
Improving Mechanical Properties of a Forged High-Manganese Alloy by Regulating Carbon Content and Carbide Precipitation

Abstract
:1. Introduction
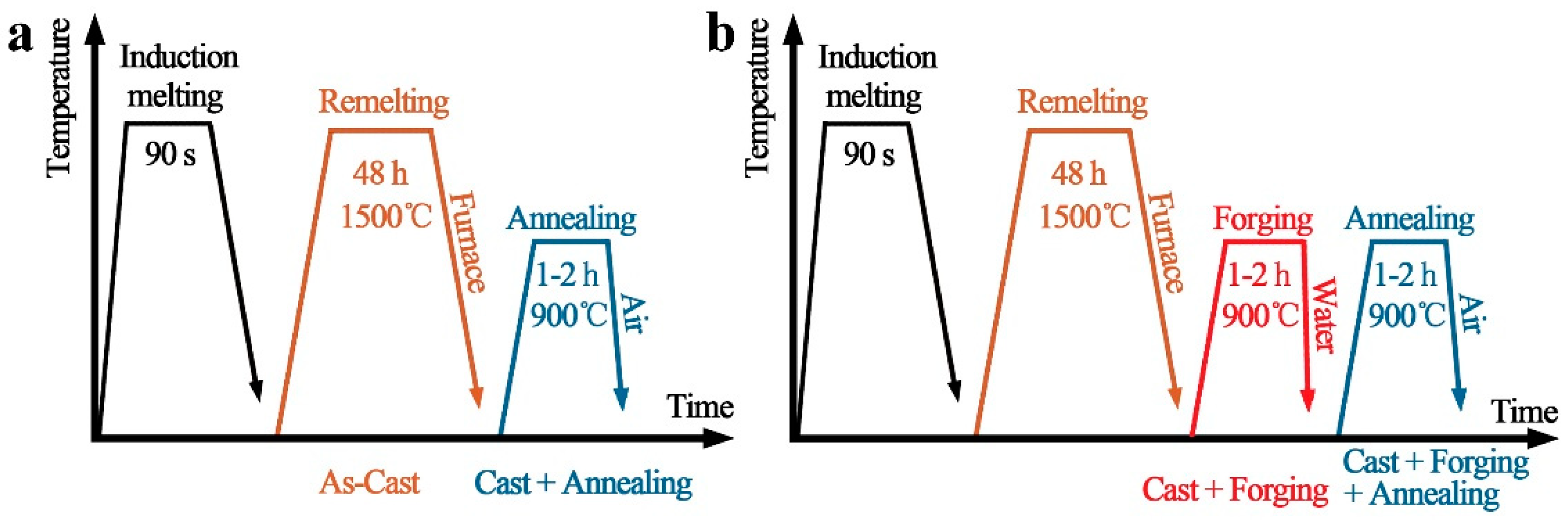
2. Materials and Methods
3. Results and Discussion
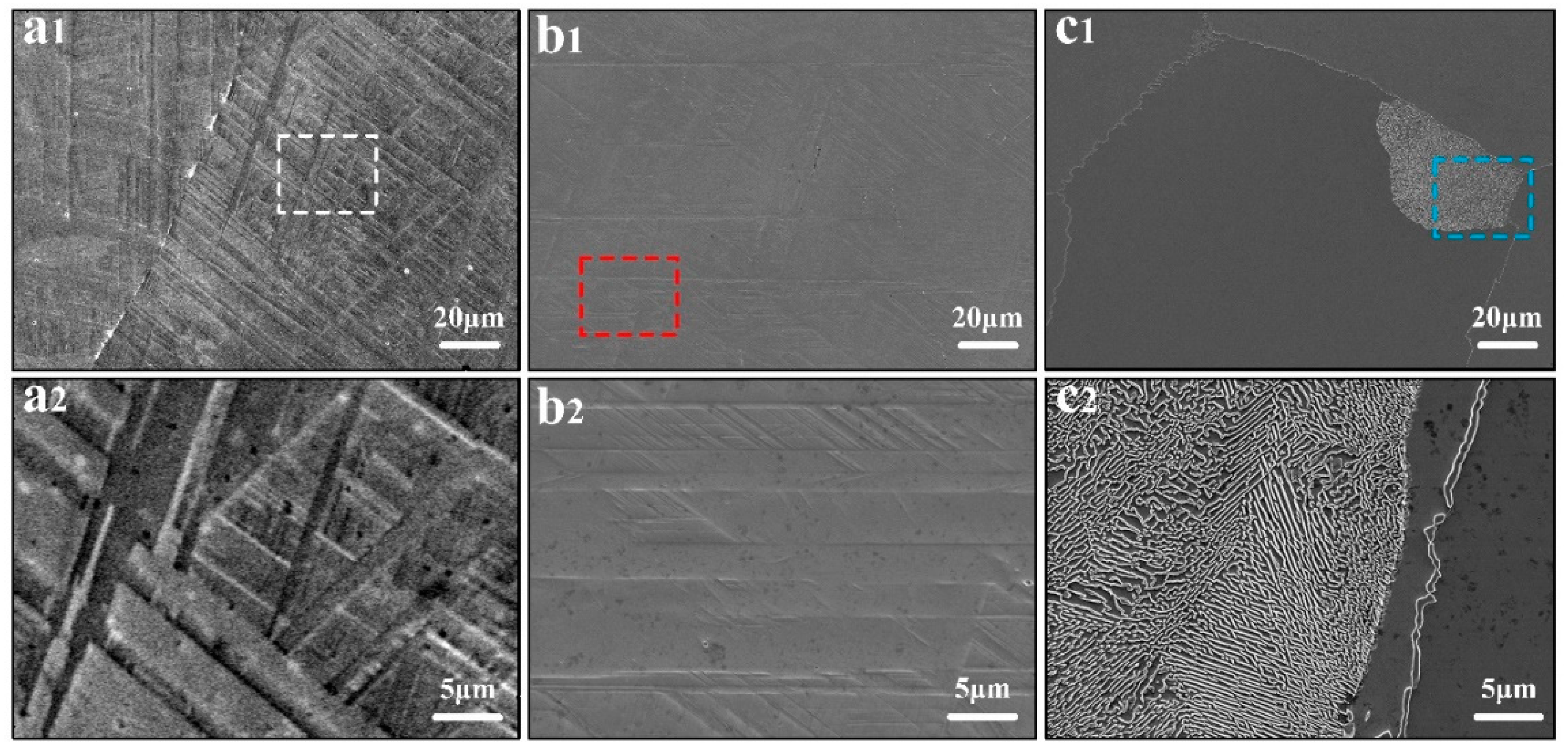
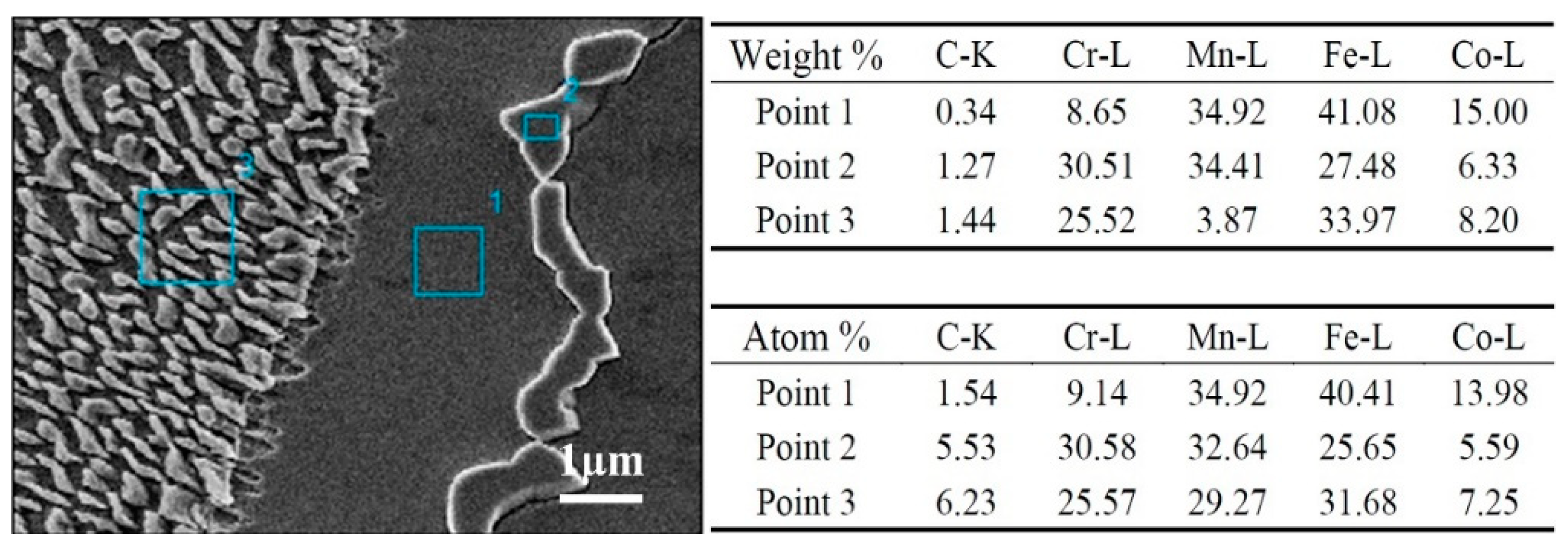
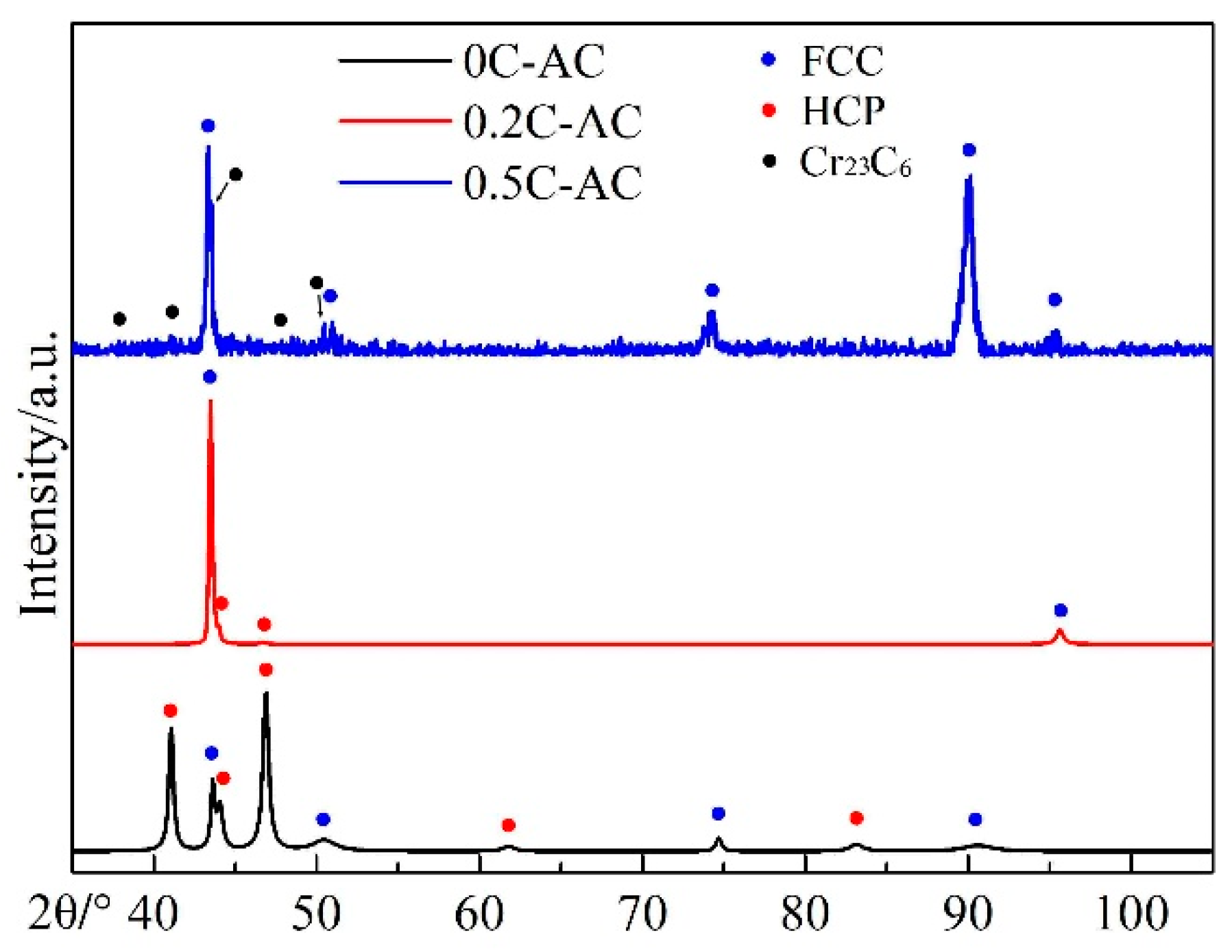
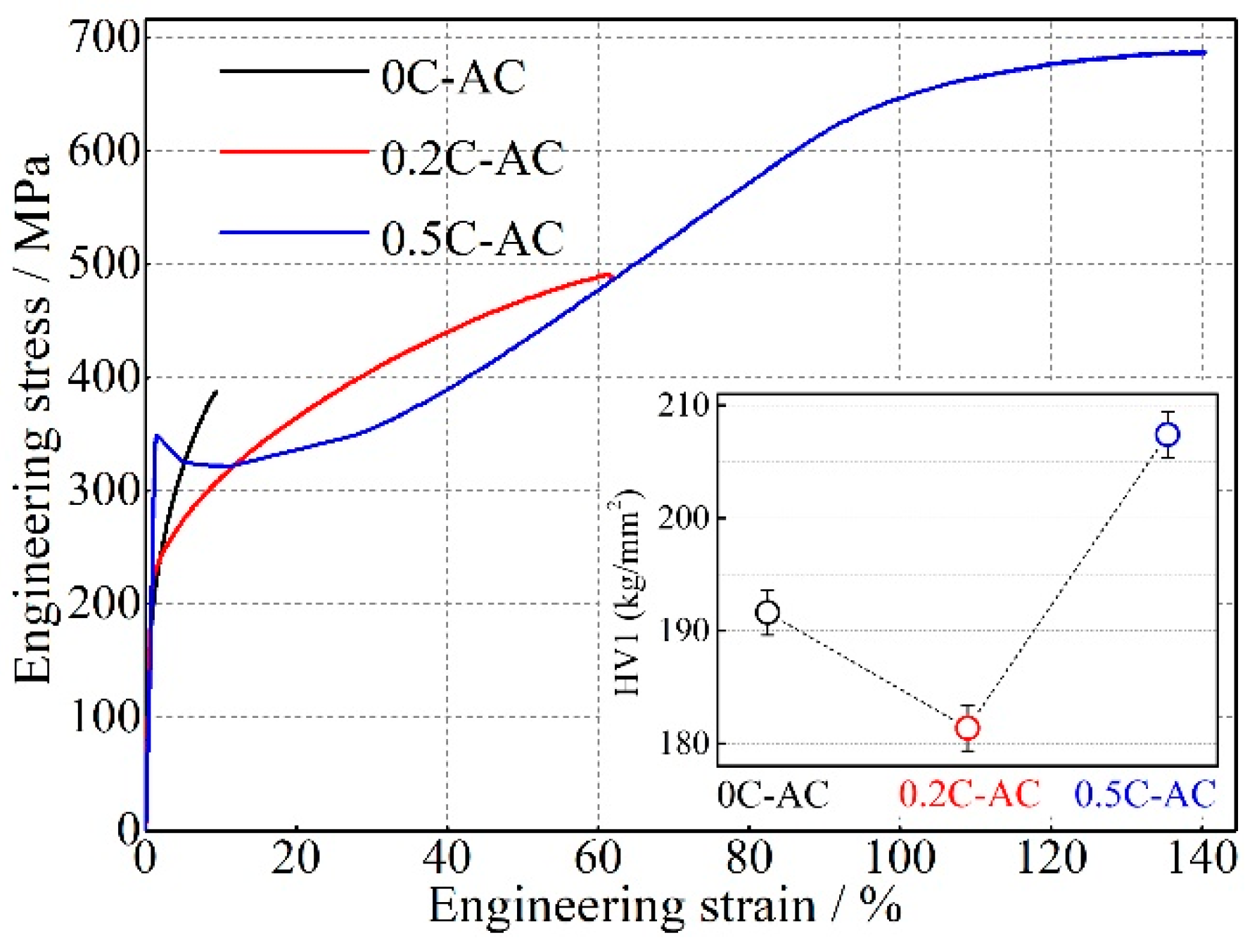
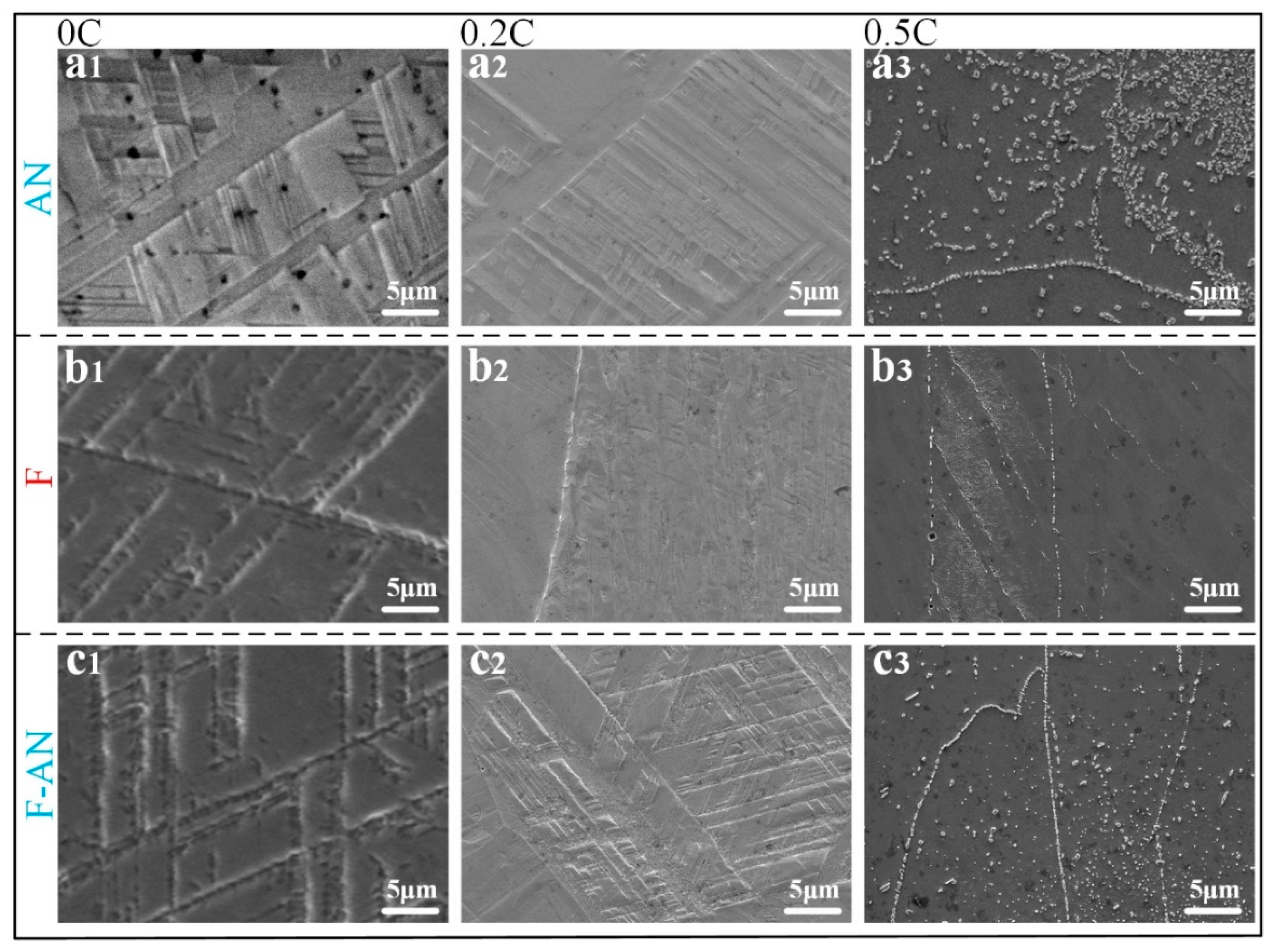
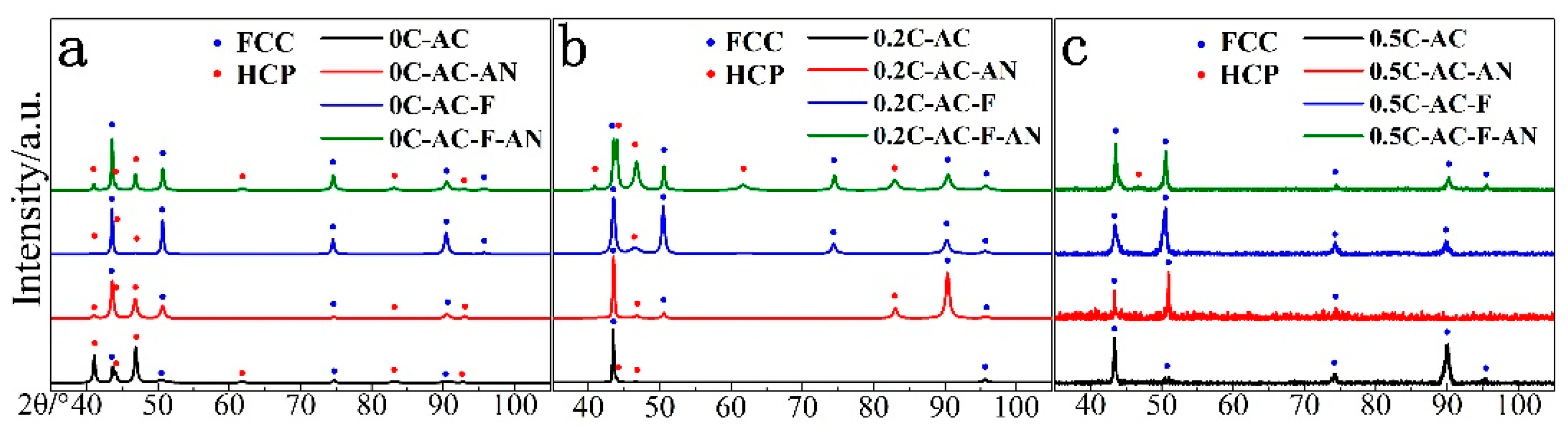
3.1. Effect of Interstitial Carbon Atoms on the Microstructure and Properties of Fe50Mn30Co10Cr10 Alloy
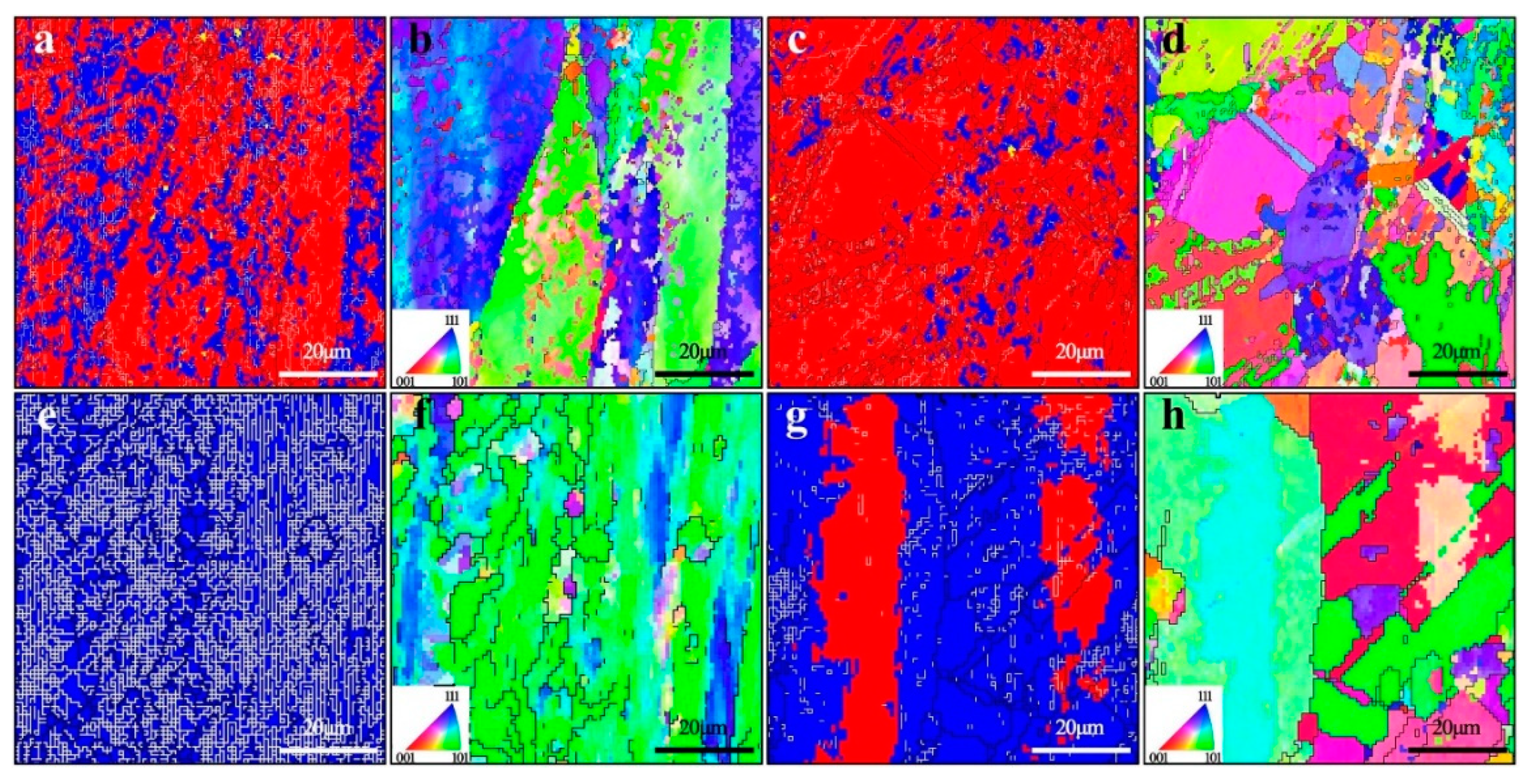
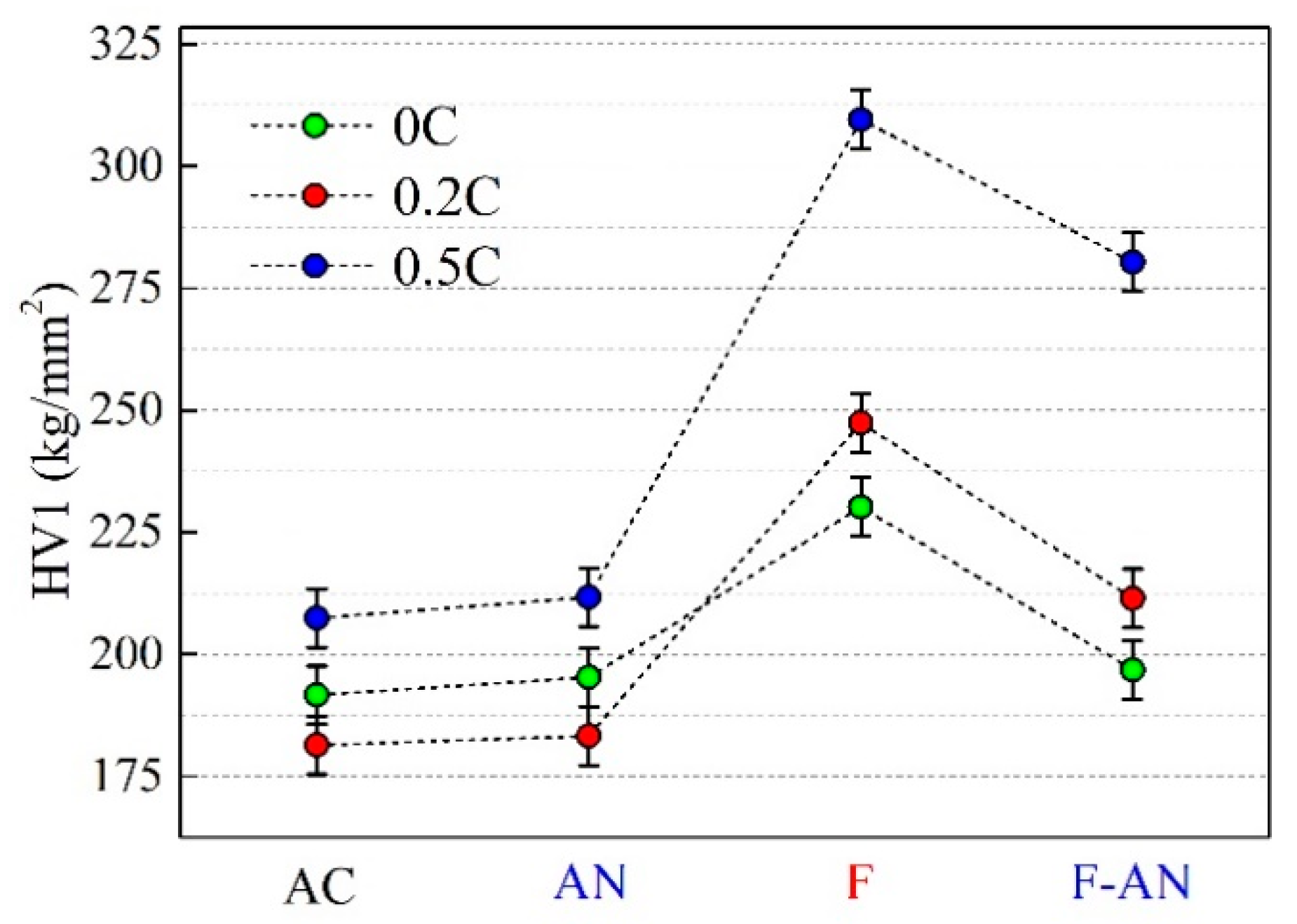
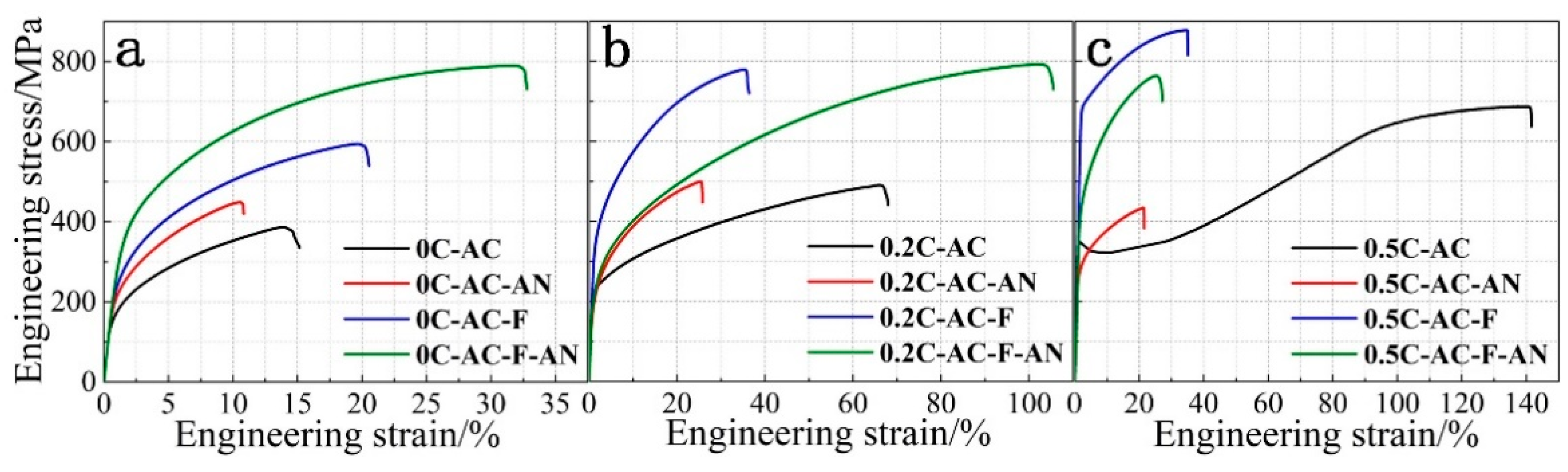
3.2. Effect of Heat Treatment on the Microstructure and Properties of Fe50Mn30Co10Cr10 Alloy
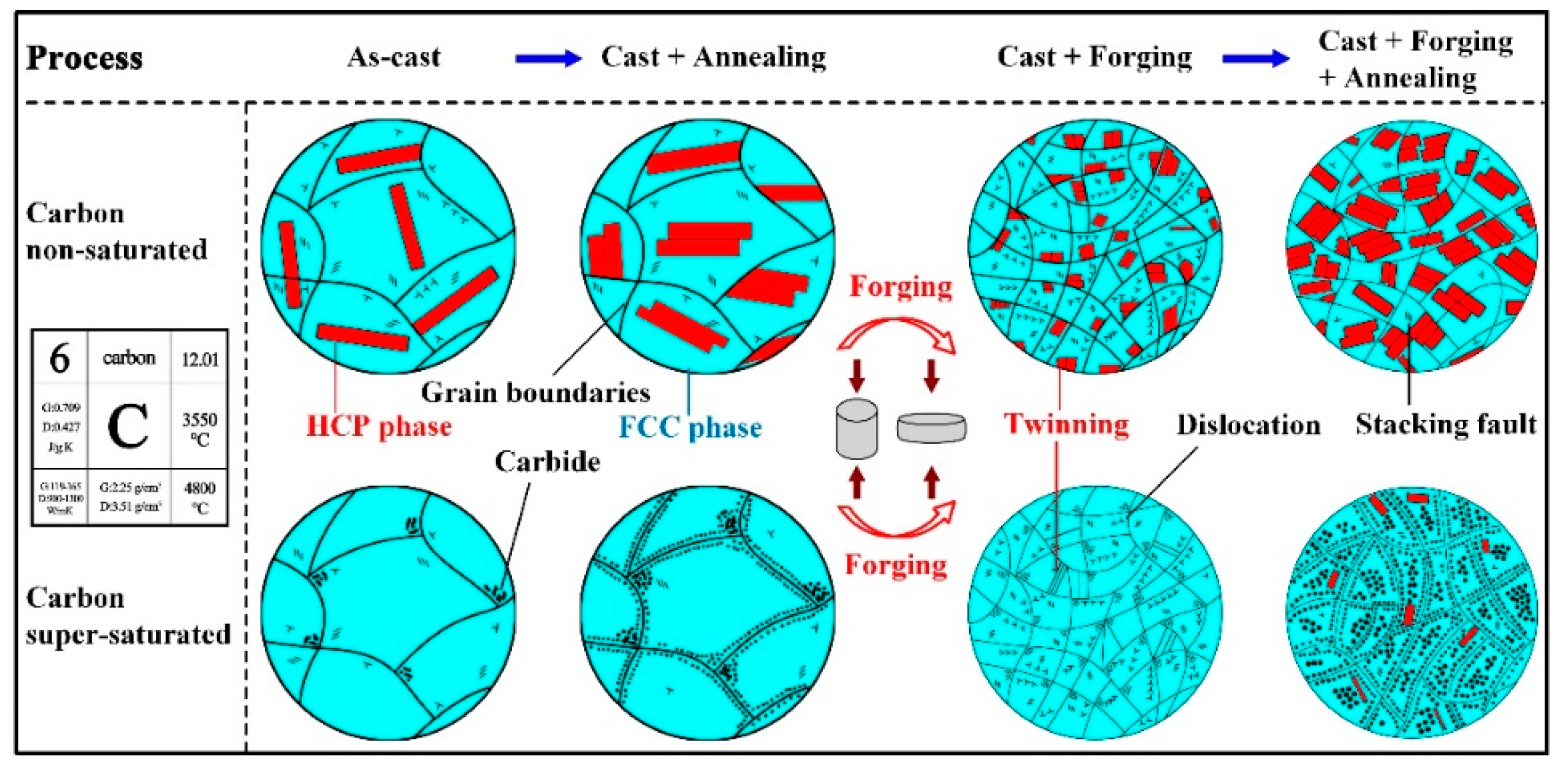
3.3. Fe50Mn30Co10Cr10 Alloy Strengthening and Toughening Mechanism
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Watanabe, K.; Kawasaki, T.; Tanaka, H. Structural origin of enhanced slow dynamics near a wall in glass-forming systems. Nat. Mater. 2011, 10, 512–520. [Google Scholar] [CrossRef] [PubMed]
- Wei, Y.; Li, Y.; Zhu, L.; Liu, Y.; Lei, X.; Wang, G.; Wu, Y.; Mi, Z.; Liu, J.; Wang, H.; et al. Evading the strength-ductility trade-off dilemma in steel through gradient hierarchical nanotwins. Nat. Commun. 2014, 5, 3580. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hadfield’s Manganese Steel. Science 1888, 12, 284–286.
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- GräSsel, O.; Krüger, L.; Frommeyer, G.; Meyer, L.W. High strength Fe-Mn-(Al,Si) TRIP/TWIP steels development—properties—application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Otto, F.; Dlouhý, A.; Somsen, C.; Bei, H.; Eggeler, G.; George, E.P. The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta Mater. 2013, 61, 5743–5755. [Google Scholar] [CrossRef] [Green Version]
- Saeed-Akbari, A.; Imlau, J.; Prahl, U.; Bleck, W. Derivation and Variation in Composition-Dependent Stacking Fault Energy Maps Based on Subregular Solution Model in High-Manganese Steels. Metall. Mater. Trans. A 2009, 40, 3076–3090. [Google Scholar] [CrossRef]
- Bastidas, D.M.; Ress, J.; Bosch, J.; Martin, U. Corrosion Mechanisms of High-Mn Twinning-Induced Plasticity (TWIP) Steels: A Critical Review. Metals 2021, 11, 287. [Google Scholar] [CrossRef]
- Haase, C.; Barrales-Mora, L.A. From High-Manganese Steels to Advanced High-Entropy Alloys. Metals 2019, 9, 726. [Google Scholar] [CrossRef] [Green Version]
- Troiano, A.R.; Mcguire, F.T. A study of the iron-rich iron-manganese alloys. Presented at the 24th Annual Convention of the American Society for Metals, Cleveland, OH, USA, 12–16 October 1942. [Google Scholar]
- Li, D.; Feng, Y.; Song, S.; Liu, Q.; Bai, Q.; Ren, F.; Shangguan, F. Influences of silicon on the work hardening behavior and hot deformation behavior of Fe–25 wt%Mn–(Si, Al) TWIP steel. J. Alloy Compd. 2015, 618, 768–775. [Google Scholar] [CrossRef]
- Li, Z.; Pradeep, K.G.; Deng, Y.; Raabe, D.; Tasan, C.C. Metastable high-entropy dual-phase alloys overcome the strength-ductility trade-off. Nature 2016, 534, 227–230. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Raabe, D. Strong and Ductile Non-equiatomic High-Entropy Alloys: Design, Processing, Microstructure, and Mechanical Properties. JOM 2017, 69, 2099–2106. [Google Scholar] [CrossRef] [PubMed]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Stepanov, N.D.; Yurchenko, N.Y.; Tikhonovsky, M.A.; Salishchev, G.A. Effect of carbon content and annealing on structure and hardness of the CoCrFeNiMn-based high entropy alloys. J. Alloy. Compd. 2016, 687, 59–71. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, S.; Alotaibi, S.M.; Liu, Y.; Wang, B.; Meyers, M.A. Adiabatic shear localization in the CrMnFeCoNi high-entropy alloy. Acta Mater. 2018, 151, 424–431. [Google Scholar] [CrossRef] [Green Version]
- Yang, S.; Yang, Y. Thermodynamics-kinetics of twinning/martensitic transformation in Fe50Mn30Co10Cr10 high-entropy alloy during adiabatic shearing. Scr. Mater. 2020, 181, 115–120. [Google Scholar] [CrossRef]
- Li, Z.; Tasan, C.C.; Pradeep, K.G.; Raabe, D. A TRIP-assisted dual-phase high-entropy alloy: Grain size and phase fraction effects on deformation behavior. Acta Mater. 2017, 131, 323–335. [Google Scholar] [CrossRef]
- Tang, Z.Y.; Misra, R.D.K.; Ma, M.; Zan, N.; Wu, Z.Q.; Ding, H. Deformation twinning and martensitic transformation and dynamic mechanical properties in Fe–0.07C–23Mn–3.1Si–2.8Al TRIP/TWIP steel. Mater. Sci. Eng. A 2015, 624, 186–192. [Google Scholar] [CrossRef]
- Li, K.; Yu, B.; Misra, R.D.K.; Han, G.; Tsai, Y.T.; Shao, C.W.; Shang, C.J.; Yang, J.R.; Zhang, Z.F. Strain rate dependence on the evolution of microstructure and deformation mechanism during nanoscale deformation in low carbon-high Mn TWIP steel. Mater. Sci. Eng. A 2019, 742, 116–123. [Google Scholar] [CrossRef]
- Yan, K.; Bhattacharyya, D.; Lian, Q.; Kabra, S.; Kawasaki, M.; Carr, D.G.; Callaghan, M.D.; Avdeev, M.; Li, H.; Wang, Y.; et al. Martensitic Phase Transformation and Deformation Behavior of Fe-Mn-C-Al Twinning-Induced Plasticity Steel during High-Pressure Torsion. Adv. Eng. Mater. 2014, 16, 927–932. [Google Scholar] [CrossRef]
- Yang, G.; Kim, J.-K. An Overview of High Yield Strength Twinning-Induced Plasticity Steels. Metals 2021, 11, 124. [Google Scholar] [CrossRef]
- Li, Z.; Tasan, C.C.; Springer, H.; Gault, B.; Raabe, D. Interstitial atoms enable joint twinning and transformation induced plasticity in strong and ductile high-entropy alloys. Sci. Rep. 2017, 7, 40704. [Google Scholar] [CrossRef] [PubMed]
- Li, Z. Interstitial equiatomic CoCrFeMnNi high-entropy alloys: Carbon content, microstructure, and compositional homogeneity effects on deformation behavior. Acta Mater. 2019, 164, 400–412. [Google Scholar] [CrossRef]
- Sato, K.; Ichinose, M.; Hirotsu, Y.; Inoue, Y.J.I.I. Effects of Deformation Induced Phase Transformation and Twinning on the Mechanical Properties of Austenitic Fe–Mn–Al Alloys. ISIJ Int. 2007, 52, 868–877. [Google Scholar] [CrossRef]
- Barbé, E.; Fu, C.-C.; Sauzay, M. Fracture of coherent interfaces between an fcc metal matrix and the Cr23C6 carbide precipitate from first principles. Phys. Rev. Mater. 2018, 2, 023605. [Google Scholar] [CrossRef]
- Ko, J.Y.; Hong, S.I. Microstructural evolution and mechanical performance of carbon-containing CoCrFeMnNi-C high entropy alloys. J. Alloy. Compd. 2018, 743, 115–125. [Google Scholar] [CrossRef]
- Tsau, C.H.; Hsiao, R.W.; Chien, T.Y. Corrosion Behavior of CoCrFeNiTax Alloys in 1 M Sodium Chloride Aqueous Solution. Materials 2020, 13, 5157. [Google Scholar] [CrossRef] [PubMed]
- Liu, S.; Zhou, Y.; Xing, X.; Wang, J.; Yang, Y.; Yang, Q. Agglomeration model of (Fe,Cr)7C3 carbide in hypereutectic Fe-Cr-C alloy. Mater. Lett. 2016, 183, 272–276. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Grässel, O.; Frommeyer, G.; Derder, C.; Hofmann, H. Phase Transformations and Mechanical Properties of Fe-Mn-Si-Al TRIP-Steels. J. Phys. Arch. 1997, 7, 383–388. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, J.; Daly, M. Yield strength insensitivity in a dual-phase high entropy alloy after prolonged high temperature annealing. Mater. Sci. Eng. A 2021, 820. [Google Scholar] [CrossRef]
- Wu, X.; Mayweg, D.; Ponge, D.; Li, Z. Microstructure and deformation behavior of two TWIP/TRIP high entropy alloys upon grain refinement. Mater. Sci. Eng. A 2021, 802. [Google Scholar] [CrossRef]
- Palma- Elvira, E.D.; Garnica-Gonzalez, P.; Pacheco-Cedeño, J.S.; Cruz Rivera, J.J.; Ramos-Azpeitia, M.; Garay-Reyes, C.G.; Hernández-Rivera, J.L. Microstructural development and mechanical properties during hot rolling and annealing of an automotive steel combining TRIP/TWIP effects. J. Alloy. Compd. 2019, 798, 45–52. [Google Scholar] [CrossRef]
- Yang, F.; Dong, L.; Hu, X.; Zhou, X.; Fang, F.; Xie, Z.; Jiang, J. Microstructural features and tensile behaviors of a novel FeMnCoCr high entropy alloys. Mater. Lett. 2020, 275. [Google Scholar] [CrossRef]
- He, Z.F.; Jia, N.; Ma, D.; Yan, H.L.; Li, Z.M.; Raabe, D. Joint contribution of transformation and twinning to the high strength-ductility combination of a FeMnCoCr high entropy alloy at cryogenic temperatures. Mater. Sci. Eng. A 2019, 759, 437–447. [Google Scholar] [CrossRef]
- Dong, Y.; Sun, Z.; Xia, H.; Feng, J.; Du, J.; Fang, W.; Liu, B.; Wang, G.; Li, L.; Zhang, X.; et al. The Influence of Warm Rolling Reduction on Microstructure Evolution, Tensile Deformation Mechanism and Mechanical Properties of an Fe-30Mn-4Si-2Al TRIP/TWIP Steel. Metals 2018, 8, 742. [Google Scholar] [CrossRef] [Green Version]
- Tang, Z.; Huang, J.; Ding, H.; Cai, Z.; Zhang, D.; Misra, D. Effect of Deformation Temperature on Mechanical Properties and Deformation Mechanisms of Cold-Rolled Low C High Mn TRIP/TWIP Steel. Metals 2018, 8, 476. [Google Scholar] [CrossRef] [Green Version]
- Seol, J.-B.; Jung, J.E.; Jang, Y.W.; Park, C.G. Influence of carbon content on the microstructure, martensitic transformation and mechanical properties in austenite/ε-martensite dual-phase Fe–Mn–C steels. Acta Mater. 2013, 61, 558–578. [Google Scholar] [CrossRef]
- Bouaziz, O.; Zurob, H.; Chehab, B.; Embury, J.D.; Allain, S.; Huang, M. Effect of chemical composition on work hardening of Fe—Mn—C TWIP steels. Mater. Sci. Technol. 2016, 27, 707–709. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Dobatkin, S.V.; Belyakov, A.; Kaibyshev, R. Hall-Petch relationship for austenitic stainless steels processed by large strain warm rolling. Acta Mater. 2017, 136, 39–48. [Google Scholar] [CrossRef]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 2013, 15, 30–36. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Fe | Mn | Co | Cr | C |
|---|---|---|---|---|---|
| Fe50Mn30Co10Cr10 | 50.00 | 30.00 | 10.00 | 10.00 | 0.00 (at.%) |
| 50.32 | 29.70 | 10.62 | 9.37 | 0.00 (wt.%) | |
| (Fe50Mn30Co10Cr10)99.08C0.92 | 49.54 | 29.73 | 9.91 | 9.91 | 0.92 (at.%) |
| 50.21 | 29.64 | 10.60 | 9.35 | 0.20 (wt.%) | |
| (Fe50Mn30Co10Cr10)95.74C2.26 | 45.87 | 29.33 | 9.78 | 9.78 | 2.20 (at.%) |
| 48.48 | 30.49 | 10.91 | 9.62 | 0.50 (wt.%) |
| Alloy | Fe | Mn | Co | Cr | C | N | Si |
|---|---|---|---|---|---|---|---|
| Fe50Mn30Co10Cr10 | 49.23 | 29.14 | 10.86 | 10.39 | 0.02 | <0.01 | 0.36 |
| (Fe50Mn30Co10Cr10) C0.2 | 48.34 | 28.94 | 11.43 | 10.56 | 0.24 | <0.01 | 0.49 |
| (Fe50Mn30Co10Cr10) C0.5 | 47.55 | 28.53 | 11.51 | 11.26 | 0.57 | <0.01 | 0.58 |
| Alloy | Process | Specimen Name |
|---|---|---|
| Fe50Mn30Co10Cr10 | As-Cast | 0C-AC |
| Cast + Annealing | 0C-AC-AN | |
| Cast + Forging | 0C-AC-F | |
| Cast + Forging + Annealing | 0C-AC-F-AN | |
| (Fe50Mn30Co10Cr10) C0.2 | As-Cast | 0.2C-AC |
| Cast + Annealing | 0.2C-AC-AN | |
| Cast + Forging | 0C-AC-F | |
| Cast + Forging + Annealing | 0.2C-AC-F-AN | |
| (Fe50Mn30Co10Cr10) C0.5 | As-Cast | 0.5C-AC |
| Cast + Annealing | 0.5C-AC-AN | |
| Cast + Forging | 0C-AC-F | |
| Cast + Forging + Annealing | 0.5C-AC-F-AN |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, Z.; Liu, T.; Li, J.; Wang, L.; Zhang, T.; Wang, J.; Tao, Q. Improving Mechanical Properties of a Forged High-Manganese Alloy by Regulating Carbon Content and Carbide Precipitation. Metals 2022, 12, 473. https://doi.org/10.3390/met12030473
Pan Z, Liu T, Li J, Wang L, Zhang T, Wang J, Tao Q. Improving Mechanical Properties of a Forged High-Manganese Alloy by Regulating Carbon Content and Carbide Precipitation. Metals. 2022; 12(3):473. https://doi.org/10.3390/met12030473
Chicago/Turabian StylePan, Zhizhou, Tao Liu, Jiang Li, Lei Wang, Tianyu Zhang, Jian Wang, and Qing Tao. 2022. "Improving Mechanical Properties of a Forged High-Manganese Alloy by Regulating Carbon Content and Carbide Precipitation" Metals 12, no. 3: 473. https://doi.org/10.3390/met12030473