
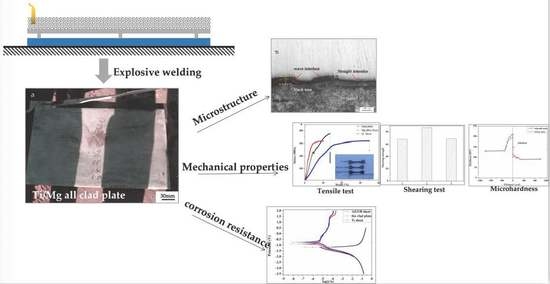
Study on the Microstructure and Mechanical Properties of a Ti/Mg Alloy Clad Plate Produced by Explosive Welding

 ,
,  ,
,
Abstract
:
1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Explosive Welding Process
2.3. Specimen Characterization
3. Results and Discussion
4. Conclusions
- (1)
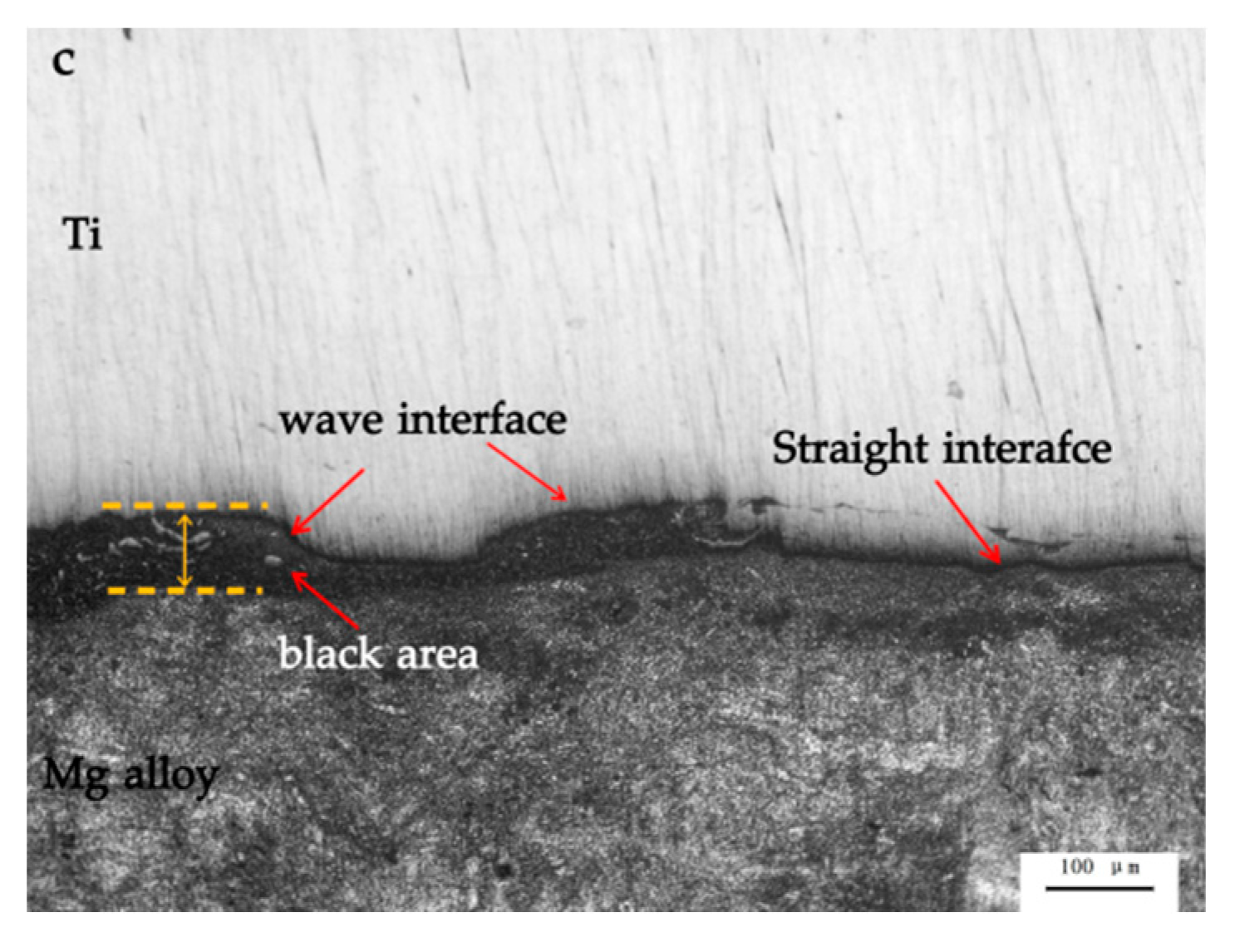
- The interface of the Ti/Mg alloy plate is made up of both straight areas and wavy areas. In straight areas, the element diffusion occurs across the interface. Additionally, in wavy areas, a melting zone occurs in the Mg alloy layer near to the interface. Lots of light particles embed on the melting zone. The compositions of these particles are Mg, Al, Ti and O elements. Based on the EDS analysis results, the possible phases of MgTi and Mg2Ti are formed in particles.
- (2)
- Tensile test shows that the ultimate tensile strength of the clad plate is 377 MPa. Compared with the Ti sheet, the clad plate shows an 18% increase. The shearing strength values of the clad plate are about 68–87 MPa. The microhardness values of clad plate are higher than original sheets from the interface to 300 μm away. At over 300 μm, the hardness value decreases, and approaches that of the original sheets. Compared with the straight areas in the interface, the hardness value of the Mg alloy layer in the wavy areas close to the interface increases by 12%.
- (3)
- Corrosion results show that the Ecorr absolute value of the clad plate increases about 24%, and the icorr value is 4 orders of magnitude lower, compared with the Mg alloy sheet. This indicates that the corrosion resistance of the clad plate is better than the Mg alloy. Cladding Mg alloys and Ti by explosive welding would improve the industrial applications of magnesium materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Du, B.N.; Hu, Z.Y.; Wang, J.L.; Sheng, L.Y.; Zhao, H.; Zheng, Y.F.; Xi, T.F. Effect of extrusion process on the mechanical and in vitro degradation performance of a biomedical Mg-Zn-Y-Nd alloy. Bioact. Mater. 2020, 5, 219–227. [Google Scholar] [CrossRef]
- Li, H.; Shi, L.X.; Zhou, T.; Li, M.G.; Chen, Q.; Yang, M.B. A visco-plastic self-consistent analysis of tailored texture on plastic deformation behavior of AZ31 magnesium alloy sheet. J. Mater. Sci. 2021, 56, 19199–19215. [Google Scholar]
- Zu, G.Y.; Sun, X.; Zhang, J.H. Interfacial Bonding Mechanism and Mechanical Performance of Ti/Steel Bimetallic Clad Sheet Produced by Explosive Welding and Annealing. Rare Met. Mater. Eng. 2017, 46, 906–911. [Google Scholar]
- Li, X.D.; Qiu, C.Y.; Liu, Y.T.; Wang, H.F.; Zheng, D.D.; Zhu, Y.Y.; Zhang, S.Q. Effect of thermal deformation on microstructure and properties of TC18 titanium alloy produced by laser additive manufacturing. J. Iron Steel Res. Int. 2020, 27, 1476–1484. [Google Scholar] [CrossRef]
- Arisova, V.N.; Trykov, Y.P.; Slautin, O.V.; Ponomareva, I.A.; Kondakov, A.E. Effect of heat treatment on mechanical properties and phase composition of magnesium-aluminum composite prepared by explosive welding. Met. Sci. Heat Treat. 2015, 57, 291–295. [Google Scholar] [CrossRef]
- Chen, P.W.; Feng, J.R.; Zhou, Q.; An, E.F.; Li, J.B.; Yuan, Y. Investigation on the Explosive Welding of 1100 Aluminum Alloy and AZ31 Magnesium Alloy. J. Mater. Eng. Perform. 2016, 25, 2635–2641. [Google Scholar] [CrossRef]
- Mróz, S.; Gontarz, A.; Drozdowski, K.; Bala, H.; Szota, P. Forging of Mg/Al bimetallic handle using explosive welded feedstock. Arch. Civ. Mech. Eng. 2018, 18, 401–412. [Google Scholar] [CrossRef]
- Rouzbeh, A.; Sedighi, M.; Hashemi, R. Comparison between explosive welding and roll-bonding processes of AA1050/Mg AZ31B bilayer composite sheets considering microstructure and mechanical properties. J. Mater. Eng. Perform. 2020, 29, 6322–6333. [Google Scholar] [CrossRef]
- Habib, M.; Keno, H.; Uchida, R. Cladding of titanium and magnesium alloy plates using energy-controlled underwater three layer explosive welding. J. Mater. Process. Technol. 2015, 217, 310–316. [Google Scholar] [CrossRef]
- Zhang, T.T.; Wang, W.X.; Zhou, J.; Cao, X.Q.; Yan, Z.F.; Wei, Y.; Zhang, W. Investigation of Interface Bonding Mechanism of an Explosively Welded Tri-Metal Titanium/Aluminum/Magnesium Plate by Nanoindentation. JOM Miner. Met. Mater. Soc. 2018, 70, 504–510. [Google Scholar] [CrossRef]
- Zhao, H.; Sheng, L.Y. Microstructure and mechanical properties of the Ag/316L composite plate fabricated by explosive welding. J. Manuf. Process. 2021, 64, 265–275. [Google Scholar] [CrossRef]
- Zhao, H. Characterization of the microstructure and bonding properties of zirconium-carbon steel clad materials by explosive welding. Scanning 2020, 5, 8881898. [Google Scholar] [CrossRef] [PubMed]
- Zhao, H. The microstructure and property of a titanium-carbon steel clad plate prepared using explosive welding. Metals 2022, 12, 129–138. [Google Scholar] [CrossRef]
- Zhao, H.; Zhu, L.; Li, P.C.; Zhang, J.Y.; Shen, C.Y.; Li, Y.; Hao, H.W.; Zhao, F.; Feng, H.L.; Gao, J.F. A Method for Dynamic Parameters of Metal Plate Explosive. Welding. Patent CN201610137182.6, 21 November 2017. [Google Scholar]
- Pouraliakbar, H.; Khalaj, G.; Jandaghi, M.R.; Fadaei, A.; Sun, I. Three-layered SS321/AA1050/AA5083 explosive welds: Effect of PWHT on the interface evolution and its mechanical strength. Int. J. Press. Vessel. Pip. 2020, 188, 104216. [Google Scholar] [CrossRef]
- Crossland, B. Explosive Welding of Metals and Its Application; Oxford University Press: Oxford, UK, 1982. [Google Scholar]
- Mousavi, S.; Sartangi, P.F. Materials design. Experimental investigation of explosive welding of cp-titanium/AISI 304 stainless steel. Mater. Des. 2009, 30, 459–468. [Google Scholar] [CrossRef]
- Murray, J.L. ASM Handbook, Volum 3, Alloy Phase Diagrams; ASM International: New York, NY, USA, 1992. [Google Scholar]
- Kuz’min, E.V.; Lysak, V.I.; Kuz’min, S.V.; Korolev, M.P. Effect of Parameters of High-Velocity Collision on the Structure and Properties of Joints upon Explosive Welding with Simultaneous Ultrasonication. Phys. Met. Metallogr. 2019, 120, 197–203. [Google Scholar] [CrossRef]
- Rajani, H.; Mousavi, S. The role of impact energy in failure of explosive cladding of Inconel 625 and steel. J. Fail. Anal. Prev. 2012, 12, 646–653. [Google Scholar] [CrossRef]
- Jiang, H.T.; Yan, X.Q.; Liu, J.X.; Duan, X.G. Effect of heat treatment on microstructure and mechanical property of Ti–steel explosive-rolling clad plate. Trans. Nonferrous Met. Soc. China 2014, 24, 697–704. [Google Scholar] [CrossRef]
- Sun, Z.R.; Shi, C.; Xu, F.; Feng, K.; Wu, X. Detonation process analysis and interface morphology distribution of double vertical explosive welding by SPH 2D/3D numerical simulation and experiment. Mater. Des. 2020, 191, 108–117. [Google Scholar] [CrossRef]
- Wang, D.; Cao, X.; Wang, L.; Cao, M.; Wang, W. Influence of hot rolling on the interface microstructure and mechanical properties of explosive welded Mg/Al composite plates. J. Mater. Res. 2017, 32, 863–873. [Google Scholar] [CrossRef]
- Wu, J.Q.; Wang, W.X.; Cao, X.Q.; Zhang, N. Interface Bonding Mechanism and Mechanical Behavior of AZ31B/TA2 Composite Plate Cladded by Explosive Welding. Rare Met. Mater. Eng. 2017, 46, 640–645. [Google Scholar]
- Tang, Y.B.; Shen, X.W.; Liu, Z.H.; Qiao, Y.X.; Yang, L.L.; Lu, D.H.; Zou, J.S.; Xu, J. Corrosion Behaviors of Selective Laser Melted Inconel 718 Alloy in NaOH Solution. Acta Metall. Sin. 2022, 58, 324–333. [Google Scholar]
- Yi, X.N.; Ma, A.L.; Zhang, L.M.; Zheng, Y.G. Crystallographic anisotropy of corrosion rate and surface faceting of polycrystalline 90Cu-10Ni in acidic NaCl solution. Mater. Des. 2022, 215, 110429. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Element | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Ti | C | H | N | O | Fe | Ti | |||
| 0.06 | 0.010 | 0.015 | 0.16 | 0.01 | Bal. | ||||
| AZ31B | Al | Si | Ca | Zn | Mn | Fe | Cu | Ni | Mg |
| 2.81 | 0.03 | 0.02 | 0.91 | 0.282 | 0.002 | 0.00157 | 0.0005 | Bal. | |
| Sample | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Ti sheet | 189 | 320 | 34.53 |
| Mg alloy sheet | 174 | 319 | 10.20 |
| Clad plate | / | 377 | / |
| Materials | Ecorr (mV) | icorr (A/cm2) |
|---|---|---|
| Ti sheet | −746.1 | 8.61 × 10−9 |
| Mg alloy sheet | −1177.7 | 1.17 × 10−5 |
| Clad plate | −896.3 | 5.72 × 10−9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, H.; Zhao, C.; Yang, Y.; Wang, Y.; Sheng, L.; Li, Y.; Huo, M.; Zhang, K.; Xing, L.; Zhang, G. Study on the Microstructure and Mechanical Properties of a Ti/Mg Alloy Clad Plate Produced by Explosive Welding. Metals 2022, 12, 399. https://doi.org/10.3390/met12030399
Zhao H, Zhao C, Yang Y, Wang Y, Sheng L, Li Y, Huo M, Zhang K, Xing L, Zhang G. Study on the Microstructure and Mechanical Properties of a Ti/Mg Alloy Clad Plate Produced by Explosive Welding. Metals. 2022; 12(3):399. https://doi.org/10.3390/met12030399
Chicago/Turabian StyleZhao, Hui, Chaochao Zhao, Yang Yang, Yizhuo Wang, Liyuan Sheng, Yixu Li, Miao Huo, Keren Zhang, Liwei Xing, and Ge Zhang. 2022. "Study on the Microstructure and Mechanical Properties of a Ti/Mg Alloy Clad Plate Produced by Explosive Welding" Metals 12, no. 3: 399. https://doi.org/10.3390/met12030399