
Electrochemical Kinetic Analysis of Carbon Steel Powders Produced by High-Energy Ball Milling


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Preparation
2.2. Ball Milling Procedure
2.3. Microstructural and Morphological Analysis
2.4. Electrochemical Measurements
3. Results and Discussion
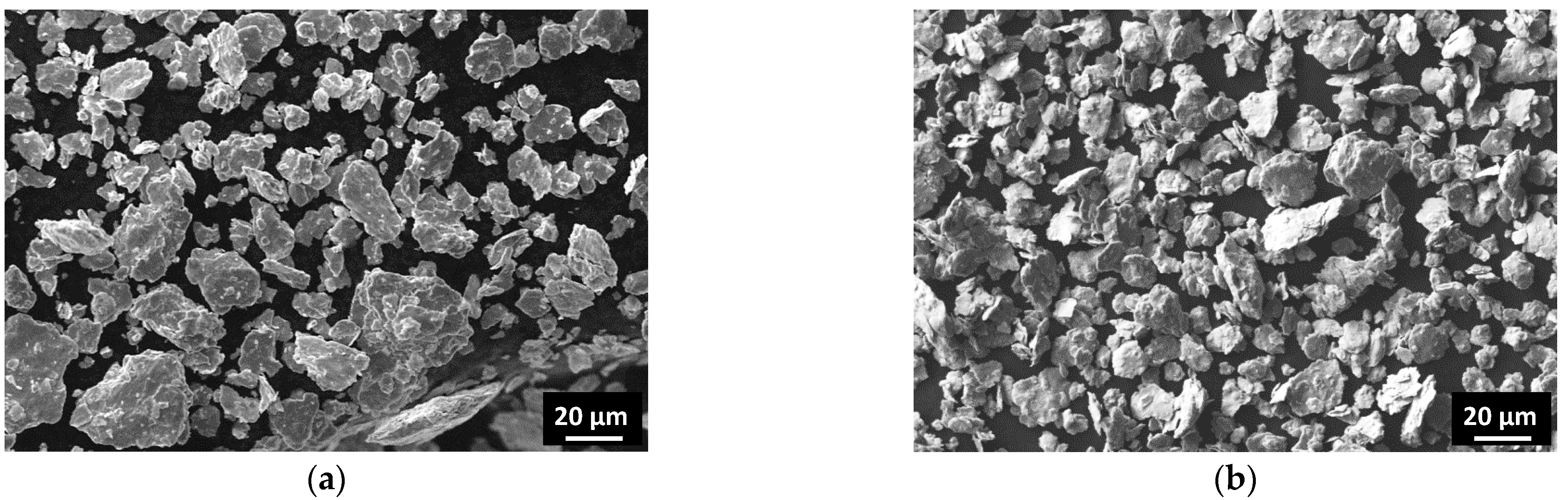
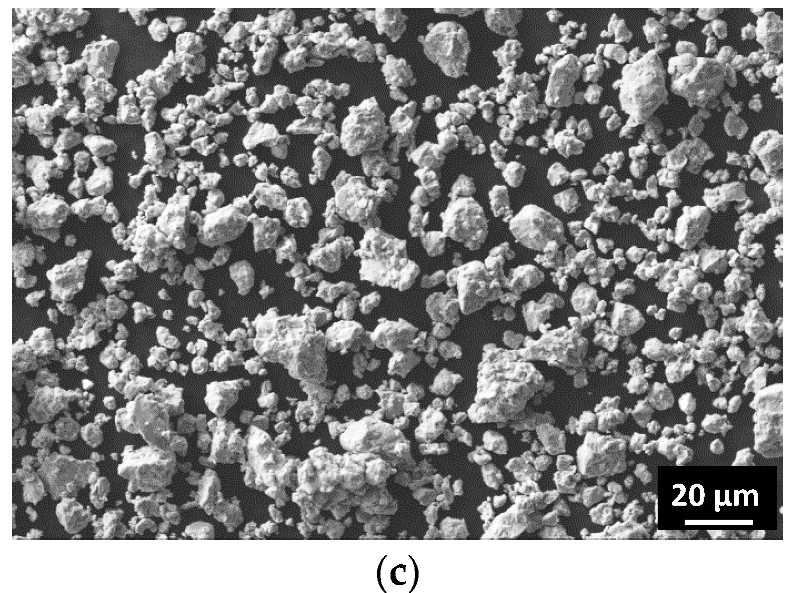
3.1. Surface and Elemental Analyses of the Powder Samples’ Previous Corrosion Process
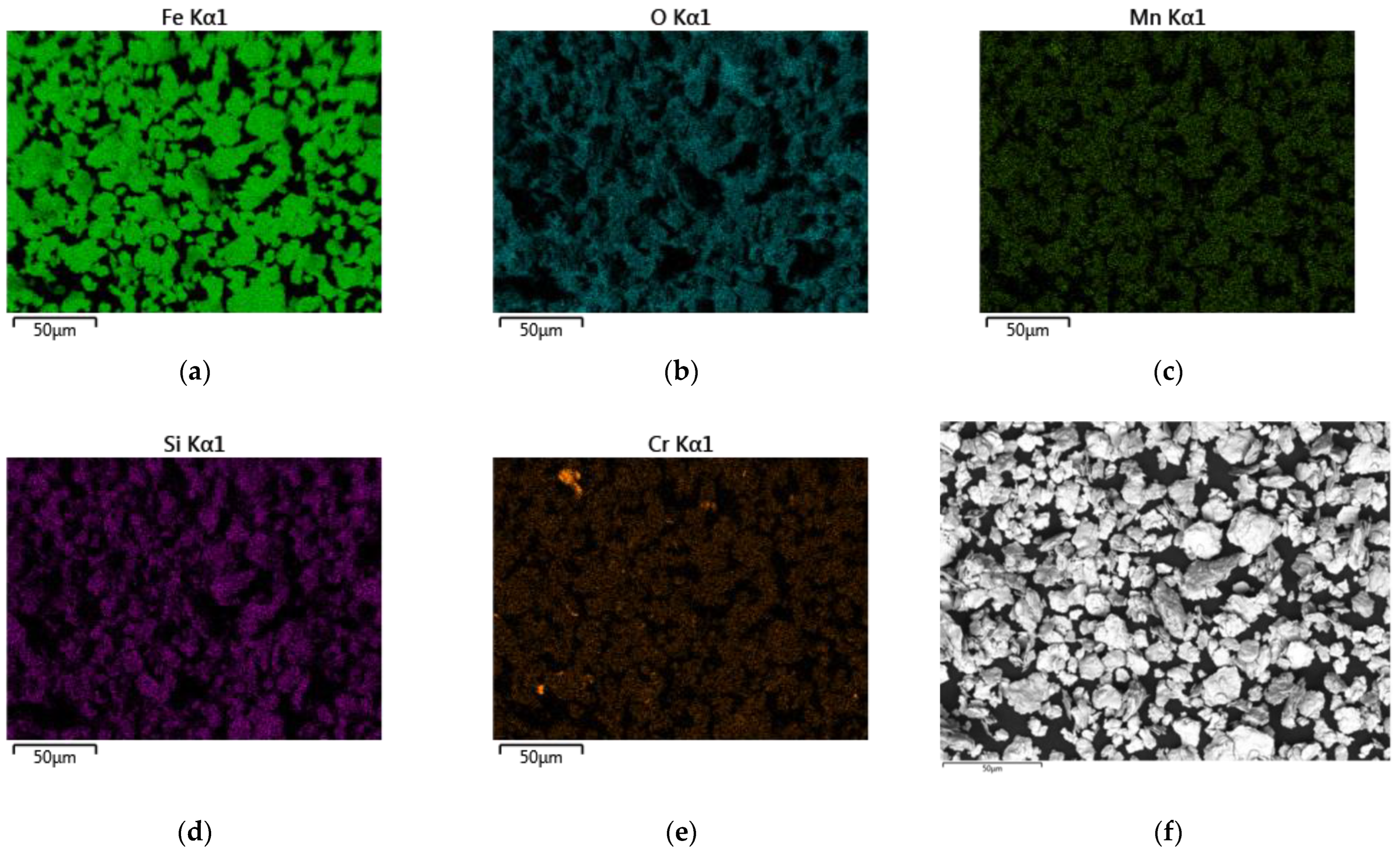
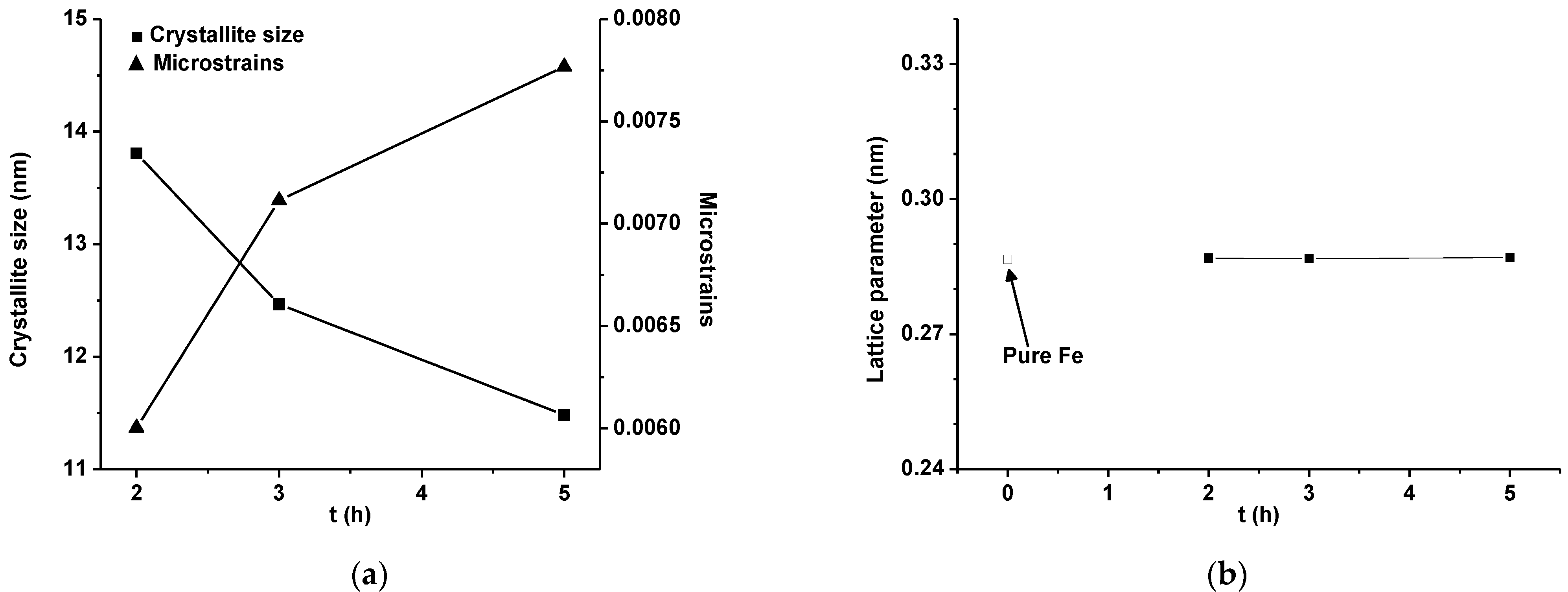
3.2. XRD Analysis of Powder Samples’ Previous Corrosion Process
3.3. Electrochemical Measurements
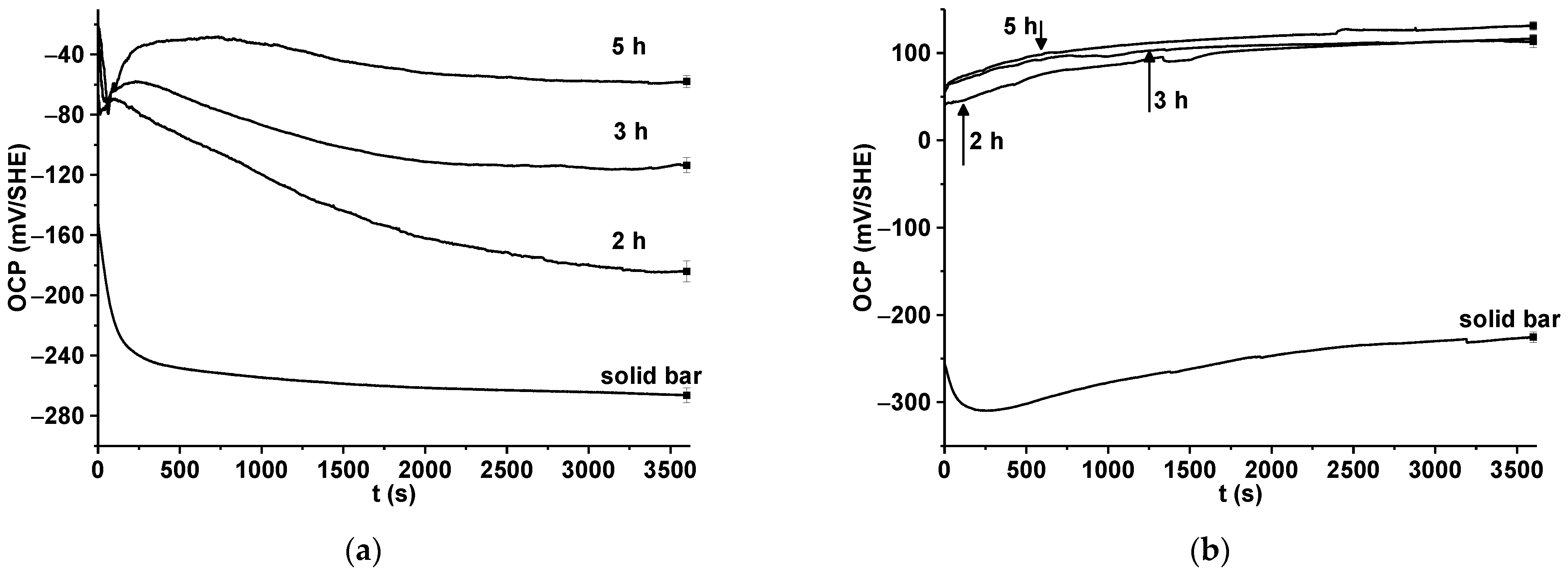
3.3.1. Open Circuit Potential Measurements
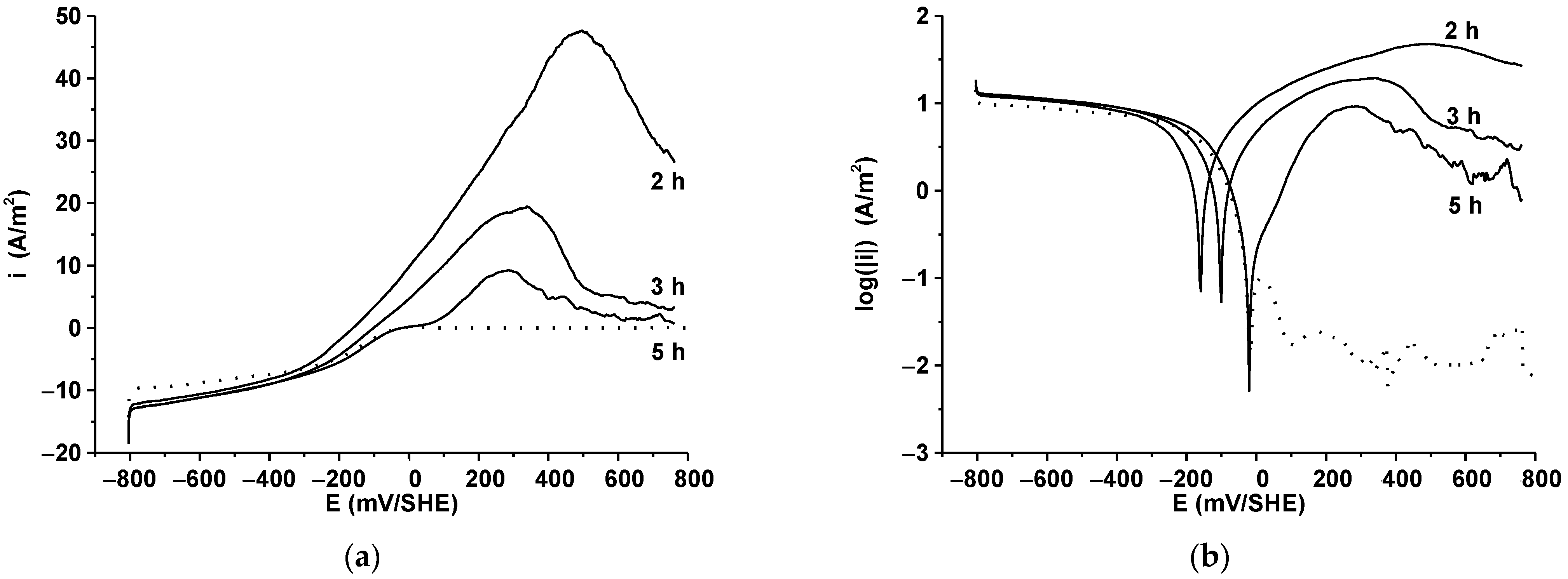
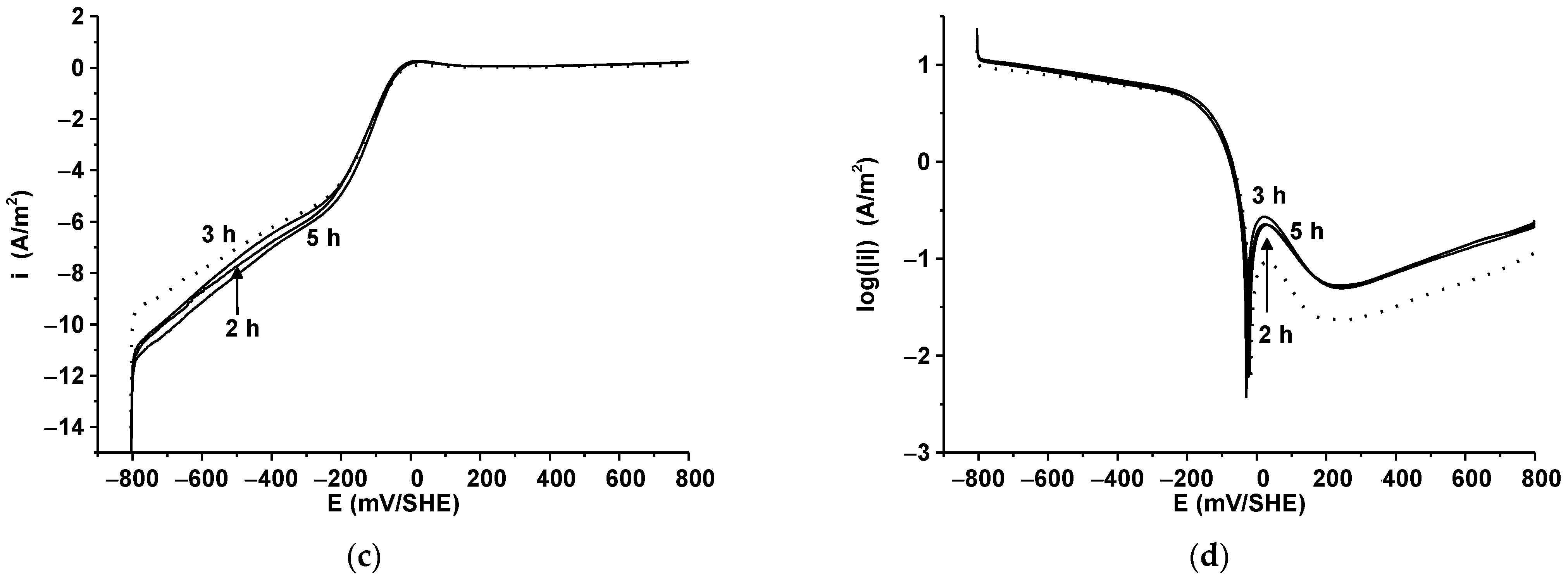
3.3.2. Linear Voltammetry Measurements
3.3.3. Electrochemical Kinetic Analysis
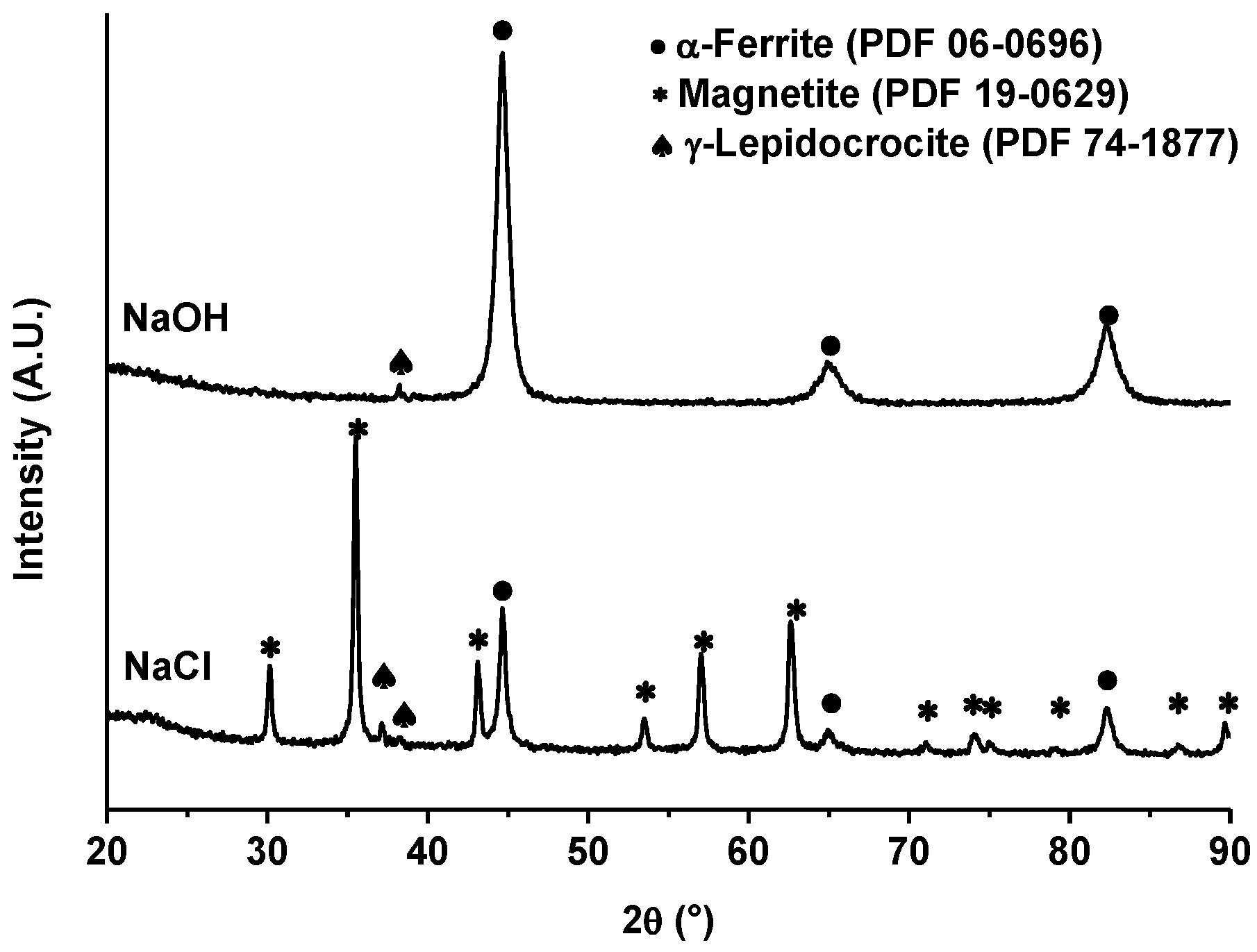
3.4. XRD Analysis of Carbon Steel Powder after the Corrosion Process
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Soliz, A.; Mayrhofer, K.J.J.; Cáceres, L. Influence of hydrodynamic flow patterns on the corrosion behavior of carbon steel in a neutral LiBr solution. Int. J. Electrochem. Sci. 2018, 13, 10050–10075. [Google Scholar] [CrossRef]
- Wang, S.; Lamborn, L.; Chen, W. Near-neutral pH corrosion and stress corrosion crack initiation of a mill-scaled pipeline steel under the combined effect of oxygen and paint primer. Corros. Sci. 2021, 187, 109511. [Google Scholar] [CrossRef]
- Wu, F.; Li, H.; Yang, K. Effects of mechanical activation on physical and chemical characteristics of coal-gasification slag. Coatings 2021, 11, 902. [Google Scholar] [CrossRef]
- Xu, W.; Daub, K.; Zhang, X.; Noel, J.J.; Shoesmith, D.W.; Wren, J.C. Oxide formation and conversion on carbon steel in mildly basic solutions. Electrochim. Acta 2009, 54, 5727–5738. [Google Scholar] [CrossRef]
- Chatterjee, A.N.; Kumar, S.; Saha, P.; Mishra, P.K.; Roy Choudhury, A. An experimental design approach to selective laser sintering of low carbon steel. J. Mater. Process. Technol. 2003, 136, 151–157. [Google Scholar] [CrossRef]
- Murkute, P.; Pasebani, S.; Burkan Isgor, O. Production of corrosion-resistant 316L stainless steel clads on carbon steel using powder bed fusion-selective laser melting. J. Mater. Process. Technol. 2019, 273, 116243. [Google Scholar] [CrossRef]
- Kargul, M.; Konieczny, M. Copper matrix composites reinforced with steel particles. AIMS Mater. Sci. 2021, 8, 321–342. [Google Scholar] [CrossRef]
- Nakamoto, T.; Shirakawa, N.; Miyata, Y.; Inui, H. Selective laser sintering of high carbon steel powders studied as a function of carbon content. J. Mater. Process. Technol. 2009, 209, 5653–5660. [Google Scholar] [CrossRef] [Green Version]
- Lemoisson, F.; Froyen, L. Understanding and improving powder metallurgical processes. In Fundamentals of Metallurgy, 1st ed.; Seetharaman, S., Ed.; Woodhead Publishing: Cambridge, UK, 2005; pp. 471–502. [Google Scholar]
- Vineeth Kumar, K.; Jayahari, L. Study of mechanical properties and wear behaviour of aluminium 6063 matrix composites reinforced with steel machining chips. Mater. Today Proc. 2018, 5, 20285–20291. [Google Scholar] [CrossRef]
- Macía, E.; García-Junceda, A.; Serrano, M.; Hong, S.J.; Campos, M. Effect of mechanical alloying on the microstructural evolution of a ferritic ODS steel with (Y–Ti–Al–Zr) addition processed by spark plasma sintering (SPS). Nucl. Energy Technol. 2021, 53, 2582–2590. [Google Scholar] [CrossRef]
- Murkute, P.; Pasebani, S.; Burkan Isgor, O. Metallurgical and electrochemical properties of super duplex stainless steel clads on low carbon steel substrate produced with laser powder bed fusion. Sci. Rep. 2020, 10, 10162. [Google Scholar] [CrossRef] [PubMed]
- Sánchez-Álvarez, A.O.; Dick, J.E.; Larios, E.; Cabrera, C.R. Anodic coulometry of zero-valent iron nanoparticles. J. Electroanal. Chem. 2021, 896, 115331. [Google Scholar] [CrossRef]
- Slovenský, P.; Kollár, P.; Mei, N.; Jakubčin, M.; Zeleňáková, A.; Halama, M.; Wallinder, I.O.; Hedberg, Y.S. Mechanical surface smoothing of micro-sized iron powder for improved silica coating performance as soft magnetic composites. Appl. Surf. Sci. 2020, 531, 147340. [Google Scholar] [CrossRef]
- Shashanka, R. Effect of sintering temperature on the pitting corrosion of ball milled duplex stainless steel by using linear sweep voltammetry. Anal. Bioanal. Electrochem. 2018, 10, 349–361. [Google Scholar]
- Rietveld, H. A profile refinement method for nuclear and magnetic structures. J. Appl. Crystallogr. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Lutterotti, L. MAUD–Materials Analysis Using Diffraction. Available online: http://maud.radiographema.eu/ (accessed on 15 January 2022).
- Soliz, A.; Cáceres, L.; Pineda, F.; Galleguillos, F. Erosion-corrosion of AISI 304L stainless steel affected by industrial copper tailings. Metals 2020, 10, 1005. [Google Scholar] [CrossRef]
- Soliz, A.; Cáceres, L. Corrosion of a carbon steel cylindrical band exposed to a concentrated NaCl solution flowing through an annular flow cell. J. Electrochem. Soc. 2015, 162, C385–C395. [Google Scholar] [CrossRef]
- Cáceres, L.; Soliz, A.; Vargas, T. Potentiodynamic behavior of carbon steel in borate buffer solutions under different hydrodynamic conditions. J. Electrochem. Soc. 2016, 163, C171–C183. [Google Scholar] [CrossRef]
- Toribio, J.; González, B.; Matos, J.C.; Ayaso, F.J. Influence of microstructure on strength and ductility in fully pearlitic steels. Metals 2016, 6, 318. [Google Scholar] [CrossRef] [Green Version]
- Saeidi, N.; Ekrami, A. Comparison of mechanical properties of martensite/ferrite and bainite/ferrite dual phase 4340 steels. Met. Sci. Eng. A 2009, 523, 125–129. [Google Scholar] [CrossRef]
- Rojas, P. Estudio de la Cementación de Cobre Utilizando Virutas de Acero AISI 1020 Activadas Mecánicamente. Master’s Thesis, Universidad de Atacama, Copiapó, Chile, 2021. [Google Scholar]
- Kendall, K. The impossibility of comminuting small particles by compression. Nature 1978, 272, 710–711. [Google Scholar] [CrossRef]
- Hagan, J. Impossibility of fragmentation small particles: Brittle-ductile transition. J. Mater. Sci. 1981, 16, 2909–2911. [Google Scholar] [CrossRef]
- Field, J.; Farhat, M.; Walley, S. Comminution limit (CL) of particles and possible implications for pumped storage reservoirs. J. Mater. Sci. 2014, 49, 3780–3784. [Google Scholar] [CrossRef] [Green Version]
- Motozuka, S.; Tagaya, M.; Nishiyama, H.; Nishikawa, M.; Ikoma, T.; Yoshioka, T.; Samitsu, S.; Tanaka, J. Effective functionalization of disordered oxide lattice on iron particles surfaces using mechanochemical reactions. J. Phys. Chem. C 2013, 117, 9908–9919. [Google Scholar] [CrossRef]
- Pearson, W.B. A Handbook of Lattice Spacings and Structures of Metals and Alloys, 4th ed.; Pergamon Press Ltd.: London, UK, 1958. [Google Scholar]
- Yazdanfar, K.; Zhang, X.; Keech, P.G.; Shoesmith, D.W.; Wren, J.C. Film conversion and breakdown processes on carbon steel in presence of halides. Corros. Sci. 2010, 52, 1297–1304. [Google Scholar] [CrossRef]
- Li, L.; Wang, C.; Lu, H. Anodic dissolution of the X70 steel in H3PO4 solution with the halide-ion perturbation at the interface. Electrochim. Acta 2013, 104, 295–301. [Google Scholar] [CrossRef]
- Zhao, Y.; Pan, T.; Yu, X.; Chen, D. Corrosion inhibition efficiency of triethanolammonium dodecylbenzene sulfonate on Q235 carbon steel in simulated concrete pore solution. Corros. Sci. 2019, 158, 108097. [Google Scholar] [CrossRef]
- Etteyeb, N.; Nóvoa, X.R. Inhibition effect of some trees cultivated in arid regions against the corrosion of steel reinforcement in alkaline chloride solution. Corros. Sci. 2016, 112, 471–482. [Google Scholar] [CrossRef]
- Ghaffari, M.; Reza-Saeb, M.; Ramezanzadeh, B.; Taheri, P. Demonstration of epoxy/carbon steel interfacial delamination behavior: Electrochemical impedance and X-ray spectroscopy analyses. Corros. Sci. 2016, 102, 326–337. [Google Scholar] [CrossRef]
- Cai, J.; Liu, H.; Liu, C.; Xie, Q.; Xu, L.; Li, H.; Wang, J.; Li, S. Enhanced photoelectrochemical water oxidation in Hematite. Accelerated charge separation with Co doping. Appl. Surf. Sci. 2021, 568, 150606. [Google Scholar] [CrossRef]
- Valcarce, M.B.; Vázquez, M. Carbon Steel passivity examined in alkaline solutions: The effect of chloride and nitrite ions. Electrochim. Acta 2008, 53, 5007–5015. [Google Scholar] [CrossRef]
- Nady, H.; El-Rabiei, M.M.; Samy, M. Corrosion behavior and electrochemical properties of carbon steel, commercial pure titanium, copper and copper-aluminum-nickel alloy in 3.5% sodium chloride containing sulfide ions. Egypt. J. Pet. 2017, 26, 79–94. [Google Scholar] [CrossRef] [Green Version]
- Sosa, E.; Cabrera-Sierra, R.; Oropeza, M.T.; Hernández, F.; Castillas, N.; Tremont, R.; Cabrera, C.; González, I. Electrochemically grown passive film on carbon steel (SAE 1018) in alkaline sour media. Electrochim. Acta 2003, 48, 1665–1674. [Google Scholar] [CrossRef]
- Suresh, S.; Palogi, C.; Bera, S.; Srinivasan, R. Electrochemical behavior of nickel containing passive oxide film on carbon steel in alkaline medium. Thin Solid Films 2021, 721, 138550. [Google Scholar] [CrossRef]
- El Hajj, H.; Abdelouas, A.; Mendili, E.; Karakurt, G.; Grambow, B.; Martin, C. Corrosion of carbon steel under sequential aerobic-anaerobic environmental conditions. Corros. Sci. 2013, 76, 432–440. [Google Scholar] [CrossRef]
- Hao, L.; Zhang, S.; Dong, J.; Ke, K. Evolution of atmospheric corrosion of MnCuP weathering steel in a simulated coastal-industrial atmosphere. Corros. Sci. 2012, 59, 270–276. [Google Scholar] [CrossRef]
- Alexeyeva, N.; Tammeveski, K.; Lopez-Cudero, A.; Solla-Gullón, J.; Feliu, J.M. Electroreduction of oxygen on Pt nanoparticle/carbon nanotube nanocomposites in acid and alkaline solutions. Electrochem. Acta 2012, 55, 794–803. [Google Scholar] [CrossRef]
- Gojkovic, S.L.J.; Zecevic, S.K.; Obradovic, M.D.; Drazic, D.M. Oxygen reduction on a duplex stainless steel. Corros. Sci. 1998, 40, 849–860. [Google Scholar] [CrossRef]
- Katsounaros, I.; Schneider, W.B.; Meier, J.C.; Benedikt, U.; Ulrich Biedermann, P.; Auer, A.A.; Mayrhofer, K.J.J. Hydrogen peroxide electrochemistry on platinum: Towards understanding the oxygen reduction reaction mechanism. Phys. Chem. Chem. Phys. 2012, 14, 7384–7391. [Google Scholar] [CrossRef]
- Bard, J.A.; Faulkner, R.L. Electrochemical Methods: Fundamental and Applications, 2nd ed.; John Wiley & Sons, Inc.: New York, NY, USA, 2001. [Google Scholar]
- Wagner, C.; Traud, W. On the interpretation of corrosion processes by superimposing of Electro Chemical potential and the potential formation of mixed electrodes. Z. Elektrochem. Angew. Phys. Chem. 1938, 44, 391–402. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element, % | Milling Time, h | ||
|---|---|---|---|
| 2 | 3 | 5 | |
| Fe | 96.1 | 95.8 | 94.6 |
| C | 0.2 | 0.2 | 0.2 |
| O | 2.5 | 2.8 | 3.9 |
| Mn | 0.7 | 0.7 | 0.7 |
| Cr | 0.4 | 0.4 | 0.6 |
| Si | 0.1 | 0.1 | 0.1 |
| NaCl 0.1 M | NaOH 0.1 M | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Milling Time, h | 2 | 3 | 5 | 2 | 3 | 5 | ||||||
| Parameter | Average | Error, % | Average | Error, % | Average | Error, % | Average | Error, % | Average | Error, % | Average | Error, % |
| ++, mV/SHE | −162 | 7.2 | −103 | 3.1 | −23 | 4.6 | −21 | 2.2 | −29 | 3.1 | −24 | 2.9 |
| , A/m2 | 7.22 | 0.15 | 4.73 | 0.15 | 1.45 | 0.1 | 0.19 | 0.23 | 0.20 | 0.21 | 0.23 | 0.21 |
| , A/m2 | −5.69 × 10−4 | 1.17 | −1.05 × 10−3 | 0.98 | −1.15 × 10−3 | 1.20 | −1.41 × 10−7 | 0.84 | −7.41 × 10−8 | 0.77 | −1.08 × 10−7 | 0.81 |
| , mV/dec | −220 | 0.50 | −242 | 0.45 | −271 | 0.33 | −79 | 0.25 | −77 | 0.42 | −77 | 0.42 |
| , A/m2 | −11.6 | 1.04 | −11.9 | 0.96 | −11.9 | 1.01 | −5.6 | 1.02 | −5.3 | 0.99 | −5.6 | 0.8 |
| , A/m2 | 1.54 | 0.06 | 0.58 | 0.08 | 0.02 | 0.08 | 4.89 × 10−9 | 0.03 | 6.94 × 10−8 | 0.04 | 7.63 × 10−8 | 0.04 |
| , mV/dec | 691 | 0.11 | 568 | 0.15 | 329 | 0.12 | 79 | 0.05 | 92 | 0.05 | 92 | 0.05 |
| , A/m2 | 47.56 | 2.10 | 19.5 | 2.08 | 9.2 | 1.15 | 0.22 | 0.97 | 0.27 | 1.17 | 0.22 | 1.19 |
| , A/m2 | 23.1 | 0.33 | 2.9 | 0.33 | 1.5 | 0.33 | 0.053 | 0.35 | 0.052 | 0.35 | 0.056 | 0.33 |
| 9 × 10−5 | 0.07 | 5 × 10−5 | 0.07 | 5 × 10−5 | 0.07 | 3 × 10−4 | 0.09 | 3 × 10−4 | 0.08 | 3 × 10−4 | 0.09 | |
| 2 | 0.49 | 2 | 0.50 | 2 | 0.49 | 2 | 0.40 | 2 | 0.43 | 2 | 0.44 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soliz, A.; Guzmán, D.; Cáceres, L.; Madrid, F.M.G. Electrochemical Kinetic Analysis of Carbon Steel Powders Produced by High-Energy Ball Milling. Metals 2022, 12, 665. https://doi.org/10.3390/met12040665
Soliz A, Guzmán D, Cáceres L, Madrid FMG. Electrochemical Kinetic Analysis of Carbon Steel Powders Produced by High-Energy Ball Milling. Metals. 2022; 12(4):665. https://doi.org/10.3390/met12040665
Chicago/Turabian StyleSoliz, Alvaro, Danny Guzmán, Luis Cáceres, and Felipe M. Galleguillos Madrid. 2022. "Electrochemical Kinetic Analysis of Carbon Steel Powders Produced by High-Energy Ball Milling" Metals 12, no. 4: 665. https://doi.org/10.3390/met12040665