Green Version]
- Ke, W.C.; Oliveira, J.P.; Ao, S.S.; Teshome, F.B.; Chen, L.; Peng, B.; Zeng, Z. Thermal process and material flow during dissimilar double-sided friction stir spot welding of AZ31/ZK60 magnesium alloys. J. Mater. Res. Technol. 2022, 17, 1942. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Duarte, J.F.; Inácio, P.; Schell, N.; Miranda, R.M.; Santos, T.G. Production of Al/NiTi composites by friction stir welding assisted by electrical current. Mater. Des. 2017, 113, 311–318. [Google Scholar] [CrossRef] [Green Version]
- Su, J.-Q.; Nelson, T.W.; Mishra, R.; Mahoney, M. Microstructural investigation of friction stir welded 7050-T651 aluminium. Acta Mater. 2003, 51, 713–729. [Google Scholar] [CrossRef]
- Genevois, C.; Deschamps, A.; Denquin, A.; Doisneau-Cottignies, B. Quantitative investigation of precipitation and mechanical behaviour for AA2024 friction stir welds. Acta Mater. 2005, 53, 2447–2458. [Google Scholar] [CrossRef]
- Dumont, M.; Steuwer, A.; Deschamps, A.; Peel, M.; Withers, P.J. Microstructure mapping in friction stir welds of 7449 alu-minium alloy using SAXS. Acta Mater. 2006, 54, 4793–4801. [Google Scholar] [CrossRef] [Green Version]
- Steuwer, A.; Dumont, M.; Altenkirch, J.; Birosca, S.; Deschamps, A.; Prangnell, P.B.; Withers, P.J. A combined approach to microstructure mapping of an Al–Li AA2199 friction stir weld. Acta Mater. 2011, 59, 3002–3011. [Google Scholar] [CrossRef]
- Rhodes, C.G.; Mahoney, M.W.; Bingel, W.H.; Spurling, R.A.; Bampton, C.C. Effects of friction stir welding on microstructure of 7075 aluminum. Scr. Mater. 1997, 36, 69–75. [Google Scholar] [CrossRef]
- Jones, M.; Heurtier, P.; Desrayaud, C.; Montheillet, F.; Alléhaux, D.; Driver, J. Correlation between microstructure and microhardness in a friction stir welded 2024 aluminium alloy. Scr. Mater. 2005, 52, 693–697. [Google Scholar] [CrossRef]
- Olea, C.A.W.; Roldo, L.; dos Santos, J.F.; Strohaecker, T.R. A sub-structural analysis of friction stir welded joints in an AA6056 Al-alloy in T4 and T6 temper conditions. Mater. Sci. Eng. A 2007, 454–455, 52–62. [Google Scholar] [CrossRef]
- Simar, A.; Bréchet, Y.; de Meester, B.; Denquin, A.; Pardoen, T. Microstructure, local and global mechanical properties of friction stir welds in aluminium alloy 6005A-T6. Mater. Sci. Eng. A 2008, 486, 85–95. [Google Scholar] [CrossRef]
- Dong, P.; Sun, D.; Li, H. Natural aging behaviour of friction stir welded 6005A-T6 aluminium alloy. Mater. Sci. Eng. A 2013, 576, 29–35. [Google Scholar] [CrossRef]
- Qin, H.; Zhang, H.; Wu, H. The evolution of precipitation and microstructure in friction stir welded 2195-T8 Al–Li alloy. Mater. Sci. Eng. A 2015, 626, 322–329. [Google Scholar] [CrossRef]
- Bala Srinivasan, P.; Arora, K.S.; Dietzel, W.; Pandey, S.; Schaper, M.K. Characterisation of microstructure, mechanical prop-erties and corrosion behaviour of an AA2219 friction stir weldment. J. Alloys Compd. 2010, 492, 631–637. [Google Scholar] [CrossRef] [Green Version]
- Cai, B.; Zheng, Z.Q.; He, D.Q.; Li, S.C.; Li, H.P. Friction stir weld of 2060 Al-Cu-Li alloy: Microstructure and mechanical properties. J. Alloys Compd. 2015, 649, 19–27. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kokawa, H.; Enomoto, M.; Jogan, S. Microstructural evolution of 6063 aluminum during friction-stir welding. Met. Mater. Trans. A 1999, 30, 2429–2437. [Google Scholar] [CrossRef]
- Jata, K.V.; Sankaran, K.K.; Ruschau, J.J. Friction-stir welding effects on microstructure and fatigue of aluminum alloy 7050-T7451. Met. Mater. Trans. A 2000, 31, 2181–2192. [Google Scholar] [CrossRef]
- Heinz, B.; Skrotzki, B. Characterization of a friction-stir-welded aluminum alloy 6013. Met. Mater. Trans. B 2002, 33, 489–498. [Google Scholar] [CrossRef]
- Fonda, R.W.; Bingert, J.F. Precipitation and grain refinement in a 2195 Al friction stir weld. Met. Mater. Trans. A 2006, 37, 3593–3604. [Google Scholar] [CrossRef]
- Woo, W.; Choo, H.; Brown, D.W.; Feng, Z. Influence of the Tool Pin and Shoulder on Microstructure and Natural Aging Kinetics in a Friction-Stir-Processed 6061-T6 Aluminum Alloy. Metall. Mater. Trans. A 2007, 38, 69–76. [Google Scholar] [CrossRef]
- Giles, T.L.; Oh-Ishi, K.; Zhilyaev, A.; Swaminathan, S.; Mahoney, M.W.; McNelley, T.R. The Effect of Friction Stir Processing on the Microstructure and Mechanical Properties of an Aluminum Lithium Alloy. Metall. Mater. Trans. A 2008, 40, 104–115. [Google Scholar] [CrossRef]
- Gao, C.; Zhu, Z.; Han, J.; Li, H. Correlation of microstructure and mechanical properties in friction stir welded 2198-T8 Al-Li alloy. Mater. Sci. Eng. A 2015, 639, 489–499. [Google Scholar] [CrossRef]
- Malopheyev, S.; Vysotskiy, I.; Kulitskiy, V.; Mironov, S.; Kaibyshev, R. Optimization of processing-microstructure-properties relationship in friction-stir welded 6061-T6 aluminum alloy. Mater. Sci. Eng. A 2016, 662, 136–143. [Google Scholar] [CrossRef]
- Sun, T.; Roy, M.J.; Strong, D.; Simpson, C.; Withers, P.J.; Prangnell, P.B. Weld zone and residual stress development in AA7050 stationary shoulder friction stir T-joint weld. J. Mater. Process. Technol. 2019, 263, 256–265. [Google Scholar] [CrossRef]
- Sejani, D.; Li, W.; Patel, V. Stationary shoulder friction stir welding—Low heat input joining technique: A review in comparison with conventional FSW and bobbin tool FSW. Crit. Rev. Solid State Mater. Sci. 2021, 1–50. [Google Scholar] [CrossRef]
- Hassan, K.h.A.A.; Norman, A.F.; Price, D.A.; Prangnell, P.B. Stability of nugget zone grain structures in high strength Al-alloy friction stir welds during solution treatment. Acta Mater. 2003, 57, 1923–1936. [Google Scholar] [CrossRef]
- Charit, I.; Mishra, R.S. Abnormal grain growth in friction stir processed alloys. Scr. Mater. 2008, 58, 367–371. [Google Scholar] [CrossRef]
- Attallah, M.M.; Salem, H.G. Friction stir welding parameters: A tool for controlling abnormal grain growth during subsequent heat treatment. Mater. Sci. Eng. A 2005, 391, 51–59. [Google Scholar] [CrossRef]
- Liu, F.C.; Xiao, B.L.; Wang, K.; Ma, Z.Y. Investigation of superplasticity in friction stir processed 2219Al alloy. Mater. Sci. Eng. A 2010, 527, 4191–4196. [Google Scholar] [CrossRef]
- Vysotskiy, I.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Pre-strain rolling as an effective tool for suppression of abnormal grain growth in friction-stir welded 6061 aluminum alloy. Mater. Sci. Eng. A 2018, 733, 39–42. [Google Scholar] [CrossRef]
- Pang, Q.; Zhang, J.H.; Huq, M.J.; Hu, Z.L. Characterization of microstructure, mechanical properties and formability for thermomechanical treatment of friction stir welded 2024-O alloys. Mater. Sci. Eng. A 2019, 765, 138303. [Google Scholar] [CrossRef]
- Vysotskiy, I.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Effect of pre-strain path on suppression of abnormal grain growth in friction-stir welded 6061 aluminum alloy. Mater. Sci. Eng. A 2019, 760, 206–213. [Google Scholar] [CrossRef]
- Lezaack, M.B.; Simar, A. Avoiding abnormal grain growth in thick 7XXX aluminium alloy friction stir welds during T6 post heat treatments. Mater. Sci. Eng. A 2021, 807, 140901. [Google Scholar] [CrossRef]
- Hu, Z.; Wang, X.; Pang, Q.; Huang, F.; Qin, X.; Hua, L. The effect of postprocessing on tensile property and microstructure evolution of friction stir welding aluminum alloy joint. Mater. Charact. 2014, 99, 180–187. [Google Scholar] [CrossRef]
- Ipekoğlu, G.; Erim, S.; Çam, G. Investigation into the Influence of Post-Weld Heat Treatment on the Friction Stir Welded AA6061 Al-Alloy Plates with Different Temper Conditions. Met. Mater. Trans. A 2013, 45, 864–877. [Google Scholar] [CrossRef]
- Liu, F.C.; Ma, Z.Y.; Chen, L.Q. Low-temperature superplasticity of Al-Mg-Sc alloy produced by friction stir processing. Scr. Mater. 2009, 60, 968–971. [Google Scholar] [CrossRef]
- Mironov, S.; Masaki, K.; Sato, Y.S.; Kokawa, H. Relationship between material flow and abnormal grain growth in friction-stir welds. Scr. Mater. 2012, 67, 983–986. [Google Scholar] [CrossRef]
- García-Bernal, M.A.; Mishra, R.S.; Verma, R.; Hernández-Silva, D. Inhibition of abnormal grain growth during hot deformation behavior of friction stir processed 5083 Al alloys. Mater. Sci. Eng. A 2015, 636, 326–330. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, H.; Li, J.; Cai, Z.; Zhao, J.; Yang, W. Influence of multi-pass friction stir processing on the microstructure and mechanical properties of Al-5083 alloy. Mater. Sci. Eng. A 2016, 650, 281–289. [Google Scholar] [CrossRef]
- Chen, K.; Gan, W.; Okamoto, K.; Chung, K.; Wagoner, R.H. The Mechanism of Grain Coarsening in Friction-Stir-Welded AA5083 after Heat Treatment. Metall. Mater. Trans. A 2010, 42, 488–507. [Google Scholar] [CrossRef]
- Mironov, S.; Masaki, K.; Sato, Y.S.; Kokawa, H. Texture Produced by Abnormal Grain Growth in Friction Stir-Welded Aluminum Alloy 1050. Metall. Mater. Trans. A 2013, 44, 1153–1157. [Google Scholar] [CrossRef]
- Jiang, H.-J.; Zhang, B.; Liu, C.-Y.; Yang, Z.-X.; Ma, Z.Y. Mechanical and damping behavior of age-hardened and non-abe-hardened Al alloys after friction stir processingi. Acta Metall. Sin. 2019, 32, 1135–1141. [Google Scholar] [CrossRef] [Green Version]
- Patel, V.; Li, W.; Vairis, A.; Badheka, V. Recent development in friction stir processing as a solid-state grain refinement tech-nique: Microstructural evolution and property enhancement. Crit. Rev. Solid Stat. Mater. Sci. 2019, 44, 378–426. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.; Liu, X.; Wen, Q.; Su, Y. Through-thickness microstructure and mechanical properties in stationary shoulder friction stir processed AA7075. Mater. Sci. Technol. 2018, 35, 1762–1769. [Google Scholar] [CrossRef]
- Wen, Q.; Li, W.; Patel, V.; Gao, Y.; Vairis, A. Investigation on the Effects of Welding Speed on Bobbin Tool Friction Stir Welding of 2219 Aluminum Alloy. Met. Mater. Int. 2020, 26, 1830–1840. [Google Scholar] [CrossRef]
- Wen, Q.; Li, W.; Patel, V.; Bergmann, L.; Klusemann, B.; dos Santos, J.F. Assessing the Bonding Interface Characteristics and Mechanical Properties of Bobbin Tool Friction Stir Welded Dissimilar Aluminum Alloy Joints. Acta Met. Sin. Eng. Lett. 2020, 34, 125–134. [Google Scholar] [CrossRef]
- Kalinenko, A.; Kim, K.; Vysotskiy, I.; Zuiko, I.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Microstructure-strength relationship in friction-stir welded 6061-T6 aluminum alloy. Mater. Sci. Eng. A 2020, 793, 139858. [Google Scholar] [CrossRef]
- Zuiko, I.S.; Mironov, S.; Betsofen, S.; Kaibyshev, R. Suppression of abnormal grain growth in friction-stir welded Al–Cu–Mg alloy by lowering of welding temperature. Scr. Mater. 2021, 196, 113765. [Google Scholar] [CrossRef]
- Zuiko, I.S.; Mironov, S.; Kaibyshev, R. Unusual ageing behaviour of friction-stir welded Al-Cu-Mg alloy. Mater. Sci. Eng. A 2020, 793, 139882. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Weld Designation | Tool Rotation Rate, rpm | Tool Travel Speed, mm/min |
|---|---|---|
| Low heat input | 500 | 760 |
| High heat input | 1100 | 380 |
| Particular Location within the Stir Zone | Low-Heat-Input Weld | High-Heat-Input Weld |
|---|---|---|
| Upper surface | 5.4 | 1.9 |
| Weld nugget | 6.7 | 2.3 |
| Weld root | 6.0 | 3.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zuiko, I.S.; Malopheyev, S.; Mironov, S.; Betsofen, S.; Kaibyshev, R. On the Heterogeneous Distribution of Secondary Precipitates in Friction-Stir-Welded 2519 Aluminium Alloy. Metals 2022, 12, 671. https://doi.org/10.3390/met12040671
Zuiko IS, Malopheyev S, Mironov S, Betsofen S, Kaibyshev R. On the Heterogeneous Distribution of Secondary Precipitates in Friction-Stir-Welded 2519 Aluminium Alloy. Metals. 2022; 12(4):671. https://doi.org/10.3390/met12040671
Chicago/Turabian StyleZuiko, Ivan S., Sergey Malopheyev, Sergey Mironov, Sergey Betsofen, and Rustam Kaibyshev. 2022. "On the Heterogeneous Distribution of Secondary Precipitates in Friction-Stir-Welded 2519 Aluminium Alloy" Metals 12, no. 4: 671. https://doi.org/10.3390/met12040671