
Microstructure and Pitting Corrosion Resistance of AISI 430 Ferritic Stainless Steel Joints Fabricated by Ultrasonic Vibration Assisted Cold Metal Transfer Technique


Abstract
:1. Introduction
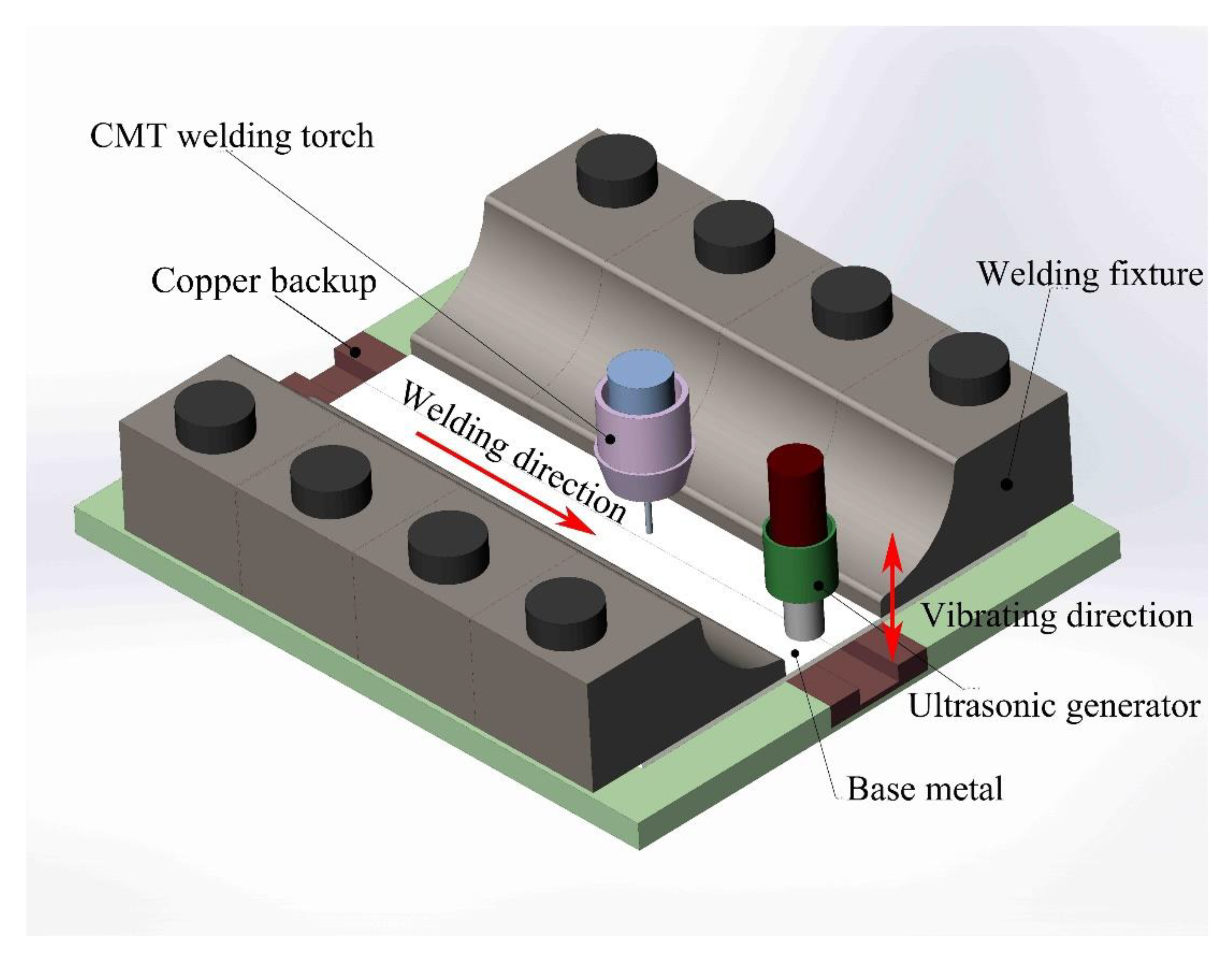
2. Materials and Methods
3. Results and Discussion
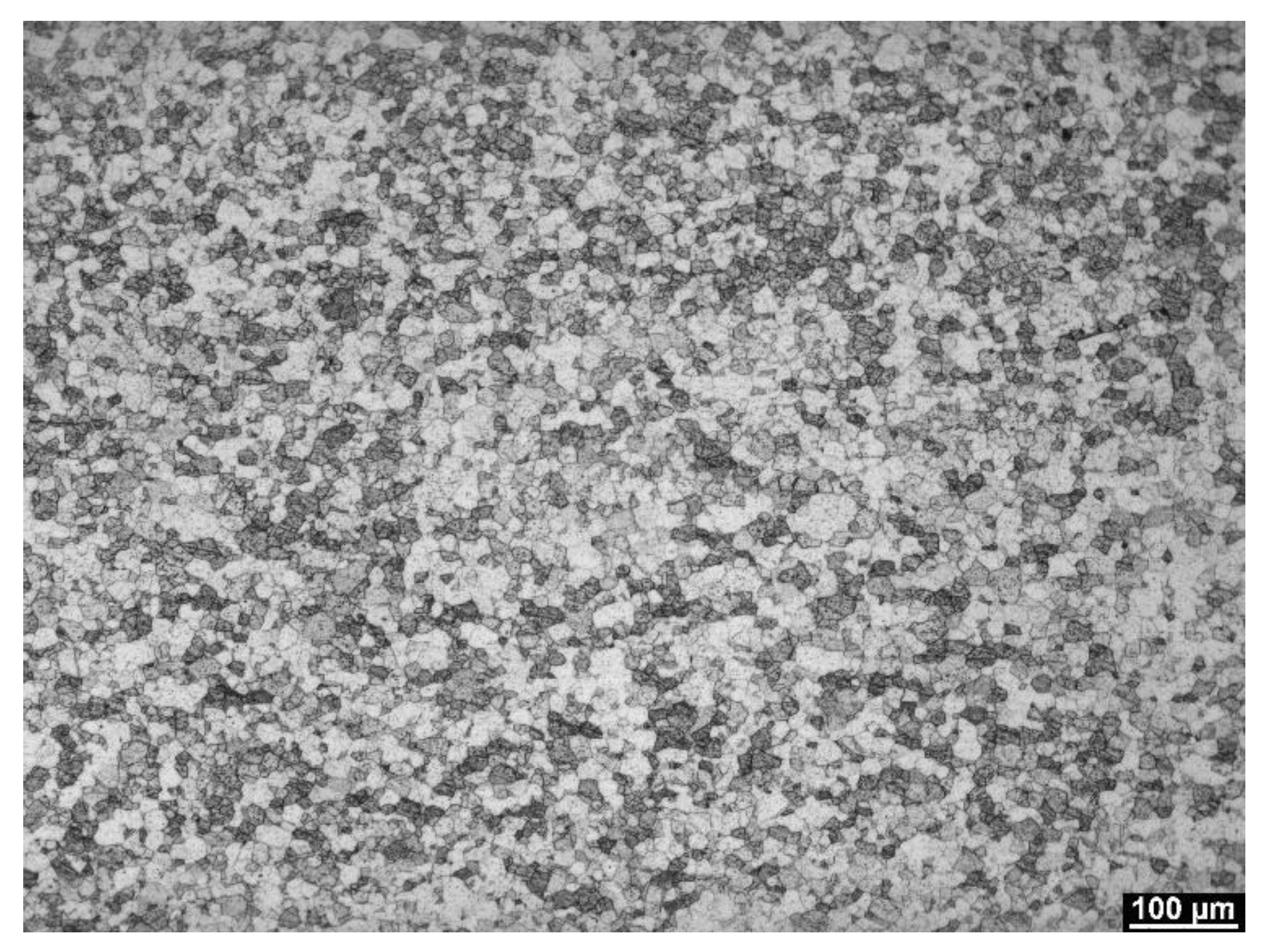
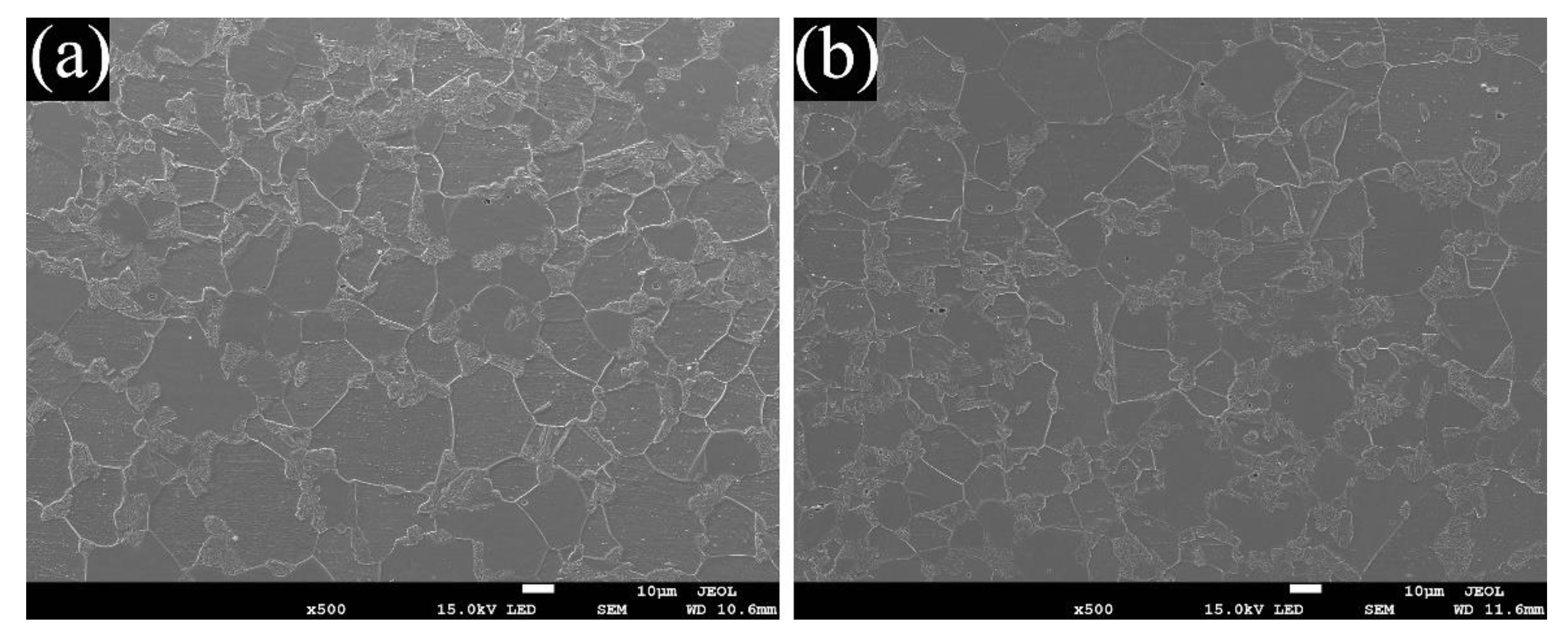
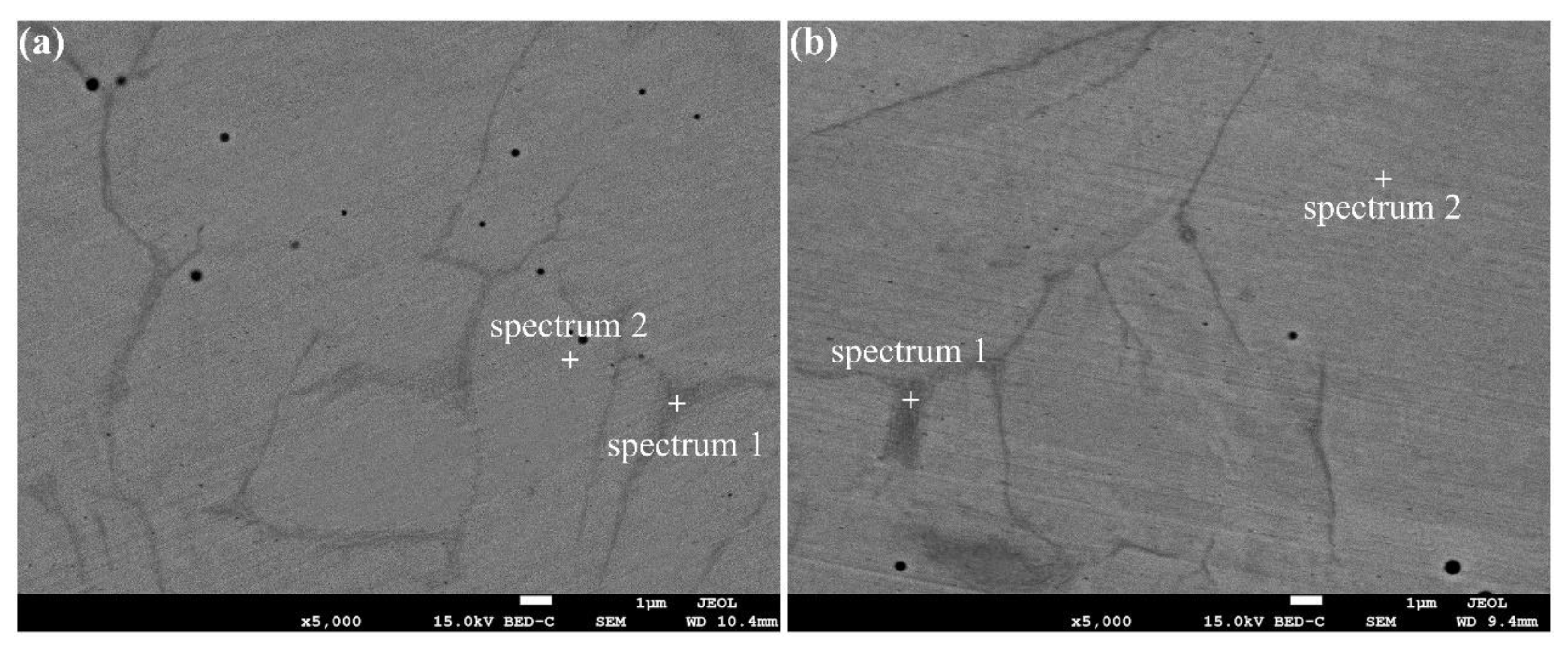
3.1. Microstructure
3.2. Pitting Corrosion Resistance
3.2.1. Immersion Pitting-Corrosion Resistance
3.2.2. Electrochemical Pitting Corrosion Behavior
4. Conclusions
- (1)
- The application of ultrasonic vibration could significantly refine the primary ferrite grains of the WM during the solidification process and increase the number of grain boundary of the primary ferrite grains, affecting the subsequent solid-phase transition process, and therefore significantly decreasing the ferrite content of the WM by about 45%.
- (2)
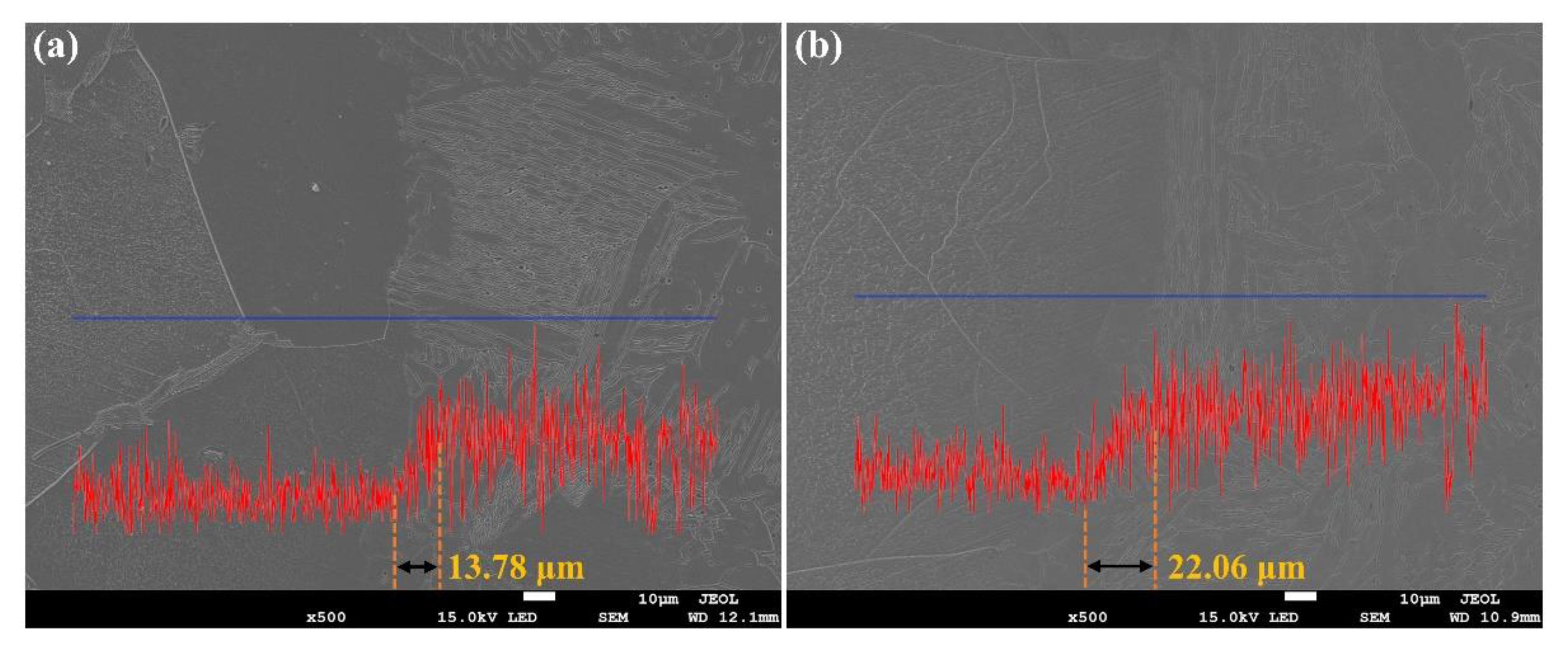
- Introducing ultrasonic vibration could improve the uniformity of alloying elements in the WM and widen the transition zone between the WM and HAZ.
- (3)
- When the ultrasonic vibration was applied, the molten pool convection induced by the acoustic streaming effect, and the microjet induced by the cavitation effect led to the significant refinement of the primary ferrite grains and the homogenization of alloying elements in the WM.
- (4)
- Owing to the application of ultrasonic vibration, the austenite content in the WM increased, alloying elements in the WM tended to be homogenized and the width of the transition zone between the WM and HAZ increased, resulting in the improvement of pitting resistance of both the WM and welded joint.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gurram, M.; Adepu, K.; Pinninti, R.R.; Gankidi, M.R. Effect of copper and aluminium addition on mechanical properties and corrosion behaviour of AISI 430 ferritic stainless steel gas tungsten arc welds. J. Mater. Res. Technol. 2013, 2, 238–249. [Google Scholar] [CrossRef] [Green Version]
- Han, J.; Li, H.; Zhu, Z.; Jiang, L.; Xu, H.; Ma, L. Effects of processing optimisation on microstructure, texture, grain boundary and mechanical properties of Fe-17Cr ferritic stainless steel thick plates. Mater. Sci. Eng. A 2014, 616, 20–28. [Google Scholar] [CrossRef]
- Fujita, N.; Ohmura, K.; Yamamoto, A. Changes of microstructures and high temperature properties during high temperature service of Niobium added ferritic stainless steels. Mater. Sci. Eng. A 2003, 51, 272–281. [Google Scholar] [CrossRef]
- Fu, J.; Li, F.; Sun, J.; Cui, K.; Du, X.; Wu, Y. Effect of crystallographic orientations on the corrosion resistance of Fe-17Cr ferritic stainless steel. J. Electroanal. Chem. 2019, 841, 56–62. [Google Scholar] [CrossRef]
- Abdallah, M. Corrosion behaviour of 304 stainless steel in sulphuric acid solutions and its inhibition by some substituted pyrazolones. Mater. Chem. Phys. 2003, 82, 786–792. [Google Scholar] [CrossRef]
- Loto, R.T.; Loto, C.A. Corrosion behaviour of S43035 ferritic stainless steel in hot sulphate/chloride solution. J. Mater. Res. Technol. 2018, 7, 231–239. [Google Scholar] [CrossRef]
- The International Nickel Company. Corrosion Resistance of Austentic Stainless Steels in Chemical Environments; The International Nickel Company, Inc.: Toronto, ON, Canada, 1963. [Google Scholar]
- Lippold, J.C. Welding Metallurgy and Weldability; Wiley Online Library: Hobeken, NJ, USA, 2015. [Google Scholar]
- Zhou, S.; Ma, G.; Wu, D.; Chai, D.; Lei, M. Ultrasonic vibration assisted laser welding of nickel-based alloy and austenite stainless steel. J. Manuf. Process. 2018, 31, 759–767. [Google Scholar] [CrossRef]
- Grubb, J.F. Austenitic and feritic stainless steels. In Uhlig’s Corrosion Handbook, 3rd ed.; Revie, R.W., Ed.; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Davis, J.R. Corrosion of Weldments; ASM International: Materials Park, OH, USA, 2006; pp. 43–75. [Google Scholar]
- Furukawa, K. New CMT arc welding process—Welding of steel to aluminium dissimilar metals and welding of super-thin aluminium sheets. Weld. Int. 2006, 20, 440–445. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, H.; He, P. The CMT short-circuiting metal transfer process and its use in thin aluminium sheets welding. Mater. Des. 2009, 30, 1850–1852. [Google Scholar] [CrossRef]
- Hu, S.; Zhang, H.; Wang, Z.; Liang, Y.; Liu, Y. The arc characteristics of cold metal transfer welding with AZ31 magnesium alloy wire. J. Manuf. Process. 2016, 24, 298–306. [Google Scholar] [CrossRef]
- Mohandas, T.; Reddy, G.M.; Naveed, M. Comparative evaluation of gas tungsten and shielded metal arc welds of a “ferritic” stainless steel. J. Mater. Process. Technol. 1999, 94, 133–140. [Google Scholar] [CrossRef]
- Xie, W.; Fan, C.; Yang, C.; Lin, S. Effect of acoustic field parameters on arc acoustic binding during ultrasonic wave-assisted arc welding. Ultrason. Sonochem. 2016, 29, 476–484. [Google Scholar] [CrossRef] [PubMed]
- Dai, W.L. Effects of high-intensity ultrasonic-wave emission on the weldability of aluminum alloy 7075-T6. Mater. Lett. 2003, 57, 2447–2454. [Google Scholar] [CrossRef]
- Cui, Y.; Xu, C.; Han, Q. Effect of ultrasonic vibration on unmixed zone formation. Scr. Mater. 2006, 55, 975–978. [Google Scholar] [CrossRef]
- Sun, Q.; Lin, S.; Yang, C.; Zhao, G. Penetration increase of AISI 304 using ultrasonic assisted tungsten inert gas welding. Sci. Technol. Weld. Join. 2009, 14, 765–767. [Google Scholar] [CrossRef]
- Yuan, T.; Kou, S.; Luo, Z. Grain refining by ultrasonic stirring of the weld pool. Acta Mater. 2016, 106, 144–154. [Google Scholar] [CrossRef] [Green Version]
- Irani, H.; Ghazani, M.S. Effect of grain refinement on tensile properties and electrochemical behavior of Fe-18.5%Cr ferritic stainless steel. Mater. Chem. Phys. 2020, 251, 123089. [Google Scholar] [CrossRef]
- GB/T 17897-2016; Corrosion of Metals and Alloys—Corrosion Test for Pitting Corrosion Resistance of Stainless Steels in the Ferric Chloride Solution. Standardization Administration of China: Beijing, China, 2016.
- ISO 15158:2014; Corrosion of Metals and Alloys—Method of Measuring the Pitting Potential for Stainless Steels by Potentiodynamic Control in Sodium Chloride Solution. International Organization for Standardization: Geneva, Switzerland, 2014.
- Jegdić, B.; Bobić, B.; Radojković, B.; Alić, B.; Radovanović, L. Corrosion resistance of welded joints of X5CrNi18-10 stainless steel. J. Mater. Process. Technol. 2019, 266, 579–587. [Google Scholar] [CrossRef]
- Lippold, J.C.; Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steel; John Wiley & Sons: Hoboken, NJ, USA, 2005. [Google Scholar]
- Fan, Y.; Sun, Q.; Yang, C.; Lin, S. TIG welding of 304 stainless steel based on ultrasonic vibration. Trans. China. Weld. Inst. 2009, 30, 91–94. [Google Scholar]
- Khorrami, M.S.; Mostafaei, M.A.; Pouraliakbar, H.; Kokabi, A.H. Study on microstructure and mechanical characteristics of low-carbon steel and ferritic stainless steel joints. Mater. Sci. Eng. A 2014, 608, 35–45. [Google Scholar] [CrossRef]
- Van, W.M.; Nolan, D.; Norrish, J. Mitigation of sensitisation effects in unstabilised 12% Cr ferritic stainless steel welds. Mater. Sci. Eng. A 2007, 464, 157–169. [Google Scholar]
- Ha, H.Y.; Jang, M.H.; Lee, T.H.; Moon, J. Interpretation of the relation between ferrite fraction and pitting corrosion resistance of commercial 2205 duplex stainless steel. Corros. Sci. 2014, 89, 154–162. [Google Scholar] [CrossRef]
- Chen, Y.F.; Yang, B.; Zhou, Y.T.; Wu, Y.; Zhu, H.H. Evaluation of pitting corrosion in duplex stainless steel Fe20Cr9Ni for nuclear power application. Acta. Mater. 2020, 197, 172–183. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | S | Cr | Ni | Mo | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| AISI 430 | 0.05 | 0.29 | 0.35 | 0.016 | 0.002 | 16.27 | 0.13 | - | - | Bal. |
| ER 308L | 0.024 | 0.42 | 1.85 | 0.019 | 0.01 | 20.2 | 9.5 | 0.12 | 0.14 | Bal. |
| Experimental Conditions | Ferrite Content (%) | Standard Deviation |
|---|---|---|
| Without ultrasonic treatment | 31.36 | 1.28 |
| With ultrasonic treatment | 17.07 | 0.48 |
| Experimental Conditions | Spectrum | Fe | Cr | Ni | C | Si |
|---|---|---|---|---|---|---|
| Without ultrasonic treatment | Spectrum 1 | 71.45 | 21.62 | 4.39 | 1.75 | 0.79 |
| Spectrum 2 | 73.01 | 18.45 | 6.16 | 1.68 | 0.71 | |
| With ultrasonic treatment | Spectrum 1 | 72.04 | 20.10 | 5.84 | 1.23 | 0.79 |
| Spectrum 2 | 71.80 | 19.18 | 7.12 | 1.21 | 0.68 |
| Experimental Conditions | Corrosion Rate (g/(m2·h)) | Standard Deviation |
|---|---|---|
| Without ultrasonic treatment | 17.68 | 0.92 |
| With ultrasonic treatment | 17.01 | 0.55 |
| Base metal | 15.71 | 0.89 |
| Experimental Conditions | Ecoor (mV) | Epit (mV) | Epit − Ecoor (mV) |
|---|---|---|---|
| Without ultrasonic treatment | −167 | 77 | 244 |
| With ultrasonic treatment | −150 | 187 | 337 |
| Base metal | −120 | 125 | 245 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, N.; Shen, J.; Zhou, J.; Hu, S. Microstructure and Pitting Corrosion Resistance of AISI 430 Ferritic Stainless Steel Joints Fabricated by Ultrasonic Vibration Assisted Cold Metal Transfer Technique. Metals 2022, 12, 382. https://doi.org/10.3390/met12030382
Xu N, Shen J, Zhou J, Hu S. Microstructure and Pitting Corrosion Resistance of AISI 430 Ferritic Stainless Steel Joints Fabricated by Ultrasonic Vibration Assisted Cold Metal Transfer Technique. Metals. 2022; 12(3):382. https://doi.org/10.3390/met12030382
Chicago/Turabian StyleXu, Naiqiang, Junqi Shen, Jie Zhou, and Shengsun Hu. 2022. "Microstructure and Pitting Corrosion Resistance of AISI 430 Ferritic Stainless Steel Joints Fabricated by Ultrasonic Vibration Assisted Cold Metal Transfer Technique" Metals 12, no. 3: 382. https://doi.org/10.3390/met12030382