Numerical Study on the Influence of Distributing Chamber Volume on Metallurgical Effects in Two-Strand Induction Heating Tundish

Abstract
:1. Introduction
- Will this method promote the heating efficiency and temperature uniformity of molten steel in the distributing chamber?
- How does decreasing the width of the distributing chamber affect the flow pattern, temperature field, removal of inclusions, and energy consumption?
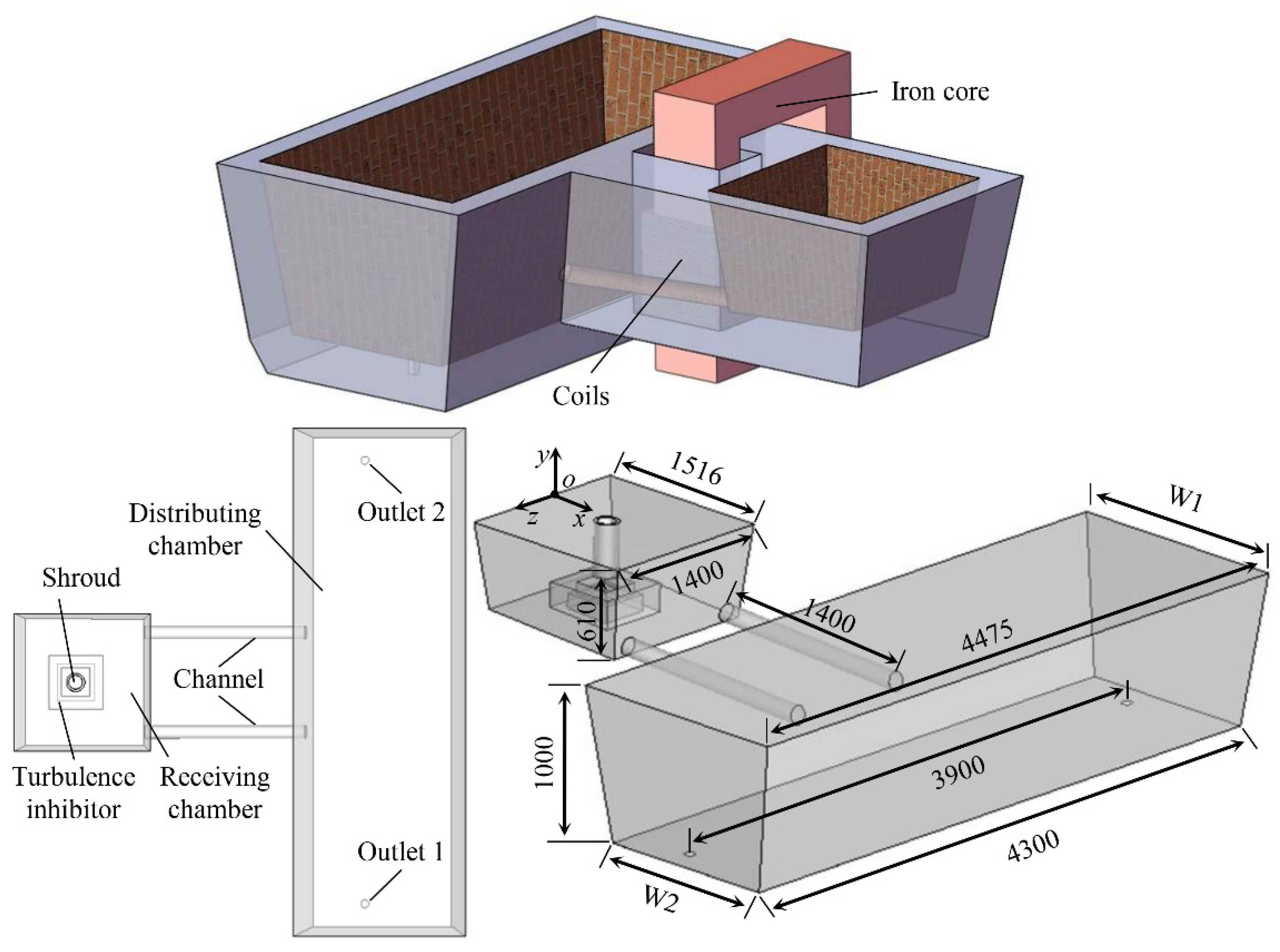
2. Configuration and Numerical Set-Up
2.1. Model Configuration and Material Properties
2.2. Numerical Set-Up
2.2.1. Assumptions
- (1)
- The molten steel was considered to be homogeneous, viscous, and incompressible fluid. Besides, the physical properties of molten steel (such as density, viscosity, specific heat, and thermal conductivity) were constant with temperature.
- (2)
- The slag layer was not modeled, so, the free surface was smooth and the effect of slag on the molten steel was neglected
- (3)
- The inclusions were rigid spheres, and they did not affect the flow of molten steel. Besides, the collision and aggregation of the inclusions were neglected.
- (4)
- The influence of fluid flow on the electromagnetic field was ignored for the Magnetic Reynolds number in this system, which was much smaller than 1 [21].
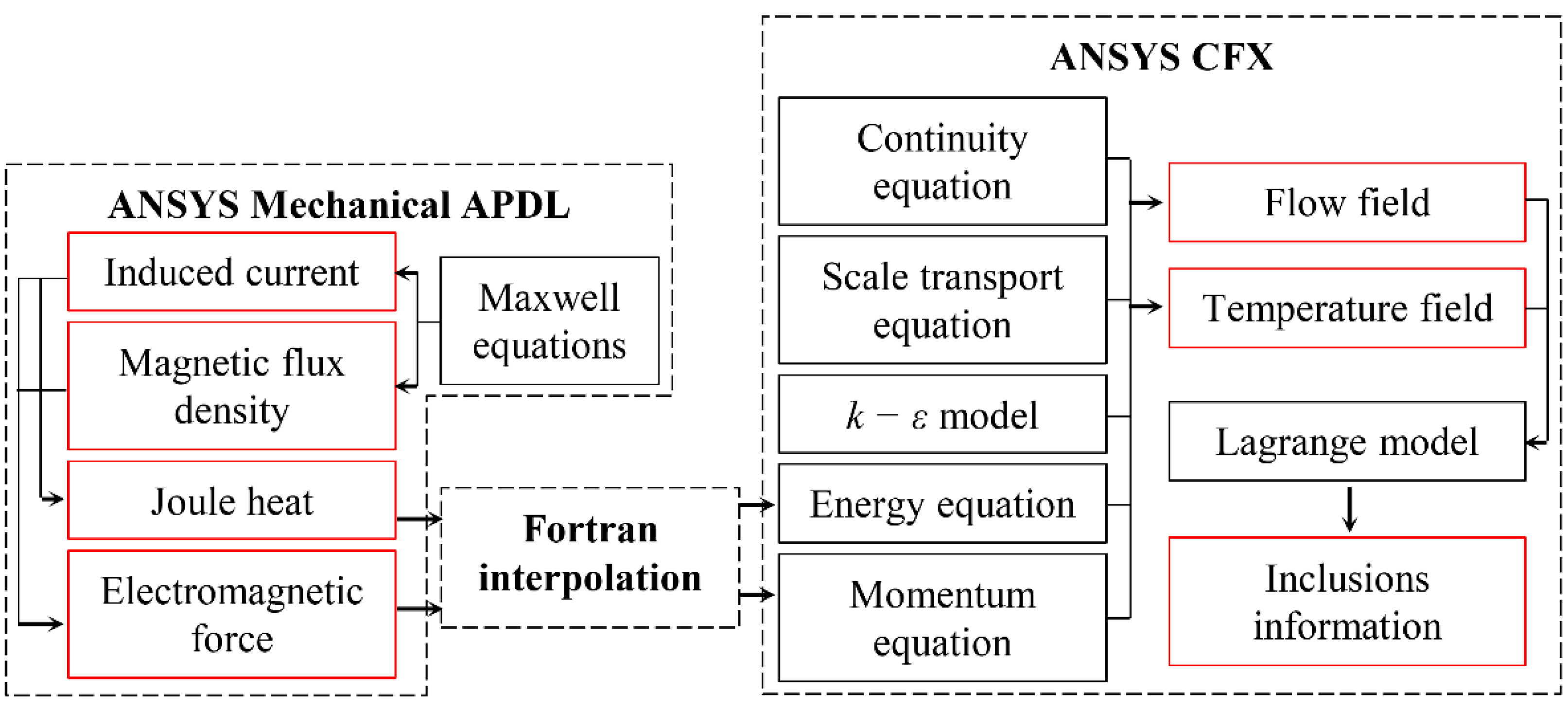
2.2.2. Governing Equations
2.2.3. Numerical Procedures and Boundary Conditions
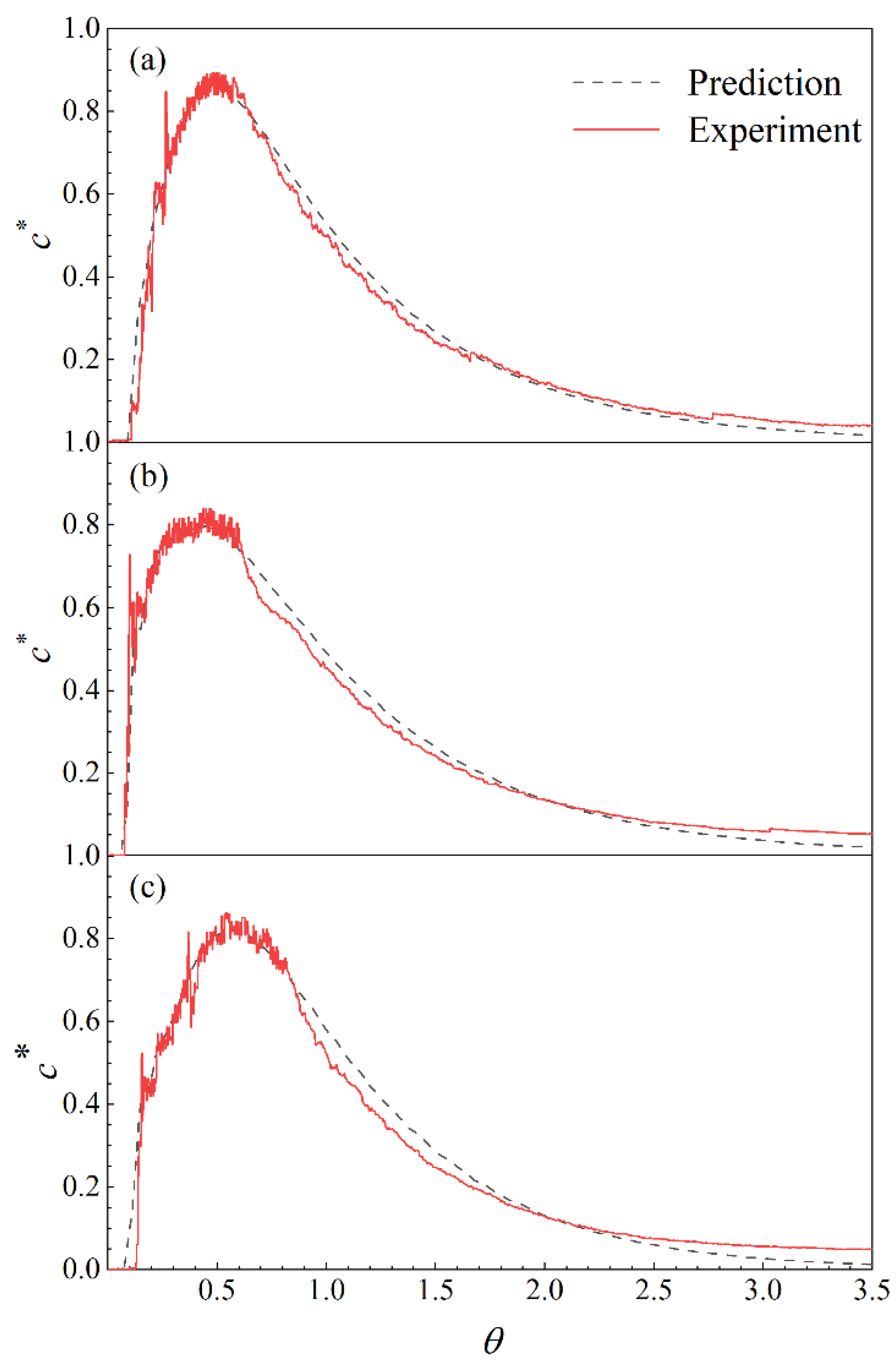
2.3. Mesh Sensitivity Test and Model Validation
3. Results and Discussion
3.1. Flow Field in Distributing Chambers of Different Tundishes
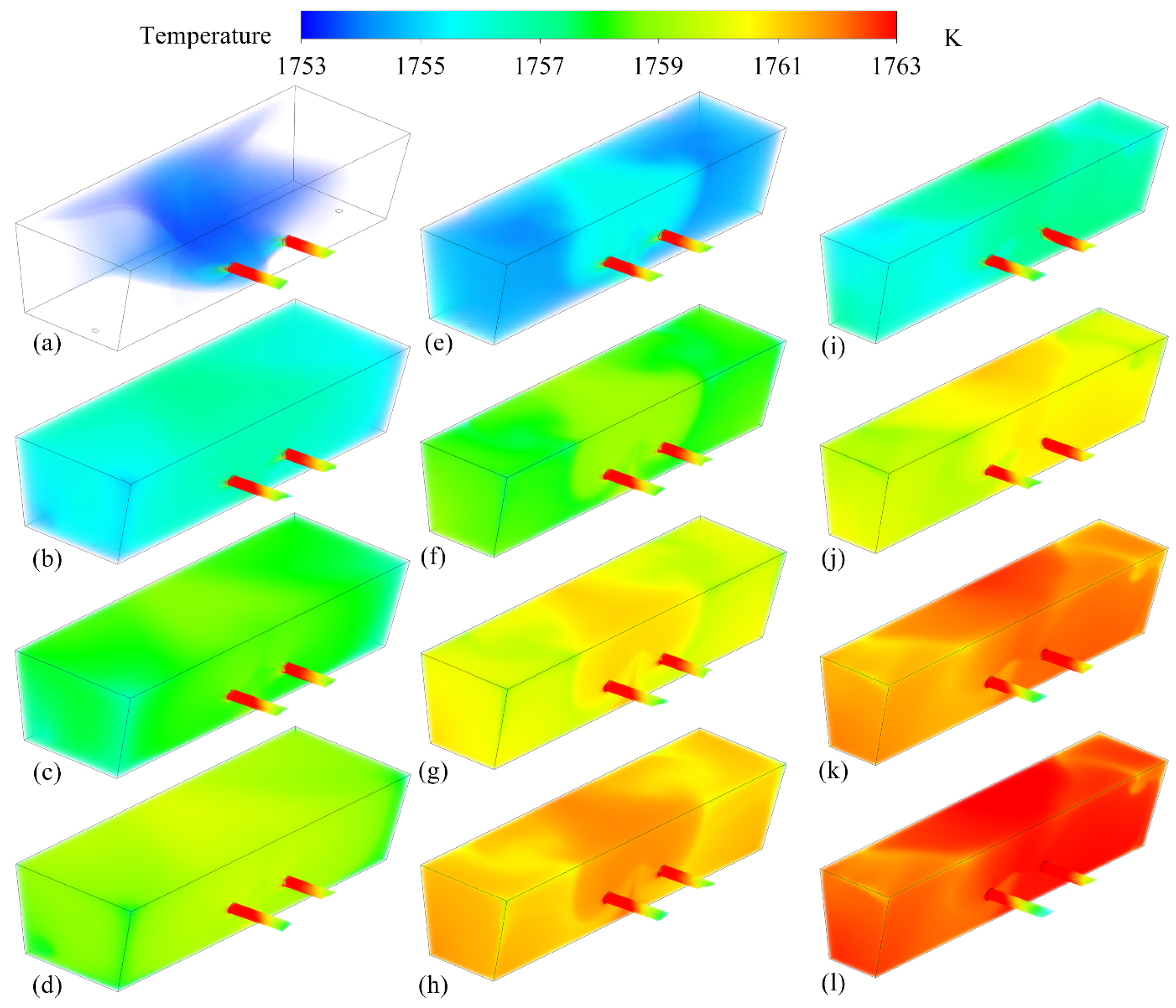
3.2. Effect of Distributing Chamber Volume on Temperature Field
3.2.1. Temperature Field at Constant Inlet Temperature and Single Power
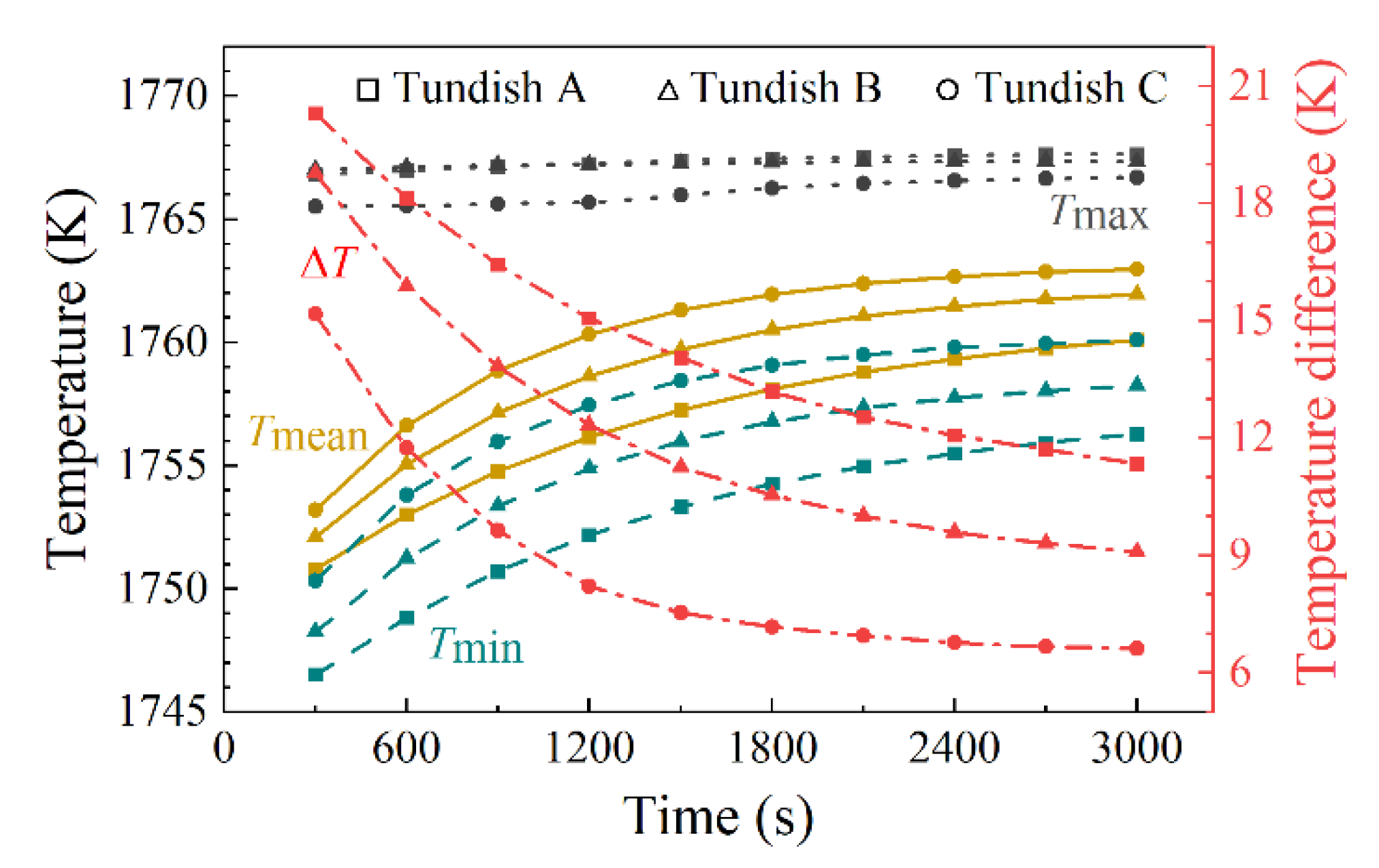
3.2.2. Temperature Field with Descending Ladle Tapping Temperature and Dynamic Power
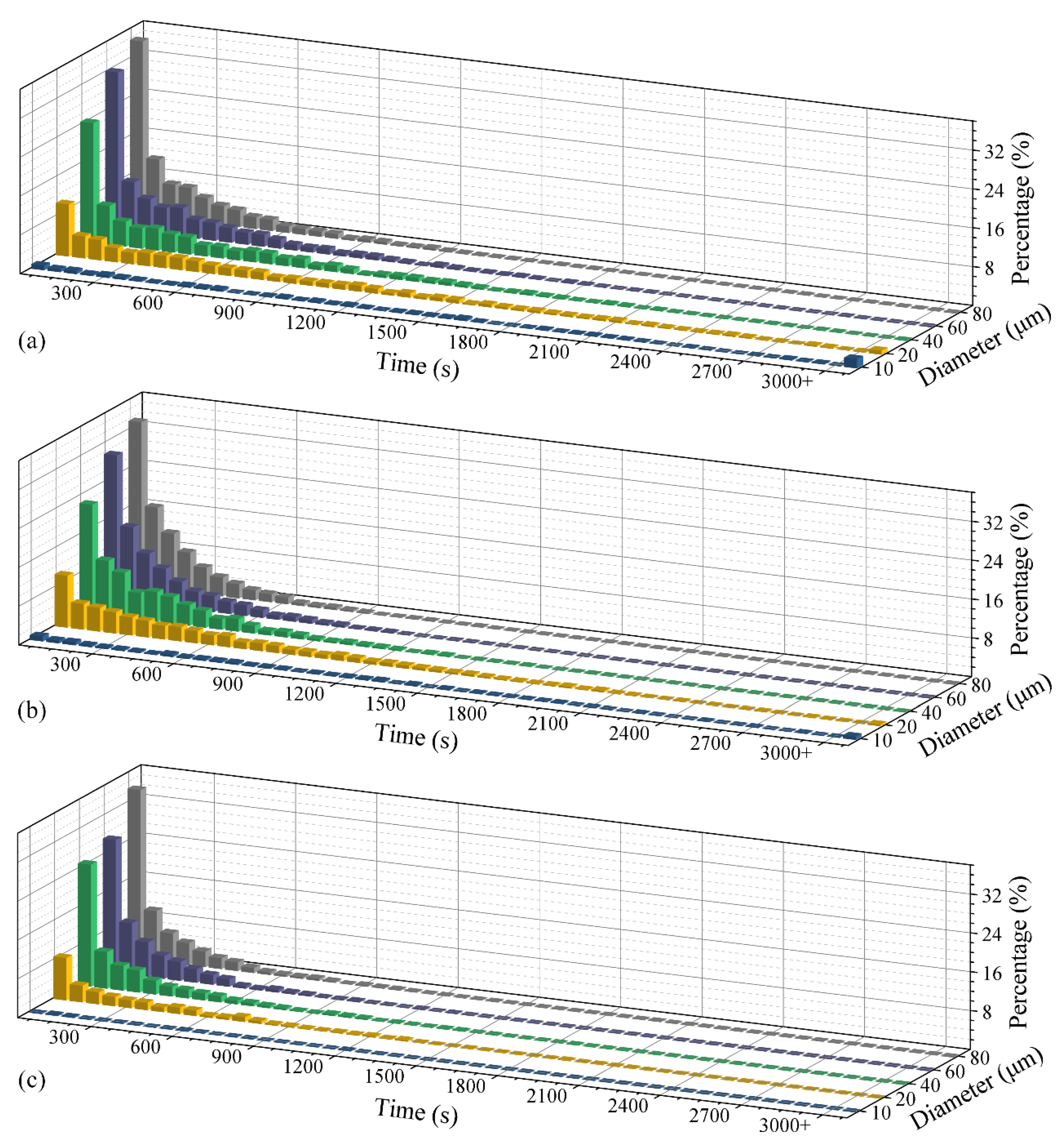
3.3. Removal of Inclusions in Different Distributing Chambers
4. Conclusions
- (1)
- Changing the width of the distributing chamber will significantly modify the flow field inside it. If the width is too short (e.g., it reaches 0.606 m), it will exacerbate the asymmetry of the flow field in the distributing chamber and facilitate the generation of short-circuit flow.
- (2)
- Reducing the volume of distributing chamber can improve the heating efficiency of the induction heating tundish and reduce energy consumption, though the marginal benefit of energy-saving by reducing the volume of the distributing chamber is low. The fastest heating rates of tundishes A, B, and C are about 0.4, 0.6, and 0.8 K/min, respectively, when the heating power is 600 kW. The total energy consumption of tundishes A, B, and C are 476, 444, and 434 kWh when pouring a ladle of molten steel.
- (3)
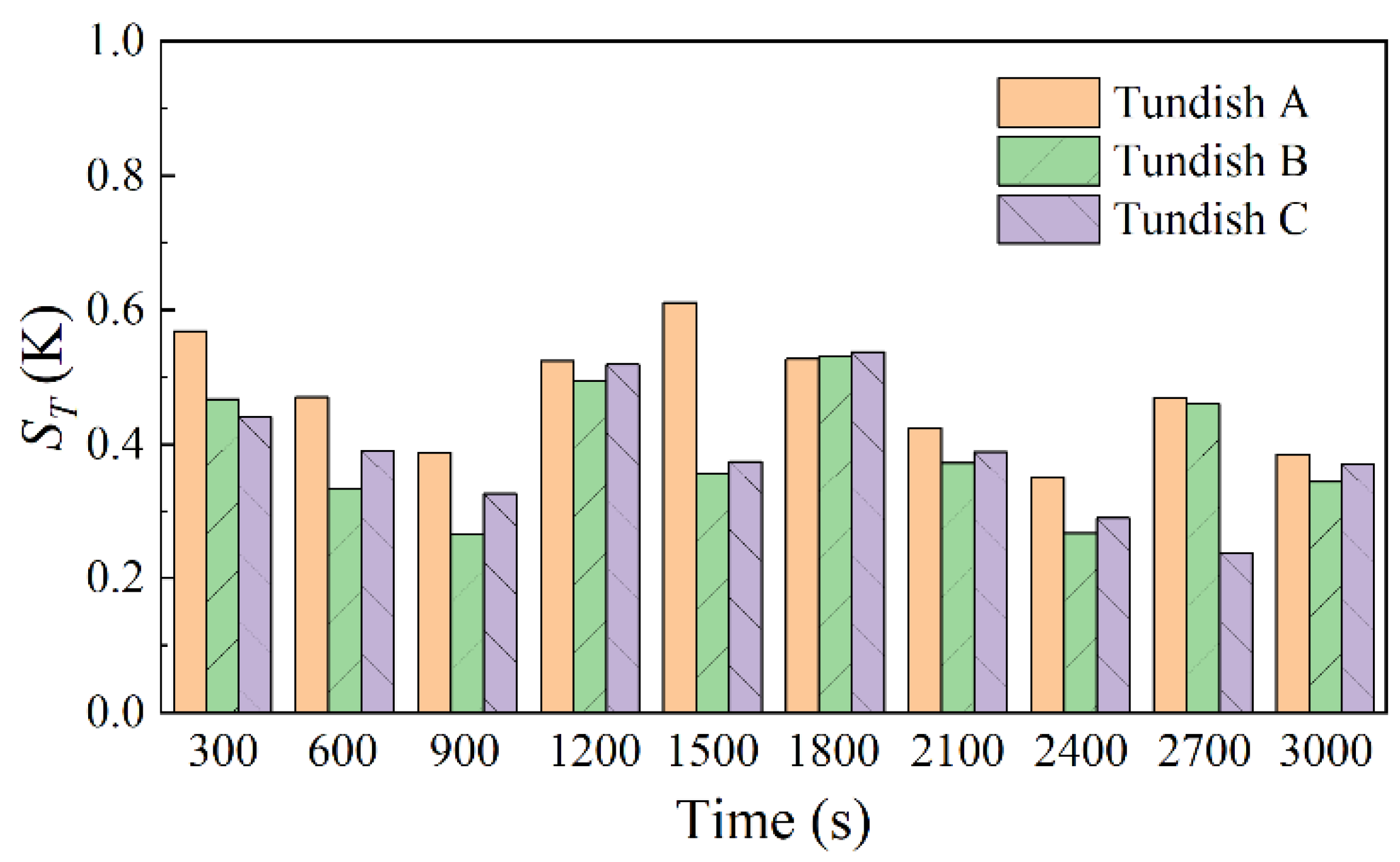
- Reducing the volume of the distributing chamber will increase the temperature fluctuation of molten steel during the pouring process. When using tundishes A, B, and C in continuous casting, the standard deviations of the temperature distribution in distributing chambers are 0.76, 0.91, and 0.99 K, respectively. The temperature uniformity of molten steel is closely related to the flow field. Reducing the width of the distributing chamber from 1.216 to 0.838 m, the temperature uniformity of molten steel can be improved. However, reducing it to 0.606 m will destroy the symmetry of the flow field and deteriorate the temperature uniformity.
- (4)
- The diameter of inclusions has little effect on floating ratio and floating efficiency. However, the larger the inclusions are, the higher the removal ratio and removal efficiency are. The floating efficiency increases with the decrease in volume of distributing chamber. When reducing the width of the distributing chamber, the removal efficiency will first rise, and then decline. When the width of the distributing chamber is reduced from 1.216 to 0.838 m, the floating ratio of inclusions almost remains at about 96% and the removal ratio of inclusions is slightly increased. However, when the width is reduced to 0.606 m, the floating ratio and removal ratio of inclusions tend to depress and the ratio of inclusions flowing into the mold increases significantly.
- (5)
- To sum up, the large-scale two-strand slab continuous casting induction heating tundish performs the best metallurgical effects when the width of distributing chamber is appropriate. Tundish B should be selected in this plant.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, L.F.; Taniguchi, S.; Cai, K.K. Fluid flow and inclusion removal in continuous casting tundish. Metall. Mater. Trans. B 2000, 31, 253–266. [Google Scholar] [CrossRef]
- Fredrikson, B.; Hellsing, S.; Folgero, K. Channel-Type Induction Furnace. U.S. Patent 3618917, 9 November 1971. [Google Scholar]
- Marty, P.; Alemany, A. Theoretical and experimental aspects of electromagnetic separation. In Metallurgical Applications of Magnetohydrodynamics: Proceedings of the International Union of Theoretical and Applied Mechanics, Delft, The Netherlands, 31 August–3 September 1982; A. A. Balkema: Cambridge, London, UK, 1982; pp. 245–259. [Google Scholar]
- Yoshii, Y.; Habu, Y.; Yamanaka, H.; Ueda, T. Method of Heating a Molten Steel in a Tundish for a Continuous Casting Apparatus. U.S. Patent 4582531, 15 April 1986. [Google Scholar]
- Wang, Q.; Li, B.K.; Tsukihashi, F. Modeling of a thermo-electromagneto-hydrodynamic problem in continuous casting tundish with channel type induction heating. ISIJ Int. 2014, 54, 311–320. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Qi, F.S.; Li, B.K.; Tsukihashi, F. Behavior of non-metallic inclusions in a continuous casting tundish with channel type induction heating. ISIJ Int. 2014, 54, 2796–2805. [Google Scholar] [CrossRef] [Green Version]
- Xing, F.; Zheng, S.G.; Zhu, M.Y. Motion and removal of inclusions in new induction heating tundish. Steel Res. Int. 2018, 89, 1700542. [Google Scholar] [CrossRef]
- Xing, F.; Zheng, S.G.; Liu, Z.H.; Zhu, M.Y. Flow field, temperature field, and inclusion removal in a new induction heating tundish with bent channels. Metals 2019, 9, 561. [Google Scholar] [CrossRef] [Green Version]
- Yang, B.; Deng, A.Y.; Wang, E.G. Simulating the magnetic field/transfer phenomenon of the tundish with channel type inducting heating. IOP Conf. Ser. Mater. Sci. Eng. 2018, 424, 012060. [Google Scholar] [CrossRef] [Green Version]
- Yang, B.; Deng, A.Y.; Duan, P.F.; Kang, X.L.; Wang, E.G. “Power curve” key factor affecting metallurgical effects of an induction heating tundish. J. Iron Steel Res. Int. 2022, 29, 151–164. [Google Scholar] [CrossRef]
- Yang, B.; Deng, A.Y.; Li, Y.; Wang, E.G. Exploration of the relationship between the electromagnetic field and the hydrodynamic phenomenon in a channel type induction heating tundish using a validated model. ISIJ Int. 2022, 62, 677–688. [Google Scholar]
- Yang, B.; Lei, H.; Bi, Q.; Jiang, J.M.; Zhang, H.W.; Zhao, Y.; Zhou, J.A. Electromagnetic conditions in a tundish with channel type induction heating. Steel Res. Int. 2018, 89, 1800145. [Google Scholar] [CrossRef]
- Yang, B.; Lei, H.; Bi, Q.; Xiao, Y.Y.; Zhao, Y. Numerical simulation of collision-coalescence and removal of inclusions in a tundish. JOM 2018, 70, 2950–2957. [Google Scholar] [CrossRef]
- Lei, H.; Yang, B.; Bi, Q.; Xiao, Y.Y.; Chen, S.F.; Ding, C.Y. Numerical simulation of collision-coalescence and removal of inclusion in tundish with channel type induction heating. ISIJ Int. 2019, 59, 1811–1819. [Google Scholar] [CrossRef] [Green Version]
- Yue, Q.; Zhang, C.B.; Pei, X.H. Magnetohydrodynamic flows and heat transfer in a twin-channel induction heating tundish. Ironmak. Steelmak. 2017, 44, 227–236. [Google Scholar] [CrossRef]
- Wang, P.; Chen, X.Q.; Xiao, H.; Li, X.S.; Ma, Z.M.; Tang, H.Y.; Zhang, J.Q. Effect of flow control devices on the distribution of magnetic-flow-heat in the channel induction heating tundish. Ironmak. Steelmak. 2021, 48, 1200–1210. [Google Scholar] [CrossRef]
- Wang, P.; Xiao, H.; Chen, X.Q.; Li, X.S.; He, H.; Tang, H.Y.; Zhang, J.Q. Influence of dual-channel induction heating coil parameters on the magnetic field and macroscopic transport behavior in t-type tundish. Metall. Mater. Trans. B 2021, 52, 3447–3467. [Google Scholar] [CrossRef]
- Braun, A.; Warzecha, M.; Pfeifer, H. Numerical and physical modeling of steel flow in a two-strand tundish for different casting conditions. Metall. Mater. Trans. B 2010, 41, 549–559. [Google Scholar] [CrossRef]
- Ling, H.T.; Zhang, L.F.; Li, H. Mathematical modeling on the growth and removal of non-metallic inclusions in the molten steel in a two-strand continuous casting tundish. Metall. Mater. Trans. B 2016, 47, 2991–3012. [Google Scholar] [CrossRef]
- Chatterjee, S.; Li, D.H.; Chattopadhyay, K. Modeling of liquid steel/slag/argon gas multiphase flow during tundish open eye formation in a two-strand tundish. Metall. Mater. Trans. B 2018, 49, 756–766. [Google Scholar] [CrossRef]
- Li, Y.; Deng, A.Y.; Li, H.; Yang, B.; Wang, E.G. Numerical study on flow, temperature, and concentration distribution features of combined gas and bottom-electromagnetic stirring in a ladle. Metals 2018, 8, 76. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Deng, A.Y.; Yin, C.Q.; Zhang, S.J.; Wang, E.G. Effects of magnetic pressure constraint on dynamic deformation and oscillation behavior of metal free surface. J. Iron Steel Res. Int. 2016, 23, 1134–1141. [Google Scholar] [CrossRef]
- Yang, B.; Deng, A.Y.; Li, Y.; Xu, X.J.; Wang, E.G. Numerical simulation of flow and solidification in continuous casting process with mold electromagnetic stirring. J. Iron Steel Res. Int. 2019, 26, 219–229. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Deng, A.Y.; Zhang, L.T.; Yang, B.; Wang, E.G. A new type of magnetic field arrangement to suppress meniscus fluctuation in slab casting: Numerical simulation and experiment. J. Mater. Process. Technol. 2021, 298, 117278. [Google Scholar] [CrossRef]
- Menter, F.R. Eddy viscosity transport equations and their relation to the k-ε model. J. Fluids Eng. 1997, 119, 876–884. [Google Scholar] [CrossRef]
- Chen, Q. Comparison of different k-ε models for indoor air flow computations. Numer. Heat Transf. Part B 1995, 28, 353–369. [Google Scholar] [CrossRef]
- Lam, C.; Bremhorst, K. A modified form of the k-ε model for predicting wall turbulence. J. Fluids Eng. 1981, 103, 456–460. [Google Scholar] [CrossRef]
- Chang, S.; Zhong, L.C.; Zou, Z.S. Simulation of flow and heat fields in a seven-strand tundish with gas curtain for molten steel continuous-casting. ISIJ Int. 2015, 55, 837–844. [Google Scholar] [CrossRef] [Green Version]
- Zhong, L.C.; Li, B.K.; Zhu, Y.X.; Wang, R.G.; Wang, W.Z.; Zhang, X.J. Fluid flow in a four-strand bloom continuous casting tundish with different flow modifiers. ISIJ Int. 2007, 47, 88–94. [Google Scholar] [CrossRef] [Green Version]
- Ramos-Banderas, A.; Morales, R.D.; Garcia-Demedices, L.; Diaz-Cruz, M. Mathematical simulation and modeling of steel flow with gas bubbling in trough type tundishes. ISIJ Int. 2003, 43, 653–662. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Liu, Y.; Huang, A.; Yan, W.; Gu, H.Z.; Li, G.Q. CFD investigation of effect of multi-hole ceramic filter on inclusion removal in a two-strand tundish. Metall. Mater. Trans. B 2020, 51, 276–292. [Google Scholar] [CrossRef]
- Bouris, D.; Bergeles, G. Investigation of inclusion re-entrainment from the steel-slag interface. Metall. Mater. Trans. B 1998, 29, 641–649. [Google Scholar] [CrossRef]
- Liu, C.; Yang, S.F.; Li, J.S.; Zhu, L.B.; Li, X.G. Motion behavior of nonmetallic inclusions at the interface of steel and slag. Part I: Model development, validation, and preliminary analysis. Metall. Mater. Trans. B 2016, 47, 1882–1892. [Google Scholar] [CrossRef] [Green Version]
- Yang, S.F.; Li, J.S.; Liu, C.; Sun, L.Y.; Yang, H.B. Motion behavior of nonmetal inclusions at the interface of steel and slag. Part II: Model application and discussion. Metall. Mater. Trans. B 2014, 45, 2453–2463. [Google Scholar] [CrossRef]
- Wen, T.J.; Zhang, L.F. Inclusion transfer behavior across slag/droplet interface duiring electroslag remelting process. China Metall. 2018, 28, 34–40. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Conductivity of molten steel (S m−1) | 7.14 × 105 |
| Relative permeability of molten steel | 1 |
| Density of molten steel (kg m−3) | 7200 |
| Specific heat of molten steel (J kg−1 K−1) | 680 |
| Thermal conductivity (W m−1 K−1) | 30 |
| Thermal expansivity (K−1) | 1 × 10−4 |
| Viscosity of molten steel (Pa s) | 6.2 × 10−3 |
| Spacing of channels (m) | 0.874 |
| Diameter of channels (m) | 0.12 |
| Outlet diameter (m) | 0.07 |
| Inner diameter of inlet (m) | 0.12 |
| W1 of tundish A (m) | 1.516 |
| W2 of tundish A (m) | 1.216 |
| W1 of tundish B (m) | 1.138 |
| W2 of tundish B (m) | 0.838 |
| W1 of tundish C (m) | 0.906 |
| W2 of tundish C (m) | 0.606 |
| Capacity of tundish A (t) | 48.75 |
| Capacity of tundish B (t) | 36.79 |
| Capacity of tundish C (t) | 29.45 |
| Mesh 1 | Mesh 2 | Mesh 3 | Mesh 4 | |
|---|---|---|---|---|
| Total Element Number | 532,430 | 692,166 | 899,818 | 1,124,762 |
| 0.0648 | 0.0466 | 0.0394 | - | |
| 0.0716 | 0.0419 | 0.0354 | - | |
| 0.0468 | 0.0398 | 0.0311 | - |
| Power | Tundish A | Tundish B | Tundish C |
|---|---|---|---|
| 200 | 0–960 s | 0–1080 s | 0–1110 s |
| 400 | 960–1440 s | 1080–1620 s | 1110–1680 s |
| 600 | 1440–2460 s | 1620–2640 s | 1680–2700 s |
| 800 | 2460–3000 s | 2640–3000 s | 2700–3000 s |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, B.; Deng, A.; Kang, X.; Duan, P.; Wang, E. Numerical Study on the Influence of Distributing Chamber Volume on Metallurgical Effects in Two-Strand Induction Heating Tundish. Metals 2022, 12, 509. https://doi.org/10.3390/met12030509
Yang B, Deng A, Kang X, Duan P, Wang E. Numerical Study on the Influence of Distributing Chamber Volume on Metallurgical Effects in Two-Strand Induction Heating Tundish. Metals. 2022; 12(3):509. https://doi.org/10.3390/met12030509
Chicago/Turabian StyleYang, Bin, Anyuan Deng, Xiaolei Kang, Pengfei Duan, and Engang Wang. 2022. "Numerical Study on the Influence of Distributing Chamber Volume on Metallurgical Effects in Two-Strand Induction Heating Tundish" Metals 12, no. 3: 509. https://doi.org/10.3390/met12030509