
Numerical Studies of the Effects of the Substrate Structure on the Residual Stress in Laser Directed Energy Additive Manufacturing of Thin-Walled Products


Abstract
:
1. Introduction
2. Experiment and Materials
3. Numerical Model
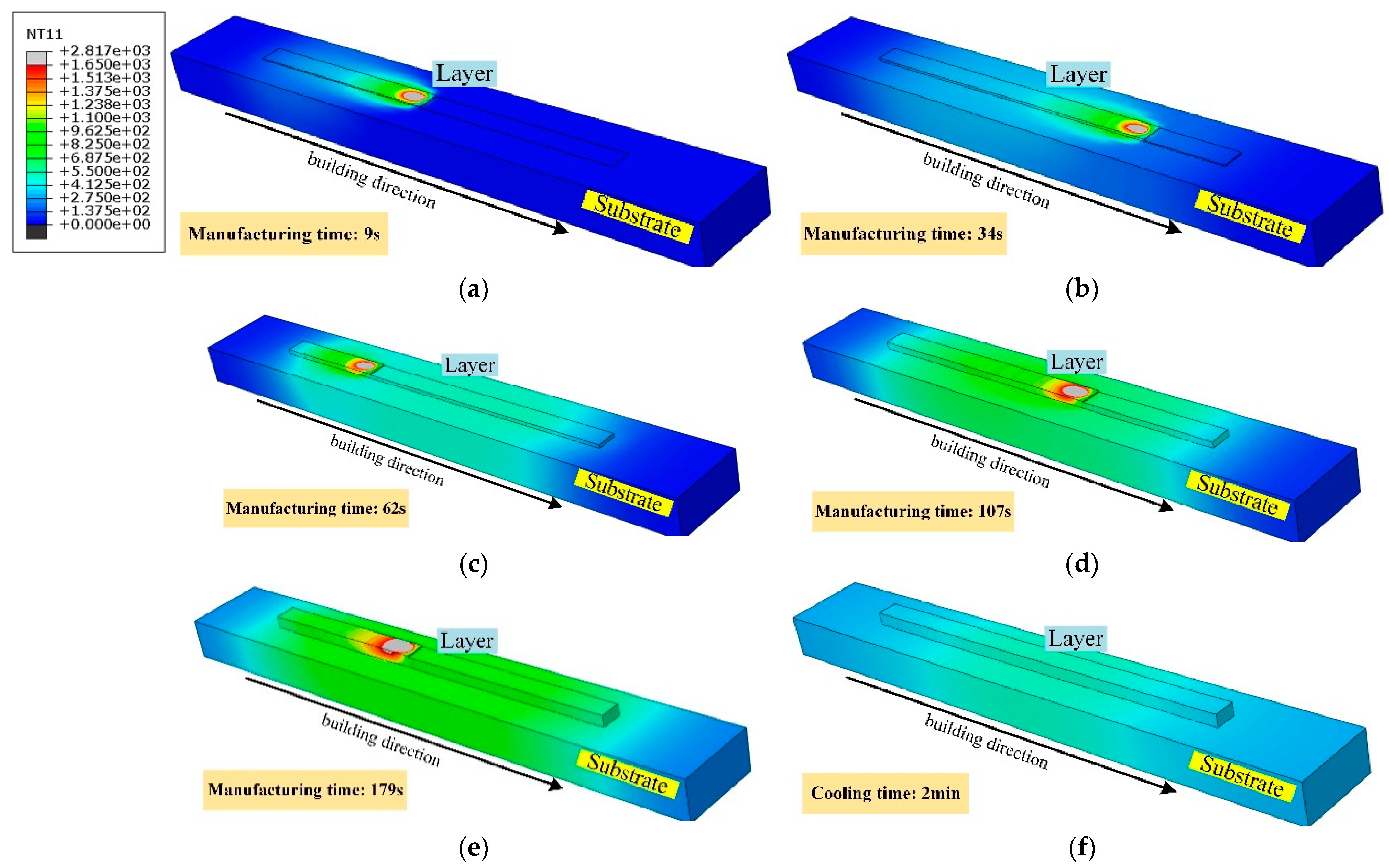
3.1. Thermal Analysis
3.2. Mechanical Analysis
4. Results and Discussion
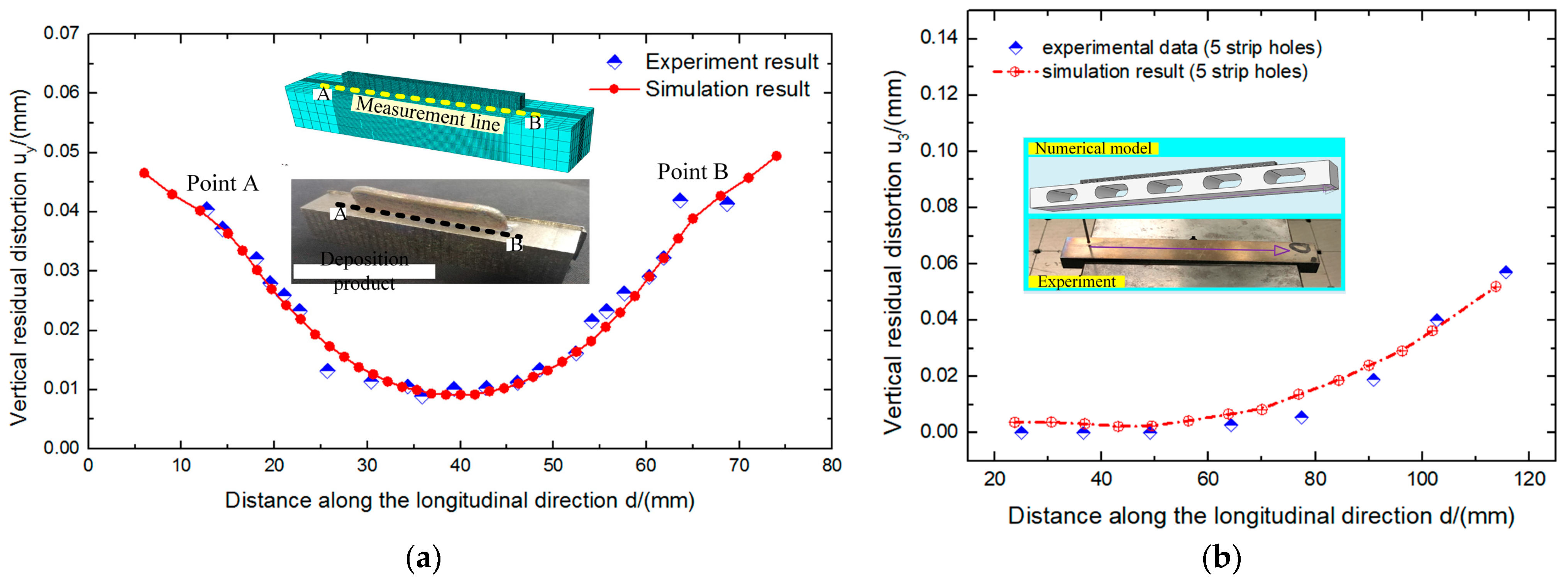
4.1. Validation of Numerical Model
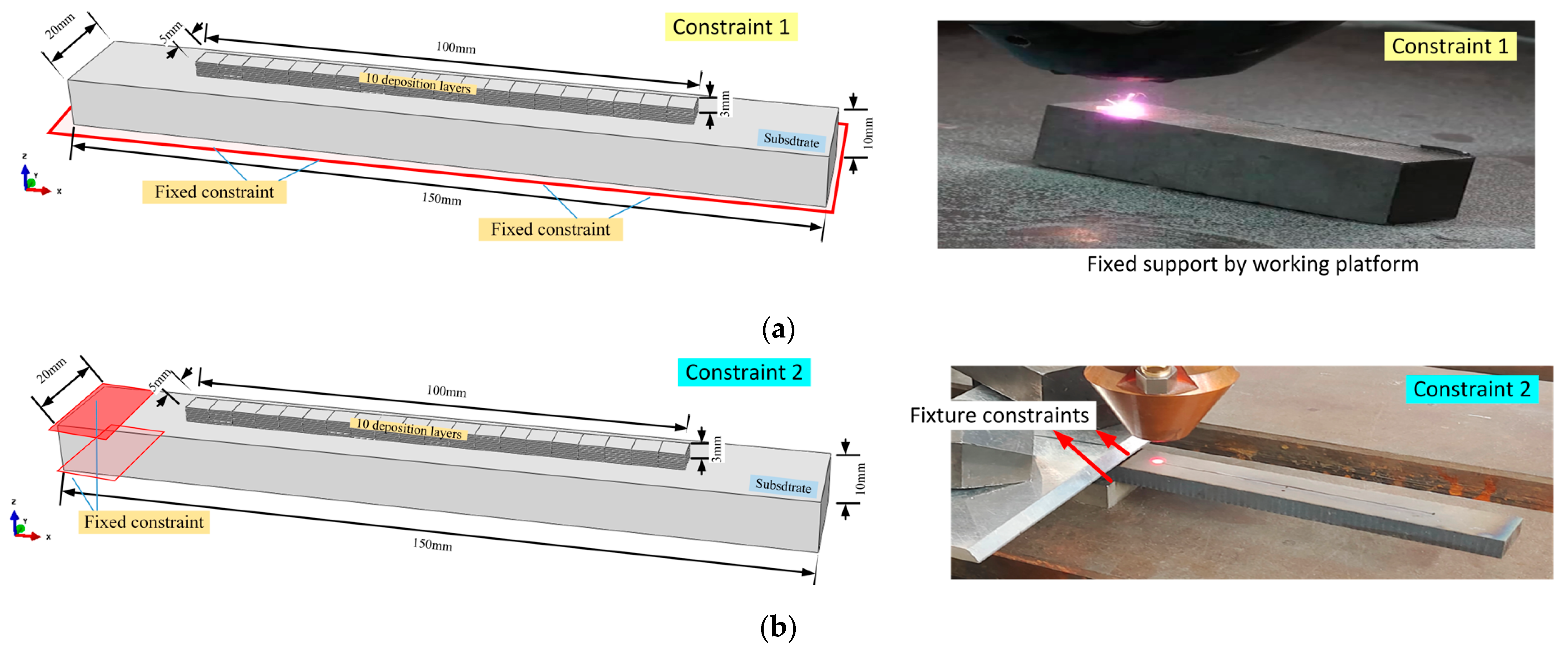
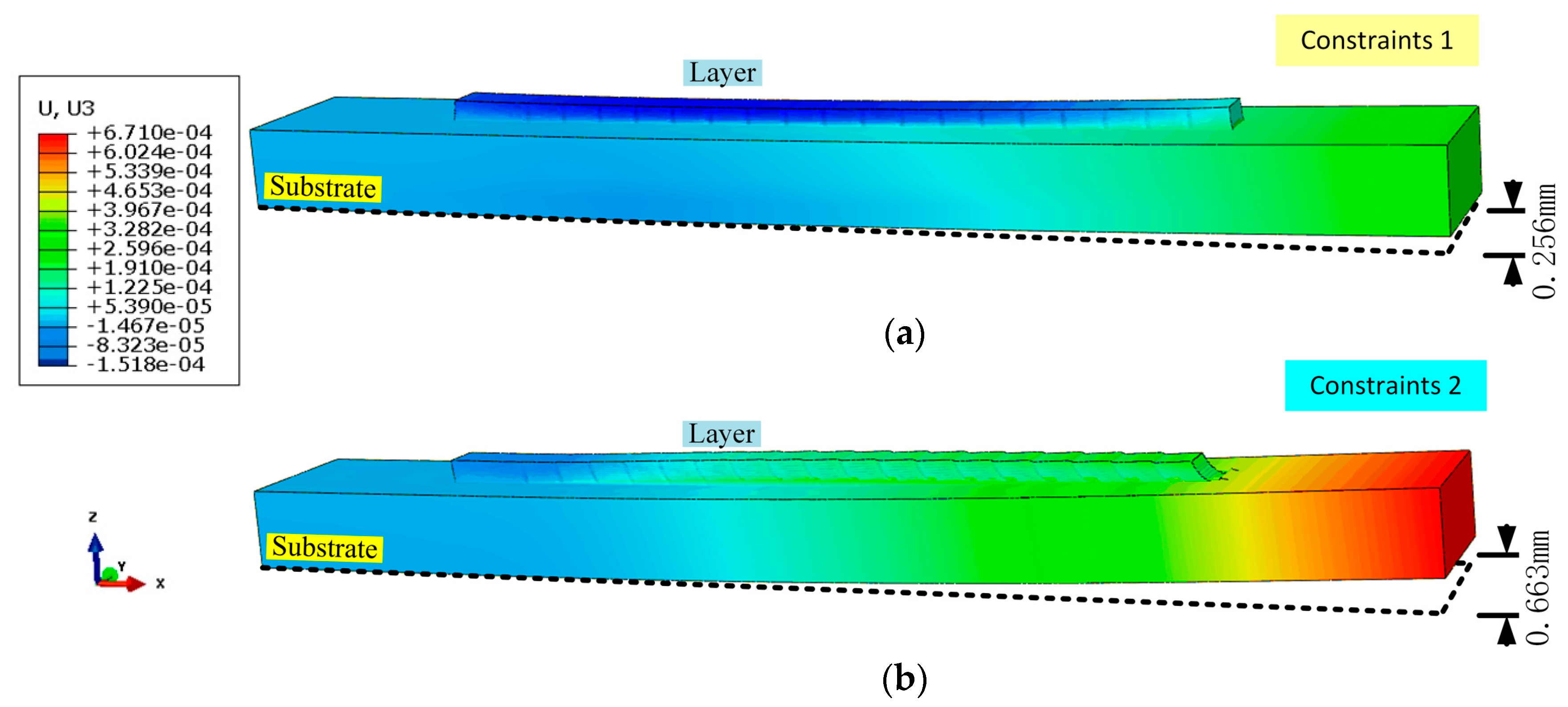
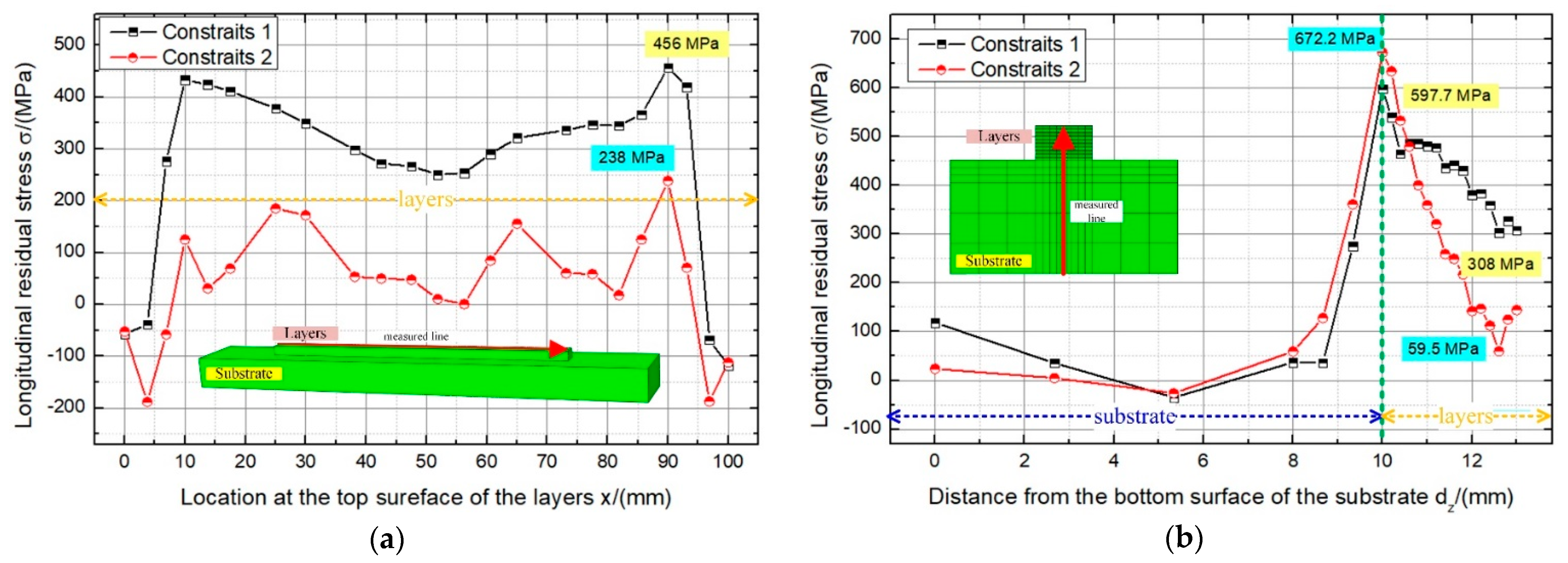
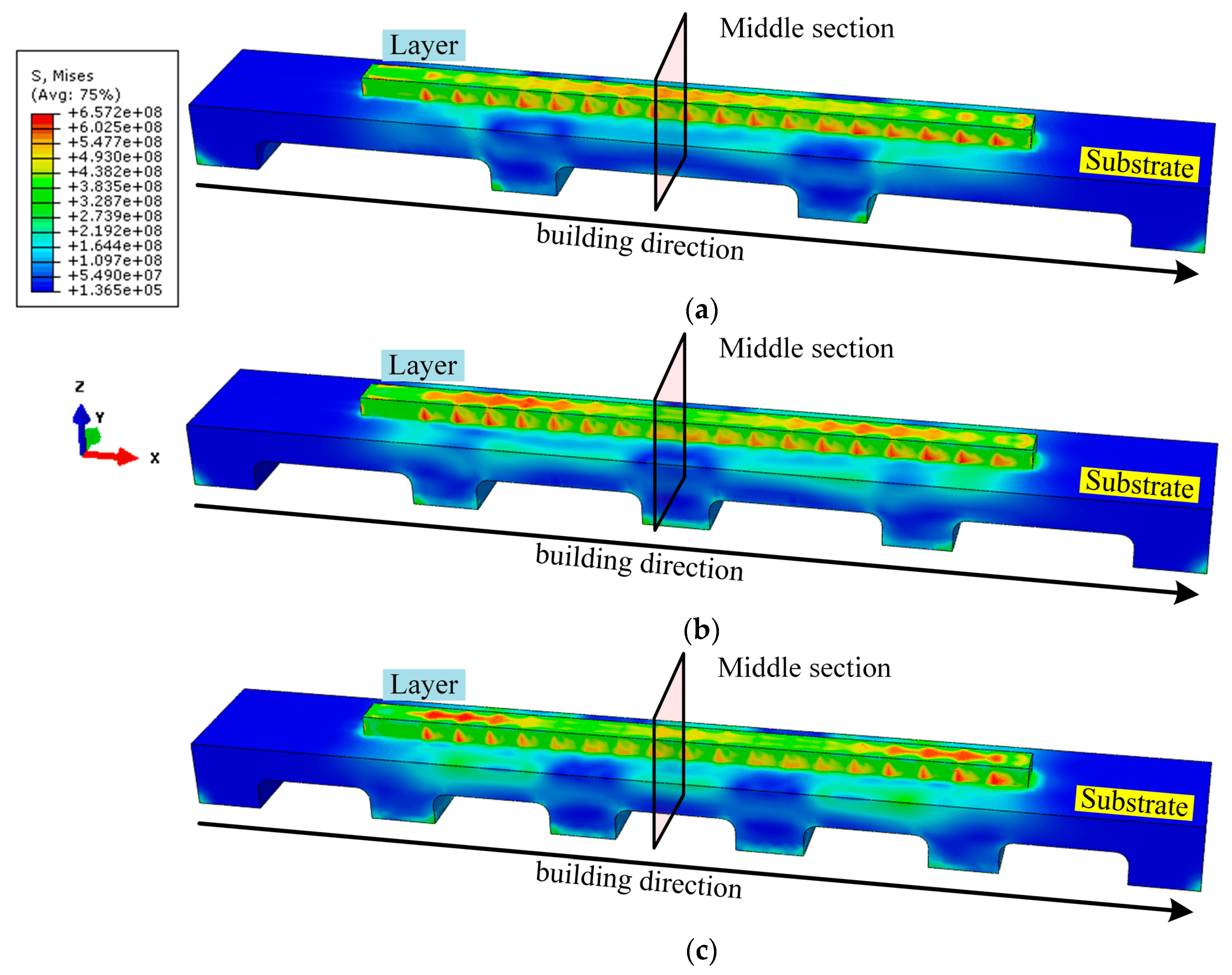
4.2. Effect of Constraints on the Residual Distortion and Residual Stress
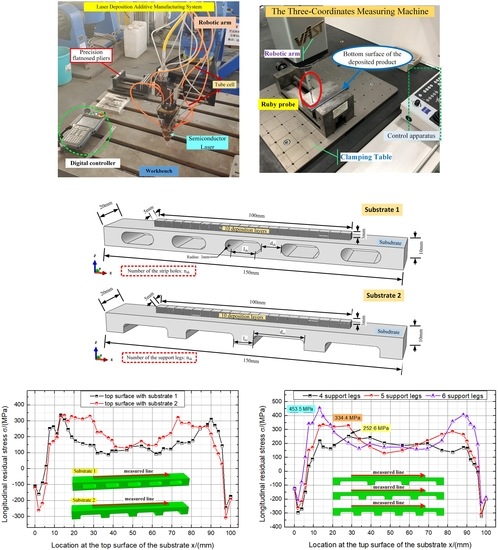
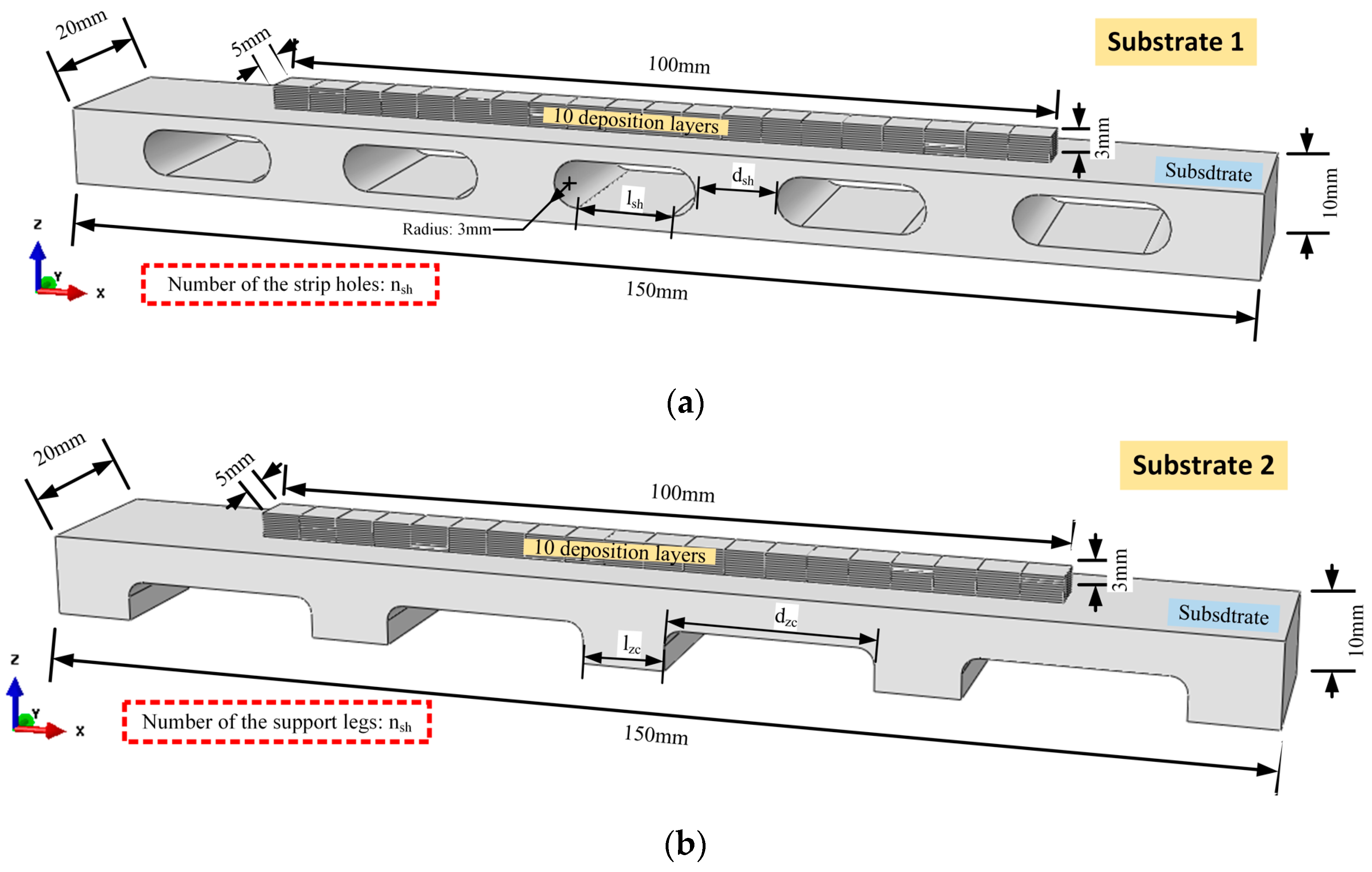
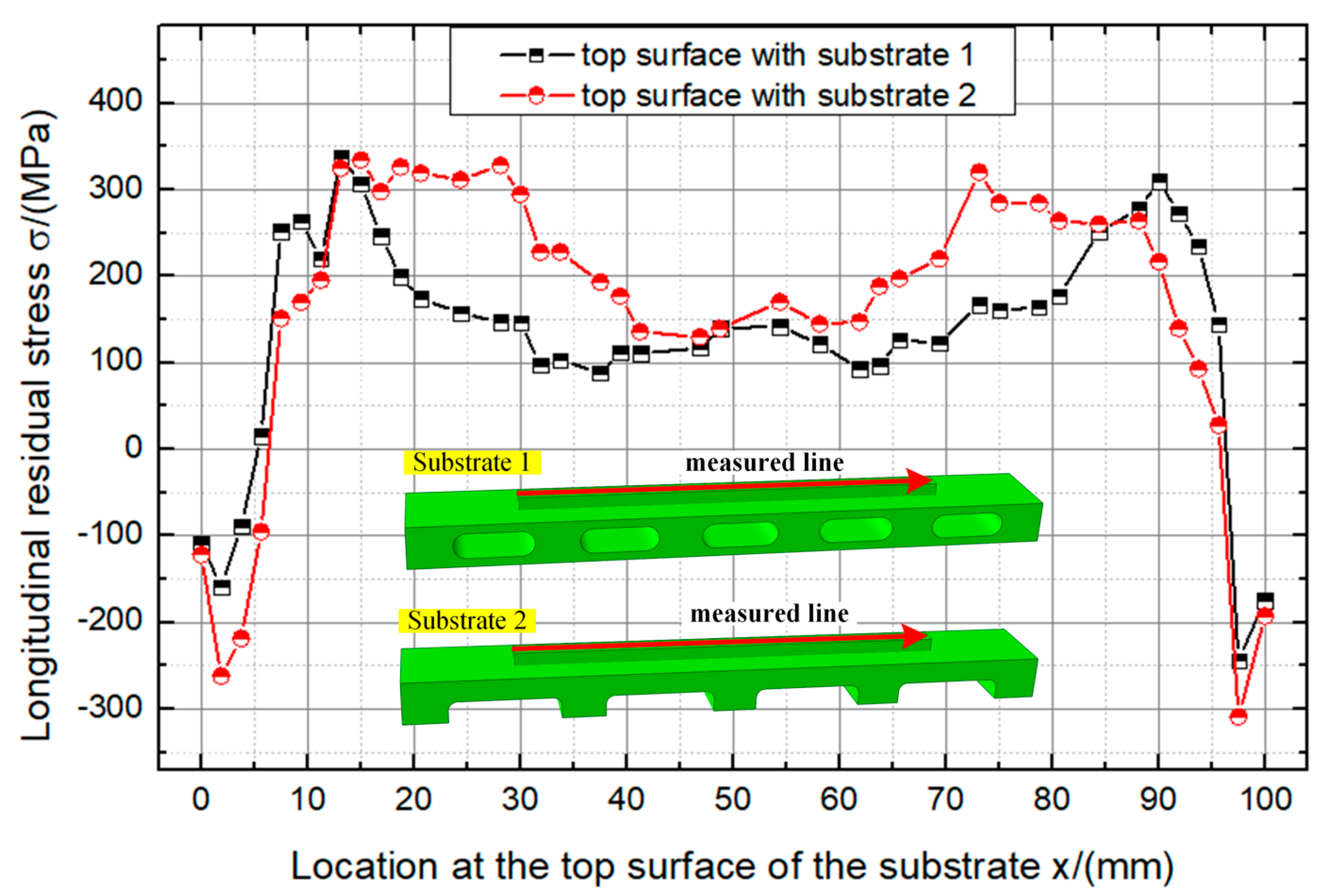
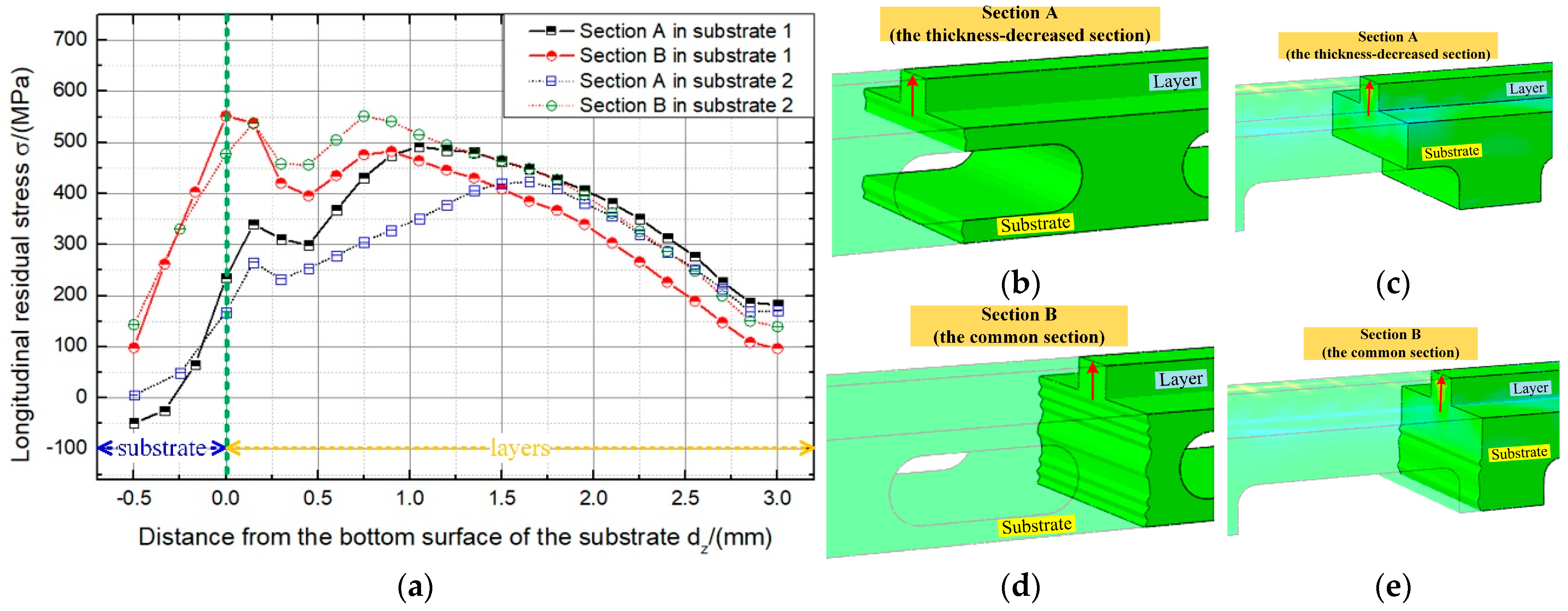
4.3. Effect of Substrate Structure Design on the Residual Stress
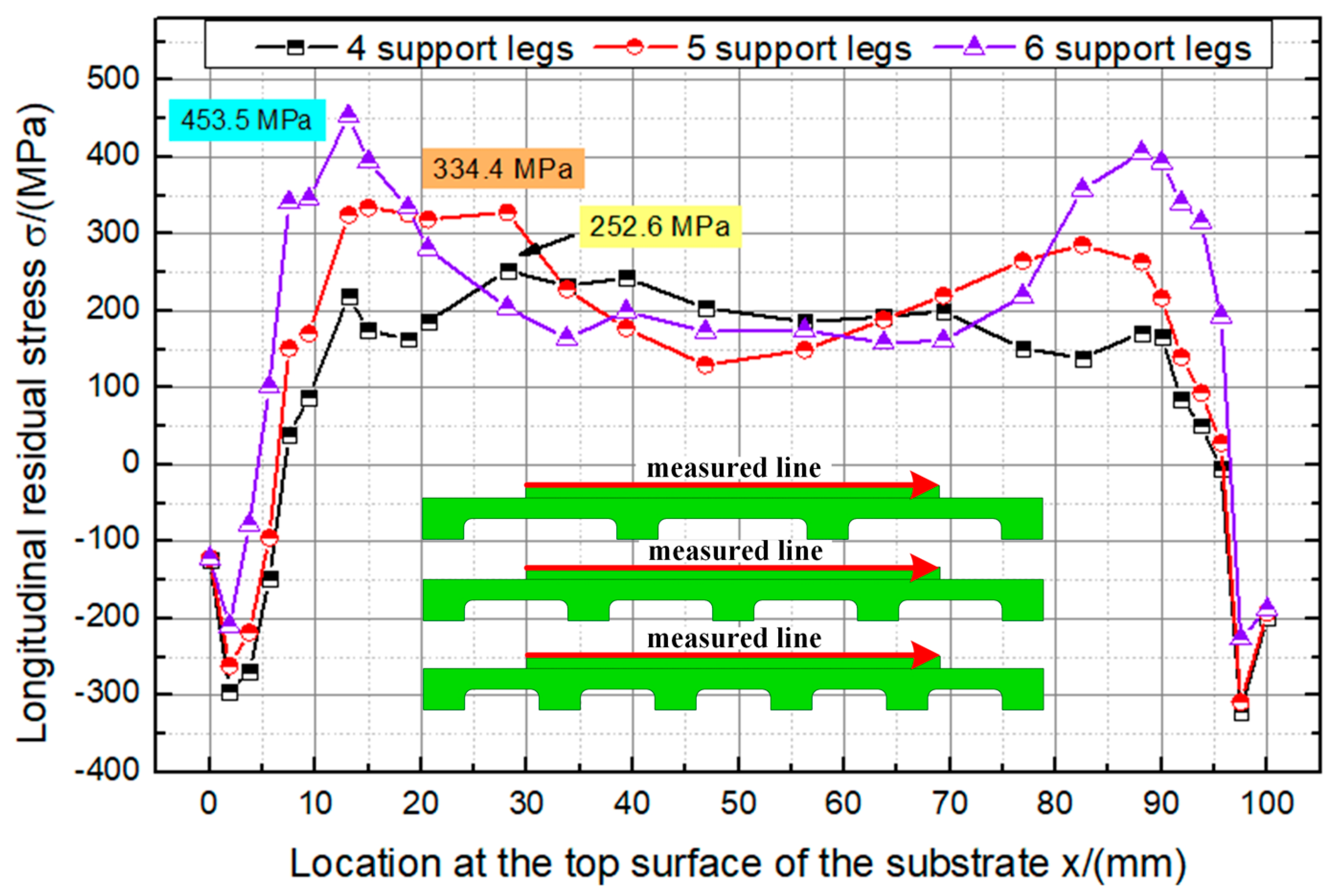
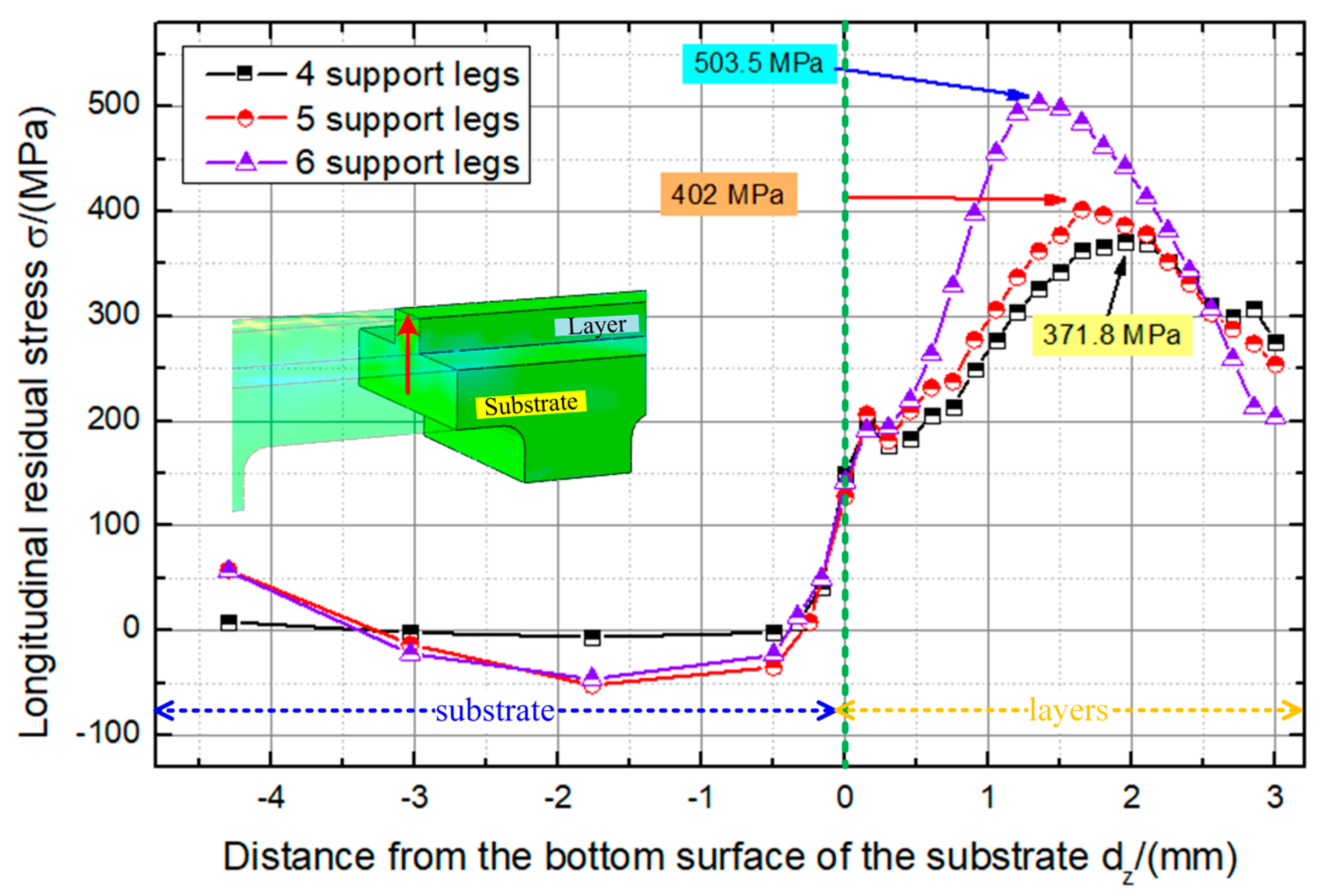
4.4. Study on the Designed Parameter of the Support Legs
5. Conclusions
- A new structure design of the substrate used in laser DED AM was proposed to control the residual stress.
- Compared with the application of constraints on the bottom surface of the substrate, less residual stress can be found in the deposition product when the constrains were applied on one end of the substrate.
- By designing a local reduced-thickness region in the substrate, the residual stress in the DED AM product could be decreased more than 30%. The fewer support legs, the smaller the residual stress.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, Q.C.; Zhang, P.; Cheng, L.; Zhang, M.; Chyu, M.; To, A.C. Finite element modeling and validation of thermomechanical behavior of Ti-6Al-4V in directed energy deposition additive manufacturing. Addit. Manuf. 2016, 12, 169–177. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Dargusch, M.S. Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: A review. Int. J. Mach. Tool Manuf. 2019, 133, 85–102. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.L.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Chiumenti, M.; Lin, X.; Cervera, M.; Lei, W.; Zheng, Y.X.; Huang, W.D. Numerical simulation and experimental calibration of additive manufacturing by blown powder technology. Part I: Thermal analysis. Rapid Prototyp. J. 2017, 23, 448–463. [Google Scholar] [CrossRef] [Green Version]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I. Selective laser melting of Ti6Al4V alloy for biomedical applications: Temperature monitoring and microstructural evolution. J. Alloy. Compd. 2014, 583, 404–409. [Google Scholar] [CrossRef]
- Deng, D.; Murakawa, H. Numerical simulation of temperature field and residual stress in multi-pass welds in stainless steel pipe and comparison with experimental measurements. Comput. Mater. Sci. 2006, 37, 269–277. [Google Scholar] [CrossRef]
- Giri, A.; Pandey, C.; Mahapatra, M.M.; Sharma, K.; Singh, P.K. On the estimation of error in measuring the residual stress by strain gauge rosette. Measurement 2015, 65, 41–49. [Google Scholar] [CrossRef]
- Zhang, Z.; Ge, P.; Zhao, G.Z. Numerical studies of post weld heat treatment on residual stresses in welded impeller. Int. J. Press. Vessel. Pip. 2017, 153, 1–14. [Google Scholar] [CrossRef]
- Ramakokovhu, U.; Desai, D.; Snedden, G.; Jamiru, T. Significance of residual stresses in fatigue life prediction of micro gas turbine blades. Eng. Fail. Anal. 2021, 120, 105092. [Google Scholar] [CrossRef]
- Ha, K.; Kim, T.; Baek, G.Y.; Jeon, J.B.; Shim, D.; Moon, Y.H.; Lee, W. Numerical study of the effect of progressive solidification on residual stress in single-bead-on-plate additive manufacturing. Addit. Manuf. 2017, 14, 126–136. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zhang, W.; DebRoy, T. An improved prediction of residual stresses and distortion in additive manufacturing. Comput. Mater. Sci. 2017, 126, 360–372. [Google Scholar] [CrossRef] [Green Version]
- Zhan, Y.; Liu, C.; Zhang, J.J.; Mo, G.Z.; Liu, C.S. Measurement of residual stress in laser additive manufacturing TC4 titanium alloy with the laser ultrasonic technique. Mater. Sci. Eng. A 2019, 762, 138093. [Google Scholar] [CrossRef]
- Li, R.S.; Wang, G.L.; Zhao, X.S.; Dai, F.S.; Huang, C.; Zhang, M.B.; Chen, X.; Sao, H.; Zhang, H.O. Effect of path strategy on residual stress and distortion in laser and cold metal transfer hybrid additive manufacturing. Addit. Manuf. 2021, 46, 102203. [Google Scholar] [CrossRef]
- Chen, Q.; Liu, J.K.; Liang, X.; To, A.C. A level-set based continuous scanning path optimization method for reducing residual stress and deformation in metal additive manufacturing. Comput. Methods Appl. Mech. Eng. 2020, 360, 112719. [Google Scholar] [CrossRef]
- Zhang, Z.; Ge, P.; Li, J.Y.; Wang, Y.F.; Gao, X.; Yao, X.X. Laser-particle interaction-based analysis of powder particle effects on temperatures and distortions in directed energy deposition additive manufacturing. J. Therm. Stresses 2021, 44, 1068–1095. [Google Scholar] [CrossRef]
- Adomako, N.K.; Kim, S.H.; Yoon, J.H.; Lee, S.; Kim, J.H. Finite element modeling of residual stress at joint interface of titanium alloy and 17-4PH stainless steel. Metals 2021, 11, 629. [Google Scholar] [CrossRef]
- Nie, J.W.; Chen, C.Y.; Shuai, S.S.; Liu, X.Q.; Zhao, R.X.; Wang, J.; Liao, H.L.; Ren, Z.M. Effect of static magnetic field on the evolution of residual stress and microstructure of laser remelted Inconel 718 superalloy. J. Therm. Spray Technol. 2020, 29, 1410–1423. [Google Scholar] [CrossRef]
- Zhan, Y.; Xu, H.X.; Du, W.Q.; Liu, C.S. Research on the influence of heat treatment on residual stress of TC4 alloy produced by laser additive manufacturing based on laser ultrasonic technique. Ultrasonics 2021, 115, 106466. [Google Scholar] [CrossRef]
- Santa-Aho, S.; Kiviluoma, M.; Jokiaho, T.; Gundgire, T.; Honkanen, M.; Lindgren, M.; Vippola, M. Additive manufactured 316L stainless-steel samples: Microstructure, residual stress and corrosion characteristics after post-processing. Metals 2021, 11, 182. [Google Scholar] [CrossRef]
- Dak, G.; Pandey, C. Experimental investigation on microstructure, mechanical properties, and residual stresses of dissimilar welded joint of martensitic P92 and AISI 304L austenitic stainless steel. Int. J. Press. Vessel. Pip. 2021, 194, 104536. [Google Scholar] [CrossRef]
- Taraphdar, P.K.; Kumar, R.; Pandey, C.; Mahapatra, M.M. Signifcance of finite element models and solid-state phase transformation on the evaluation of weld induced residual stresses. Met. Mater. Int. 2021, 27, 3478–3492. [Google Scholar] [CrossRef]
- Deng, D.; Murakawa, H. Prediction of welding distortion and residual stress in a thin plate butt-welded joint. Comput. Mater. Sci. 2008, 43, 353–365. [Google Scholar] [CrossRef]
- Liu, X.; Huang, L.; Wang, Y.H.; Li, J.J. Effect of forged substrate geometry on temperature and stress field in additive manufacturing. J. Manuf. Process. 2020, 50, 79–95. [Google Scholar] [CrossRef]
- Hartley, W.D.; Garcia, D.; Yoder, J.K.; Poczatek, E.; Forsmark, J.H.; Luckey, S.G.; Dillard, D.A.; Yu, H.Z. Solid-state cladding on thin automotive sheet metals enabled by additive friction stir deposition. J. Mater. Process. Technol. 2021, 291, 117045. [Google Scholar] [CrossRef]
- Lu, X.F.; Chiumenti, M.; Cervera, M.; Li, J.J.; Lin, X.; Ma, L.; Zhang, G.H.; Liang, E.Q. Substrate design to minimize residual stresses in directed energy deposition AM processes. Mater. Des. 2021, 202, 109525. [Google Scholar] [CrossRef]
- Zhang, Z.; Ge, P.; Yao, X.X.; Li, T.; Liu, W.W. Numerical studies of residual states and scaling effects in laser-directed energy deposition additive manufacturing. Int. J. Adv. Manuf. Technol. 2020, 108, 1233–1247. [Google Scholar] [CrossRef]
- Abdullah, F.M.; Anwar, S.; Al-Ahmari, A. Thermomechanical Simulations of Residual Stresses and Distortion in Electron Beam Melting with Experimental Validation for Ti-6Al-4V. Metals 2020, 10, 1151. [Google Scholar] [CrossRef]
- Yao, X.X.; Ge, P.; Li, J.Y.; Wang, Y.F.; Li, T.; Liu, W.W.; Zhang, Z. Controlling the solidification process parameters of direct energy deposition additive manufacturing considering laser and powder properties. Comput. Mater. Sci. 2020, 182, 109788. [Google Scholar] [CrossRef]
- Huang, H.; Ma, N.S.; Chen, J.; Feng, Z.L.; Murakawa, H. Toward large-scale simulation of residual stress and distortion in wire and arc additive manufacturing. Addit. Manuf. 2020, 34, 101248. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, J.T.; Zhang, Z.W.; Zhang, H.W. Coupled thermo-mechanical model based comparison of friction stir welding processes of AA2024-T3 in different thicknesses. J. Mater. Sci. 2011, 46, 5815–5821. [Google Scholar] [CrossRef]
- Michaleris, P. Modeling metal deposition in heat transfer analyses of additive manufacturing processes. Addit. Manuf. 2014, 86, 51–60. [Google Scholar] [CrossRef]
- Stender, M.E.; Beghini, L.L.; Sugar, J.D.; Veilleux, M.G.; Subia, S.R.; Smith, T.R.; San Marchi, C.W.; Brown, A.A.; Dagel, D.J. A thermal-mechanical finite element workflow for directed energy deposition additive manufacturing process modeling. Addit. Manuf. 2018, 21, 556–566. [Google Scholar] [CrossRef] [Green Version]
- Cao, J.; Gharghouri, M.A.; Nash, P. Finite-element analysis and experimental validation of thermal residual stress and distortion in electron beam additive manufactured Ti-6Al-4V build plates. J. Mater. Process. Technol. 2016, 237, 409–419. [Google Scholar] [CrossRef]
- Kundakcıoğlu, E.; Lazoglu, I.; Poyraz, Ö.; Yasa, E.; Cizicioğlu, N. Thermal and molten pool model in selective laser melting process of Inconel 625. Int. J. Adv. Manuf. Technol. 2018, 95, 3977–3984. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Heigel, J.C.; Michaleris, P.; Reutzel, E.W. Thermo-mechanical model development and validation of directed energy deposition additive manufacturing of Ti–6Al–4V. Addit. Manuf. 2015, 5, 9–19. [Google Scholar] [CrossRef]
- Anca, A.; Fachinotti, V.D.; Escobar-Palafox, G.; Cardona, A. Computational modelling of shaped metal deposition. Int. J. Numer. Methods Eng. 2011, 85, 84–106. [Google Scholar] [CrossRef]
- Zhang, Z.D.; Huang, Y.Z.; Kasinathan, A.R.; Shahabad, S.I.; Ali, U.; Mahmoodkhani, Y.; Toyserkani, E. 3-Dimensional heat transfer modeling for laser powder-bed fusion additive manufacturing with volumetric heat sources based on varied thermal conductivity and absorptivity. Opt. Laser Technol. 2019, 109, 297–312. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Ti | Al | V | Fe | C | O | N | H |
|---|---|---|---|---|---|---|---|---|
| wt.% | Balance | 6.30 | 4.18 | 0.028 | 0.008 | 0.096 | 0.003 | 0.001 |
| Manufacturing Parameter | Value |
|---|---|
| Laser power, Q/(W) | 600 |
| Scanning speed, vl/(mm/s) | 5 |
| Laser beam diameter, d/(mm) | 5 |
| Deposition length, ld/(mm) | 100 |
| Deposition height, hd/(mm) | 3 |
| Lifting capacity along the vertical direction, hz/(mm) | 0.3 |
| Numerical Parameters | Value |
|---|---|
| positive direction of X axis, af/(mm) | 2.5 |
| negative direction of X axis, ar/(mm) | 5 |
| positive direction of Y axis, b/(mm) | 2.5 |
| positive direction of Z axis, c/(mm) | 0.3 |
| heat input coefficients of the front part of the double ellipsoid, ff | 0.7 |
| heat input coefficients of the rear part of the double ellipsoid, fr | 1.3 |
| absorption coefficient of laser power, η | 0.7 |
| convective coefficient, h/W/(m2/°C) | 30 |
| ambient temperature, Ta/°C | 20 |
| emissivity of deposition layer, εrad | 0.2 |
| Stefan-Boltzmann constant for radiation, σrad | 5.6704 × 10−8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jing, H.; Ge, P.; Zhang, Z.; Chen, J.-Q.; Liu, Z.-M.; Liu, W.-W. Numerical Studies of the Effects of the Substrate Structure on the Residual Stress in Laser Directed Energy Additive Manufacturing of Thin-Walled Products. Metals 2022, 12, 462. https://doi.org/10.3390/met12030462
Jing H, Ge P, Zhang Z, Chen J-Q, Liu Z-M, Liu W-W. Numerical Studies of the Effects of the Substrate Structure on the Residual Stress in Laser Directed Energy Additive Manufacturing of Thin-Walled Products. Metals. 2022; 12(3):462. https://doi.org/10.3390/met12030462
Chicago/Turabian StyleJing, Hang, Peng Ge, Zhao Zhang, Jun-Qi Chen, Zhong-Ming Liu, and Wei-Wei Liu. 2022. "Numerical Studies of the Effects of the Substrate Structure on the Residual Stress in Laser Directed Energy Additive Manufacturing of Thin-Walled Products" Metals 12, no. 3: 462. https://doi.org/10.3390/met12030462